DOI: 10.11817/j.issn.1672-7207.2017.02.013
�ӹ���̬�����Ͻ𱡱ڼ��ӹ����ε�Ӱ��
��1, 2, 3��������1, 2, 3������1, 2, 3���4��������1, 4������4
(1. ���ϴ�ѧ ���繤��ѧԺ������ ��ɳ��410083��
2. ���ϴ�ѧ �����ܸ�����������ص�ʵ���ң����� ��ɳ��410083��
3. ���ϴ�ѧ ��ɫ�����Ƚ��ṹ����������Эͬ�������ģ����� ��ɳ��410083��
4. �й����չ�ҵ���Ź�˾ �����ɻ�����о��������� ������710089)
ժҪ����Ժ������Ͻ𱡱ڼ��ӹ����ε����⣬������ά����Ԫ��������������ӹ���̬(����ȥ���ʡ�����������ϳ�����)�����Ͻ𱡱ڼ��ӹ����ε�Ӱ�죬��ͨ��ϳ��ʵ��Է�������ȷ�Խ�����֤���о�����������������ȷ����������������ſ��ȷ������ȥ���ʼ�С����С�����ų��ȷ������ȥ���ʼ�С���������ȷ����������С�������ȷ���ı������������䣻����������ȥ���ʴ���85%ʱ������ȥ����һ�£�������һ�£�����������������������һ�£�������ȥ����С��85%ʱ��ͬ����ȥ���ʵĶ������αȵ�����ı��δ�����ϳ���������������ȺͿ��ȷ��������������������С��ģ�ͷ�������������ʵ�������Ǻϣ����о���Ϊ���Ʊ��ڼ��ӹ������ṩ�ο���
�ؼ��ʣ����Ͻ𱡱ڼ����ӹ���̬������Ԫ�������ӹ�����
��ͼ����ţ�TG501��V261 ���ױ�־�룺A ���±�ţ�1672-7207(2017)02-0355-06
Influence of processing form on milling distortion of aluminum alloy thin-walled workpiece
XIAO Feng1, 2, 3, WU Yunxin1, 2, 3, GONG Hai1, 2, 3, LI Chen4, LIU Yaoqiong1, 4, JI Hao4
(1. School of Mechanical and Electrical Engineering, Central South University, Changsha 410083, China;
2. State Key Laboratory of High Performance Complex Manufacturing, Central South University, Changsha 410083, China;
3. Nonferrous Metal Oriented Advanced Structural Materials and Manufacturing Cooperative Innovation Center,
Central South University, Changsha 410083, China;
4. Avic the First Aircraft Institute, Aviation Industry Corporation of China, Xi��an 710089, China)
Abstract: In view of the milling deformation of aeronautical thin-walled workpiece, the influence of processing form (material removal rate, milling slot number and milling depth) on milling deformation was simultaneously analyzed by using finite element method. The accuracy of the simulation results was verified by the experiment. The results show that when material removal rate in width direction decreases, the bend deformation in length direction drops. When material removal rate in length direction decreases, the deformation in width direction decreases, but the deformations in length direction are uniform. When material removal rate is greater than 85%, bend deformation is the same at different slot numbers. When material removal rate is less than 85%, the deformations of the multi-frame components are bigger than those of the single-frame components. Both length and width bend deformations increase and then decrease with the increase of the milling depth. The simulation results coincide with the experimental results. The study can provide useful references for controlling milling deformation of the thin-walled workpieces.
