DOI:10.19476/j.ysxb.1004.0609.2019.04.14
超声振幅对石英玻璃表面钎料铺展行为的影响
马志鹏1, 2,于海洋1,许志武2,袁 月1,崔 巍1,闫久春2
(1. 东北石油大学 材料科学与工程系,大庆 163318;
2. 哈尔滨工业大学 先进焊接与连接国家重点实验室,哈尔滨 150001)
摘 要:研究不同振幅超声作用下Sn-9Zn共晶钎料液滴在石英玻璃表面动态铺展行为,并利用ANSYS ICEM CFD软件构建石英玻璃/钎料液滴二维流-固耦合的网格模型,在Fluent的2D求解器中进行数值模拟,分析不同振幅的超声对钎料液滴内部压力变化的影响。结果表明:当超声振幅为4 μm时,钎料液滴最终铺展面积为0.193 cm2;随超声振幅增加,最终铺展面积增大,超声振幅为6 μm和8 μm时,钎料液滴最终铺展面积分别为0.242 cm2和0.395 cm2。超声振幅一定时,随时间延长,钎料液滴铺展速率逐渐降低;随超声振幅增加,同一时刻钎料液滴铺展速率增大。未施加超声时钎料液滴内各位置压力均为正压,且压力值小于400 Pa,而施加超声后钎料液滴内部压力产生周期性正负交替变化,且随超声振幅增加,钎料液滴内部压力绝对值显著增加。当超声振幅为4 μm时,钎料液滴内部压力绝对值最大约为700 kPa;超声振幅为8 μm时,钎料液滴内部压力绝对值最大可达1400 kPa。钎料液滴上各点均存在类正弦变化压力,其声压偏移量沿液滴顶部向下逐渐增大,在下边缘位置处达到最大。由于钎料液滴受类正弦变化且偏移量不同的压力,液滴沿偏移量梯度方向流动,从而导致钎料液滴发生铺展,最终钎料液滴外观形态发生显著变化。
关键词:超声波;石英玻璃;钎料液滴;铺展
文章编号:1004-0609(2019)-04-0772-10 中图分类号:TG454 文献标志码:A
石英玻璃的二氧化硅含量通常都在99.9%以上,具有纯度高、光谱透过范围宽、耐高温、抗热冲击、化学性能稳定、耐射线辐照、电绝缘等优越性能,被广泛用于光源、电子、光通讯、仪表、激光、航天和核技术等领域[1-3]。大功率固体激光驱动器泵浦源[4]、高压气体放电灯的内芯放电管[5]、大功率脉冲氙灯[6]等结构上都需要使用石英玻璃。但石英玻璃本身低延展性和冲击韧性的缺点则阻碍了其在工程结构中的广泛应用。石英玻璃与金属的复合连接件利用了金属塑韧性高、抗冲击能力强等特点,多应用于严酷的工作环境中。
石英玻璃的硅氧四面体网络结构,使其具有非常稳定的电子配对及化学稳定性,这与金属在本质上存在不同,故两者的连接较为困难,特别是石英玻璃表面很难润湿。为了获得良好润湿,一些研究集中在玻璃的表面金属化上,例如在玻璃表面利用磁控溅射方式镀p-Si层[7],真空蒸镀纳米级Ti膜[8],界面反应生成纳米晶γ-Al2O3[9]等。玻璃表面金属化后再与金属进行阳极键合连接,这些方法可以在温度、电场和压力相互配合下解决较小尺寸玻璃与金属润湿的问题,但在大尺寸玻璃与金属的连接上通常会使用钎焊。为了促进钎料与玻璃表面的浸润,大多数研究会在钎料中添加少量活性元素(Ag、Ti、Ni等)。刘洪斌等[10]采用AgCuTi钎料在950 ℃下对SiO2陶瓷玻璃和30Cr3高强钢进行了真空钎焊连接。刘多等[11]采用AgCuTi和TiZrNiCu钎料活性在880 ℃下钎焊了SiO2玻璃陶瓷与TC4钛合金。这种使用活性元素钎料的焊接方法具有连接强度高、工艺简单、接头形状尺寸适应性广等优点,但是该方法所需温度较高且需要真空施焊,同时需要使用活性元素才能使金属与玻璃润湿,导致焊后玻璃/金属接头的残余应力较高,限制了该方法的广泛应用。
