�մ�UO2��϶�����϶�ֲ��Ķ�������
��־�棬��ʤ�֣��μ��ǣ��ս�ǿ��֣��֥
(���ϴ�ѧ ��ĩұ������ص�ʵ���ң����� ��ɳ��410083)
�ͽ������������մ�UO2�Ŀ�϶�����϶�ֲ����ඨ�����������о����о������������������ᄉ(100����50����20����5��)�����մ�UO2�Ŀ�϶�����϶�ֲ������õ����ᄉ(20��)�������ý�����ȸߣ��ֲ����߸��⻬�����õͱ��ᄉ(20����10����5��)��ȡ�Ľ���ͼ��������϶�����϶�ֲ�ʱ����ȡͼ�̶����Ϻã����ø߱��ᄉ(100����50��)��ȡ�Ľ���ͼ��������϶�����϶�ֲ�ʱ����ȡ��ֵ���Ϻã������ӳ����ɿ�϶���������̶���Ҫ��ﵽ�IJ�������������������������Ҫ��ﵽ3%�����Ŷ�Ϊ95%ʱ����������ӳ���Ϊ300~330����
�ؼ��ʣ��մ�UO2����϶�ʣ���϶�ֲ�����������
��ͼ����ţ�TF125.42 ���ױ�ʶ�룺A ���±�ţ�1672-7207(2007)03-0409-05
Quantitative measurement of ceramic uranium dioxide porosity and pore distribution
HUANG Zhi-feng, CHU Sheng-lin, LIAO Ji-qiao, PU Jian-qiang, ZHEN Ling-zhi
(State Key Laboratory of Powder Metallurgy, Central South University, Changsha 410083, China )
Abstract: The method of quantitative measurement of ceramic uranium dioxide porosity and pore distribution was discussed. The results show that the measured value of porosity and pore distribution with four object lens(100��, 50��, 20��, 5��) is more accurate and the curve is more smooth than those with single object lens(20��). The method of image background grey value is better than the peaking value method for the metallograph grabbed by the low power lens(20��, 10��, 5��). The peaking value method is better than the method of image background grey value for the metallograph grabbed by the high power lens(100��, 50��). The number of measured field depends on the fluctuation of porosity measurement and the measured precision. When the confidence is 95% and the measured precision is 3%, the number of measured field is 300-330.
Key words: ceramic uranium dioxide; porosity; pore distribution; quantitative measurement
