DOI: 10.11817/j.issn.1672-7207.2015.12.008
�����ٶȶ�֯����������״̬��Ӱ��
����1�����2���ܵ���2
(1. �Ͼ����պ����ѧ ���ѧԺ���繤��ϵ������ �Ͼ���211156��
2. �Ͼ�������ѧ ���Ͽ�ѧ�빤��ѧԺ������ �Ͼ���210094)
ժҪ��Ϊ���о������ٶȶ�֯����Ħ��������״̬��Ӱ�죬����Nd:YAG�������弤���GCr15���̱������֯�����������γ�ֱ��Լ150 ��m�����Լ30~40 ��m�Ļ������е��ס���Ħ��������϶�Al2O3�մ���/GCr15���̽���Ħ��ѧ���ܲ��ԣ�������Stribeck���ߺ͵��������о������ٶȶ�֯����������״̬��Ӱ�졣�о���������������������£�������Ħ�������滬���ٶȵ��������С���������ٶȴ���2 m/s����״̬�ӻ�������뵽��������������֯�����������丱���ڽϵ͵��ٶ���ʵ���ɻ������������״̬���ɡ�����ĥ����ò�ȶԿ��Կ�������������״̬�£�֯����������Ħ���丱�����Ĥ��ȣ�ʹ����������ѹ�������Ĥ��������������ĥ�ۿ��ȡ�
�ؼ��ʣ�����֯���������ٶȣ�Ĥ��ȣ���״̬
��ͼ����ţ�TH117 ���ױ�־�룺A ���±�ţ�1672-7207(2015)12-4442-06
Influence of sliding velocity on lubrication state of surface texturing
WAN Yi1, LI Jianliang2, XIONG Dangsheng2
(1. Department of Electromechanical Engineering, Jincheng College,
Nanjing University of Aeronautics and Astronautics, Nanjing 211156, China;
2. School of Material Science and Engineering,
Nanjing University of Science and Technology, Nanjing 210094, China)
Abstract: In order to study the influence of sliding velocity on the texturing of the lubrication state, the dimples with about 150 ��m in diameter and 30-40 ��m in depth arranged circularly were formed on GCr15 steel with Nd:YAG solid-state pulsed laser. The testing of tribological performance was investigated on the friction tester for Al2O3 ball/GCr15 disc and the influence of sliding velocity on lubrication state was analysed based on Stribeck curve and elasto-hydrodynamic lubrication. The results show that the friction coefficient is decreased with the increase sliding speed under the oil lubrication. When the sliding velocity is over 2 m/s, the lubrication state changes from the mixed lubrication to the fluid lubrication gradually, and the texturing pairs can be achieved at a low speed by mixed lubrication to fluid lubrication transition. According to the wear morphology comparison, the surface texturing can increase the lubricant film thickness to add the additional fluid dynamic pressure, increase the capacity of oil film and reduce the wear scar width in fluid lubrication.
