DOI:10.19476/j.ysxb.1004.0609.2019.12.10
冷轧带材板形在线云图监控系统研究与应用
王鹏飞1,张智杰1,李 旭2,王海峰1,梁锦堂3,高 磊3
(1. 燕山大学 国家冷轧板带装备及工艺工程技术研究中心,秦皇岛 066004;
2. 东北大学 轧制技术及连轧自动化国家重点实验室,沈阳 110004;
3. 山东冠洲股份有限公司,聊城 252500)
摘 要:带材板形的在线表征和评价方法无法反映整体板形分布情况及每个区域的板形细节和变化趋势,不利于生产中对控制系统模型参数进行优化调整和后续的生产数据分析。为了提高在线板形表征的准确性,引入抛物线调配曲线法将带材宽度方向上板形测量值进行插值拟合,建立扩充后的板形数据与颜色值之间的映射关系,结合实际板形缺陷在整个带材宽度方向上的分布状况给出冷轧带材板形云图的绘制模型。在此基础上开发板形云图绘制控件并将其集成到1450 mm五机架冷连轧机组的板形控制系统中,应用结果表明板形在线云图监控系统绘制的板形云图可以反映整卷带材任意区域的板形分布细节及其变化趋势,实现对带材板形质量的在线精细监控。
关键词:冷轧;板形测量;板形云图;数据拟合;板形控制
文章编号:1004-0609(2019)-12-2775-10 中图分类号:TF33 文献标志码:A
由于来料及轧制工艺设备自身特点的影响,轧制过程中的带材会沿宽度方向发生不均匀的纵向延伸变形,导致成品带材出现瓢曲、浪形等板形缺陷问题。科学定量的表示板形,既是生产中衡量板形质量的需要,也是研究板形问题和实现高精度板形自动控制的前提条件[1-2]。随着下游用户对带材板形质量要求的不断提高,完善和发展现有的板形质量评价方法对成品带材板形控制效果的提高具有重要意义。近年来,国内外诸多学者围绕带材板形质量的改进、板形表征及评价方法做了大量的研究工作[3-5]。张清东等[6]对冷轧带材板形分段接触式检测过程进行了力学建模与仿真,引入欧式距离法表征板形检测误差,定量分析了各影响因素对板形检测精度的影响。由于板形控制系统是一个多输入多输出系统,为了降低系统变量的维数,JELALI[7]采用基函数逼近方法来表征带材的板形分布及控制偏差向量,实现了对冷轧板形控制系统性能的定量评价。除了上述板形评价方法,更多的学者则是将带材的板形分布情况及板形控制偏差使用一个多项式表达出来,再对该多项式使用勒让德正交多项式或车比雪夫正交多项式进行正交分解,分别分解出线性板形缺陷、二次板形缺陷和四次板形缺陷,进而求解用于消除或者优化改善这些板形缺陷的执行机构调节量[8-10]。这些板形表征方法的研究主要聚焦于如何通过数学方法将实测带材板形准确转换为板形控制系统的输入信号,虽然可以保证板形自动控制过程对板形输入信号精度的要求,但忽略了人机交互过程的友好性及后续生产数据分析方面的高效性和直观性需求。带材板形控制质量的在线统计方式仍然是以各测量段伸长率的标准差曲线或算数平均数曲线来表征整个带材的板形测量值和控制偏差分布[8, 11]。这种将带材宽度方向上各个测量段的板形测量值以一条曲线表征的方式无法反映整体板形分布情况及每个测量区域的板形变化趋势,不利于生产中对控制系统进行及时优化调整和后续的生产数据分析。鉴于信息可视化技术可以将大量复杂数据直观化,以直观方式传达抽象信息,有助于观察复杂的物理现象和过程,了解其本质及发现新的规律和现象[12]。本文基于可视化技术提出了一种带材板形的在线彩色云图表征方法,可以在线直观的表征整个带材宽度范围内的板形分布及其变化趋势,不仅可以用于评估轧机的板形控制能力和板形控制系统的控制效率,也有助于建立和完善板形自动控制的数学模型。
1 冷轧带材板形的表示方法