Key words: aluminum alloy thin-walled workpiece; processing form; finite element method; milling deformation
���ź��պ�������ҵ�IJ��Ϸ�չ���ṹ���ӵı��ڼ��������������������ڰ��[1-2]�ڷɻ��㲿���еõ��㷺ʹ�á�����������гߴ��p�ṹ���ӡ��ڱ�������Ҫ��ߵ��ص㣬������ṹ���ߴ����ȥ���ʸߣ���ˣ��ڼӹ������к����ײ����������Ρ������������ε����رȽ϶࣬�����ļӹ���̬������֮һ���ڼӹ�������Ҫ����У��������Ƚ����������ʣ�������������ı����ʣ�����˾�ľ�����ʧ[3-5]����ˣ��о������ӹ���̬(����ȥ���ʡ�����������ϳ�����)�Լӹ����ε�Ӱ����ɺ��б�Ҫ����Լӹ��������⣬�о���Ա��������صķ����ʵ�顣SEBASTIAN[6]�о�������ṹ���ӹ������ܲ���Ӧ���ͷŵ�Ӱ�죻��Ȩ����[7]������ϳ�������Լӹ����ε�Ӱ�죬���������Ż��о���YOUNG[8]�о��˼ӹ������б��ڼ��ڲ����ļӹ�Ӧ�������������ļӹ����Ρ�CUS��[9]�о��˵��ߵļ��β����Թ����ӹ����ε�Ӱ�죬ͨ���Ż������β��������ƹ����ı��Σ����Զ���[10]�Գ�ʼ����Ӧ�������ϳ�����ν������о�����������[11]��������Ԫ���������������˶��װ�з�������Ķ���ϳ�����εĹ��ɣ�Ǯ��骵�[12]�о����ߵ�·����װ�з����Ա��ڿ�����ı��ε�Ӱ�졣Ŀǰ�����ǶԺ������Ͻ𱡱ڼ��ӹ����μ���Ӱ�����ؽ����˴����о��������ڼӹ���̬�Լӹ�����Ӱ����о����١�Ϊ�ˣ���������ͨ����������Ԫ����MSC.Marc[13]������������ʵ�飬�о��õ������ӹ���̬(����ȥ���ʡ�����������ϳ�����)�Լӹ����ε�Ӱ����ɡ�
1 ϳ���ӹ�������Ԫģ��
1.1 ����Ԫģ�͵Ľ���
��������Ԫ����MSC.Marc��ϳ���ӹ����з���ģ�⡣����ϳ����7075���Ͻ���ij���������Ϊ450 mm��112 mm��40 mm�����ϵ���ģ��E=71 GPa�����ɱȦ�=0.33�����������嵥Ԫ������������������Ԫ��ģ��ϳ�����̡����Ͻ��徭��475 �桢����2 h+20 ��ˮԡ����ٽ���������Ϊ1%��Ԥ���촦����������[14-15]������Ԥ������ڵIJ���Ӧ���ֲ���ͼ1�����ò���Ӧ�����߽�����ɢ����ƽ�������Ϊ����Ԫģ�͵ij�ʼ����Ӧ����
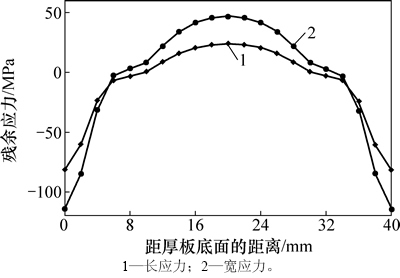
ͼ1 ��ʼ����Ӧ���غ�ȷ���ķֲ�
Fig. 1 Distribution of residual stress along thickness direction
1.2 ϳ�����ε���������
�����Ӷ���Ϊ���Ͻ��ϳ�����ε����������ɰ��ϱ�����±��浥Ԫ�ذ�����λ���ܹ�ȷ�������ε��Ӷȡ�d��

ʽ�У�zmaxΪ��ȷ�������λ�ƣ�zminΪ��ȷ������Сλ�ơ�
2 ����Ԫ�������
�������Ͻ�ṹ����Ҫ�ӹ��ɿ��������ʽ[16]������;��ͬ�����������ʽ�Ͳ�һ�����Կ�������ļӹ����ν��з���ʱ����֪����ij�ʼ����Ӧ��һ�����ߴ���ͬ���ӹ���ʽһ�£����ӹ���̬��ͬ������ֱ�Ӳ���ȥ���ʡ�ϳ��������ϳ�����3����������ӹ���̬�Լӹ����ε�Ӱ�졣
