SnAgCuRE系无铅钎料与表面贴装元器件的润湿适配性
张柯柯, 王双其, 余阳春, 王要利, 樊艳丽, 程光辉, 韩丽娟
(河南科技大学 材料科学与工程学院, 洛阳 471003)
摘 要: 采用润湿平衡法选用商用水洗钎剂, 研究SnAgCuRE系无铅钎料与表面贴装元器件的润湿适配性。 研究结果表明, 当Sn2.5Ag0.7CuxRE系钎料合金中RE添加量为0.1%时, 在钎焊温度为250℃、 预热时间为15s、 浸渍时间为5s的情况下, 其与表面贴装元器件具有较好的润湿适配性, 即具有较大的润湿力、 较小的润湿角, 其润湿力达到现行商用Sn3.8Ag0.7Cu钎料的水平, 完全能够满足表面组装行业对无铅钎料润湿性能的要求。
关键词: 无铅钎料; 表面贴装元件; 润湿性能; 润湿力 中图分类号: TG42; TG22.1; TN305.94
文献标识码: A
Wetting match performance of SnAgCuRE lead-free solder for surface mount component
ZHANG Ke-ke, WANG Shuang-qi, YU Yang-chun, WANG Yao-li,FAN Yan-li, CHENG Guang-hui, HAN Li-juan
(College of Materials Science and Engineering, Henan University of Science and Technology,Luoyang 471003, China)
Abstract: The wetting match performances of SnAgCuRE lead-free solder for surface mount component by adopting commercial water-soluble flux were investigated by means of wetting balance methods. The experimental results show that the Sn2.5Ag0.7CuxRE solder alloy has better wetting match proprieties for surface mount com-ponent with the addition of 0.1% rare earth at soldering temperature of 250℃, preheating time of 15s and soldering time of 5s, i.e. it has higher wetting force and smaller wetting angle. The wetting force of Sn2.5Ag0.7Cu0.1RE is in the same level as that of commercial Sn3.8Ag0.7Cu solder, which can meet the wetting property standard to the lead-free solders of surface mount technology industry.
Key words: lead-free solder; surface mount component; wetting property; wetting force
随着人们环保意识的增强及电子表面组装向小型化、 轻量化和多功能化的发展, 开发出可以替代SnPb钎料且具有更高性能尤其是较好润湿性能的无铅钎料, 已成为表面组装(SMT)用钎料研究的热点[1-8]。 研究表明, SnAgCu系钎料合金已成为众多无铅钎料中替代SnPb钎料的最佳候选合金系之一[2, 6, 8-9]。 向该共晶成分附近的钎料合金系中添加其他合金元素可降低Ag含量以减少制造成本, 并满足SMT的使用要求, 是目前的主要发展方向。 添加微量稀土(RE)可改善和提高SnAgCu系钎料合金的性能尤其是抗蠕变和抗疲劳性能, 是我国独具特色的无铅钎料合金系, 已引起人们的关注[9-11]。 但迄今为止, 关于SnAgCuRE系钎料合金在实际表面组装元器件下的润湿特性还鲜见文献报道, 已成为其在应用中亟待解决的关键问题。 本文作者选用商用水洗钎剂, 以商用Sn3.8Ag0.7Cu钎料为参照系, 采用润湿平衡法, 研究了Sn2.5Ag-0.7CuxRE系钎料合金与表面贴装元器件的润湿适配性, 预期对SnAgCuRE系无铅钎料的研究开发有一定的借鉴和指导作用。