带材的板形表示方法有很多种,目前在冷轧带材生产和冷轧板带工程验收中常用的板形表示方法主要有两种[13-14]。一种是急峻度(翘曲度)表示法,另一种是相对伸长率差表示法。其中前者用于离线板形测量,评价轧后失张状态下的实物带材板形质量。后者则是用于在线板形测量,为板形闭环控制系统提供反馈信号。由于伸长率是一个很小的数值。为了直观地表征板形缺陷和提高输入信号的分辨率,在实际生产中常采用伸长率的1×105倍,即I单位来表示板形[15-16]。在线控制和质量评判都是将以I单位表示的各个测量段的板形值或控制偏差值采用标准差或者算数平均数的方式转换成一个数值,并将该数值跟随轧制时间变化的实时曲线作为评价在线板形控制质量的方式。以均方差形式表示的带材板形偏差如式(1)所示。
 (1)
(1)
式中:ε为采样时刻带材板形控制偏差的标准差,I; 和
和 分别为实测板形和目标板形设定值,I。
分别为实测板形和目标板形设定值,I。
以算数平均数形式表示的带材板形偏差如式(2)所示。
 (2)
(2)
式中: 为采样时刻带材板形控制偏差的算数平均数。
为采样时刻带材板形控制偏差的算数平均数。
这两种方法均是通过通过数学方法将带材断面上各个板形测量段的控制偏差转换为一个值来表征当前时刻的板形控制效果。其最主要的局限性是不能全面反映整卷带材宽度方向上的板形偏差分布情况。
图1所示为某1450 mm五机架冷连轧机组生产过程中的一卷带材板形质量在线统计曲线(带材宽度:963 mm;出口厚度:0.3 mm;测量段数:24)。
从图1可以看出,该卷带材板形控制偏差的标准差基本上在7I以内,算数平均数评价方式下的控制偏差更小,从这种数据统计上评价已经达到了较好的控制水平。虽然同一卷带材采用这两种在线统计方式下的板形偏差数值不同,但其变化趋势基本一致。

图1 带材板形质量在线统计曲线
Fig. 1 On-line statistical curve of strip shape quality
图2所示为同卷带材某个时刻横断面上的板形分布情况。从图2可以看出,该带材宽度方向上出现一个测量段的板形测量值和板形控制偏差较大的情况,而其他测量段都只有很微小的偏差。虽然整个断面的板形控制偏差的标准差或算数平均数仍然可以很小,但此时带材宽度方向上某个区域仍存在板形缺陷问题。因此这种单值表示方式无法全面反应整个带宽范围内的板形分布,个别区域的板形缺陷会被隐藏起来,影响操作人员的判断和整体板形质量的提高。

图2 带材横断面板形分布
Fig. 2 Flatness distribution of cross section of strip
为了克服标准差统计法及算术平均数统计法的这个缺点,需要对带材整体板形分布情况进行精细表征,使板形的表征和评价更接近带材真实板形分布情况,以便及时对板形控制模型和轧制工艺参数进行优化调整。
2 带材板形在线云图表征方法
板形云图是将带材宽度上的所有点处某一板形值的不同数值用相对应的颜色值来体现。板形在线云图是一种实时动态变化的云图,需要相对较快的绘图方法。现有绘制彩色云图的方法大致有两类。第一类是填充方法,首先进行等值线绘制,然后在相邻的两条等值线之间区域填充不同的颜色,即条形云图[17]。虽然绘制速度快,但从整体上分析,物理过渡层次感较强,不能充分刻画场域中物理量变化的细节。第二类是扫描线方法,采用一条线扫描过单元,用插值法计算扫描线上各点数值,利用事先建立好的数值颜色映射关系,绘制出高质量的彩色云图,即平滑曲线。但此方法需要对区域内所有像素点进行计算,计算量大会影响绘图的实时性[18]。针对板形测量值在带材宽度方向上是连续变化的特点,本文介绍的板形在线云图绘制算法参考了扫描线法的优点,结合实际板形缺陷在整个带材表面的分布状况,绘制出满足工程要求的彩色云图。
2.1 板形测量值的数值拟合