2.1 ����ȥ���ʶԼӹ����ε�Ӱ��
���������۵IJ���ȥ���ʰ������ȷ������ȥ���ʺͿ��ȷ������ȥ���ʡ����ȷ������ȥ���ʶ���Ϊ����һ��ƽ���ڹ������ȵ�·���ϣ�����ۼƳ���ռ�����ܳ��ı�����ͬ�����ɶ�����ȷ������ȥ���ʡ�����ȥ���ʶ����ʾ��ͼ��ͼ2��ʾ��
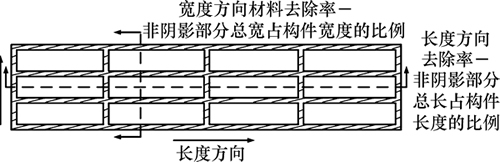
ͼ2 ����ȥ���ʶ���ʾ��ͼ
Fig. 2 Definition diagram of material removal rate
2.1.1 ���ȷ������ȥ���ʶԼӹ����ε�Ӱ��
�����Ͻ������ϳ�������ϳ�����Ϊ30 mm��ƽ�г��ȷ���IJ۱ں��߰���Ϊ4 mm��ƽ�п��ȷ���IJ۱ں�Ϊ10 mm�������ֱ�ϳ���ɵ���3��6��9����ͬһ�����ϸ�����۵ij��ȺͿ���һ��������ֻ�ڿ��ȷ������ӿ�ۡ�
���鹹������ƽ�п��ȷ�����߰壬ƽ�г��ȷ�����߰����ֱ�Ϊ0��2��5��8�������ȷ���IJ���ȥ���ʷֱ�Ϊ92.86%��85.71%��75 .00%��64.29%��ͼ3��ʾΪ����õ��Ĺ������ȷ����������ν������ͼ3�ɼ�������ƽ�г��ȷ�����߰������༴���ȷ������ȥ������С���������ȷ����������������С����Ϊƽ�г��ȷ�����߰������࣬ȥ���IJ��Ͼ�Խ�٣��Ӷ����¹����ĸ���Խ����Խ�����ı��ξ�ԽС��
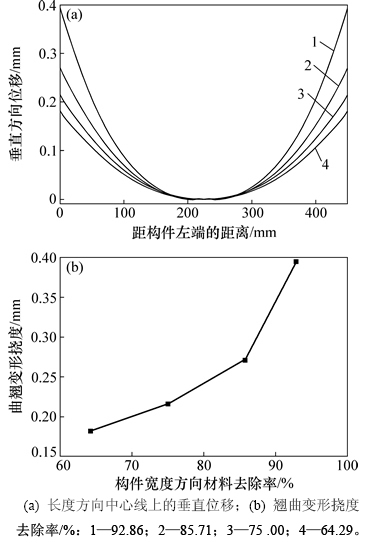
ͼ3 ���ȷ������ȥ���ʲ�ͬ��4�������ij��ȷ�����������
Fig. 3 Bend deformation in length direction under four different material removal rates in width direction
ͼ4��ʾΪ�������ȷ����������ν������ͼ4�ɼ������ȷ������ȥ���ʶԹ������ȷ���ı���Ӱ���С��������Ӷȷ�ΧΪ0.18~0.22 mm�����ұ����Ӷ����ſ��ȷ������ȥ���ʵ���������ʼ�С���ơ�
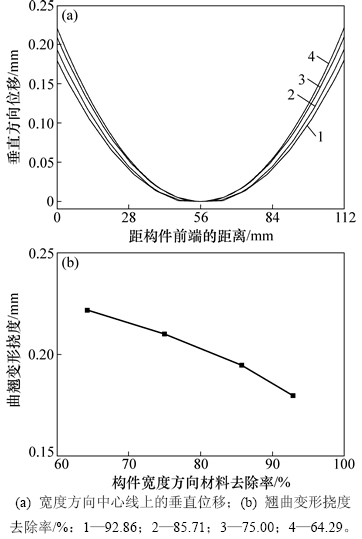
ͼ4 ���ȷ������ȥ���ʲ�ͬ��4���������ȷ�����������
Fig. 4 Bend deformation in width direction under four different material removal rates in width direction
2.1.2 ���ȷ������ȥ���ʶԼӹ����ε�Ӱ��
�����Ͻ������ϳ�������ϳ�����Ϊ30 mm��ƽ�г��ȷ���IJ۱ڼ��߰���Ϊ4 mm��ƽ�п��ȷ���IJ۱ں�Ϊ10 mm������4����档�����ֱ�ӹ��ɵ���2��4��5����ͬһ�����ϸ�����۵ij��ȺͿ���һ��������ֻ�ڳ��ȷ������ӿ�ۣ�4�鹹������ƽ�г��ȷ�����߰塣���ȷ���IJ���ȥ���ʷֱ�Ϊ95.56%��93.33%��88.89%��86.67%��ͼ5��ʾΪ4�鹹��ϳ������������Ρ���ͼ5�ɼ����������ȷ�������������ӶȻ�����ͬ�������ȷ�������������Ӷ����ų��ȷ������ȥ���ʵ����������

ͼ5 ���ȷ������ȥ���ʲ�ͬ��4����������������
Fig. 5 Bend deformation under four different material removal rates in length direction
2.2 ���������Լӹ����ε�Ӱ��
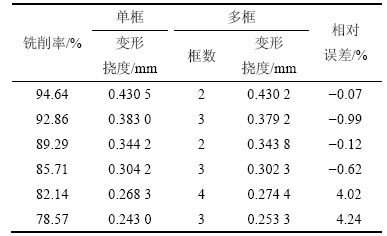
����ƽ�п��ȷ���IJ۱ں�Ϊ10 mm�������ȷ���IJ���ȥ����Ϊ95.56%��ϳ�����Ϊ30 mm��ѡȡ��ͬ�Ŀ��ȷ������ȥ����(94.64%��92.86%��89.29%��85.71%��82.14%��78.57%����Ӧ�ij��ȷ���۱ں�ֱ�Ϊ3��4��6��8��10��12 mm)��ϳ�ɵ������������Ӧ�Ķ����У����ֿ��ȷ���ϳ���ʺ͵������һ�£����ı䳤�ȷ�����߰�������1��ʾΪ�����������������������ĶԱ������
�ӱ�1�ɼ����������IJ���ȥ���ʴ���85%ʱ��������ȥ����һ�£����ۿ����Ƕ��٣�������������������ӶȻ�����ͬ������С��������ȥ����С��85%ʱ�������ı��α���ͬ����ȥ�����µ�����Ĵ�������ȥ����Խ��ʱ�������ı��α�ͬϳ���ʵĵ�����ı�����С��
������ģ������֪�������ȺͿ��ȷ���IJ���ȥ����һ��ʱ����һ���IJ���ȥ���ʷ�Χ�ڣ����ܹ�����ϳ�ɵ�������Ƕ����������ĵ������������ӶȻ�����ͬ�����ԣ�������Ԫ�����У���֤��ͬ�ı������������Կ�۵�Ӱ�죬�������ɵ�����������۲���ȥ���ʶԼӹ����ε�Ӱ�죬�ܹ���ʡ�����ɱ���
��1 �����������ļӹ������ӶȶԱ�
Table 1 Comparison of deformation between single frame and multi-frame components
2.3 ϳ����ȶԼӹ����ε�Ӱ��
ѡȡ��������Ԫģ�ͣ��غ�ȷ�������ȷ�Ϊ20�㣬ÿ����Ϊ2 mm��ϳ����ƽ�п��ȷ���IJ۱ں�Ϊ10 mm��ƽ�г��ȷ���IJ۱ں�Ϊ4 mm�ĵ���ۣ����ϳ����ϳ����ȴ�2 mm���ӵ�38 mm��ͼ6��ʾΪ��ͬ��ȷ������ȥ�����¹���������������ν������ͼ6�ɼ�������ϳ���������������ȷ���������������������С������ȷ������ȥ����Ϊ50%����ʱ�����������Ӷȴﵽ�������ȥ����Ϊ70%~90%ʱ�����α仯��С��������ϳ���������������ȷ�����������������������ȥ���ʴ���80%ʱ�����������Ӷȼ����С��
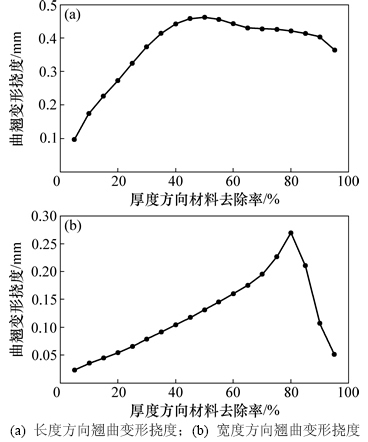
ͼ6 ������ļӹ�������ϳ����ȵĹ�ϵ
Fig. 6 Relationship between deformation of frame components and milling depth
3 ϳ���ӹ�ʵ����֤
3.1 ʵ�����
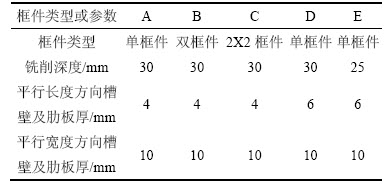
