
Microstructure and frictional properties of
3D needled C/SiC brake materials modified with graphite
ZHANG Jian-xin(�Ž���)1, FAN Shang-wu(������)1, ZHANG Li-tong(����ͬ)1,
CHENG Lai-fei(������)1, YANG Shang-jie(���н�)1, TIAN Guang-lai(�����)1, 2
1. National Key Laboratory of Thermostructure Composite Materials,
Northwestern Polytechnical University, Xi��an 710072, China;
2. Xi��an Aviation Brake Technology Co., Ltd., Xi��an 713106, China
Received 25 August 2010; accepted 9 November 2010
Abstract: The 3D needled C/SiC brake materials modified with graphite were prepared by a combined process of the chemical vapor infiltration, slurry infiltration and liquid silicon infiltration process. The microstructure and frictional properties of the brake materials were investigated. The density and open porosity of the materials as-received were about (2.1��0.1) g/cm3 and (5��1)%, respectively. The brake materials were composed of 59% C, 39% SiC, and 2% Si (mass fraction). The content of Si in the C/SiC brake materials modified with graphite was far less than that in the C/SiC brake materials without being modified with graphite, and the Si was dispersed. The braking curve of the 3D needled C/SiC modified with graphite was smooth, which can ensure the smooth and comfortable braking. The frictional properties under wet condition of the 3D needled C/SiC modified with graphite showed no fading. And the linear wear rate of the C/SiC modified with graphite was lower than that of the C/SiC unmodified.
Key words: 3D needled C/SiC; brake material; microstructure; frictional properties
1 Introduction
C/SiC composite is a new type of high performance brake material with a series of outstanding advantages such as low density, good high-temperature resistance, high strength, excellent friction properties and low wear rate[1-6]. Up to now, C/SiC brakes have been successfully applied to Porsche, Ferrari and Daimler Chrysler[7-8]. For automobiles, the abrasion resistance of the C/SiC disks guarantees a service life of 300 000 km which is 4 times longer than that of steel disks[4-8]. In 2008, the flight test of the C/SiC aircraft brakes was accomplished successfully[9-10], which is a new milestone of the aircraft braking.
The general fabrication processes of the SiC-matrix composites are chemical vapor infiltration (CVI), polymer impregnation/pyrolysis (PIP), liquid silicon infiltration (LSI) and so on. CVI is a mature processing route for SiC-matrix composites, which has been already transferred to the commercial level. However, it yields materials with some residual porosity. PIP is poorly efficient due to shrinkage and it also yields composites with significant residual porosity even when the PIP sequence is repeated several times. LSI is a fast densification technique and it yields composites with almost no residual open porosity, which makes it the most competitive fabrication process of SiC-matrix composites. However, the materials fabricated by LSI often contain free silicon, which limits their refractoriness and creep resistance, and seriously affects their frictional properties[11-12].
The 3D needled C/SiC brake materials prepared by CVI combined with LSI contained about 8% Si (mass fraction)[6], and the silicon showed clumped distribution. When the braking energy was high enough, the temperature on the friction surface would approach to or exceed the melting point of silicon, which led to unstable frictional properties and adhesive wear. In this work, a C/SiC brake material modified with graphite is reported to minimize content of the free silicon and disperse it. The objective of the present study is to investigate the microstructure and frictional properties of the C/SiC brake materials modified with graphite.
2 Experiments
2.1 Fabrication
Needled integrated felts were used as the preform in this study. The density of the preform was about 0.6 g/cm. The carbon fiber was PAN-based one (T300, 12K, Toray, Japan). The carbon fiber preform was fabricated by the three-dimension needling method[6]. The preparation of the C/SiC composites involved three steps. The first one was the CVI process to manufacture the porous C/C composites. The CVI was carried out at 800-1000 ��C for 300-700 h. Propylene was used as a precursor and argon as a carrier and diluting gas. The density of the porous C/C composites was 1.2-1.7 g/cm3. The second step was slurry infiltration (SI) process. The slurry was graphite distilled water solution, and the concentration of the solution was about 30% (mass fraction). The size of the graphite was about 1 ��m. The pressure of the infiltration was 1 MPa. The third step was the LSI process (infiltration of the molten silicon into porous C/C composites), producing the final C/SiC composites. The LSI was conducted in the temperature range of 1 420-1700 ��C for 1-3 h. The schematic diagram of preparation process is shown in Fig.1.