分段测张式板形仪的结构是沿辊身长度方向划分为若干个测量段,带材宽度范围内完全覆盖的测量段为有效测量段。每个有效测量段所测带材张应力用于计算该测量段宽度内带材的板形值,即带材横向板形分布由若干个测量点的板形数据表征。当测量段宽度越小,带材所覆盖的有效测量段数就会越多,则板形测量值也更能精细反映实际板形。然而,处于板形仪的制造工艺和成本考虑,绝大多数板形仪的测量段宽度均控制在26~52 mm的范围内,能反映整个带材宽度范围内的板形测量值数目很有限。轧机的辊缝形貌可以看成平滑曲线,因此,带材通过辊缝后其板形分布也可以看成平滑连续的波形。也就是在宽度方向上相邻测量段的板形变化可以近似认为是连续的,而不是突变的。所以,可以在带材宽度方向上每两个测量点之间插值出若干个新的板形值,将每个测量段宽度内的带材板形拟合出来,形成更密集的板形信息,进而反映整个带材横断面的板形信息。
数据拟合是一种重要的数据处理方法,常用的数据拟合方法有多项式曲线拟合法、最小二乘法、抛物线调配曲线法等。当数据点较多,多项式阶数太低时,多项式曲线拟合法的拟合精度和效果不太理想,升高阶数又会增加计算的复杂性[19]。最小二乘法通过最小化误差的平方和寻求数据最佳函数匹配,但实际板形曲线在拟合过程中选取的拟合项次数较高,特别是板形波动较大的区域,易造成过多的计算量,且局部拟合数据会偏离真实数据,引起更大的误差[20]。抛物线调配曲线法通过绘制连续的过三点的抛物线段,相邻线段之间进行调配处理。在带材宽度方向上,使得拟合曲线通过所有已知测量点,且拟合曲线连续、不突变,符合实际带材表面情况。此外,避免了拟合项系数高次现象,大大减小了计算量,并且保持了计算精度[21]。
在一个采样周期内,若在带材宽度方向上采集到m个板形测量值Pi (i=1, 2, …, m),利用抛物线调配曲线法进行分段拟合。具体过程为:以P1、P2、P3为控制点绘制第一条过三点的抛物线段;以P2、P3、P4为控制点绘制第二条过三点的抛物线段;以此类推,最后,以Pm-2、Pm-1、Pm为控制点绘制第m-2条过三点的抛物线段。每相邻两条抛物线段的相交部分会出现两条曲线段,对相交部分的两条曲线段进行调配处理。
已知三个连续平面离散点A、B、C,则由这三点定义的二次抛物线参数矢量方程如式(3)所示。
 (0≤x≤1) (3)
(0≤x≤1) (3)
约束条件:x=0时,抛物线经过A点;x=1/2时,抛物线经过B点,且切线矢量为C-A;x=1时,抛物线经过C点。则二次抛物线参数方程的矩阵形式如式(4)所示。
 (0≤x≤1) (4)
(0≤x≤1) (4)
展开得二次抛物线通式如式(5)所示。

 (5)
(5)
若沿带材宽度方向的m个板形测量值依次取P1、P2、P3、…、Pm-2作为起点绘制三点抛物线,则共绘制m-2条抛物线段,二次抛物线如图3所示。
第j条抛物线参数方程如式(6)所示。

 (6)
(6)
第j+1条抛物线参数方程如式(7)所示。
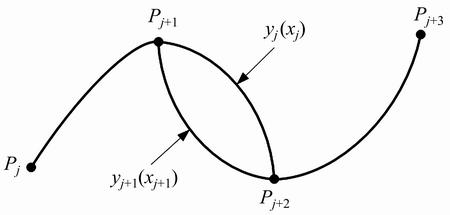
图3 二次抛物线曲线
Fig. 3 Quadratic parabolic curve


( ) (7)
) (7)
取第j条抛物线与第j+1条抛物线的加权平均,调配第j条抛物线的右半部分与第j+1条抛物线的左半部分,如图4所示。
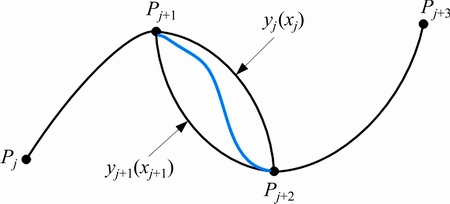
图4 二次抛物线调配曲线
Fig. 4 Quadratic parabolic configuration curve
假设权函数如式(8)所示。
 (8)
(8)
若以Pj+1为起点,Pj+2为终点,则调配曲线方程如式(9)所示。

 (9)
(9)
对参数x进行归一化处理,取参数x取值范围为x∈(0, 0.5),各参数如式(10)所示。
 (10)
(10)
联立式(6)~(10)可得抛物线调配曲线的参数方程如式(11)所示。


 (11)
(11)
P1到P2,Pm-1到Pm仍采用二次抛物线形式,二次抛物线参数方程分别如式(12)、(13)所示。

 (12)
(12)
 (13)
