�������ºϽ����ϳ���ӹ�����������
�ž�����սǿ�������ʣ��չ�ʤ
(ɽ����ѧ ��е����ѧԺ��ɽ�� ���ϣ�250061)
ժҪ�����ø���ϳ���ӹ����飬�о������ٶȶ�2�ֲ�ͬ���������ºϽ�FGH95��Inconel718�Ѽӹ����������Ե�Ӱ����ɣ����۲����ϳ���ӹ������м��ò���������������ڽϵ������ٶȷ�Χ��(800~2 000 m/min)�������ٶȶԱ���ֲڶȵ�Ӱ���С�����߱���ֲڶ������ڽϸߵ������ٶȷ�Χ��(��2 000 m/min)��FGH95�ı���ֲڶ�Ҫ����Inconel718�ı���ֲڶȡ�����ͬ���������£�Inconel718�ļӹ�Ӳ���ʺͼӹ�Ӳ�������Ҫ���Ա�FGH95�Ĵ���Inconel718����ײ�ĺ�ȴ���FGH95����ײ��ȡ�����ϳ���ӹ�FGH95��Inconel718��м���������Եľ�ݻ����������������ٶȵ���ߣ���ݻ��̶Ȳ��ϼӾ�������Ϊ��м��
�ؼ��ʣ��������ºϽ𣻸���ϳ��������������
��ͼ����ţ�TG501.1.3 ���ױ�־�룺A ���±�ţ�1672-7207(2012)07-2593-08
Surface integrity on high speed milling Ni-based superalloy
DU Jin, LIU Zhan-qiang, ZHANG Ru-ren, SU Guo-sheng
(School of Mechanical Engineering, Shandong University, Ji��nan 250061, China)
Abstract: By the experiments of high speed milling, the influence of the milling speed on machined surface integrity of two different forming process of Ni-based superalloys FGH95 and Inconel718 was investigated, and the chip morphology was observed after each experiment. The results indicate that at low cutting speed range (800-2 000 m/min), the influence of cutting speed on surface roughness is very small, with little difference between the surface roughness of FGH95 and Inconel718, but at the high cutting speed range (��2 000 m/min), and the surface roughness of FGH95 is higher than the surface roughness of Inconel718. Work hardening rate and the depth of hardening layer of Inconel718 is significantly greater than FGH95 in the same cutting conditions, and the thickness of white layer of Inconel718 is greater than the thickness of white layer of FGH95 surface. Serrated chip occurs during high milling Ni-based superalloy, as the cutting speed increases, the grade of serrated tooth grows.
Key words: Ni-based superalloy; high milling; surface integrity