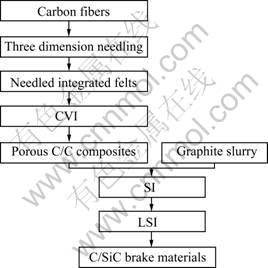
Fig.1 Preparation process of C/SiC brake materials modified with graphite
2.2 Testing methods
The density and open porosity of the C/SiC composites were measured by Archimedes�� method. The microstructures were observed by OM (OLYMPUS PM-T3) and SEM (HITACHI S-4700). The phases were analyzed by XRD (PANalytical X��Pert, NETHERLANDS). And the quantitative analysis of the phases was carried out by chemical method. Si was removed by dissolving the composite in a mixture of hydrofluoric and concentrated nitric acid (V(HNO3): V(HF)=4:1) at 40 ��C for 48 h. The content of C was measured by burning it off at 700 ��C for 20 h in air. Finally, the content of residual SiC can be calculated.
The frictional properties were tested on a disk-on-disk type laboratory scale dynamometer (Fig.2)[6]. The kinetic energy absorbed by braking was supplied by the inertia wheels which were driven by a DC motor. The tested specimens acted as both the rotor and the stator. The rotor specimen was attached to the inertial wheel and accelerated to a certain velocity. The braking property test was carried out through the friction between the rotor and stator under a certain braking pressure. Rotating velocity, braking moment, and braking time were recorded by computer. The friction coefficient can be calculated from the following equation:
M = m(r1 + r2)p/2 (1)
where M is the braking moment, m the friction coefficient, p the braking pressure, r1 the inner radius, and r2 the outer radius.
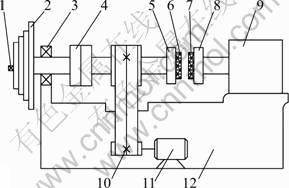
Fig.2 Schematic diagram of dynamometer: 1 Clamp nut; 2 Inertial wheel; 3 Bearing; 4 Clutch; 5 Rotor holder; 6 Rotor; 7 Stator; 8 Stator holder; 9 Pressing cylinder; 10 Strap; 11 Motor; 12 Lathe-bed
The fading ratio, D, of the friction coefficient under wet condition, which represents the sensitivity of the friction coefficient to a humidity condition, is described as
 (2)
(2)
where ��wet is the average friction coefficient under wet condition, and ��dry the average friction coefficient under dry condition.
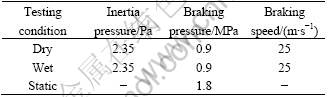
The friction test conditions are listed in Table 1. The tests under each testing condition were repeated 20 times.
Table 1 Parameters of friction testing condition
3 Results and discussion
3.1 Phase constituent
The density and open porosity of the C/SiC brake materials modified with graphite were (2.1��0.1) g/cm3, and (5��1)%, respectively. Fig.3 shows the XRD pattern of the C/SiC brake materials modified with graphite. The materials were composed of C, Si and SiC. And the quantitative analysis showed that the contents of C, Si, and SiC were about 59% C, 2% Si and 39% SiC, respectively. The Si content in 3D needled C/SiC modified with graphite was less than that in 3D needled C/SiC prepared by CVI combined with LMI (unmodified with graphite).
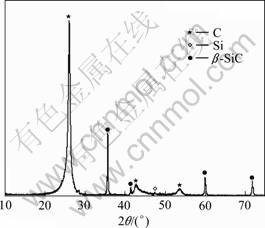
Fig.3 XRD pattern of C/SiC brake materials modified with graphite
3.2 Microstructure
The backscattered electron (BSE) micrographs of the 3D needled C/SiC and the 3D needled C/SiC modified with graphite are shown in Fig.4 and Fig.5, respectively.
In those figures, SiC was distributed in grey regions, Si in white regions, and pyrolytic carbon and carbon fibers in black regions. Fig.4 showed that the Si presented clumped distribution in 3D needled C/SiC unmodified with graphite, and the content of Si was large. In Fig.5, the Si was dispersed and the content was very little.