(13)
分段测张式板形仪中,传感器位于各个测量段中部,传感器以外的带材边部区域无法进行准确测量,只能根据轧制经验进行预估,所以对于P1、Pm以外的边部区域,给出经验参数方程分别如式(14)、(15)所示。

 (14)
(14)

 (15)
(15)
在一个采样周期内,在带材宽度方向上拟合的板形数据如图5所示。由于横坐标方向取值范围不同,在整个带材区域,由操作侧至传动侧执行3个纵坐标测量标准,即分为3个拟合区域。对于左侧拟合区域,实际带材宽度需要约束的取值范围为x∈(-0.25, 0)∪(0, 0.5);对于中间拟合区域,实际带材宽度需要在每个测量段区域内约束取值范围为x∈(0, 0.5);对于右侧拟合区域,实际带材宽度需要约束的取值范围为x∈(0.5, 1)∪(1, 1.25)。若每个测量段宽度为w,对于带材上任意位置P,对应找到相应坐标区域,根据上述约束取值范围,即可求出任意位置处的拟合板形测量值。
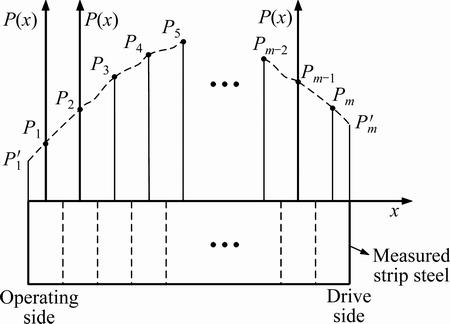
图5 平面坐标系下的拟合板形值分布
Fig. 5 Distribution of fitted plate shape value in planar coordinate system
2.2 颜色模型选择
颜色模型和渐变色轴设计是实现板形在线云图的基础。在计算机图形学和图像处理领域主要有RGB和HSL两种颜色模型。RGB颜色模型基于红色、绿色、蓝色这三种基色对光源中强度比较,调节基色比例而形成不同颜色。HSL颜色模型是通过对色相、饱和度、明度这三个颜色通道变化以及互相之间的叠加得到不同颜色。但是,RGB颜色模型中需要三个颜色分量同时参与变化,而HSL颜色模型只需要对色相变量单独进行线性变化,所以,本文采用HSL颜色模型设定渐变色轴。考虑到后期汇编软件大多数支持RGB颜色模型,若使用HSL颜色模型实现色轴多色渐变,则需要设定HSL模型和RGB模型之间的转换关系。
RGB模型转换为HSL模型过程如下:
假设RGB模型的三个颜色分量分别为R、G、B,分别表示红、绿和蓝分量。HSL颜色模型中的三个颜色分量分别为H、S、L,分别表示色相、饱和度和明度分量。Xmax与Xmin为R、G、B中的最大值和最小值。模型转换前,对部分分量进行归一化处理,即R、G、B、L、S∈[0,1],H∈[0,360]。具体如式(16)、(17)、(18)所示:
 (16)
(16)
 (17)
(17)
 (18)
(18)
HSL模型转换为RGB模型过程如下:
设定3个临时变量,分别为T1、T2、TRGB。首先判断饱和度S的值,当S=0时,表示灰色,此时比值R:G:B=1。当S≠0时,临时变量T2如式(19)所示。
 (19)
(19)
临时变量T1如式(20)所示。
 (20)
(20)
设定TRGB表示RGB颜色模型中3个颜色分量R、G、B的任意一个,则TRGB如式(21)所示。
 (21)
(21)
此时再对TRGB值进行判定,具体如式(22)所示。
 (22)
(22)
最后,对于颜色分量R、G、B做最终测试,如式(23)所示。
 (23)
(23)
2.3 板形值与颜色的映射关系
绘制板形在线云图的关键技术之一是建立板形值与颜色之间的映射关系,使得每一个板形值都能有相对应的颜色去表征。考虑到显示效果问题,采用黄、红、绿、蓝4种颜色作为基准颜色。假设初始基色为D,终止基色为E,中间任意位置渐变色为K。根据上述RGB颜色模型将D、E颜色分解为红、绿、蓝分量,分别为DR、DG、DB、ER、EG、EB。根据HSL颜色模型将D、E、K颜色分解为色相、饱和度和明度分量,分别为DH、DS、DL、EH、ES、EL、KH、KS、KL。将基色D到E之间实际的屏幕像素长度进行归一化处理,则中间位置渐变色K∈(0,1)。采用色调顺时针插值法(Hue clock wise interpolation)进行颜色渐变。具体步骤如下所示:
利用上述式(16)~(18),将RGB颜色模型转换为HSL颜色模型。将基色D、E进行分数部分函数变换,如式(24)所示:
 (24)
(24)
式中:[ ]为取整运算。
中间任意位置渐变色K的色相、饱和度和明度分量分别如式(25)、(26)、(27)所示。
 (25)
(25)
 (26)
(26)
 (27)
(27)
然后对KH进行判断,若KH大于1,则令KH=KH-1。最后利用上述式(19)~(23)将HSL颜色模型转换为RGB颜色模型。
将板形值范围[Ymin, Ymax]等分成三段数值区间,对应三段颜色区间,并对每一段数值区间作归一化处理。这里Ymin和Ymax代表冷轧生产中带材板形的最小值和最大值,可以根据实际需要设置。板形值与颜色之间的映射关系如图6所示。
对于某一个板形测量值P(x),首先确定其隶属于哪一个区间,例如当Y2<P(x)<Ymax时,对区间[Y2, Ymax]作归一化处理,则P(x)归一化后如式(28)所示。
 (28)
(28)
将P(x)*带入式(25)~(27),利用HSL模型转换为RGB模型,即完成板形值与颜色的映射关系。
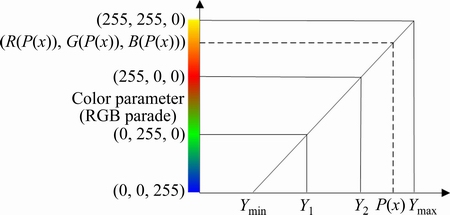
图6 板形值与颜色映射关系
Fig. 6 Relationship between shape value and color mapping
2.4 冷轧板形在线云图监控系统开发
板形在线云图监控系统需要满足两个要求:一是能实现板形测量值的拟合及数据-颜色的转换;二是需要与现有的工控组态软件的兼容对接,实现板形数据的在线实时读取、绘制、显示和存储。基于这两点要求,本文采用VB(Visual basic)软件开发板形云图OCX控件的方式完成板形在线云图监控系统的开发。OCX控件具有较好的兼容性和响应速度。它可以响应单击、双击等鼠标事件,支持“即插即用”程序的开发,在系统中可以用任何编程语言写入并可以由任何应用程序动态地使用,非常适合于嵌入到任意支持第三方控件的工控组态软件系统中,例如SIMATIC WinCC。VB拥有图形用户界面(GUI)和快速应用程序开发(RAD)系统,可以轻易的使用DAO、RDO、ADO连接数据库,并可以用来创建OCX控件,用于高效生成类型安全和面向对象的应用程序[22]。利用VB提供的访问Windows应用程序接口的方法,在完成图形设备接口GDI (Graphics device interface),设备场景DC (Device context)等设置后,通过调用API(Application programming interface)函数可以直接使用Windows系统下各类功能来绘制板形云图。
因此,本文介绍的冷轧板形在线云图监控系统开发分为两个过程。首先是采用VB软件开发对象链接和嵌入用户控件OCX,将上述板形云图绘制模型封装至OCX控件中。然后是完成OCX控件与工控组态软件的嵌入、数据的通信与存储、接口属性开发以及人机画面系统的开发。开发板形云图OCX控件的流程图如图7所示。
3 板形在线云图表征方法的应用
开发的冷轧板形在线云图监控系统已应用于某1450 mm五机架冷连轧机组的板形控制系统中。板形控制系统组态软件采用的是SIMATIC WinCC软件,将开发的板形云图控件OCX嵌入到该轧机的板形控制系统的人机系统中,完成了带材板形云图的实时绘制和存储。
图8所示为与第1节中图1和图2对应的同一卷带材的轧后实物板形情况,其板形偏差的标准差曲线和某时刻带材断面板形分布情况如第1节中的图1和图2所示。
由图8可知,带材除了中部区域有一窄条出现板形缺陷外,其余部分非常平直。这种实际板形分布情况与第1节中图1和图2中的统计数据完全一致,即用于评价在线板形质量的板形标准差很小,但横断面上某个区域仍存在严重的板形缺陷。