1 实验
实验用Sn2.5Ag0.7CuxRE系钎料合金采用非自耗电炉ZHW-600A制备, 用IRIS Intrepid全谱直读等离子体发射光谱仪测定RE的残余量。 选用商用水洗钎剂, 以商用Sn3.8Ag0.7Cu钎料为参照系。 表面贴装元器件为RC1206型片式电容, 其尺寸为3.2mm×1.4mm×0.4mm, 端头的Ni层上涂覆有纯Sn薄层, 镀Sn层宽度为0.4mm。
润湿过程中, 元器件、 钎料和气相将构成一个三相平衡体系, 有[12]

式中 θ为润湿角; σsf、 σsl、 σlf分别为固/剂、 固/液及液/剂间的界面张力。
当片式电容浸入钎料时, 受到浮力和表面张力的共同作用, 由于本研究中1206型表面贴装元件浸入深度较低, 几乎不产生浮力, 其合力即润湿力F等于片式电容受到的浮力与表面张力之差, 为[12]

式中 F为试样受到的润湿力; ρ为钎料密度; g为重力加速度; V为试样浸入熔融钎料合金中的体积; L为元器件的断面周长。
由式(2)可见, θ与L存在着关联性。 因此, 反映润湿本质的θ可通过测量F来反映。 F越大, θ越小, 钎料的润湿性越好。 典型润湿曲线如图1所示。
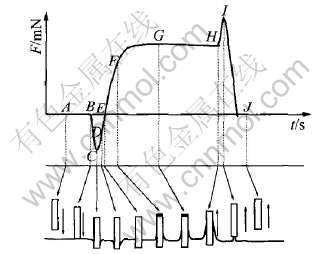
图1 典型的润湿曲线
Fig.1 Typical curve of wetting property
采用英国产MUST SYSTEM Ⅱ型可焊性测试仪测定Sn2.5Ag0.7CuxRE系钎料合金与表面贴装元器件的润湿力F, 以表征该钎料合金在基材上的润湿程度。 这是目前润湿性较为准确的定量检测方法。 在润湿性实验中, 片式电容浸入液态钎料深度取0.1mm, 浸入速率为5mm/s。 钎焊温度为250、 255、 260、 270℃; 预热时间为5、 15、 30s; 浸渍时间为1、 2、 3、 5、 7、 10s。 每一工艺条件下实验3次。 润湿实验后对1206元器件侧面打磨、 拍照, 利用AutoCAD软件获得润湿角, 用测试所得的F、 θ来表征SnAgCuRE系钎料合金的润湿性。
2 结果与分析
2.1 微量RE对润湿性的影响
图2所示为RE添加量对F的影响。 由图2可见, 随RE添加量增加, F增大, 在RE添加量为0.1%时达最大值, 即随RE添加量增加到0.1%时, 其润湿性最好。 此时SnAgCuRE系钎料合金的F已高于现行商用Sn3.8Ag0.7Cu钎料的; 随RE添加量继续增加, F减小, 润湿性降低。 不同Sn2.5Ag0.7CuxRE系钎料合金与表面贴装元器件的θ检测也呈一致的变化规律, 即在RE添加量为0.1%时, θ为最小(11.03°), 该θ与Sn3.8Ag-0.7Cu钎料的相差很小。
润湿力与钎料的润湿性存在着一定关联性。 但对于无铅钎料, 其F为多大才能润湿, 迄今少见文献报道。 根据美国IPCANSI/J-STD-003工业标准, 当F′max>120mN/m时, 就可满足工业自动化钎焊的要求[7], 可由下式计算钎料的临界润湿力Fmax。

式中 L为试样浸入液态钎料中的周长。
当F′max=120mN/m时, 由式(3)计算可得SnAgCuRE系钎料合金的临界润湿力Fmax为0.408mN。 由图2可知, Sn2.5Ag0.7CuxRE系钎料合金的F均大于Fmax, 这表明如以F判定, Sn2.5Ag-0.7CuxRE系钎料合金均能满足微电子连接的润湿性要求。 而根据文献[13]提出的润湿性良好标准(θ〈40°), 实验测得θ为40°时对应的临界F为0.601mN。 综合实验的实际润湿情况, 在水洗钎剂下, 如以0.601mN为临界润湿力Fmax来判定Sn2.5Ag0.7CuxRE系钎料合金对1206片式元器件润湿性的好坏, 即当F>Fmax, 无铅钎料可满足电子元器件对其的润湿性要求, 更符合客观实际。 以此标准对照图2可见, RE添加量以0.1%为最佳, 一般不宜超过0.2%。 这是由于F已超过现行商用Sn3.8Ag0.7Cu钎料的水平。