��2�鳤�������߾�Ϊ1 200 mm��230 mm��40 mm��7075���Ͻ������475 �汣��2 h+20 ��ˮԡ��𣬽��Ž���������Ϊ1% ��Ԥ���촦����������������и�õ�5��ͬ�ߴ�����Ͻ��壬�䳤�������߾�Ϊ450 mm��112 mm��40 mm����ŷֱ�ΪA��B��C��D��E����5�����Ͻ������ϳ���ӹ��������ļ��β������2��ʾ��5�鹹��ϳ�����ʵ��ͼ��ͼ7��ʾ��A��B��2��ϳ�������ȷ������ȥ���ʺ�ϳ�����һ���������ȷ������ȥ���ʲ�һ����B��Cϳ�������ȷ������ȥ���ʺ�ϳ�����һ���������ȷ������ȥ���ʲ�һ����B��Dϳ�������ȷ���Ϳ��ȷ������ȥ�����Լ�ϳ����ȶ�һ�£���ϳ��������һ����D��Eϳ�������ȷ���Ϳ��ȷ������ȥ�����Լ�ϳ����ȶ�һ������ϳ����Ȳ�һ����
ϳ���ӹ�ǰ��������������Dz�ù���������������������ݴ����õ����Ρ�
3.2 ʵ����
��3��ʾΪ5�鹹��ϳ�������������Ӷȡ��ӱ�3��֪��A������B���������ȷ���IJ���ȥ���ʲ�ͬ����A�������ȷ������ȥ���ʱ�B�����Ĵ�ϳ����A�������ȷ���ļӹ������Ӷȱ�B�����Ĵ�ϳ����A�������ȷ���ļӹ������Ӷȱ�B�������Դ�B������C���������ȷ���IJ���ȥ���ʲ�ͬ����B�������ȷ������ȥ���ʱ�C�����Ĵ�ϳ����B�������ȺͿ��ȷ���ļӹ������Ӷȶ���C�����Ĵ�B������D������ϳ��������һ������B������ϳ��������D�����Ķ࣬ϳ����B�����ij��ȺͿ��ȷ���ļӹ������Ӷȶ���D������С��D������E������ϳ����Ȳ�һ������D����ϳ����ȴ���E������ϳ����ȣ�ϳ����D�������ȺͿ��ȷ���ļӹ������Ӷȶ���E�����Ĵ��������ȥ���ʡ�ϳ��������ϳ����ȶԹ����ӹ����ε�Ӱ����ɽ��������һ����֤�����ù��ɵ�ȷ�ԡ�
��2 ���������
Table 2 Geometric parameters of components
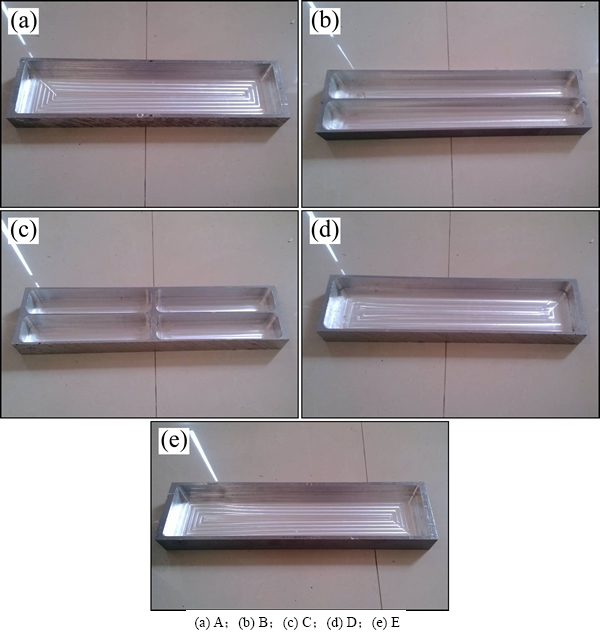
ͼ7 5��ϳ����ʵ��ͼ
Fig. 7 Pictures of five real products after milled
��3 ��ͬ����ϳ����ij�������������
Table 3 Bend deformation in length and width direction of different components after the milling mm
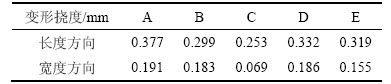
����ϳ������������������A��B��C��D ��E��ϳ���ȷ������������Ӷȷ������ֱ�Ϊ0.395��0.316��0.270��0.344��0.334 mm��ϳ������ȷ������������Ӷȷ������ֱ�Ϊ0.180��0.198��0.062��0.178��0.146 mm���ɴ˿ɵõ������ӹ����εķ���ֵ��ʵ��ֵ�ȽϽӽ������Ƚ�С����֤�˽����ķ���ģ�͵���Ч�Լ�������������ȷ�ԡ�
4 ����
1) �������ȷ����������������ſ��ȷ������ȥ���ʵļ�С����С�������ȷ������ȥ���ʶԿ��ȷ�����������Ӱ���С�������Ӷ����ſ��ȷ������ȥ���ʵ����������ϳʼ�С���ơ�
2) �������ȷ����������������ų��ȷ������ȥ���ʼ�С����С�������ȷ���ı�������������һ�¡�
3) ����������ȥ���ʴ���85%ʱ��������ȥ����һ�£���������������������������������һ�¡�������ȥ����С��85%ʱ������ȥ������ͬ�Ķ�����뵥������ȣ������ı��η���Խ��
4) ��������ȷ�����������������ϳ�������������С������ȷ������ȥ����Ϊ50%����ʱ�������������ﵽ�������ȥ����Ϊ70%��90%ʱ���������仯��С�����ȷ����������������Ű�����������������������ȥ���ʴ���80%ʱ�������������С��
�ο����ף�
[1] ����, ���. ��������ṹ���ӹ�����[J]. �������켼��, 2008(24): 50-54.
YANG Yong, LI Jianfeng. Machining technology for aviation integrated structures[J]. Aeronautical Manufacturing Technology, 2008(24): 50-54.
[2] LEQUEU P, LASSINEC P, WARNER T, et al. Engineering for the future:weight saving and cost reduction initiative[J]. Aircraft Eng Aerospace Tech, 2001, 73(2): 147-159.
[3] ���ַ�. ��ǿ�����Ͻձ��ڼ�ϳ���ӹ����ο��ƵĹ����о�[D]. �Ͼ�: �Ͼ����պ����ѧ����ѧԺ, 2011: 1-7.
CHE Xianfa. Milling machining deformation control technology of high-strength aluminum alloy aeronautical thin-wall components[D]. Nanjing: Nanjing University of Aeronautics and Astronautics. College of Mechanics and Electrics, 2011: 1-7.
[4] ���˲�, ��ӳ��, ����Ծ. �������Ͻ𱡱ڼ��ӹ����ε�����Ԫ���������[J]. �㽭��ѧѧ��(��ѧ��), 2008, 42(3): 397-402.
BI Yunbo, KE Yinglin, DONG Huiyue. Finite element simulation and analysis of deformation in machining of aeronautical aluminum alloy thin-walled workpiece[J]. Journal of Zhejiang University(Engineering Science), 2008, 42(3): 397-402.
[5] �����. ���ͱ������ϳ���ӹ�������ֵ����[D]. ����: ����������ѧ��е����ѧԺ, 2012: 1-4.
SHANG Yuqi. Numerical analysis of large thin-walled parts�� deformation in milling process[D]. Dalian: Dalian University of Technology. School of Mechanical Engineering, 2012: 1-4.
[6] SEBASTIAN N. A mathematical model for the estimation of residual stresses in aluminum parts[D]. Washington: Department of Mechanical and Aerospace Engineering, Washington University, 2005.
[7] ��Ȩ��, ������, �ź�ΰ. ���ڽṹ��ϳ����������Ԫ�������Ʒ������Ż�[J]. ��е����ѧ��, 2013, 49(21): 176-184.