图7 板形在线云图程序
Fig. 7 Flatness on-line nephogram program

图8 轧后带材的实物板形
Fig. 8 Physical shape of rolled strip
图9所示为使用板形云图监控系统在线绘制的该卷带材板形云图。图中左侧的数值代表不同颜色对应的板形值,下面的数值代表采样点位置。由图9所示,带材的板形分布基本呈由边部向中部区域逐渐变大的趋势,与图2中的板形目标曲线设定情况保持一致。靠近带材中心区域的一个测量段板形值明显较大,说明该区域带材发生了过大的纵向延伸,导致其出现表观板形缺陷,即图8中的实物板形情况。使用板形在线云图监控系统将单个的板形测量值曲线转换为实时绘制的彩色云图,整卷带材的整体板形分布情况可以通过图9充分反映出来。
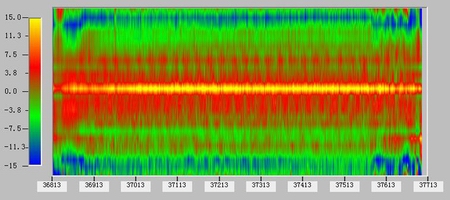
图9 板形云图监控系统在线绘制的带材板形云图
Fig. 9 Plate cloud map of strip drawn on-line by plate cloud map monitoring system
板形云图监控系统的应用效果除了与实物板形进行了对比,也与目前冷轧生产线上最常用的数据采集分析系统ibaPDA进行了对比。ibaPDA由德国iba公司开发,除了能实现轧制过程数据的实时采集和存储,使用其自带的数据分析软件ibaAnalyzer也可以将带材宽度范围内各个测量段上的实测板形值进行组合绘制成高精度彩色板形云图。图10所示为通过提取ibaPDA系统记录的该卷带材板形数据使用ibaAnalyzer绘制的板形云图。
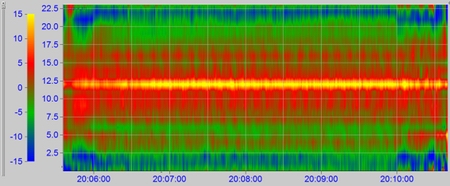
图10 ibaAnalyzer绘制的板形云图
Fig. 10 Plate cloud map drawn by ibaAnalyzer
通过对比图9与10可知,在同一种板形值和颜色对应关系下,由板形在线云图监控系统绘制的带材板形云图与由ibaAnalyzer离线绘制的板形云图几乎一致,只是颜色的深浅显示略有区别,都可以反映整卷带材宽度方向上每个区域的板形分布细节及其变化趋势。相对于本文开发的板形在线云图监控系统,ibaPDA存在的问题是无法实现板形云图的在线绘制,只能利用其存储的生产数据进行离线绘制分析。
开发的板形在线云图监控系统不仅有助优化改进板形控制系统的工艺模型参数,也便于现场操作人员根据实时绘制的板形云图快速调整执行机构的设定值和预测下一时刻可能出现的板形缺陷,提高了工作效率和实物板形质量。图11所示为板形在线云图监控系统投入前后的板形合格率月统计报表。
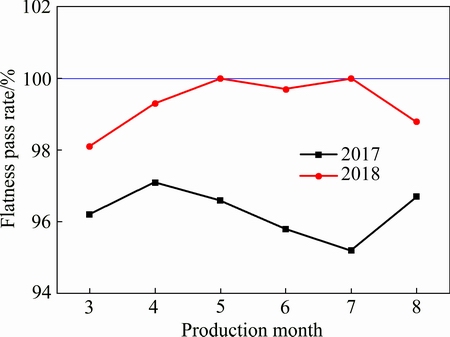
图11 板形合格率月统计表
Fig. 11 Monthly statistics table of flatness qualification rate
由现场生产的统计数据可知,自2018年3月份板形在线云图监控系统投入后的板形合格率与2017年同期相比有了一定的提升,其中在2018年的5月和7月达到了100%的板形合格率。
4 结论
1) 介绍了冷轧板形控制过程中的板形表征方法,分析了当前板形评价方法的特点及其存在的问题。
2) 采用分段低次插值方法,对实测的各个测量段板形数据进行插值拟合,扩充了用于表征实际带材板形的数据量。建立了板形数值-颜色的映射关系,开发了板形云图绘制控件。
3) 完成了板形云图绘制控件与板形控制系统的集成和应用。应用效果分析表明开发的板形在线云图监控系统可以反映整卷带材任意区域的板形分布细节及其变化趋势,实现了对带材板形质量的在线精细监控。
REFERENCES
[1] 彭 艳, 牛 山. 板带轧机板形控制性能评价方法综述[J]. 机械工程学报, 2017, 53(6): 26-44.