Inconel718�������ºϽ��Dz��ô�ͳ���칤����������������������������ǿ�����������ºϽ���Ҫ���ڷ�����ת���������̼������������ļ����Լ���ת�������Ļ�ϻ��[1-2]��FGH95������ĩ���ºϽ����÷�ĩұ���������������ĸ��ºϽ����ڴ���Inconel718�Ͻ��������ͷ��������̼��������Ȳ�������Ҫ���������Ƚ����շ�������ѹ�����̡������̡��������Լ������̵���ȸ��³���ת������[3-6]����ĩ���ºϽ����˴�ͳ�������ºϽ����ںϽ̶ȵ���ߣ�����ƫ�����أ��ȼӹ����ܲ�������ѵ����⣬���ִ������رȺ��շ����������̵ȹؼ������ı�ѡ����[7-10]��
�����ӹ����������ԶԸ��ºϽ������ƣ�������кܴ�Ӱ��[11]����������Ŀɿ��Ժ�ʹ������ȡ�������ýṹ���ϵ�ƣ�����ԣ��Ӻ��շ�������ʹ�ù��̺��Ϸ�����֪��������ʽ��ƣ���ƻ�����������������ı����ӽ�����ĵط�����������ڸ�ʴ���ʺͽ����غɵĹ�ͬ����ʱ���ϲ�ı��������Խ���ӿ������ƣ���ƻ������������ʹ������[12]��
���ڸ��ºϽ��������;������ӹ����������Ե��о�һֱ�ܵ����ӡ������ϵ�[13]���ֵ����������ºϽ�ʱ�����Ա��ι������Լ�������δ��������䣬�����ھ������γɼ��л��ƣ���������״���ߴ缰ȡ�����ı䣻����Һ����߹������������������ӹ���������������ֱ����ء�Vinean��[14]�����о������������մɵ�Ƭ�ӹ��������ºϽ�ʱ���Ա�K20Ӳ�ʺϽ�Ƭ�����ӹ���������Ӧ����ߣ����α����ѹӦ��Ҳ�ߣ���������ƣ��ǿ��ȴ�ܽӽ���Xu��[15]��ͨ�������о�ĥ���¶ȶ�K417�������ºϽ���������Ե�Ӱ�췢������ĥ���������¶Ȳ����Բ���ĥ�����ƣ����˱���ֲڶ�����ı��������Բ���ĥ���¶ȵ�Ӱ�졣Pawade��[16]�о��˸��ٳ����ӹ�Inconel718�������ºϽ�ʱ�����������������м��β����Ա��������Ե�Ӱ�죬�о����ֵ������ٶ�Ϊ475 m/min��������Ϊ0.05 mm���������Ϊ0.75 mm����������ĥ������ʱ�����ӹ������Ϊ����ѹӦ�����ڴ�����ļӹ������£��Ѽӹ��DZ���������صļӹ�Ӳ������Ӳ������ȿɴ�200 ��m�����������ٶ�Ϊ300 m/min��������Ϊ0.15 mm���������Ϊ0.50 mm��������20�㵹�������н��и��ٳ����ӹ��ӹ�Ӳ���̶Ƚϵ͡�Arunachalam[17]����Ϳ��Ӳ�ʺϽ� ���ӹ�����ʱЧǿ����Inconel718���ºϽ��о��������������β����Բ���Ӧ�����������������ã�������Ϳ��Ӳ�ʺϽ���е��Ǻ�ǰ�Dz��ҵ���뾶Ϊ0.8 mm��Բ�ε�Ƭ�����ӹ�Inconel718ʱ�������IJ���Ӧ����С�����Ҵ���Dz���ѹӦ����
Li��[18]ͨ�������泵����ǿ��������ĩ���ºϽ�RR1000���о��˵�Ƭ���͡�����Ϳ�㡢����ĥ��͵���������Ѽӹ��������Ӧ����Ӱ�졣�о����֣������ε�Ƭ��ȣ�Բ��Ƭ�������Ӧ���Ըߣ�δͿ�㵶Ƭ�����ܲ�����Ϳ�㵶Ƭ�����ŵ���ĥ������ӣ�������Ӧ��Ҳ��֮���ӣ���û�г��ָ�������Ա��Σ����۵����Ƿ�ĥ�𣬼ӹ�Ӳ������50 ��m���ң�����������ĵ�������30 ��m���ҡ�Veldhuis��[19]����TiAlNͿ��Ӳ�ʺϽ߾������о�ME16�ӹ������γ�2~4 ��m��İײ㣬���ں��������ײ�ij��֣������ȴ����ʽ��ͣ����������¶ȵ����ߣ���Լӹ�����������и������ã���������Ҳ���͡�
����������ǰ���Ѿ��Ը��ºϽ�������ӹ��������������˴������о��������ó��Ľ��۶�����ʵ��������Ҫָ�����á���������FGH95��ĩ���ºϽ�ı��������ԶԺ��շ������������̵�ƣ��������ʹ��������������Ҫ��Ӱ�죬���Ƕ����ڸ��������ӹ�ʱ��������ĩ���ºϽ�FGH95�����������Լ������ٶȶ�FGH95��м��̬��Ӱ����о����ǿհס��ɴˣ����������о��������ٶȶ�FGH95������ĩ���ºϽ����ϳ���ӹ����������Ե�Ӱ�죬���Ա��о��������ٶȶ�Inconel718�������ºϽ����ϳ���ӹ����������Ե�Ӱ�죬�����������ٶȶ�������м��̬��Ӱ����ɣ�����Ϊ�Ż��������ºϽ����ϳ���ӹ������������б��������Կ����о��ṩ��ص��������ݻ�����
1 ��������������
1.1 �������
�������Ϊ�����ȵȾ�ѹ���͵�FGH95������ĩ���ºϽ�Ͳ��ô�ͳ���칤��������Inconel718���ºϽ�Ϊ��ʵ�ֽ��Ƶ�����������������2�ֲ��ϵĹ������õ�����и�ӹ��ɺ��Ϊ2 mm�ı�Ƭ������ר�õļон���ϳ������̨�ϣ�ͼ1��ʾΪ����ϳ��ʾ��ͼ��
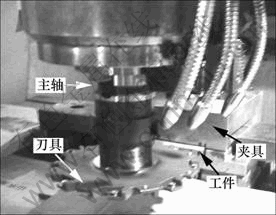
ͼ1 ����ϳ��ʾ��ͼ
Fig.1 Schematic of orthogonal milling
1.2 ��������
�������û���ΪACE-500��������ϳ�������߲���KENNAMETAL ������SNHX12L5PZFNGE KC510M������ϳ����ͼ2��ʾΪ����ʾ��ͼ���ܹ�����ʵ��90����������������KC725MͿ��Ӳ�ʺϽ�Ƭ��Ϊ��������ĥ��Լӹ�����������Ե�Ӱ�죬ÿ������ֻ�г��������Ͻ𣬲���ÿ�������������µ������У�������ɺ�۲������б�֤��ĥ�𡣴˴�����̶������������Ϊ2 mm���̶�ÿת������0.02 mm�������ٶ�����ѡ��800��1 200��1 600��2 000��2 400��2 800��3 200��3 600��4 000 m/min���ռ�ÿ�������ӹ������м�����ó����������۲���м��ò�����õ�����и�Ѽӹ��������Ѽӹ����沿���и�ȹ۲��Ѽӹ�����ֲڶȣ�Ȼ���Ʊ��������������и�ʴ����ʴ�����Ϊ����100 mL���ƾ�100 mL���Ȼ�ͭ5 g������ɨ��羵�Զ�������֯���й۲졣

ͼ2 ����ʾ��ͼ
Fig.2 Cutting tool
2 ���������
2.1 ����ֲڶȼ�������ò
����ֲڶȲ����Լ�������ò�۲����WYKO NT9300������ǣ����Ѽӹ�������ȡ3�������ȡƽ��ֵ��ȡ������Ϊ94 ��m��ȡ������Ϊ126 ��m��ͼ3��ʾΪFGH95��Inconel718����ֲڶ�Ra�IJ��������
��ͼ3���Կ���������ϳ���ӹ�FGH95�������ٶȵ���2 000 m/minʱ���Ѽӹ�����ı���ֲڶ��������ٶȵ���߱仯���������ٶ�Ϊ2 000~3 200 m/minʱ���������ٶȵ���ߣ�����ֲڶȲ���������ֲڶ��������ٶ�Ϊ3 200 m/minʱ�ﵽ���ֵ��Ȼ�����������ٶȳ���3 200 m/minʱ������ֲڶȷ������������ٶȵ���߶���С������ϳ���ӹ�Inconel718����ֲڶ��������ٶȱ仯��������FGH95��ͬ���������ٶȳ���2 800 m/minʱ������ֲڶ����������ٶȵ���߶���С��
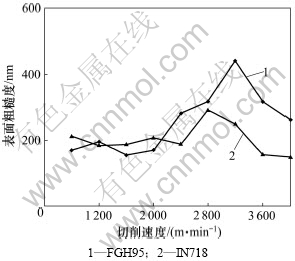
ͼ3 �����ٶȶ�FGH95����ֲڶȵ�Ӱ��
Fig.3 Typical variation of surface roughness with cutting speed
��ͼ3�Ƚϸ���ϳ���ӹ��������ºϽ�FGH95��Inconel718�����ٶȶԱ���ֲڶȵ�Ӱ����Կ������ڽϵ͵������ٶȷ�Χ��(800~2 000 m/min)�������ӹ�FGH95��Inconel718���ñ���ֲڶ������ұ���ֲڶȶ��������ٶȵ���߱仯�����ǵ������ٶȳ���2 000 m/minʱ�����������ٶȵ���ߣ�FGH95��Inconel718����ֲڶȶ��������ӣ����Ҹ���ϳ���ӹ�FGH95����ֲڶȵ����ӷ���Ҫ����Inconel718����ֲڶȵ����ӷ��ȡ��ڽϸߵ������ٶȷ�Χ��(��2 000 m/min)������ϳ���ӹ�FGH95�ı���ֲڶ�Ҫ����Inconel718�ı���ֲڶȡ�������ڽϸߵ������ٶȷ�Χ�ڣ�Inconel718����������Ҫ����FGH95���������ܣ�FGH95��ĩ���ºϽ��еķǽ������Ӻ�PPB(ԭ�����߽�)�����յ����ȶԱ���ֲڶȵ�Ӱ��ϴ���ϳ���ӹ�FGH95��Inconel718����ֲڶȳ��ֹյ�ʱ�������ٶ�Ҳ��ͬ��FGH95����ֲڶȹյ�����������ٶ�Ϊ3 200 m/minʱ����ʱ�ı���ֲڶ�Ϊ441.65 nm����Inconel718����ֲڶȹյ�����������ٶ�Ϊ2 800 m/minʱ������ֲڶ�Ϊ293.11 nm��
2.2 ��Ӳ��
�����и��ȡ������������Ƕ����ĥ��������MH-6��Ӳ�ȼ��ڴ�ֱ���Ѽӹ�����Ľ����Ͻ�����Ӳ�Ȳ���������������ͼ4��ʾ�����Ѽӹ������£�ÿ��15 ��mѹ�۲���һ�Σ�ֱ��������Ӳ���ȶ��ӽ��ڻ���Ӳ�ȡ�ͼ5��ʾΪFGH95��In718��ϳ������Ӳ����ķֲ��������Ӳ�ȵĹ�ϵ��

ͼ4 �ӹ�Ӳ����
Fig.4 Microhardness region beneath machined surface
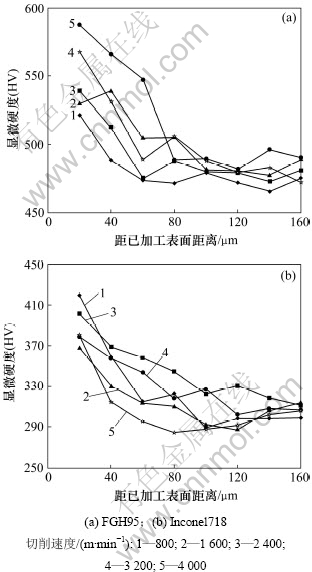
ͼ5 ϳ������ӹ�Ӳ���ķֲ�
Fig.5 Microhardness measured on sub-surface of machined surface samples
��ͼ5���Կ�����ϳ��FGH95������ĩ���ºϽ��Inconel718�������ºϽ����һ���ļӹ�Ӳ�����������ٶȶԼӹ�Ӳ������Ⱥͼӹ�Ӳ���ʵ�Ӱ����ͼ6��7��ʾ��
��ͼ6��֪������ϳ���ӹ�FGH95��Inconel718ʱ�������ٶȶԼӹ�Ӳ�������Ӱ����������ƣ�����ϳ���ӹ�FGH95ʱ���������ٶȵ���2 400 m/minʱ���ӹ�Ӳ��������������ٶȵ���߱仯��С�����������ٶ�λ��2 400~3 600 m/minʱ���ӹ�Ӳ��������������������ٶȸ���3 600 m/minʱ���ӹ�Ӳ������ȷ������͡�����ϳ���ӹ�Inconel718ʱ���������ٶȵ���2 800 m/minʱ���ӹ�Ӳ��������������ٶȵ���߱仯��С������ļӹ�Ӳ������ֵ��ٶȷ�ΧΪ2 800~4 000 m/min�����ҵ������ٶȳ���4 000 m/minʱ��Ӳ������ȳʼ�С���ơ���ͼ7��֪������ϳ���ӹ�FGH95��Inconel718 2���������ºϽ�ʱ�������ٶȶԼӹ�Ӳ���ʵ�Ӱ�첻������FGH95�ļӹ�Ӳ����Ϊ119.63%��Inconel718Ϊ128.40%����ͼ5~7�������Եó���Inconel718�������ºϽ�ļӹ�Ӳ�������FGH95�ļӹ�Ӳ���������أ�������Ͻṹ������ι����кܴ�Ĺ�ϵ��

ͼ6 �����ٶȶԼӹ�Ӳ������ȵ�Ӱ��
Fig.6 Typical variation of depth of work hardening with cutting speed

ͼ7 �����ٶȶԼӹ�Ӳ���ʵ�Ӱ��
Fig.7 Typical variation of rate of work hardening with cutting speed
2.3 �����ٶȶײ��Ӱ��
�ײ��ǰ�����Ӳ̬�����������γɵ�һ����֯��̬�����Ǵ������Ѽӹ�������DZ����µġ��������Լ���ʴ���ڹ�ѧ��������������ò���ʰ�ɫ��Ӳ�㣬ͼ8��ʾΪ�����ӹ�����İײ㡣�ײ����2��������һ�DZȻ���Ӳ�ȸߣ�������������֯��ò���ײ�����ṹ��ͼ9��ʾ���ײ���ṹ�����Թ�����ʹ������������Ҫ��Ӱ�죺һ����ײ�ĸ�Ӳ�ȿ���߿�ĥ��������һ������������Ժܴ����γ����ƣ��������²��ϴ�������Ϊƣ��Դ���ײ�һ���Ӳ���ܴࡢ�ܱ�(���һ��Ϊ����m����ʮ��m)�������������Ƿ������Եģ�����ڹ����������γɰ��䡢����ĥ�𣬶����DZ����ڲ��İײ㻹���������Ʋ����γ�����Դ��ʹ�������ʧЧ�����⣬���ƿ���Ҳ������ײ��йأ���ͽṹ����ƣ�ͼ���[20-21]�����ڰײ�ߴ籡������ȷ��������֯��������˶����γɻ�����һ������[22]���ڶײ㾫ϸ�ṹ����ʶ��Ҳû�д��һ�¿������ײ���֯����ϸ�ṹĿǰ����������ȷ�Ķ���[23]���ɴˣ��о�����ϳ���ӹ��������ºϽ�ʱ�����ٶȶײ��ȵ�Ӱ��Է����ײ��γɻ�����һ����ָ�����塣
�������ӹ���Ĺ��������и�ӹ��ɽ����� ��������Ƕ���ڴ�ֱ���Ѽӹ�����ĺ��������ĥ������ฯʴ������KEYENCE��������������VHX-600ESO�۲첢�����ײ��ȣ������ͼ10��ʾ��

ͼ8 �����ӹ�����İײ�
Fig.8 White layers in machined surface

ͼ9 �ײ������֯
Fig.9 Cross-section microstructures of machined part made of FGH95 P/M superalloy
��ͼ10���Կ���������ͬ�����������¸���ϳ���ӹ�FGH95����ײ�ĺ��С��Inconel718����ײ�ĺ�ȡ������ӹ�FGH95������ĩ���ºϽ�ʱ���ϴ�İײ��ȳ����������ٶ�Ϊ2 800~3 600 m/min֮�䣬���ֵ����ײ���12.99 ��m��������ϳ���ӹ�Inconel718�������ºϽ�ʱ���ϴ�İײ��ȳ����������ٶ�Ϊ2 000~2 800 m/min֮�䣬�������ײ���Ϊ17.78 ��m�������������Կ������ײ���γ������ڲ��ϱ����������ӹ�������
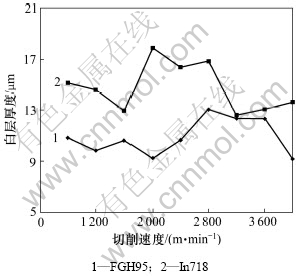
ͼ10 �����ٶȶײ��ȵ�Ӱ��
Fig.10 Variation of depth of white layer with cutting speed
2.4 �����ٶȶ���м��ݻ���Ӱ��
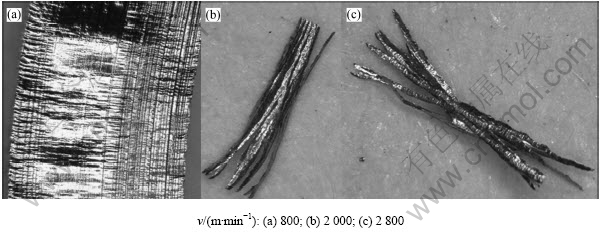