HU Quanwei, QIAO Liwei, ZHANG Hongwei. Optimization of thin-walled part milling parameters based on finite element and orthogonal dominance analysis[J]. Chinese Journal of Mechanical Engineering, 2013, 49(21): 176-184.
[8] YOUNG K A. Machining-induced residual stress and distortion of thin parts[D]. Washington: Department of Mechanical and Aerospace Engineering, Washington University, 2005: 32-39.
[9] CUS F, ZUPERL U. Approach to optimization of cutting conditions by using artificial neural networks[J]. Journal of Materials Processing Technology, 2006, 173(3): 281-290.
[10] ���Զ�, �ź�ΰ. ��������ṹ���ӹ���������Ԫ��ֵ����[J]. �������պ����ѧѧ��, 2009, 35(2): 188-192.
ZHANG Yidu, ZHANG Hongwei. Finite element simulation of machining deformation for aeronautical monolithic component[J]. Journal of Beijing University of Aeronautics and Astronautics, 2009, 35(2): 188-192.
[11] ������, �����, ����, ��. ���װ�з����Զ����ϳ������Ӱ�������Ԫ����[J]. �Ͼ����պ����ѧѧ��, 2009, 41(5): 639-643.
DING Ziyun, ZUO Dunwen, GUO Hun, et al. Finite element analysis of multi-point clamping scheme effect on milling deformation of multi-frame components[J]. Journal of Nanjing University of Aeronautics��Astronautics, 2009, 41(5): 639-643.
[12] Ǯ���, ������, ���, ��. ���ڿ���������ʸ�Ч�ӹ����շ���[J]. ������ѧѧ��(��Ȼ��ѧ��), 2011, 37(4): 412-415.
QIAN Lingnan, LI Beizhi, YANG Jianguo, et al. Processing method for high quality and efficiency manufacturing of thin walled frame component[J]. Journal of Donghua University (Natural Science), 2011, 37(4): 412-415.
[13] �볬, �ﵤ��, �»��. ȫ��Marcʵ���̳��볣���������[M]. ����: �й�ˮ��ˮ�������, 2012: 323-360.
FENG Chao, SUN Dandan, CHEN Huohong. New Marc instance tutorial and common problem resolution[M]. Beijing: China Water & Power Press, 2012: 323-360.
[14] ����, ������, �ο�. Ԥ�����7075���Ͻ������Ӧ���ֲ���Ӱ��[J]. �����ȴ���ѧ��, 2009, 30(6): 201-205.
GONG Hai, WU Yunxin, LIAO Kai. Influence of pre-stretching on residual stress distribution in 7075 aluminum alloy thick-plate[J]. Transactions of Materials and Heat Treatment, 2009, 30(6): 201-205.
[15] �ο�, ������, ����, ��. ���Ͻ�����-Ԥ����Ӧ��Ԥ�������[J]. �й���ɫ����ѧ��, 2010, 20(10): 1901-1906.
LIAO Kai, WU Yunxin, GONG Hai, et al. Prediction and measurement of quenching-prestretching stress in aluminum alloy thick plate[J]. The Chinese Journal of Nonferrous Metals, 2010, 20(10): 1901-1906.
[16] ����, ��ӳ��, ����, ��. ���տ�������ṹ��ϳ���ӹ������о�[J]. �㽭��ѧѧ��(��ѧ��), 2009, 43(3): 546-550.
WU Hongbing, KE Yinglin, LIU Gang, et al. Study on milling deformation of aerospace frame monolithic components[J]. Journal of Zhejiang University (Engineering Science), 2009, 43(3): 546-550.
(�༭ �²ӻ�)
�ո����ڣ�2016-02-10�������ڣ�2016-04-24
������Ŀ(Foundation item)��������Ȼ��ѧ����������Ŀ(51405520��51327902)�����ҹ��ʿƼ�����ר��(2014DFA51250)(Projects(51405520, 51327902) supported by the National Natural Science Foundation of China; Project(2014DFA51250) supported by the International Science & Technology Cooperation Program of China)
ͨ�����ߣ���������ʦ��˶ʿ����ʦ�����º������IJ���Ӧ�����ӹ������о���E-mail��gonghai@csu.edu.cn