Key words: surface texturing; sliding velocity; film thickness ratio; lubrication state
��е�и�����˶���֮���Ħ��ĥ��������ܶԻ�еϵͳ�Ĺ��ܡ�Ч�ʺ�ʹ������������ֱ�ӵ�Ӱ�졣�������Ĵ����о��������[1-3]��Ħ���Ӵ���֮�䲢��Խ�⻬�俹ĥ��Ħ�Ծ�Խ�ã���������һ���ǹ⻬��ò�ı�����и��õ�Ħ��ѧ���ԡ�ͨ��������������տɼӹ�������һ��ֱ������ȡ��ܶȺ����еİ��ӵ�ͼ��[4-6]���ѱ��������ڶ�ѧ��֤��������Ч�ļ�ĦЧ�������ѹ㷺Ӧ������к��ܷ⼰�������Ȼ�е����[7-9]��Hamilton��[10]�����������Բ������Ӷ�ѹ��Ч�����뷨��������������֤�˾���һ������ֲڶȵ�Ħ�����ܹ�������������嶯ѹ���ء�Etsion��[11-13]���о��з��֣���������״̬�£�֯���Ĵ����ܹ�ʹĦ����2�������϶��������������ǶԳƵ�ѹ���ֲ����Ӷ��γɶ���ľ�ѹ������Ĥ����������ͨ��������Ӧ������ģ�ͣ�����ó���������֯��������ܷ������Բ������嶯ѹЧӦ����������һ���նȵ�����Ĥ��ʹ�ܷ����γɷǽӴ����Ӷ���С��Ħ������Ħ�����ء�����������ĥ���ʡ����ҵ���[14]������ŵ����̽���˲�ͬĦ������϶�¶�Ӧ��֯���������ֵ����ͨ��������֤�˷�������������û�жԽ��������ϸ�����۽����������Ŀǰ�Ա���֯�����о��ֶ��ǶԱ������飬�о����֮���ɢ�Ժܴ���δ�γɾ���ָ������ı���֯����Ʒ��������ۣ���ˣ���������о������һ����ǿ����������������/��ʽĦ��������о�֯����Ħ�����������µ�Ħ�����ܣ����ڵ������������ۺ�Stribeck���ߣ�������Ĥ��Ⱥʹֲڶ�֮��Ĺ�ϵ�Լ��Ӵ�״̬�ȷ������֯���ļ�Ħ�������о���ͬ�����ٶȶԱ���֯����״̬��Ӱ�졣
1 ���鲿��
1.1 �������֯����
����ѡ�óߴ�Ϊ48 mm��8 mm(ֱ������)��GCr15����Ϊ������ϣ��Ƚ�����ĥ��������ֲڶȵ���0.1 ��m��Ȼ�����ڱ�ͪ�г�����ϴ����м���֯�����������������Ϊ�����弤�Ⲩ��Ϊ1 064 ��m���������Ϊ450 ns������Ƶ��Ϊ10 kHz������ѭ��Ϊ6�Ρ��ӹ���ɺ��������������ȥ���ױ�Ե�γɵ�ë�̡�ͼ1��ʾΪGCr15���̱����Ļ������У�������ԼΪ500 ��m��������ԼΪ300 ��m��
ͼ2��ʾΪ6�������γɵĵ�������ά����ͼ�����ϱ���δ����������׳�Բ״����Χ�����Ե���ë�̺ͽ������ֱ��ԼΪ150 ��m�����ԼΪ30~40 ��m��

ͼ1 GCr15���̱����Ļ�������
Fig. 1 Circular distribution of dimple on GCr15 steel disc

ͼ2 6���������̱����γɵ�����ò
Fig. 2 Morphology of micro-dimple on disc surface with six pulses laser
1.2 Ħ��ĥ������
����MG-2000����/��ʽĦ�����������Ħ��ѧ�������飬��ͼ3��ʾ���丱����ΪAl2O3�մ���/֯����GCr15���̣��մ���̶����Ϸ��ı��ּ��ϣ���ֱ�������·�֯�����̱��棬�����õ��������ת��Ħ�����ֱ��Լ40 mm���������鿪ʼǰ�������������ñ�ͪ������ϴ3 min������(��Ϊ0.013 6 Pa��s)ͿĨ�ڽӴ�����䣬��Ԥ����100 r/min��ת����ת1 min��ȥĦ����֮��������������һ����Ĥ�ڽӴ��档
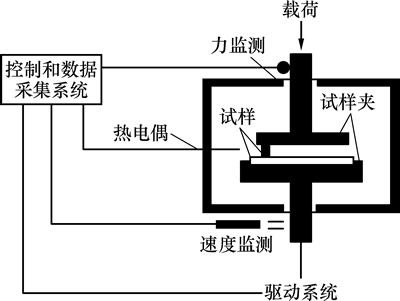
ͼ3 ��/��ʽĦ�������ʾ��ͼ
Fig. 3 Schematic diagram of ball-on-disc tribological tester
2 ���������
2.1 �����ٶ���Ĥ��ȵĹ�ϵ
����Stribeck���߿��Եõ�Ħ�����������غ�FN��Ħ����������͵��ۺ��ٶ�v�����͵Ķ����ȦǵĹ�ϵ��Stribeck������ͼ4��ʾ��Ϊ�������Ⱥ��¶ȹ�ϵ��Ӱ�죬����������������25 �� �ij�������������Ĥ��Ȧ�=hmin/R���ɽ������ͷ�Ϊ����������ͱ߽������У�hminΪƽ����Ĥ��ȣ� ��
�� ��
�� �ֱ�Ϊ2��Ħ��������Ӧ�Ĵֲڶȡ���Stribeck�����Ͽ��Է�Ϊ3�����ƣ��߽��������������
�ֱ�Ϊ2��Ħ��������Ӧ�Ĵֲڶȡ���Stribeck�����Ͽ��Է�Ϊ3�����ƣ��߽��������������

ͼ4 Stribeck����
Fig. 4 Stribeck curve
ͼ5��ʾΪAl2O3�մ���/֯����GCr15���丱��Ħ���������ٶȱ仯�����ߡ���������Ϊ���غ�Ϊ 100 N����ʼ�����ٶ�Ϊ0.2 m/s��ÿ����2 000 r���ٶ�����Ϊ0.2 m/s��ֱ��3 m/s��ͼ5��ÿ����Ϊ��ͬ�ٶ��µ�Ħ������������Ϊԭʼ��ֵ������˹��Ϻ�õ���ƽ�����ߡ���ͼ5���Կ������ڳ�ʼĥ���ڣ�֯���⻬�丱��Ħ���������Ƚϴ��⻬�丱�ı���ֲڶȽ�С����Ħ�������IJ���Ӱ��ϵͣ����ĥ�ϳ��ڵ�Ħ��������֯�����丱С�����Ż����ٶȵ����������丱������ƥ�䣬����֯����ʼ���Ӵ洢�������͵����ã�����������Ĥ��������⻬��֯���丱ƽ����Ħ���������ٶ���������͡����ٶ�����һ��ֵ��Ħ�������ֿ�ʼ�������ӣ��������ٶȴ���2 m/s��2���丱����״̬���ӻ�������뵽��������������֯�����������丱���ڽϵ͵��ٶ���ʵ���ɻ������������״̬���ɡ�
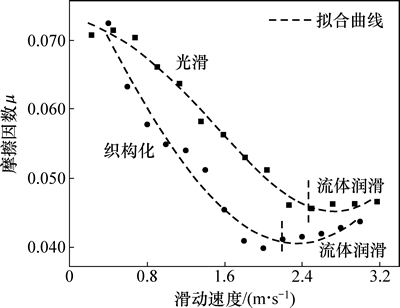
ͼ5 �⻬��֯����Al2O3�մ���/GCr15���丱��Ħ�������滬���ٶȱ仯������
Fig. 5 Curves of friction coefficient of smooth and texturing Al2O3 ball / GCr15 disc with changing velocity