为控制残余应力,德国学者KOEBEL等[12]利用低温Sn基钎料,在电场作用下进行Al合金与玻璃的钎焊连接,但是整个连接过程依旧需要活性元素对玻璃表面进行润湿。超声辅助钎焊方法不需要活性元素且能改善钎料与母材表面润湿性能,现已经应用于同、异种金属及非金属等材料之间的连接,其润湿原理就是超声波作用于液态钎料时会产生“声空化”和“声涡流”效应[13-14]。
现阶段使用超声辅助钎焊连接玻璃与金属的研究文献较少,主要集中在陶瓷材料与金属的连接上。孙小磊[15]采用纯Zn和纯Sn钎料进行了Al合金与玻璃的超声波钎焊。结果表明,超声的空化及射流作用使钎料以高温高压的状态接触到母材表面,改善母材与钎料的润湿性。此外,超声的空化及射流作用形成的局部高温高压环境不仅增加了玻璃表面断键数量,促使玻璃与金属之间键合,同时增加了玻璃表面粗糙度,使二者形成致密的机械咬合,增加了连接强度。
KHALID等[16]先将Al2O3陶瓷放入到Zn-Al钎料池中并施加超声波,随后在723 K时进行钎焊,发现在超声波作用下陶瓷与金属间的润湿性及连接强度得到了改善。闫久春等[17]420 ℃时在SiC颗粒增强铝基复合材料上施加超声波进行钎焊实验,发现随着超声振幅、振动时间的增加,SiC颗粒与金属的界面结合得到了增强。张洋等[18]利用SiCP/A356复合材料及Zn-Al钎料在475 ℃时进行超声波辅助钎焊,结果表明钎料与母材间的氧化膜完全消失且焊缝强度明显提高。从上面的研究中可以发现,超声的导入方式主要分为施加于液态钎料及施加于母材表面。当施加于母材表面,超声会通过母材传导进入液态钎料,并对液态钎料产生力的作用,达到液态钎料在母材表面润湿铺展的目的。当前的研究主要集中对润湿结果的分析与表征上,对于在石英玻璃表面超声作用下液态钎料润湿铺展机理及动态过程研究较少。
为此,本文作者以表面无金属化的石英玻璃和Sn-9Zn钎料为研究对象,通过铺展实验与流-固耦合数值模拟相结合,研究了超声作用下液态钎料动态铺展过程,分析了液态钎料内部的声压变化,得到了超声作用下液态钎料的铺展机理。
1 实验与数值模拟
1.1 实验材料与实验过程
实验使用的石英玻璃是商业高纯度石英玻璃,其尺寸是40 mm×10 mm×3 mm。所用金属钎料为Sn-9Zn共晶钎料,其熔点为198.6 ℃。
利用小孔直径为6 mm的不锈钢注射器将熔化的Sn-9Zn钎料制成质量约1 g的钎料小球。随后将钎料小球放置在石英玻璃表面进行加热,温度达220 ℃时钎料熔化,通过超声工具头在石英玻璃表面施加超声振动,其中超声频率为20 kHz,振幅分别为4、6和8 μm,接着移除超声工具头并在空气中冷却,液态钎料小球动态铺展示意图如图1所示。整个铺展过程通过超高速CCD摄影仪进行记录,图像采集频率为20000 s-1,拍摄过程2 s,超声辅助铺展设备示意图如图2所示。
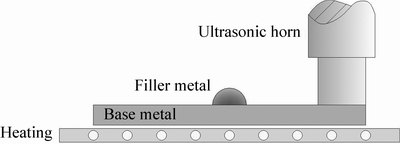
图1 液态钎料动态铺展示意图
Fig. 1 Schematic diagram of dynamic spreading of liquid solder