When the porous C/C composites was prepared by the CVI process, the pores in region of the fiber bundles in the porous C/C composites were small and little because of the high specific surface area in the fiber bundles for deposition (Fig.6). Conversely, the pores in region among fiber bundles were very large for a limited deposition time (Fig.6). The wetting angle between liquid silicon and carbon was about 0��[13], so that the big pores of the porous C/C composites were prone to be filled by the liquid silicon during the process of LSI. The infiltrated silicon could not react completely with the carbon in limited time. Therefore, a great deal of silicon was left in the region between fiber bundles.

Fig.4 BSE micrograph of 3D needled C/SiC unmodified with graphite
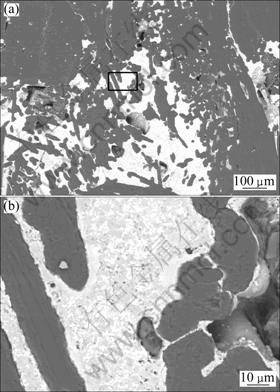
Fig.5 BSE micrographs of 3D needled C/SiC brake materials modified with graphite: (a) Typical BSE micrographs; (b) Amplification of local region in (a)
When the porous C/C composites prepared by CVI were infiltrated with SI process, the graphite particles were dispersed into the big pores of the porous C/C composites, and changed the big pore into many small pores. During the LSI process, some silicon reacted with pyrolytic carbon to form SiC covering the unreacted pyrolytic carbon, some silicon reacted with graphite particles to form SiC that was dispersed in the big pores of the porous C/C composites, and the residual silicon was very little and was dispersed by the unreacted graphite particles and SiC that was produced by graphite particles.
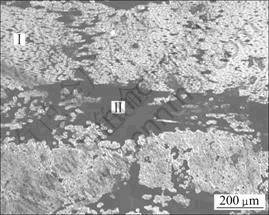
Fig.6 Optical micrograph of porous C/C composites: I��Pores in region of fiber bundles; II��Pores in region among fiber bundles
It can be seen that the process modified with graphite can effectively decrease and disperse the free silicon.
3.3 Frictional properties
The frictional properties of the 3D needled C/SiC brake materials are listed in Table 2. It was indicated that average friction coefficient under dry condition of the C/SiC modified with graphite was lower than that of the C/SiC unmodified. The average friction coefficient under wet condition of the C/SiC modified with graphite had no fading. The static friction coefficients of the 3D needled C/SiC modified and unmodified were almost equal. And the linear wear rate of the C/SiC modified with graphite was lower than that of the C/SiC unmodified.
Table 2 Frictional properties of 3D needled C/SiC brake materials
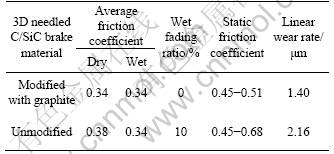
Fig.7 shows the typical braking curves of the 3D needled C/SiC brake materials. It was shown that the braking curve of the C/SiC modified with graphite was smooth to ensure comfortable braking. Conversely, the curve of the C/SiC unmodified had catastrophe occurrences, which led to the unsmooth braking and induced large impact to the braking system.
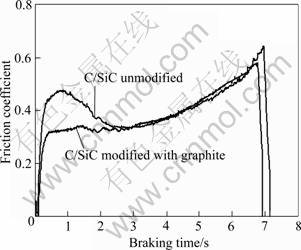
Fig.7 Typical braking curves of 3D needled C/SiC brake materials
At the prior stage of braking, the friction coefficient of the C/SiC modified with graphite was lower than that of the C/SiC unmodified, so that the average friction coefficient under dry condition of the C/SiC modified with graphite was lower than that of the C/SiC unmodified. However, the higher friction coefficient of the C/SiC unmodified at the prior stage of braking made the friction coefficient abruptly change, which led to the unsmooth and uncomfortable braking, and induced large impact to the braking system.
A large amount of micro-peaks on the friction surface are unavoidable. The micro-peaks are generally referred to be asperities. In the prior stage of braking, only fewer asperities in the dual friction surface contacted and produced interaction, which caused the temperature on the asperities to be very high, maybe close to the melting point of the silicon. When the brake disks of the C/SiC unmodified fractured, the silicon of the asperities on the friction surface would cause adhesive effect, which resulted in the abrupt change of the friction coefficient in the prior stage of braking. However, the silicon was very little in the C/SiC modified with graphite, and would not cause adhesive effect. Therefore, the braking curve of the C/SiC modified with graphite was smooth.