�Ա�ͼ4��ͼ5��֪��֯��������Ħ�������п��Բ�����ѹ�����ã����γɶ���ľ�ѹ����Ĥ��ȣ���2��Ħ��������룬����Ĥ����滬���ٶȵ����Ӷ�����ͼ5���Կ�����Ħ�����س����ȼ�С����������ƣ�ԭ���ǵ���ѹ���ȶ�����ʱ�ٽ�һ�������ٶȣ�Ħ����֮���������ʹ�������½���������Ĥ��ȣ���Ĥ�����Խ�С��Ħ����������ԽϴӶ������Ƶ�����Ĥ�����Ħ�������Ĺ�ϵ�ɷ��ȡ�
�Ա���֯�����о����ּٶ�Ħ���������Ǿ��Թ⻬�ģ�û�п��DZ���ֲڶȲ�����֯���������Ӱ�졣��һ�ٶ���֯�����洦��ȫĤ������״̬(������ֲڶȳߴ�ԶС��֯������Ĥ��ȳߴ�)ʱ�ǿ��Խ��ܵġ����ڹ���Ӧ���У�����Ĥ��ȳߴ��Сʱ��֯�����潫���ڲ���Ĥ������״̬�����ϵĴֲڷ����ֱ�ӽӴ����е�һ�����غɣ���ʱ�ֲڶȶ���Ĥ���������ž����Ե�Ӱ��[3]��
���ݵ������������ۣ�Dowson[15]�õ���Ӵ�ʱ��������С�Ӵ�Ĥ��ȵļ��㹫ʽΪ
 (1)
(1)
���У�RΪ�������ʰ뾶�� ��FΪ�غɣ�RaΪ�ۺϱ���ֲڶȣ�vΪ�����ٶȣ�E��Ϊ��������ģ����
��FΪ�غɣ�RaΪ�ۺϱ���ֲڶȣ�vΪ�����ٶȣ�E��Ϊ��������ģ���� ���Ӵ����ϵĵ���ģ���ֱ�ΪE1��E2�����ɱȷֱ�Ϊ
���Ӵ����ϵĵ���ģ���ֱ�ΪE1��E2�����ɱȷֱ�Ϊ ��
�� ��
��
�������У�����Al2O3�մ���/GCr15���̵�Ħ���丱�����Ȧ�=0.013 6 Pa��s���غ�F=100 N�������ٶ�v=0.3~3 m/s��Al2O3�մ���ĵ���ģ��E1=400 GPa�����ɱ�=0.25������ֲڶ�Ra1��0.01 ��m����뾶ΪR=6.5 mm��GCr15�ֵĵ���ģ��E2=210 GPa�����ɱ�=0.3������ֲڶ�Ra2=0.04 ��m������ó����������ʰ뾶R=R1=6.5 mm��E��=300 GPa���ۺϱ���ֲڶ�Ra=Ra2=0.04 ��m��
������������С��Ĥ��ȼ���ʽ(1)��������⻬��֯�����丱��Ĥ������ٶȱ仯�Ĺ�ϵ���ߣ���ͼ6��ʾ�������в���ƶ�����ڵ���v��0.5 m/s�£������Ħ���丱���ڱ߽���״̬������ͬ�غ��£�֯�����丱�Ӵ�����Ĥ��ȴ��ڹ⻬�丱�������Ż����ٶȵ�����������������Ʊ仺�����磺�������ٶ�v=3 m/s���غ�Ϊ100 Nʱ��֯����Ħ���丱����״̬�Ѿ���ʼ����������״̬��˵��֯�����丱�����ڸ��ص������ɻ��/�߽���״̬����������״̬��
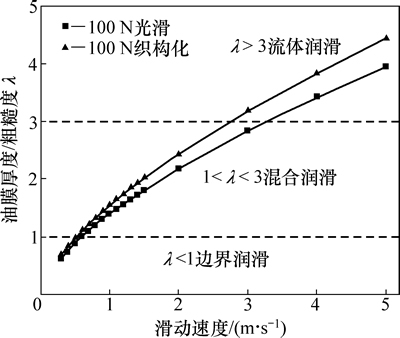
ͼ6 �⻬��֯�����丱��Ĥ������ٶȱ仯������
Fig. 6 Curves of film thickness ratio of smooth and texturing mates with changing velocity
Ħ�����������������ʽ��ҺĤ����Ħ�����������˶�ʱ��ȫ��Һ���Һ��Ĥ��������˴������Ħ���������ڻ��/�߽����¡��߽��������µ�Ħ������Կ���������С�ĸ�Ħ������������������ϣ��˶�Ħ�����ĽӴ�״̬���ϱ仯���Ӵ�����ĸ�Ħ�����������������Ҳ��֮���ϱ仯��
2.2 ĥ����ò����
ͼ7��ʾΪ2��GCr15�������غɱ仯��ĥ�������ò����������Ϊ���غ�Ϊ100 N�������ٶ�Ϊ1 m/s�����о���Ϊ2 000 r����ͼ7���Կ������⻬���������ĥ�۽���繵�϶࣬�������ٶ�����ʹ�Ӵ����¶�����������������ճ�ţ�����֯����������ĥ�����ĥ�۽�dz������Ħ�������У�ֱ����������ԭʼ״̬��������С��
ͼ8��ʾΪ������2���丱ĥ����ĥ�ۿ��ȡ���ͼ8���Կ�����֯�����丱��ĥ�ۿ�ԼΪ650 ��m��С�ڹ⻬�丱��ĥ�ۿ���720 ��m��ĥ�ۿ��ȵļ�С˵���˽Ӵ�����Ĥ����������������嶯ѹЧӦ��
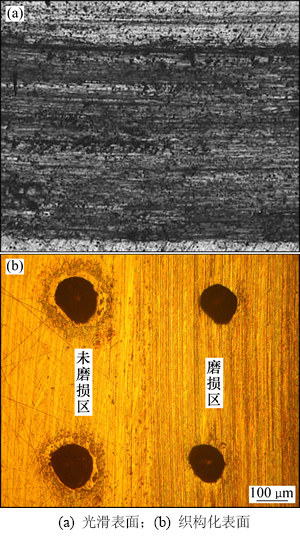
ͼ7 2��GCr15�������غɱ仯��ĥ�������ò
Fig. 7 Morphologies of worn surfaces of two GCr15 steel discs with changing loading
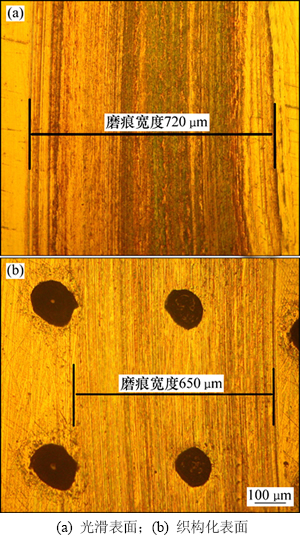
ͼ8 GCr15�����մ����ĥ��ĥ�ۿ���
Fig. 8 Wear scar width of milling between GCr15 steel disc and ceramic ball
2.3 ���嶯ѹЧӦ
���嶯ѹ�Ĺ���ԭ�������ö�����תʱ������Ш��ѹ���ã���������ʼ������֮�䣬ʹ�������������һ�㶯ѹ����Ĥ����Ħ����֮�䷢�������תʱ�����ڱ���֯��������Ĵֲڶȱ仯���γɺ�С����Ш�������˽Ӵ�����Ĥ��ȣ���ͼ9��ʾ��ͼ9(a)��ʾΪ�⻬�丱�ĽӴ��棬AB�Ӵ���֮�������Ĥ��B��ֹ��A��B�ϻ�����Һ���ڲ����������ʹ��ÿ����Ĥ֮������ٶ��ݶȣ�Ħ���ȶ�ʱ����Ĥ���Ϊh1��ͼ9(b)��ʾΪ֯�����丱�ĽӴ��棬��������Ի���ʱ���������ڲ�Ԥ�ȴ洢�����ͱ�������������ͬ����c��Һ��ͨ������A�������һ�����ӵ�֧��������Թ⻬����֮����Ĥ�ĺ���������ӣ�h2��h1�������ȡ���ʹ2��Ħ�����Ӵ����������嶯ѹЧӦ���������ڽϸ�ת�ٵĹ����£���ЧӦ��Ϊ���ԡ�
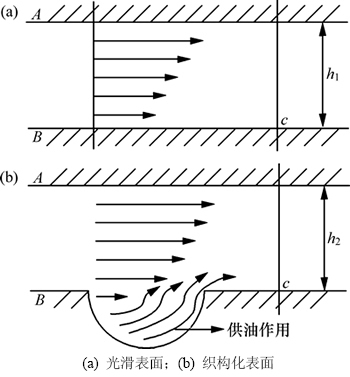
ͼ9 ֯������Ĥ��ȵ�Ӱ��ʾ��ͼ
Fig. 9 Sketch of influence of film thickness ratio on texturing
3 ����
1) ���ü����GCr15�ֱ������֯�����������γ�ֱ��ԼΪ150 ��m�����ԼΪ30~40 ��m���ף�֯�����丱�����ڽϵ������ɻ��/�߽���״̬����������״̬��
2) ���ݵ������ۼ�����⻬��֯�����丱��Ĥ������ٶȱ仯�Ĺ�ϵ���ߣ���Ĥ�����Ħ�������ɷ��ȣ�����Ĥ�����һ���ٶȷ�Χ���滬���ٶȵ����Ӷ�����
3) ����֯�����丱��ĥ�ۿ��ȽϹ⻬�丱��С��˵����֯�������γɶ���ľ�ѹ����Ĥ��ȣ����������嶯ѹЧӦ���Ӷ������Ĥ�����������ﵽ��ĥ��Ħ�����á�
�ο����ף�
[1] ������, �컪, �����. ��Բ�ν���֯�������Ų������ģ��[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2012, 43(3): 953-969.