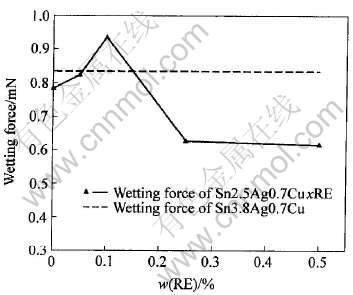
图2 润湿力随RE添加量的变化曲线
Fig.2 Change curve of wetting force with RE addition
研究表明[14]: 凡是增强Sn基钎料活性的元素就能够促进润湿; 反之则阻碍润湿。 图3所示为Sn2.5Ag0.7CuxRE系钎料合金组织的SEM像。 实验观察表明, 添加微量RE对Sn2.5Ag0.7-CuxRE系钎料合金共晶组织和β-Sn初生相比例影响不大, 但能抑制富Sn相晶粒的长大而使组织细化, 均匀分布的RE具有活性, 能降低液态钎料的表面张力使钎料易于润湿; 当其RE添加量为0.5%时, 会出现花瓣状、 点状、 条状稀土化合物相, 其中以花瓣状稀土化合物相(图3(b))最为常见(图3(c)及(d)所示为Sn2.5Ag0.7Cu0.5RE钎料组织中稀土化合物相的Ce和La元素的面分布), 常见于带状共晶组织和富Sn界面处, 有关原因有待进一步研究。 稀土化合物相在液态会阻止钎料合金在基材上的润湿而导致钎料合金润湿力F的降低。
2.2 钎焊工艺参数对润湿性的影响
以Sn2.5Ag0.7Cu0.1RE钎料合金为例, 研究钎焊工艺参数对表面贴装元器件润湿性的影响。
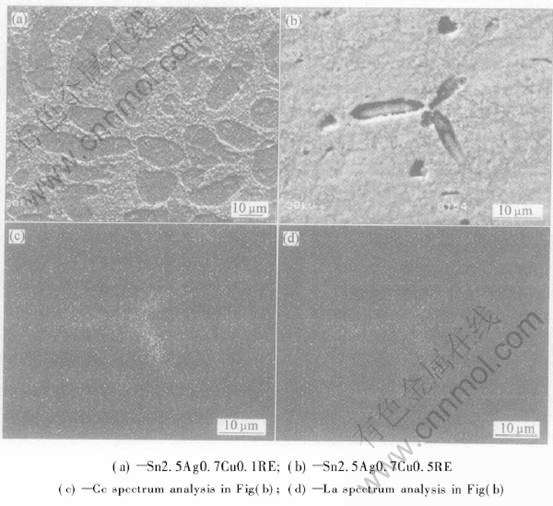
图3 Sn2.5Ag0.7CuxRE钎料合金组织SEM像
Fig.3 SEM images of Sn2.5Ag0.7CuxRE solder alloys
2.2.1 预热时间
对于水洗钎剂, 在钎焊实验中, 如果预热时间过短(5s), 钎剂中水分挥发不完全, 会导致钎焊温度下降并影响钎焊质量。 但如预热时间过长(30s), 会造成钎剂中有效成分分解或挥发使钎剂的活性降低, 并最终导致钎料合金的润湿效果变差。 尤其是在相同条件下, 由于高Sn的无铅焊料比Sn37Pb共晶钎料更易氧化, 无铅钎料钎焊时的氧化问题更为突出[2]。 因此, 本研究中预热时间选15s较为合适。
2.2.2 钎焊温度
图4所示为润湿力随钎焊温度的变化曲线。 由图4可见, Sn2.5Ag0.7Cu0.1RE的润湿力随钎焊温度的增加呈“山”形变化规律, 在250℃时具有最大值。 一般来说, 随温度的升高, 表面张力降低, 钎料的润湿性提高[2]。 但若钎焊温度过高, 就容易造成钎剂的分解或挥发致使其活性大大降低, 并最终导致F的减小。 因此, 对于水洗钎剂, 在钎焊温度为250℃时可充分发挥钎剂的作用而呈现最佳的润湿效果。 此时的F也远大于工业自动化钎焊的基本要求。
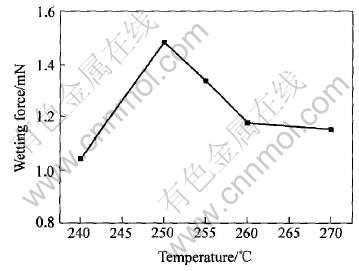
图4 润湿力随钎焊温度的变化曲线
Fig.4 Change curve of wetting force with soldering temperature
2.2.3 浸渍时间
图5所示为润湿力随浸渍时间的变化曲线。 由图5可见, 随浸渍时间延长, 钎料的润湿力先增加尔后稍有降低。 这表明在钎料和片式元器件的镀层之间发生了“失润现象”[15]。 在润湿过程中, 最初是熔融的钎料与片式元器件表面镀层Sn之间作用。 随浸渍时间延长, 镀层Sn不断向钎料中溶解, 钎料不断在片式元器件镀层Sn上爬升, 润湿力也不断增大; 随着润湿过程的继续, 钎料进一步与片式元器件内部镀Ni层作用, 而Ni对SnAgCu间的扩散具有阻挡作用[16], 抑制了润湿过程, 即对润湿起了“隔离”作用。 因此, 随浸渍时间的继续延长, 润湿力稍有降低。
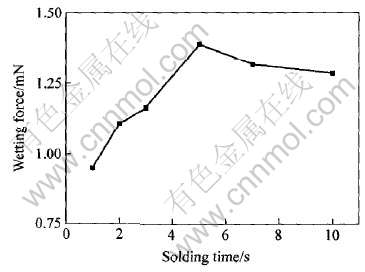
图5 润湿力随浸渍时间的变化曲线
Fig.5 Change curve of wetting force with soldering time