UO2���˵�һ�����ۻ����ͨ�����û�����������������ȼ�ϵ�UO2�Ƴɷ�ĩ��Ȼ���÷�ĩұ����ѹ�Ƴ����飬���ڸ��±������������ս�ɾ���һ���ߴ硢��״��ǿ�Ⱥ��ܶȵ��ս��(Ҳ��о��)��ϰ���ϳ���Ϊ�մ�UO2�����ڶ��ȼ���У�UO2ȼ�Ͼ��м�����Ҫ�����ã��������е�ˮ��(��ˮ�ѡ���ˮ��)ȼ�϶����մ�UO2[1]���մ�UO2���������ŵ㣺�۵�ߣ���(2 868��15) �棬�����ȶ���ǿ�������գ������ѱ����������ǿ������ʴ���ر��ǿ�ˮ��ʴ��ǿ�������³ߴ��ȶ�������Dz��Ͼ��������������ԡ�����[2-4]���մ�UO2��϶�����϶�ֲ��������۽ṹ��������������ǿ�����ߴ��ȶ��Ե���Ҫ������ֱ��Ӱ�����ڶ��ڵ��������ܡ���ˣ�ȷ�����մ�UO2��϶�����϶�ֲ��������۽ṹ�Ŀ��ƺͶ��ڵİ�ȫ���о���ʮ����Ҫ�����塣�о��������, UO2о�������ʵ����Ҫ�ɳߴ�С��5 ��m���������£���ˣ���ȷ��UO2о�����ֲ���������ʱ�������ȱ�֤С����(1~10 ��m)������ȷ�ԡ�UO2о�����ֲ���������ֹ������ⶨ�����һЩ����װ�ý��а붨���ⶨ�ģ���ͼƬ��������ZPSA(Zeiss particle size analyser) ����[5]����������ͼ�����IJ��Ϸ�չ��ͼ������Dz��������ٶȿ졢������С���������ȸߵ��ŵ㡣��ʵ�ϣ�����С������������� UO2о�飬ͼ������Ƿ��Ƕ����ⶨ���ֲ���Ωһ������20����70 �����������һЩѧ������С��ͼ������DzⶨUO2о������ֲ��������о����[5-7]������Ŀǰ��û���γ�һ����Ϊ���Ƶ����ֲ��ⶨ����������Ҫ�����ڴ����������⣺
a. ȷ������ΧС������Ҫ�Dz���������һ���¡�
b. �������ϴ�Ϊ20%~30%��
c. ���������Ͳ��������������жϣ���ʵ�ַ���������
����������⣬�������߲��ý��������ڲ�ͬ�Ŵ����²�����ͬ�ߴ緶Χ�����ף�ȷ��ȷ������������������������֤���ֲ����������ȷ�Ժ������ԡ�
1 ʵ ��
1.1 ��Ʒ�Ʊ�
�մ�UO2��϶���Ʊ������п��ܲ������������ݣ��ı��϶�ڽ����ϵ�ԭʼ״̬������������
a. ȡ����ÿ���մ�UO2��һ��ѡȡһ���д����Ե���Ʒ���������϶�����϶�ֲ�[8]��
b. �����֬����������Ϊ��ֹ��ĥ��������п�϶�����������ݣ�����Ʒ���������У������״̬�½���һ��������õĻ�����֬(m(������֬)?m(�ڱ������������)?m(�Ҷ���)=12?3?1)�����մ�UO2��϶��[9]������֬���̺������ĥ���⡣
c. ��ĥ���⡣����ȫ�Զ�ĥ������ĥ���⡣���Ȳ�������Ϊ200 ��40 ?m�Ľ��ʯĥ�̴�ĥ��ÿ����ĥʱ��Ϊ3~5 min�����������Ϊ14��7��3��1 ��0.5 ?m�Ľ��ʯ����Һ�ڶ�ë֯���Ͻ��У�ÿ��������3~5 min[10]���ڽ��������·Ŵ�100���۲죬��Ʒ���������ƽ�������ۣ���϶�����Եı���������ʱ���ɡ�
1.2 ��������
a. ���ݲ�����϶��Сѡ��100����50����20����5�� 4���ᄉ������
b. �����ᄉ��Сѡ���Ӧ�����ص�У��ߡ�
c. ѡ���϶���(S)���϶��ЧԲֱ��(d)��Ϊ��������������
d. ���ڽ���������ʹͼ��������ͬʱͼ��������Աȶ�����ͼ����Ҫ��
e. ����ͷ(CCD)��ȡͼ��ʹͼ�Ҷ���ijһֵ������
f. ����ͼ���ֵ�ָ�ֵ��ʹ�ָ���Ŀ�϶��ԭʼ��϶��ȱ仯��С��
g. ������϶���(S)�Ϳ�϶��ЧԲֱ��(d)�����������ݿ⡣
2 ���������
2.1 �ᄉ��ϲ���
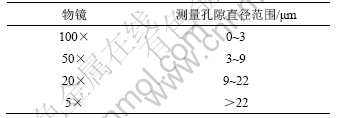
�մ�UO2��϶ֱ����Χ��0.2~200 ��m֮�䣬���õ����ᄉ��������Χ�ڵĿ�϶��ȷ����������4���ᄉ(100����50����20����5��)�ֱ������ֱͬ����Χ�Ŀ�϶��������������й�һ��������4���ᄉ��������Χ���1��ʾ��
��1 �ᄉ���������϶��Χ
Table 1 Object lens and measured scale of pore
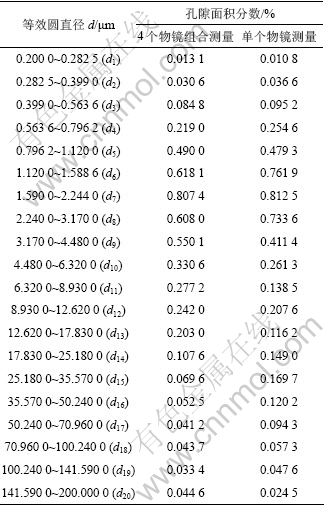
�����ᄉ����뵥���ᄉ2�ַ��������ܿ�϶��Ϊ4.70%���մ�UO2��Ʒ�Ŀ�϶�����϶�ֲ�������϶��ЧԲֱ��(d)ȡ�����ֳ�20����ͳ�Ƹ�����϶���ռ�����մ�UO2��������İٷ��������2��ʾ����ȡ4���ᄉ(100����50����20����5��)��ϲ����Ͳ��õ����ᄉ(20��)���������β����ӳ�����Ϊ330�����ظ�����6�Σ�ȡ��ƽ����������ݱ�2��ʾ����������Կ�϶��ЧԲֱ��Ϊ�����꣬��϶�������Ϊ�����꣬��ֱ���ֲ�ͼ����ͼ1��ͼ2��ʾ��
��2 ������ЧԲֱ��(d)�ڵĿ�϶�������
Table 2 Area fraction of pore in equivalent diameter with all levels
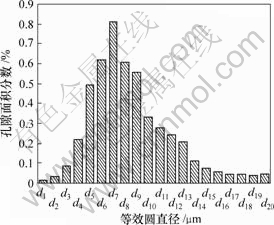
ͼ1 4���ᄉ(100��, 50��, 20��, 5��)��ϲ�����϶�ֲ�ֱ��ͼ
Fig.1 Pore distribution diagram with four object lens (100��, 50��, 20��, 5��) measured
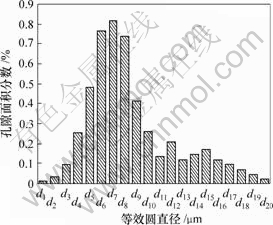
ͼ2 �����ᄉ(20��)������϶�ֲ�ֱ��ͼ
Fig.2 Pore distribution diagram with single object lens (20��) measured
�ɼ��������ᄉ (100����50����20����5��)��ϲ����մ�UO2��϶ֱ���ֲ������϶ֱ���ֲ��ʾ��ȵ���̬�ֲ��������Ŀ�϶��Ϊ4.86%����ʵ�ʿ�϶��4.70%�dz��ӽ�����������Ϊ-3.4%~3.4%����ȡ�����ᄉ(20��)�����մ�UO2��϶ֱ���ֲ������϶ֱ������̬�ֲ��������߲������Ҳ����Ŀ�϶��Ϊ4.98%����ʵ�ʿ�϶��4.70%���ϴ���������Ϊ-5.96%~5.96%��
2.2 ͼ���ֵ�ָ�ֵ��ȡֵ
ͼ���ֵ�ָ�ֵ��ȡֵȡ����ͼ��Ҷȷֲ�״̬�����MeF3A����������Q550ͼ���Dz����մ�UO2����ͼ��ĻҶȡ���϶�����϶ֱ���ֲ����մ�UO2��϶�����϶ֱ���ֲ��IJ������÷�ֵ���뱳�̶�������ֵ�����Ȳ���ͼ���п�϶�ĻҶȣ���ͼ3��ʾ��ѡȡ��϶�Ҷȵ��м�ֵΪ��ֵ�ָ�ֵ���������϶�����϶ֱ���ֲ����̶�ͼ������ȡͼ��ʱ�������������ĵƹ⡢��դ�Ȳ������ڿ�϶�dz������������£�ʹͼ�Ҷ���ijһֵ������ѡȡͼ�Ҷ�Ϊ��ֵ�ָ�ֵ��������϶�����϶ֱ���ֲ���
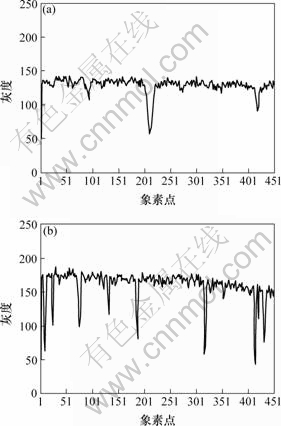
(a) �ᄉ(20��); (b) �ᄉ(100��)
ͼ3���մ�UO2��϶��Ƭ�ҶȲ���ͼ
Fig.3 Grey-scale pictures of ceramic uranium dioxide
�ֱ��÷�ֵ���ͱ��̶�������20���ᄉ��ȡ�Ľ���ͼ��(ͼ4)�Ŀ�϶����ͼ5��ʾ����ͼ5���Կ�����ͼ���ֵ�ָ�����Ŀ�϶��ԭͼ���϶(ͼ4)�dz��Ǻϣ���϶�ʲ��������Ϊ3.9%���÷�ֵ���ͱ��̶�������100���ᄉ��ȡ�Ľ���ͼ��(ͼ6)�Ŀ�϶����ͼ7��ʾ�����÷�ֵ����ֵ�ָ��������϶(ͼ7(a))��ԭͼ��(ͼ6)��϶�ǺϽϺã���϶�ʲ������Ϊ6.3%���ñ��̶�������ʱ�������ܸ߱��ᄉ�������ܼ������ƹ�����ص�Ӱ�죬���ҶȺܲ����ȣ����¶�ֵ�ָ���������϶ֱ��(ͼ7(b))��ԭͼ��(ͼ6)��϶ֱ����̫�Ǻϣ���϶�ʲ������Ϊ21.8%�����Դ���ʵ�ʵĿ�϶�ʡ���������Ը߱��ᄉ(100����50��)��ȡ�Ľ���ͼ����÷�ֵ���������϶�����϶ֱ���ֲ������ñ��̶������Եͱ��ᄉ(20����10����5��)��ȡ�Ľ���ͼ����÷�ֵ����ͼ�̶����������϶�����϶ֱ���ֲ����ܵõ��ϺõIJ��������������ͼ�̶����ܵ�����ͬ�ı��ҶȲ�����ѡȡ�̶��Ķ�ֵ�ָ�ֵ����֤����������ظ��ԣ��Ҳ��������١���ˣ��ͱ��ᄉ��ȡ�Ľ���ͼ�����ͼ�̶����������϶�����϶ֱ���ֲ������÷�ֵ�����ý����

ͼ4�����ᄉ(20��)��ȡ���մ�UO2��϶��Ƭ
Fig.4 Picture of ceramic uranium dioxide pore grabbed by object lens (20��)
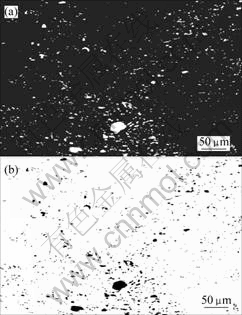
(a) ��ֵ����������϶��Ϊ3.9%;
(b) ���̶�����������϶��Ϊ3.9%
ͼ5 ���ò�ͬ�����������մ�UO2��϶��Ƭ(20��)
Fig.5 Pictures of ceramic uranium dioxide pore with different measured methods (20��)
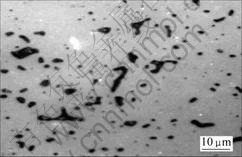
ͼ6 ���ᄉ(100��)��ȡ���մ�UO2��϶��Ƭ
Fig.6 Picture of ceramic uranium dioxide pore grabbed by object lens (100��)
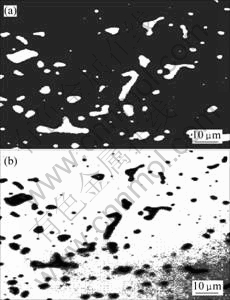
(a) ��ֵ����������϶��Ϊ6.3%;
(b) ���̶�����������϶��Ϊ21.8%
ͼ7 ���ò�ͬ�����������մ�UO2��϶��Ƭ(100��)
Fig.7 Pictures of ceramic uranium dioxide pore with different measured methods (100��)
2.3 �����ӳ�����
�մ�UO2�����϶�������Dz����ȵģ�����ѡһ���������ӳ����в�������������������ȵ�Ҫ�����ӳ�������ȷ����ȡ���ڿ�϶�����IJ����̶� ��Ҫ��IJ������Ȧ�[11]��
��Ҫ��IJ������Ȧ�[11]��
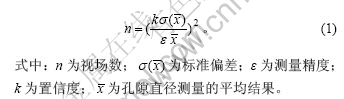
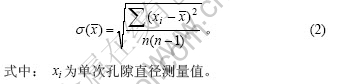
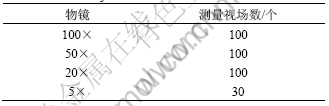
���MeF3A����������Q550ͼ���Dz����մ�UO2�Ŀ�϶�ʣ�����Ҫ������ľ��Ȧź����Ŷ�k������ʽ(1)��ʽ(2)���㣬���ô�������IJ���ֵ(����3)������������ӳ���������������Ҫ��ﵽ3%�����Ŷ�Ϊ95%ʱ���ñ�3�е����ݴ���ʽ(1)��ʽ(2)���㣬��������ӳ���Ϊ300~330����������ᄉ(100����50����20����5��)����ʱ(���ᄉ�������ӳ�������4)��330���ӳ�������������֤���ܴﵽ3%�IJ������Ⱥ�95%���Ŷȣ������ӳ������������һ�¡�
��3 6�ο�϶������ʼֵ
Table 3 Six times pore measured original value

��4 �ᄉ�Ͳ����ӳ�����
Table 4 Object lens and number of measured field
3 �� ��
a. ����ᄉ(100����50����20����5��)�����մ�UO2��϶�����϶ֱ���ֲ��ȵ����ᄉ(20��)�����ľ��ȸ��ߣ��ֲ����߸��⻬��
b. �����մ�UO2��϶�����϶ֱ���ֲ����Եͱ��ᄉ(20����10����5��)��ȡ��ͼ��ȡ�̶����������Ϻã��Ը߱��ᄉ(100����50��)��ȡ��ͼ��ȡ��ֵ���Ϻá�
c. �����ӳ����ɿ�϶���������̶���Ҫ��ﵽ�IJ�����������������Ҫ��ﵽ3%�IJ������������Ŷ�Ϊ95%ʱ����������ӳ���Ϊ300~330����
�ο����ף�
[1] ��־��. �������˺�ȼ�ϵķ�ĩұ����[J]. ��ĩұ����, 1996, 14(1): 63-68.
WU Zhi-ming. P/M technology of uranium dioxide nuclear fuel[J]. Powder Metallurgy Technology, 1996, 14(1): 63-68.
[2] �ҳϣ�����ӷ�ΰ. ���������մɲ��Ͽ鹤���о���չ[J]. ���ܲ���, 2006, 37(6): 849-852.
GAO Jia-cheng, LI Rui, ZHONG Feng-wei. Progress in processes of uranium dioxides pellets[J]. Functional Materials, 2006, 37(6): 849-852.
[3] �����ˣ��汣��. �մɶ��������Ʊ�[M]. ����: ԭ���ܹ�ҵ������, 1984.
CAI Wen-shi, SHU Bao-hua. Fabrication of ceramic uranium dioxide[M]. Beijing: Atomic Energy Industry Press, 1984.
[4] ��־��. �������˷�ĩұ����ѧ[M]. ����: �й����ܹ�ҵ�ܹ�˾������, 1992.
WU Zhi-ming. Uranium dioxide powder metallurgic technology[M]. Beijing: Chinese Nuclear Corporation Press, 1992
[5] AREA�CM3084, An exercise to establish optimum procedures for the characteristic of porosity in UO2 fuel pellets[S].
[6] Allen T. Particle size measurement[M]. 3rd ed. London: Chapmen and Hall, 1981.
[7] Goebelbecker J. Quantitative image analysis of unirradiated breeder-reactor fuel[J]. Journal of Nuclear Materials, 1988, 153: 59-65.
[8] �����٣���־��. �ս��������о�鼼������[M]. ����: �й���������, 1998.
GUO Chun-qing, WU Zhi-ming. Specification for sintered uranium dioxide pellets[M]. Beijing: Chinese Standard Press, 1998.
[9] ��־�棬�� ��, ��۾�. C/C���ϲ��Ͻ�������[J]. ����̼����, 2000, 15(4): 71-73.
HUANG Zhi-feng, XIONG Xiang, XU Hui-juan. Preparation of C/C composite sample for metallographic observation[J]. New Carbon Materials, 2000, 15(4): 71-73.
[10] ISO/TR14321: 1997(E), Sintered metal materials, excluding hard metal metallographic preparation and examination[S].
[11] �ع���. ��������[M]. �ɶ�: �Ĵ���ѧ����������, 1987.
QING Guo-you. Quantitative metallograph[M]. Chengdu: Sichuan Science Technology Press, 1987.
�ո����ڣ�2006-11-08
����飺��־��(1972-)���У����������ˣ�����ʦ��˶ʿ�����½���ͼ�����������о�
ͨѶ���ߣ���־�棬�У�˶ʿ���绰��0731-8876204��E-mail��huang_zhifeng@126.com