图2 超声辅助铺展设备示意图
Fig. 2 Schematic diagram of experimental device of ultrasonic-assisted spreading
1.2 钎料液滴模型的建立
钎料液滴数值模拟建立的几何模型是在实际实验模型的基础上抽象出来的,图3所示为在ICEM CFD (The integrated computer engineering and manufacturing code for computational fluid dynamics) 中划分网格后的模型。图4所示为在FLUENT中对钎料及空气划分后的模型,红色区域为液态钎料,蓝色区域为空气。二维流体区域左、上、右均为大气环境,设定其为压力出口,下界面为母材表面设定其为壁面。液态钎料在铺展过程中钎料与母材为非润湿状态,根据实验中的测量值设定二者接触角为120°。母材表面粗糙度会对模拟结果产生影响,根据其实际加工参数设定母材表面粗糙高度为0.2 μm。

图3 网格划分结果示意图
Fig. 3 Schematic diagram of meshing results
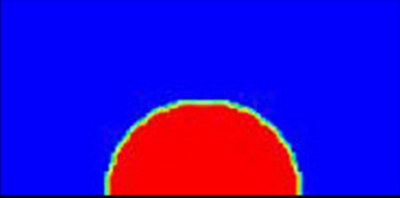
图4 钎料液滴流体区域模型
Fig. 4 Model of fluid area of solder droplet
钎料液滴数值模拟所采用的参数包括:钎料液滴直径为6 mm,二维流体区域40 mm×20 mm,超声施加时间为2 s,加热温度为220 ℃。石英玻璃弹性模量为72 GPa,密度为2100 kg/m3,泊松比为0.17[19-20]。Sn-9Zn钎料的熔点为198.6 ℃,黏度为1.62 mPa・s (220 ℃),密度为6.69 g/cm3[21]。
模拟流体计算区域中控制方程可写成如式(1)的通用形式[22]:
 (1)
(1)
式中: 为通用变量;
为通用变量; 为密度;t为时间;u为速度矢量;
为密度;t为时间;u为速度矢量; 为广义扩散系数;S为广义源项。
为广义扩散系数;S为广义源项。
2 结果与分析
2.1 钎料液滴铺展实验
图5所示为超声波作用下Sn-9Zn钎料在石英玻璃表面的铺展形貌,超声振幅为4 μm。从图5中可以看出,不施加超声时,钎料液滴保持近球状,既不润湿也不铺展。当超声开始作用后,钎料液滴发生一胀一缩的周期性变形,钎料液滴顶端开始发生塌陷变形,铺展过程并不明显。说明此时的超声作用强度驱动钎料液滴铺展比较困难。
图6所示为6 μm超声振幅作用下石英玻璃表面钎料液滴铺展形貌。可以看出,超声作用下钎料液滴铺展过程经历了3个不同的阶段。小于40 ms时钎料液滴变化并不明显,如图6(b)所示。40~120 ms时钎料液滴顶端开始向下塌陷,钎料液滴表面氧化膜受到严重破坏,最终钎料液滴顶端整体向下塌陷(见图6(d))。大于120 ms时钎料液滴所受超声作用增强,钎料液滴以一种紊流形式流动。在超声作用下钎料液滴开始在石英玻璃表面铺展,呈现扩张-收缩的特点。铺展过程较为平缓,钎料液滴均匀地向四周推进,同时上部钎料向下塌陷补充,直至铺展结束,如图6(e)~(h)所示。400 ms后继续施加超声,液滴的铺展面积不再增加,形成了液态钎料薄层。
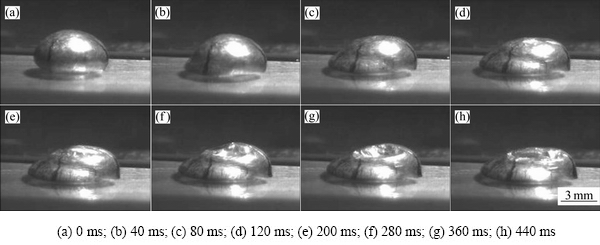
图5 超声振幅为4 μm时石英玻璃表面钎料液滴在不同时刻的铺展形貌
Fig. 5 Spreading morphology of solder droplets on quartz glass surface with 4 μm amplitude at different time

图6 超声振幅为6 μm时石英玻璃表面钎料液滴在不同时刻的铺展形貌
Fig. 6 Spreading morphology of solder droplets on quartz glass surface with 6 μm amplitude at different time