3 结论
采用商用水洗钎剂, 当Sn2.5Ag0.7CuxRE系钎料合金中RE添加量为0.1%时, 在钎焊温度250℃、 预热时间15s、 浸渍时间5s的情况下, 其与表面贴装元器件具有较好的润湿适配性, 即具有较大的润湿力和较小的润湿角。 其润湿力达到现行商用Sn3.8Ag0.7Cu钎料的水平, 完全能够满足表面组装行业对无铅钎料润湿性能的要求。
REFERENCES
[1]WANG Y H, Nisida K, Hutter M, et al. Surface activation process of lead-free solder bumps for low temperature bonding[A]. 2005 6th International Conference on Electronics Packing Technology[C]. USA: IEEE, 2005: 404-407.
[2]Suganuma K. 无铅焊接技术[M]. 宁晓山, 译. 北京: 科学出版社, 2004: 1-28.
Suganuma K. Welding Technology of Lead-free Solder[M]. NING Xiao-shan, transl. Beijing: Science Press, 2004: 1-28.
[3]谢海平, 于大全, 马海涛, 等. Sn-Zn-Cu无铅钎料的组织、 润湿性和力学性能[J]. 中国有色金属学报, 2004, 14(10): 1694-1699.
XIE Hai-ping, YU Da-quan, MA Hai-tao, et al. Microstructure, wettability and mechanical properties of Sn-Zn-Cu lead free solder[J]. The Chinese Journal of Nonferrous Metals, 2004, 14(10): 1694-1699.
[4]段莉蕾, 于大全, 赵杰, 等. Sn-9Zn-3Bi/Cu钎焊接头在170℃时效过程中的显微结构[J]. 中国有色金属学报, 2004, 14(5): 842-847.
DUAN Li-lei, YU Da-quan, ZHAO Jie, et al. Microstructures of Sn-9Zn-3Bi solder/Cu joint during long-term aging at 170℃[J]. The Chinese Journal of Nonferrous Metals, 2004, 14(5): 842-847.
[5]何大鹏, 于大全, 王来, 等. 铜含量对Sn-Cu钎料与Cu、 Ni基板钎焊界面IMC的影响[J]. 中国有色金属学报, 2006, 16(4): 701-708.
HE Da-peng, YU Da-quan, WANG Lai, et al. Effect of Cu content on IMC between Sn-Cu solder and Cu and Ni substrates[J]. The Chinese Journal of Nonferrous Metals, 2006, 16(4): 701-708.
[6]王烨, 黄继华, 张建纲, 等. Sn-3.5Ag-0.5Cu/Cu界面的显微结构[J]. 中国有色金属学报, 2006, 16(3): 495-499.
WANG Ye, HUANG Ji-hua, ZHANG Jian-gang, et al. Microstructure of Sn-3.5Ag-0.5Cu/Cu interface[J]. The Chinese Journal of Nonferrous Metals, 2006, 16(3): 495-499.
[7]李福泉, 王春青, 田艳红, 等. 钎料熔滴与焊盘界面反应及再重熔时的界面组织演变[J]. 中国有色金属学报, 2005, 15(10): 1506-1511.