PENG Yan, NIU Shan. Review on assessment methods for shape control performance of strip rolling mills[J]. Journal of Mechanical Engineering, 2017, 53(6): 26-44.
[2] ATAKA M. Rolling technology and theory for the last 100 years: The contribution of theory to innovation in strip rolling technology[J]. ISIJ International, 2015, 55(1): 89-102.
[3] TSENG H Y. A genetic algorithm for assessing flatness in automated manufacturing systems[J]. Journal of Intelligent Manufacturing, 2006, 17(3): 301-306.
[4] 王鹏飞, 张殿华, 刘佳伟, 王军生, 俞小峰. 冷轧板形测量值计算模型的研究与应用[J]. 机械工程学报, 2011, 47(4): 58-65.
WANG Peng-fei, ZHANG Dian-hua, LIU Jia-wei, WANG Jun-sheng, YU Xiao-feng. Research and application of the flatness measurement calculation model on cold rolling mill[J]. Journal of Mechanical Engineering, 2011, 47(4): 58-65.
[5] JANTZEN L, ARIF S, RAMANA V. An airy function to rapidly predict stresses in wound metal strip having asymmetric thickness profile[J]. International Journal of Mechanical Sciences, 2011, 53(10): 827-838.
[6] 张清东, 文 杰. 冷轧带钢板形分段接触式检测过程的力学建模与仿真[J]. 工程力学, 2013, 30(7): 235-241, 254.
ZHANG Qing-dong, WEN Jie. Mechanics modeling and simulation of piecewise contact flatness stress measurement process in cold rolling[J]. Engineering Mechanics, 2013, 30(7): 235-241, 254.
[7] JELALI M. Performance assessment of control systems in rolling mills-application to strip thickness and flatness control[J]. Journal of Process Control, 2007, 17(10): 805-816.
[8] BEMPORAD A, BERNARDINI D, CUZZOLA A F, SPINELLI A. Optimization-based automatic flatness control in cold tandem rolling[J]. Journal of Process Control, 2010, 20(4): 396-407.
[9] 王益群, 尹国芳, 孙旭光. 板形信号模式识别方法的研究[J]. 机械工程学报, 2003, 39(8): 91-94.
WANG Yi-qun, YIN Guo-fang, SUN Xu-guang. Research for pattern recognition of shape signal method[J]. Chinese Journal of Mechanical Engineering, 2003, 39(8): 91-94.
[10] HATTORI S, NAKAJIMA M, MOROOKA Y. Application of pattern recognition and control techniques to shape control of rolling mills[J]. Hitachi Review, 1993, 42(4): 165-170.
[11] HU Y G, CHOI Y K. A fuzzy shape control method for stainless steel strip on sendzimir rolling mill[J]. Journal of Iron and Steel Research International, 2011, 18(3): 17-23.
[12] BEDERSON B B, SHNEIDERMAN B. The craft of information visualization: Readings and reflections[M]. San Francisco: Morgan Kaufmann, 2003.
[13] PITTNER J, SIMAAN A M. Optimal control of tandem cold rolling using a pointwise linear quadratic technique with trims[J]. Journal of Dynamic Systems, Measurement and Control, Transactions of the ASME, 2008, 130(2): 0210061-02100611.
[14] 徐乐江. 板带冷轧机板形控制与机型选择[M]. 北京: 冶金工业出版社, 2007.
XU Le-jiang. Flatness control in cold strip rolling and mill type selection[M]. Beijing: Metallurgical Industry Press, 2007.
[15] PIN G, FRANCESCONI V, CUZZOLA F A, PARISINI T. Adaptive task-space metal strip-flatness control in cold multi-roll mill stands[J]. Journal of Process Control, 2013, 23(2): 108-119.