图7 超声振幅为8 μm时石英玻璃表面钎料液滴在不同时刻的铺展形貌
Fig. 7 Spreading morphologies of solder droplets on quartz glass surface with 8 μm amplitude at different time
继续增大超声振幅至8 μm,钎料在石英玻璃表面的铺展过程如图7所示。当40 ms时因外部超声波作用逐渐拉伸变形而导致钎料液滴底部氧化膜破裂,钎料在超声作用下从破裂氧化膜处钻出。钎料液滴在超声作用下迅速铺展。
图8所示为不同超声振幅下钎料液滴铺展面积统计图。从图8中可以看出,随超声振幅增加,钎料液滴最终铺展面积增大。当超声振幅为4 μm时,钎料液滴最终铺展面积为0.193 cm2;超声振幅为6 μm时,钎料液滴最终铺展面积为0.242 cm2;超声振幅为8 μm时,钎料液滴最终铺展面积为0.395 cm2。不同超声振幅作用下随超声时间的延长,钎料液滴铺展面积继续扩大,但由折线斜率变化可知,钎料液滴铺展速率逐渐降低。这是由于超声作用于钎料液滴时,时间越长,液滴吸收的能量越多,温度随之升高,液滴表面氧化越严重。破碎的氧化膜集聚在液滴表面及铺展前沿,液滴铺展阻力不断增大。相同时间内,随超声振幅增加,液滴铺展速率增加,超声波振幅为8 μm时达到最大,钎料液滴在超声作用下迅速铺展,铺展过程也为周期性的扩张-收缩过程,且在扩张时界面前沿的钎料伴有明显的雾化现象。

图8 不同超声振幅下钎料液滴铺展面积统计图
Fig. 8 Statistics diagram of solder droplets spreading area under different ultrasonic amplitudes
2.2 钎料液滴铺展模拟
液态钎料的铺展是由于其内部的压力发生变化而导致,而内部压力会对钎料铺展过程中外观形态产生影响。铺展过程中,液态钎料的内部压力取决于自身重力、表面附加压力及外加的超声作用。超声波传入液态介质内仅以纵波的形式存在,即为疏密变化的压力波,压力波在液态介质内传播会发生压力变化。图9所示为无超声作用下钎料液滴内不同时刻的压力变化过程。仅在重力作用下液滴内各位置均为正压,且压力值在400 Pa以下,最靠近下表面处压力最大,沿竖直向上方向压力逐渐减小,不同时刻的压力分布基本不发生变化。
图10(a)~(f)所示为施加振幅为4 μm的超声振动时,单个超声周期内50~100 μs钎料液滴内部压力的变化。由图10可见,在单个超声周期内,钎料液滴内部压力不断发生变化。在50 μs时整个液滴内部压力以正压为主,当达到60 μs时液滴内部压力变为负压,压力绝对值显著增大。当达到70 μs时液滴内部压力分布与60 μs时分布基本相同。在80 μs时压力已转变为正压,液滴圆心附近压力最大,沿半径方向压力逐渐递减。在100 μs时液滴内部压力又恢复至50 μs时液滴压力所示的分布。
施加振幅为6 μm的超声振动,液滴内部压力变化如图11(a)~(f)所示。从图11中可以看出,在单个超声周期内,钎料液滴内部压力也呈现正压-负压-正压的交替变化。在50 μs时液滴内部压力以正压为主,在60~70 μs时内部压力为负压,液滴圆心蓝色区域处内部压力绝对值最大,沿半径向外方向内部压力绝对值逐渐减小;在80~90 μs时液滴内部压力变为正压,液滴圆心红色区域压力值最大,沿半径向外方向压力值逐渐减小。

图9 无超声作用钎料液滴在不同时刻的内部压力
Fig. 9 Internal pressure of solder droplets without ultrasound at different time