����ϳ���ӹ�FGH95��Inconel718���ºϽ�ʱ����м���������Եľ�ݻ����������������ٶȵ���ߣ���ݻ��̶Ȳ��ϼӾ硣��˵�������������ºϽ�ĵ���ϵ���ϵͣ��ڸ���ϳ���ӹ�ʱ��Ӧ���ʳ���һ��ֵ���������Ա��ι��������������ܵõ���ʱ�����������ȷ������������ľֲ�����ۼ��Ĵ��������Ըþֲ����������������ЧӦ������ӹ�Ӳ��ЧӦ��ʹ�þֲ�����ǿ���½����γɱ��νϴ�����Ա��δ��������ܼ��д��������γɾ��״��м[24]�����������ٶ�Խ�ߣ����б���Խ���У����ܼ��д�Խխ���������ٶ���ߵ�һ���̶�ʱ�����״����мƬ������������ż��д����Ѷ���С��ֱ����ȫ���ѷ���[25]������ϳ���ӹ�FGH95ʱ���������ٶȵ���2 400 m/minʱ����м�������Եľ�ݻ��������������ٶȵIJ������ӣ���ݻ��̶Ȳ��ϼӾ磬�������ٶȳ���2 400 m/minʱ�����״��м��Ϊ��м��ͼ11��ʾΪ���������ӹ�FGH95��м��ò�����ڸ���ϳ���ӹ�Inconel718ʱ���������ٶȵ���2 000 m/minʱ����м�������Եľ�ݻ��������������ٶȵIJ������ӣ���ݻ��̶Ȳ��ϼӾ磬�������ٶȳ���2 000 m/minʱ�����״��м��Ϊ��м��ͼ12��ʾΪ���������ӹ�Incone1718��м��ò��FGH95��Inconel718���״��мת��Ϊ��м�������ٶȲ�ͬ��FGH95ת��Ϊ��м�������ٶ�Ҫ��Inconel718�ĸߣ���˵�������ٶ�Ϊ2 000 m/min��ʱInconel718���ºϽ�Ĵ��Ա�FGH95�Ĵ�

ͼ11 ���������ӹ�FGH95��м��ò
Fig.11 Chip morphologies of high speed milling FGH95
ͼ12 ���������ӹ�Inconel718��м��ò
Fig.12 Chip morphologies of high speed milling Inconel718
3 ����
(1) �ڽϵ������ٶȷ�Χ��(800~2 000 m/min)���ӹ�FGH95��Inconel718����ֲڶ����������ٶȶԱ���ֲڶȵ�Ӱ���С�����ڽϸߵ������ٶȷ�Χ��(��2 000 m/min)���ӹ�FGH95�ı���ֲڶ�����ͬ�����´���Inconel718�ı���ֲڶȡ�
(2) ����ϳ���ӹ�FGH95��Inconel718�������һ���ļӹ�Ӳ������������ͬ�������ٶ��£����ߵļӹ�Ӳ���ʺͼӹ�Ӳ�������Ȳ�ͬ��Inconel718�ļӹ�Ӳ���ʺͼӹ�Ӳ�������Ҫ����FGH95�ļӹ�Ӳ���ʺͼӹ�Ӳ����������ȡ�
(3) ����ͬ�����������¸���ϳ���ӹ�FGH95����ײ�ĺ��С��Inconel718����ײ�ĺ�ȣ��������߰ײ�����ȳ��ֵ��ٶ����䲻ͬ��
(4) ����ϳ���ӹ�FGH95��Inconel718��м�������Եľ�ݻ����������������ٶȵ���ߣ���ݻ��̶Ȳ��ϼӾ硣����ϳ���ӹ�FGH95ʱ�������ٶȳ���2 400 m/minʱ�����״��м��Ϊ��м��������ϳ���ӹ�Inconel718���״��м��Ϊ��м�������ٶ�Ϊ2 000 m/min��
�ο����ף�
[1] ëƼ��, ����, ����, ��. ̼�����Inconel718�Ͻ��۸�����֯�����ܵ�Ӱ��[J]. ������ҵ��ѧѧ��, 2007, 29(2): 144-148.
MAO Ping-li, LI Hong-jun, GENG Xin, et al. Influence of carbon and niobium on microstructures and properties of Inconel718 alloy deposit coating[J]. Journal of Shenyang University of Technology, 2007, 29(2): 144-148.