LI Fu-quan, WANG Chun-qing, TIAN Yan-hong, et al. Interface reaction of solder droplet/pad and intermetallic compounds evolution during reflow soldering[J]. The Chinese Journal of Nonferrous Metals, 2005, 15(10): 1506-1511.
[8]Gao F, Nishikawa H, Takemoto T. Microstructure characterization of Cu6Sn5-based intermetallic compounds at solder matrix and relevant solder joints[J]. Transactions of Joining and Welding Research Institute, 2005, 34(2): 57-61.
[9]程光辉, 张柯柯, 满华, 等. 稀土对表面组装用SnAgCuRE钎料合金组织与性能的影响[J]. 中国稀土学报, 2005, 23(4): 486-489.
CHENG Guang-hui, ZHANG Ke-ke, MAN Hua, et al. Effect of rare earths on microstructure and properties of Sn2.0Ag0.7CuRE solder alloy for surface mount technology[J]. Journal of the Chinese Rare Earth Society, 2005, 23(4): 486-489.
[10]YU D Q, ZHAO J, WANG L. Improvement on the microstructure stability, mechanical and wetting properties of Sn-Ag-Cu lead-free solder with the addition of rare earth elements[J]. Journal of Alloys and Compounds, 2004, 376: 170-175.
[11]薛松柏, 刘琳, 代永峰, 等. 微量稀土元素铈对SnAgCu无铅钎料物理性能和焊点抗拉强度的影响[J]. 焊接学报, 2005, 26(10): 23-26.
XUE Song-bai, LIU Lin, DAI Yong-feng, et al. Effects of rare-earth element Ce on physical properties and mechanical properties of Sn-Ag-Cu lead-free solder[J]. Transactions of the China Welding Institution, 2005, 26(10): 23-26.
[12]许天旱, 赵麦群, 刘新华. SnAgCu系无铅焊锡成分的优化研究[J]. 电子元件与材料, 2004, 23(8): 14-21.
XU Tian-han, ZHAO Mai-qun, LIU Xin-hua. Study on the optimal free-lead solder alloy of Sn-Ag-Cu system[J]. Electronic Components and Materials, 2004, 23(8): 14-21.
[13]史建卫, 何鹏, 钱乙余, 等. 焊膏工艺性要求及性能检测方法[J]. 电子工业专用设备, 2004(12): 19-25.
SHI Jian-wei, HE Peng, QIAN Yi-yu, et al. Technology demands and test methods of performance of solder paste[J]. Equipment for Electronic Products Manufacturing, 2004(12): 19-25.
[14]冯武峰. Sn基钎料合金元素的合金化效果及润湿能力的量子力学研究[D]. 哈尔滨: 哈尔滨工业大学, 2001: 1-17.
FENG Wu-feng. Electron structure of tin based solder alloys and interface of solder joints[D]. Harbin: Harbin Institute of Technology, 2001: 1-17.
[15]陈方, 杜长华, 黄福祥, 等. Sn0.7Cu无钎钎料对铜引线材料的润湿性[J]. 材料导报, 2004, 18(9): 99-101.
CHEN Fang, DU Chang-hua, HUANG Fu-xiang, et al. Wettability of Lead-free solder Sn-0.7Cu on the surface of copper[J]. Materials Review, 2004, 18(9): 99-101.
[16]朱奇农, 罗乐, 肖克, 等. Ni对Sn96.5Ag3.5/Cu之间扩散行为的阻挡作用[J]. 中国有色金属学报, 2000, 10(2): 199-202.
ZHU Qi-nong, LUO Le, XIAO Ke, et al. Ni as diffusion barriers between eutectic Sn Ag solder and Cu[J]. The Chinese Journal of Nonferrous Metals, 2000, 10(2): 199-202.
(编辑李艳红)
基金项目: 河南省高校创新人才基金资助项目(教高2004-294); 河南省高校杰出科研人才创新工程资助项目(2004KYCX020); 河南省青年骨干教师资助项目([2002]114)
收稿日期: 2006-04-01; 修订日期: 2006-09-22
通讯作者: 张柯柯, 教授, 博士; 电话: 0379-64276880; E-mail: zhkeke@mail.haust.edu.cn