图10 超声振幅为4 μm时钎料液滴在单个周期内不同时刻的内部压力
Fig. 10 Internal pressure of solder droplets with 4 μm amplitude within one ultrasound cycle at different time
图12(a)~(f)所示为施加振幅为8 μm的超声振动时液滴内部压力变化。从图12中可以看出,在单个超声周期内钎料液滴内部压力仍然呈现正压-负压-正压交替变化规律,但是钎料液滴内部压力绝对值明显高于超声振幅为4 μm和6 μm时钎料液滴内部压力的绝对值。对比未施加超声作用下钎料液滴内部压力变化,施加超声后钎料液滴内部压力绝对值显著增大。说明随着超声振幅增加,钎料液滴内部压力绝对值逐渐增加。在未施加超声时,钎料液滴只受重力作用,内部压力基本不变。施加超声后,钎料液滴受到超声附加力作用,超声振幅增加,钎料液滴内部压力变化幅度越大。
由此可知,在单个超声周期内钎料液滴内部压力呈正压向负压再向正压的连续转换,在液滴圆心附近的声压绝对值最大,沿半径方向逐渐递减。正是这种压力的周期性正负交替变化导致液滴内部的周期性流动以及外部周期性变形过程。从图10~12也可以看出,钎料液滴存在压力分布不对称的时刻,主要是所模拟钎料液滴的振动情况实际为下壁面各节点处的振动,由于超声从一侧导入进行传播,导致壁面各节点处产生振动存在时间差,钎料液滴振动变化存在一定先后顺序。
2.3 钎料液滴铺展动力分析

图11 超声振幅为6 μm时钎料液滴在单个周期内不同时刻的内部压力
Fig. 11 Internal pressure of solder droplets with 6 μm amplitude within one ultrasound cycle at different time

图12 超声振幅为8 μm时钎料液滴在单个周期内不同时刻的内部压力
Fig. 12 Internal pressure of liquid solder with 8 μm amplitude within one ultrasound cycle at different time
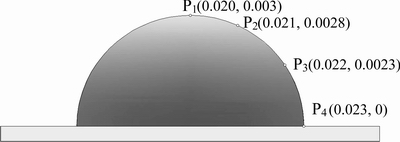
图13 钎料液滴气液界面处微元位置示意图
Fig. 13 Schematic diagram of infinitesimal position at gas-liquid interface of solder droplets
为了研究钎料液滴气液界面处的压力变化,将钎料液滴设为半球体,圆心初始位置为坐标原点,沿X轴正方向等间距在气液界面上取4个微元点P1、P2、P3和P4,所取钎料液滴界面微元位置示意图如图13所示。为避免初始施加超声时声压不稳,所计算数据不准确,提取超声振幅为6 μm时4个微元点上30~33连续周期内(即1.5~1.65 ms)的压力变化数据,以该数据绘制出钎料液滴气液界面处所受压力变化曲线,如图14所示。通过对钎料液滴气液界面处4个微元点不同时刻压力进行曲线拟合,得到4个微元点P1、P2、P3和P4气液界面处压力与时间数据曲线,其所对应的函数表达式分别为

 (2)
(2)

 (3)
(3)

 (4)
(4)

 (5)
(5)
结合图14及式(2)~(5)可知,气液界面处微元点声压与时间变化曲线为类正弦曲线,其函数表达通式为
 (6)
(6)
式中:Pu为微元所受压力;PA为声压幅值;Pc为正、负半波的偏移量;f为频率;t为超声作用时间;ti为初始相位。

图14 气液界面处各微元点压力与时间关系曲线
Fig. 14 Pressure-time curve of each infinitesimal points at gas-liquid interface
表1所列为图13中钎料液滴气液界面处4个不同位置微元所受压力经拟合后所得函数表达式中各参数值。从表1中可以看出,不同位置微元压力的频率f均为20 kHz,与所施加超声频率相同。不同位置微元的初始相位ti基本不变。对比式(6)中其他变量,频率f与初始相位ti均可视为常数。正、负半波偏移量Pc即声压偏移量,表示呈正弦分布的压力向某一方向偏移值,偏移存在方向性,由表1可以看出在气液界面上4个微元点偏移量均为负(即偏移方向向下),微元点P4处的偏移量最大。声压幅值PA的大小只表征该位置处的声强大小,声压幅值受声波在液态介质中的传播特性影响,在传播过程中强度发生衰减,因此距离声压源(石英玻璃母材)越远,声压幅值越小。所以气液界面上声压幅值PA在微元点P4处最大,沿气液界面由下至上逐渐减小,距离石英玻璃母材最远处的微元点P1处最小。
表1 在1.5~1.65 ms内钎料液滴不同位置微元所受超声附加压力的函数
Table 1 Function of ultrasonic additional pressure at different positions of solder droplets during 1.5-1.65 ms