[2] ������. Inconel718���ºϽ�ķ�չ[J]. �������Ͽ�ѧ�빤��, 1996, 19(2): 46-50.
DONG Jian-xin. Development of Inconel718 superalloy[J]. Ordnance Material Science and Engineering, 1996, 19(2): 46-50.
[3] ������. ���θ��ºϽ�Inconel718ƣ�����ܵ��о���չ[J]. �Ϻ�����, 2008, 30(1): 44-47.
WANG Hai-ying. Research development on fatigue properties of forged Inconel718 superalloy[J]. Shanghai Metals, 2008, 30(1): 44-47.
[4] �»���, ����ܽ, ������, ��. �ɻ���������������ĩ���ºϽ��о���չ[J]. ���ϵ���, 2002, 16(11): 17-19.
CHEN Huan-ming, HU Ben-fu, ZHANG Yi-wen, et al. Recent development in nickel-based powder superalloy used in aircraft turbines[J]. Materials Review, 2002, 16(11): 17-19.
[5] ������, ë��, ����, ��. �ȵȾ�ѹFGH95��ĩ������[J]. ���Ϲ���, 1999, 12: 39-43.
WANG Wu-xiang, MAO Jian, HU He, et al. As-HIP FGH95 PM super alloy turbine disks[J]. Material Engineering, 1999, 12: 39-43.
[6] ����ܽ, ��߷�, �ֳɹ�, ��. ˫���ܷ�ĩ���ºϽ������̵��о���չ[J]. ���ղ���ѧ��, 2007, 27(4): 80-84.
HU Ben-fu, TIAN Gao-feng, JIA Cheng-guang, et al. Development in double-properties turbine disk of PM superalloy[J]. Journal of Aeronautical Materials, 2007, 27(4): 80-84.
[7] ���ع�, ����, ���Ҹ�, ��. FGH95��ĩ�����Ͻ��ȴ����������֯���������[J]. ���ղ���ѧ��, 2009, 29(6): 33-37.
TIAN Su-gui, LIU Yang, ZHAO Zhong-gang, et al. Microstructure and creep features of FGH95 powder nickel-base superalloy after heat treatment[J]. Journal of Aeronautical Materials, 2009, 29(6): 33-37.
[8] Guo W M, Wu J T, Zhang F G, et al. Microstructure, properties and heatment process of powder metallurgy superalloy FGH95[J]. Journal of Iron and Steel Research International, 2006, 13(5): 65-68.
[9] ������, �Ϲ�����. ��ĩ���ºϽ���о��뷢չ[J]. ��ĩұ��ҵ, 2004, 14(6): 30-42.
ZHANG Yi-wen, SHANGGUAN Yong-heng. Research and development in PM superalloy[J]. Power Metallurgy Industry, 2004, 4(6): 30-42.
[10] ��Ϊ��, �����, �⽣��, ��. ��ĩ���ºϽ��������չ��[J]. ��ĩұ��ҵ, 1999, 9(2): 9-16.
GUO Wei-min, SONG Pu-sheng, WU Jian-tao, et al. Developments and prospects of powder metallurgy superalloy[J]. Power Metallurgy Industry, 1999, 9(2): 9-16.
[11] ����, �ξ���, �ž���. �ӹ����������Զ�GH33A�ߵ���ƣ��������Ӱ��[J]. ����ѧ��, 1991, 12(10): B528-B531.
HUANG Qi, REN Jing-xin, ZHANG Yun-cheng. Effect of surface integrity on low-cycle and high-cycle fatigue life of nickel-base superalloy GH33A[J]. Acta Aeronautica et Astronautica Sinica, 1991, 12(10): B528-B531.
[12] ��ï��, �ξ���. �ӹ����������Զ�GH4169���ºϽ�ƣ��������Ӱ��[J]. ���վ������켼��, 1996, 32(6): 28-31.
YANG Mao-kui, REN Jing-xin. The effect of grinding surface integrity on low-cycle fatigue life of superalloy GH4169[J]. Aviation Precision Manufacture Technology, 1996, 32(6): 28-31.
[13] ������, ���Դ, �ų��. ���ºϽ������ӹ�������״��չ��[J]. ���չ�ѧԺѧ��, 1990, 9(4): 47-54.