MA Chenbo, ZHU Hua, SUN Jianjun. Optimal design model of surface texture with elliptical shape[J]. Journal of Central South University (Science and Technology), 2012, 43(3): 953-969.
[2] Gandra J, Krohn H, Miranda R M, et al. Friction surfacing: A review[J]. Journal of Materials Processing Technology, 2014, 214(5): 1062-1093.
[3] Siripuram R B, Stephens L S. Effect of deterministic asperity geometry on hydrodynamic lubrication[J]. ASME Journal of Tribology, 2004, 126(3): 527-534.
[4] Ibatan T, Uddin M S, Chowdhury M A K. Recent development on surface texturing in enhancing tribological performance of bearing sliders[J]. Surface and Coatings Technology, 2015, 272: 102-120.
[5] Hilgenberg K, Steinhoff K. Texturing of skin-pass rolls by pulsed laser dispersing[J]. Journal of Materials Processing Technology, 2015, 225: 84-92.
[6] WAN Yi, XIONG Dangsheng. The effect of laser surface texturing on frictional performance of face seal[J]. Journal of Materials Processing Technology, 2008, 197(1/2/3): 96-100.
[7] ����, �ܵ���. �������֯��������Ħ��ѧ���ܵ��о���չ[J]. Ħ��ѧѧ��, 2006, 26(6): 603-607.
WAN Yi, XIONG Dangsheng. Study of Laser Surface texturing for improving tribological properties[J]. Tribology, 2006, 26(6): 603-607.
[8] Grabon W, Koszela W, Pawlus P, et al. Improving tribological behaviour of piston ring�Ccylinder liner frictional pair by liner surface texturing[J]. Tribology International, 2013, 61: 102-108.
[9] WAN Yi, XIONG Dangsheng. Influence of laser surface texturing on tribological performance of mechanical components[J]. Journal of Central South University, 2007: 14(S2): 79-84.
[10] Hamilton D B, Walowit J A, Allen C M. A theory of lubrication by micro irregularities[J]. Journal of Fluids Engineering, 1966, 88(1): 177-185.
[11] Etsion I. State of the art in laser surface texturing [J]. ASME Journal of Tribology, 2005, 127(1): 248-253.
[12] Kligerman Y, Shinkarenko A, Etsion I. Improving tribological performance of piston rings by partial surface texturing[J]. Journal of Tribology, 2005, 127(3): 632-638.
[13] Shinkarenko A, Kligerman Y, Etsion I. The effect of surface texturing in soft elasto-hydrodynamic lubrication[J]. Tribology International, 2009, 42(2): 284-292.
[14] ���ҵ�, �´���, ����÷. ���ӱ�����ò���о�[J]. Ħ��ѧѧ��, 2003, 23(1): 52-55.
WANG Jiangdao, CHEN Darong, KONG Xianmei. Study on lubrication of regular concave surface[J]. Tribology, 2003, 23(1): 52-55.
[15] Dowson D. Thin Films in tribology[J]. Tribology Series, 1993, 25: 3-12.
(�༭ ��)
�ո����ڣ�2014-12-21�������ڣ�2015-02-21
������Ŀ(Foundation item)��������Ȼ��ѧ����������Ŀ(51041001, 51101087)������ʡ��Ȼ��ѧ����������Ŀ(BK2011708)(Projects (51041001, 51101087) supported by the National Natural Science Foundation of China; Project (BK2011708) supported by the Natural Science Foundation of Jiangsu Province of China)
ͨ�����ߣ�����ʿ�������ڣ����±���֯����Ϳ���Ħ��ѧ������о���E-mail��wan2721@163.com