表2所列为1.5~1.65 ms时间内不同振幅下钎料液滴微元点P4处正、负半波的偏移量Pc及声压幅值PA值。从表2中可以看出钎料液滴微元点P4处Pc及PA值随超声振幅增大而增大。当钎料液滴受到一个完全正弦无偏移量的力作用时,钎料液滴只会以初始位置为中心做完全对称往复运动,但当该力存在偏移量时则会使钎料液滴发生定向偏移,模拟中各微元点压力均为存在偏移的类正弦变化,且偏移方向向下,沿钎料液滴顶部向下逐渐增大,在边缘位置处达最大,导致钎料液滴沿偏移量梯度方向流动,从而促使液滴向外铺展,且超声振幅越大偏移量和声压幅值越大。因此可以认为,液滴各位置微元所受声压偏移量的不同是导致钎料液滴发生铺展的根本原因。
表2 1.5~1.65 ms时间内不同幅下钎料液滴微元点P4处Pc及PA值
Table 2 Pc and PA of infinitesimal 4 within solder droplets at different amplitudes during 1.5-1.65 ms

从上面分析可以看出,在超声波施加在石英玻璃上的同时,钎料液滴在偏移量压力梯度作用下,内部开始出现强烈的扰动,液滴内各微元体之间不断发生相对位移,液滴无法维持稳定状态,离开平衡位置,铺展变形。从宏观角度上,此时由超声机械振荡在气液固三相界面处产生界面剪切力,与液体表面张力及内部黏性阻力相互抵消,液滴变形过程受阻,继而滞止,同时后续液滴由于惯性的作用继续向端部聚集,形成顶端塌陷状变形。随后,由于界面剪切力以及液滴本身重力的作用,液滴开始反向运动,形成椭球形。此时,后部液体不断向顶部聚集,液滴顶端形成凸起状。在超声继续作用下,钎料液滴所受压力绝对值增大,内部扰动加剧,界面剪切力增大,表面张力以及内部黏性阻力联合作用被打破,液滴经顶端塌陷、顶端凸起变形后继续铺展。随铺展面积增大,界面剪切力、表面张力及内部黏性阻力达到新的平衡,液滴滞止。
3 结论
1) 超声对石英玻璃表面上的Sn-9Zn钎料液滴铺展有促进作用。当超声振幅为4 μm时,钎料液滴最终铺展面积为0.193 cm2。随超声振幅增加,最终铺展面积增大,超声振幅为6 μm时最终铺展面积为0.242 cm2,超声振幅为8 μm时最终铺展面积为0.395 cm2。超声振幅大于8 μm时,钎料液滴出现明显雾化现象。
2) 超声对Sn-9Zn钎料液滴的内部压力产生影响。未施加超声时,钎料液滴内部压力较小,施加超声后,在单个超声周期内钎料液滴内部压力随时间呈现周期性正、负压的连续转换,钎料液滴内部压力绝对值显著增大,且随超声振幅增大,液滴内部压力变化幅度增加。在超声振幅为8 μm时内部压力变化幅度最大,内部压力绝对值可达1400 kPa。
3) Sn-9Zn钎料液滴在石英玻璃表面铺展的主要驱动力来源于超声作用,超声振幅越大偏移量和声压幅值越大。超声作用使得钎料液滴受方向向下大小不同正弦分布的声压偏移量作用,导致钎料液滴沿偏移量梯度方向流动,从而促使液滴向外铺展。
REFERENCES
[1] 仇中军, 伊 萍, 卢 翠, 房丰洲. 石英玻璃表面改性后的力学特性分析[J]. 材料科学与工程学报, 2013, 31(1): 6-10.
QIU Zhong-jun, YI Ping, LU Cui, FANG Feng-zhou. Mechanical property analysis of modified quartz glass[J]. Journal of Materials Science and Engineering, 2013, 31(1): 6-10.
[2] 周红伟, 谷美林, 魏 智, 张建华. 超声振动辅助微铣削石英玻璃铣削力的研究[J]. 工具技术, 2014, 48(5): 32-35.
ZHOU Hong-wei, GU Mei-lin, WEI Zhi, ZHANG Jian-hua. Research on milling force in ultrasonic vibration micro-milling of transparent quartz glass[J]. Tool Engineering, 2014, 48(5): 32-35.
[3] 苏 英, 贺行洋, 向在奎, 余 刚. 石英玻璃的结构缺陷及其形成机理[J]. 武汉理工大学学报, 2007, 29(8): 50-54.
SU Ying, HE Xing-yang, XIANG Zai-kui, YU Gang. Structural defects and formation mechanism in silica glasses[J]. Journal of Wuhan University of Technology, 2007, 29(8): 50-54.
[4] 崔新强, 蒋宝财, 郭向朝. 石英玻璃表面金属沉积层的界面研究[J]. 材料保护, 2008, 41(9): 5-7.