HU Hua-nan, XU Da-yuan, ZHANG Chong-gao. A review on technology for machining superalloy[J]. Journal of Anhui Institute of Technology, 1990, 9(4): 47-54.
[14] Vinean J, Boulanger J J. Behaviour of ceramic tools during the machining of nickel base alloys[J]. Annals of the CIRP, 1982, 31(1): 35-39.
[15] Xu X P, Yu Y Q, Xu H J. Effect of grinding temperatures on the surface integrity of a nickel-based superalloy[J]. Journal of Materials Processing Technology, 2002, 129: 359-363.
[16] Pawade R S, Joshi S S, Bramankar P K. Effect of machining parameters and cutting edge geometry on surface integrity of high-speed turned Inconel 718[J]. International Journal of Machine Tools & Manufacture, 2008, 48: 15-28.
[17] Arunachalam R M, Mannan M A, Spowage A C. Surface integrity when machining age hardened Inconel718 with coated carbide cutting tools[J]. International Journal of Machine Tools & Manufacture, 2004, 44: 1481-1491.
[18] Li W, Whithers P J, Axinte D, et al. Residual stresses in face finish turning of high strength nickel-based superalloy[J]. Journal of Materials Processing Technology, 2009, 209: 4896-4902.
[19] Velduis S C, Dosbaeva G K, Elfizy A, et al. Investigations of white layer formation during machining of powder metallurgical Ni-based ME16 superalloy[J]. Journal of Materials Engineering and Performance, 2009, 19(7): 1031-1036.
[20] �����, �ź�|. ��Ӳ�����ӹ������б���ײ���о�[J]. ������, 2004, 38(2): 13-16.
ZHANG Ling-fei, ZHANG Hong-tao. Study of surface white layer in hard metal turning[J]. Tool Engineering, 2004, 38(2): 13-16.
[21] ���ؽ�, ��ͮ, �Ķ���, ��. ����Ӳ̬��������ײ���֯��̬���о�[J]. �й���е����, 2006, 17(10): 1007-1014.
DAI Su-jiang, XING Tong, WEN Dong-hui, et al. Study on the microstructure of white layer during precision hard part machining[J]. China Mechanical Engineering, 2006, 17(10): 1007-1014.
[22] �Ķ���. PCBN����Ӳ̬��������������[M]. ����: ����������ѧ������, 2002: 22-58.
WEN Dong-hui. The mechanism and technology of hard machining with PCBN tools[M]. Dalian: Dalian University of Technology Press, 2002: 22-58.
[23] ���. ����Ӳ̬��������������Ӳ����ײ��о�[J]. ��е���������, 2009(2): 192-194.
XU Jin. Researching for the microhardness and white layer in the workpiece surface layer in high speed and hard cutting[J]. Machinery Design & Manufacture, 2009(2): 192-194.
[24] ������, �ִ���, �ڿ�һ. ����������ϳ��м���λ����о�[J]. ���켼�������, 2003(9): 70-72.
HUANG Shu-tao, JIA Chun-de, YU Jun-yi. Study on chip deformation mechanism in high speed orthogonal turning milling[J]. Manufacturing Technology & Machine Tool, 2003(9): 70-72.
[25] ����, ����, ��սǿ, ��. �������������о��ȼ����ٽ��������о�[J]. ������, 2009, 43(11): 8-10.
LIU Chao, AI Xing, LIU Zhan-qiang, et al. Study on adiabatic shearing critical condition in high speed cutting[J]. Tool Engineering, 2009, 43(11): 8-10.
(�༭ �°���)
�ո����ڣ�2011-08-19�������ڣ�2011-11-26
������Ŀ��������Ȼ��ѧ�����ص�������Ŀ(50935003)�������ص�����о���չ�ƻ�(��973���ƻ�)��Ŀ(2009CB724401)��������Ȼ��ѧ����������Ŀ(50828501)��ɽ��ʡ��Ȼ��ѧ�ܳ��������������Ŀ(JQ200918)
ͨ�����ߣ��ž�(1985-)���У�ɽ�������ˣ���ʿ�����·�ĩ���ºϽ�������ӹ������������о����绰��13853120838��E-mail��dj84105@126.com