[16] WANG Peng-fei, PENG Yan, WANG Dong-cheng, SUN Jie, ZHANG Dian-hua, LIU Hong-min. Flatness control strategy based on delay compensation for cold rolling mill[J]. Steel Research International, 2017, 88(2): 252-261.
[17] 王璋奇, 安利强, 王 孟. 有限元分析结果的可视化处理方法[J]. 工程图学学报, 2002(1): 72-77.
WANG Zhang-qi, AN Li-qiang, WANG Meng. Visualization method for FEM analysis data[J]. Journal of Engineering Graphics, 2002(1): 72-77.
[18] 汪 旭, 田 凌, 温颖怡. 协同仿真信息可视化共享系统的设计和实现[J]. 工程图学学报, 2011(2): 111-117.
WANG Xu, TIAN Ling, WEN Ying-yi. Development of the visualization and sharing system on collaborative simulation information[J]. Journal of Engineering Graphics, 2011(2): 111-117.
[19] KIASI F.An interpolative fuzzy inference using least square principle by means of β-function and high order polynomials[J]. Mechatronics & Automation, IEEE International Conf, 2005(1): 545-550.
[20] 王毅敏, 马丽英. 传统最小二乘法曲线拟合的缺陷及其改进[J]. 电力学报, 1997(1): 51-54.
WANG Yi-min, MA Li-ying. The defect and the improvement of the traditional least square method curve appriximation[J]. Journal of Electric Power, 1997(1): 51-54.
[21] HEARN D, BAKER M P, CARITHERS W R. 计算机图形学[M]. 4版. 北京: 电子工业出版社, 2014.
HEARN D, BAKER M P, CARITHERS W R. Computer graphics[M]. 4th ed. Beijing: Publishing House of Electronics Industry, 2014.
[22] 林卓然. VB语言程序设计[M]. 4版. 北京: 电子工业出版社, 2016.
LIN Zhuo-ran. VB language programming[M]. 4th ed. Beijing: Publishing House of Electronics Industry, 2016.
Research and application of online sonogram monitoring system for cold rolled strip flatness
WANG Peng-fei1, ZHANG Zhi-jie1, LI Xu2, WANG Hai-feng1, LIANG Jin-tang3, GAO Lei3
(1. National Engineering Research Center for Equipment and Technology of Cold Strip Rolling, Yanshan University, Qinhuangdao 066004, China;
2. State Key Laboratory of Rolling and Automation, Northeastern University, Shenyang 110004, China;
3. Shandong Guanzhou Co., Ltd, Liaocheng 252500, China)
Abstract: The flatness arithmetic average or standard deviation curve of each measurement section is usually used for the online representation and evaluation of cold rolled strip flatness. It can not reflect the overall flatness distribution, the flatness details and changing trend of each area, which is not conducive to the optimization of the control model parameters and the production data analysis. In order to improve the accuracy of the on-line flatness characterization, the allocated parabolic curve method was introduced for the interpolation of the measured flatness in the width direction of strip, thus forming a more dense panel data information. According to the flatness defect distribution across the whole strip, the mapping relation between the expanded flatness data and the color value was established, and the colorized flatness sonogram drawing model was proposed by the scanning line method. On this basis, the flatness sonogram drawing control was developed and integrated into the flatness control system of a 1450mm tandem cold mill. Applications show that the online sonogram monitoring system can reflect the details of flatness distribution and its changing trend in any area of the whole strip, and the on-line monitoring of strip flatness is realized accurately.
Key words: cold rolling; flatness measurement; flatness sonogram; data fitting; flatness control
Foundation item: Project(51304172) supported by National Natural Science Foundation of China; Project (2017RALKFKT010) supported by National Key Laboratory of Rolling Technology and Continuous Rolling Automation of Northeast University, China; Project(51304172) supported by Yanshan University Postgraduate Innovation Subsidy, China
Received date: 2018-12-07; Accepted date: 2019-03-11
Corresponding author: LI Xu; Tel: +86-24-83681808; E-mail: fly2000lixu@163.com
(编辑 王 超)
基金项目:国家自然科学基金资助项目(51304172);东北大学轧制技术及连轧自动化国家重点实验室开放课题项目(2017RALKFKT010);燕山大学研究生创新资助项目(2017XJSS007)
收稿日期:2018-12-07;修订日期:2019-03-11
通信作者:李 旭,教授,博士;电话:024-83681808;E-mail:fly2000lixu@163.com