4 Conclusions
1) The 3D needled C/SiC brake materials modified with graphite were prepared by a combined process of CVI, SI and LSI. The density and open porosity of the materials were about (2.1��0.1) g/cm3 and (5��1)%, respectively. The brake materials were composed of 59% C, 39% SiC, and 2% Si (mass fraction). The content of Si in the C/SiC brake materials modified with graphite was far less than that in the C/SiC brake materials unmodified with graphite, and the Si presented dispersed distribution. The process modified with graphite can effectively decrease and disperse the free silicon.
2) The braking curve of the 3D needled C/SiC modified with graphite was smooth, which can ensure the smooth and comfortable braking. The frictional properties under wet condition of the 3D needled C/SiC modified with graphite showed no fading. And the linear wear rate of the C/SiC modified with graphite was lower than that of the C/SiC unmodified.
References
[1] VAIDYARAMAN S, PURDY M, WALKER T, HORST S. C/SiC material evaluation for aircraft brake applications[C]//KRENKEL W, NASLAIN R, SCHNEIDER H. Proceeding of High Temperature Ceramic Matrix Composites. Berlin: Wiley-VCH, Weinheim, 2001: 802-808.
[2] KRENKEL W, HENKE T. Design of high performance CMC brake disks[J]. Key Eng Mat, 1999, 164/165: 421-424.
[3] KRENKEL W. C/C-SiC composites for hot structures and advanced friction systems[J]. Ceram Eng Sci Proc, 2003, 24: 583-592.
[4] M?HLRATZER A, LEUCHS M. Application of non-oxide CMCs[C]//KRENKEL W, NASLAIN R, SCHNEIDER H. Proceeding of High Temperature Ceramic Matrix Composites. Berlin: Wiley-VCH, Weinheim, 2001: 288-298.
[5] FAN Shang-wu, ZHANG Li-tong, XU Yong-dong, CHENG Lai-fei, TIAN Guang-lai, KE Shao-chang, XU Fang. Microstructure and tribological properties of advanced carbon/silicon carbide aircraft brake materials[J]. Compos Sci Technol, 2008, 68: 3002-3009.
[6] FAN Shang-wu, ZHANG Li-tong, XU Yong-dong, CHENG Lai-fei, LOU J, ZHANG J, YU F. Microstructure and properties of 3D needle-punched carbon/silicon carbide brake materials[J]. Compos Sci Technol, 2007, 67: 2390-2398.
[7] PAK Z S. Cf/SiC/C composites for frictional application[C]//KRENKEL W, NASLAIN R, SCHNEIDER H. Proceeding of High Temperature Ceramic Matrix Composites. Berlin: Wiley-VCH, Weinheim, 2001: 820-825.
[8] KRENKEL W, BERNDT F. C/C�CSiC composites for space applications and advanced friction systems[J]. Mat Sci Eng, 2005, A412: 177-181.
[9] FAN Shang-wu, ZHANG Li-tong, CHENG Lai-fei, TIAN Guang-lai, YANG Shang-jie. Effect of braking pressure and braking speed on the tribological properties of C/SiC aircraft brake materials[J]. Compos Sci Technol, 2010, 70: 959-965.
[10] NASLAIN R. Design, preparation and properties of non-oxide CMCs for application in engines and nuclear reactors: An overview[J]. Compos Sci Technol, 2004, 64: 155-170.
[11] FAN Shang-wu, ZHANG Li-tong, CHENG Lai-fei, YANG Shang-jie, LIU H. Wear mechanisms of the C/SiC brake materials[J]. Tribol Int, 2011, 44: 25-28.
[12] FITZER E, GADOW R. Fiber-reinforced silicon carbide[J]. Am Ceram Soc Bull, 1986, 65: 326-335.
(Edited by YANG Bing)
Foundation item: Project(46-QP-2009) supported by the Research Fund of State Key Laboratory of Solidification Processing (NWPU), China; Project supported by the Program for Changjiang Scholars and Innovative Research Team in Chinese University
Corresponding author: FAN Shang-wu; Tel: +86-29-88494622; Fax: +86-29-88494620; E-mail: shangwu.fan@nwpu.edu.cn; fshwu@163.com
DOI: 10.1016/S1003-6326(10)60642-5