CUI Xin-qiang, JIANG Bao-cai, GUO Xiang-chao. Interface research of metal deposited layer on quartz glass surface[J]. Materials Protection, 2008, 41(9): 5-7.
[5] 严增濯. 石英玻璃与金属封接技术进展[J]. 光源与照明, 2005(4): 14-18.
YAN Zeng-zhuo. Sealing technology progress in quartz glass and metal[J]. Lamps and Lighting, 2005(4): 14-18.
[6] 李海兵, 蒋宝财, 刘建军, 林文正, 胡丽丽. 脉冲氙灯用新型复合石英玻璃管性能的研究[J]. 武汉理工大学学报, 2007, 29(s1): 101-104.
LI Hai-bing, JIANG Bao-cai, LIU Jian-jun, LIN Wen-zheng, HU Li-li. Research on properties of compound silica glass tube for xenon flash lamp[J]. Journal of Wuhan University of Technology, 2007, 29(s1): 101-104.
[7] KNAPKIEWICZ P, CICHY B, POSADOWSKI W, TADASZAK K, SNIADEK P, DZIUBAN J. Anodic bonding of glass-to-glass through magnetron spattered nanometric silicon layer[J]. Procedia Engineering, 2011, 25(25): 1629- 1632.
[8] MROZEK P. Anodic bonding of glasses with interlayers for fully transparent device application[J]. Sensors and Actuators A: Physical, 2009, 151(1): 77-80.
[9] XING Q F, SASAKI G. Nanostructured gamma-alumina formed during anodic bonding of Al/glass[J]. Solid State Lonics, 2007, 178(3/4): 179-185.
[10] LIU D, ZHANG L X, FENG J C, LIU H B, HE P. Microstructure and fracture behavior of SiO2 glass ceramic and TC4 alloy joint brazed with TiZrNiCu alloy[J]. Journal of Central South University of Technology, 2009, 16(5): 713-716.
[11] 刘 多, 张丽霞, 何 鹏, 冯吉才. SiO2玻璃陶瓷与TC4软合金的活性钎焊[J]. 焊接学报, 2009, 30(2): 117-120.
LIU Duo, ZHANG Li-xia, HE Peng, FENG Ji-cai. Active brazing of SiO2 glass ceramic and TC4 soft alloy [J].Transactions of the China Welding Institution, 2009, 30(2): 117-120.
[12] KOEBEL M M, HAWI N E, LU J, GATTIKER F, NEUENSCHWANDER J. Anodic bonding of activated tin solder alloys in the liquid state: A novel large-area hermetic glass sealing method[J]. Solar Energy Materials and Solar Cells, 2011, 95(11): 3001-3008.
[13] 闫久春, 杨春利, 刘会杰, 崔 炜, 谢伟峰, 郭卫兵. 超声复合焊接研究现状及科学问题[J]. 机械工程学报, 2015, 51(24): 41-49.
YAN Jiu-chun, YANG Chun-li, LIU Hui-jie, CUI Wei, XIE Wei-feng, GUO Wei-bing. Overview on ultrasonic-assisted welding and its scientific issues[J]. Journal of Mechanical Engineering, 2015, 51(24): 41-49.
[14] CHEN X, YAN J, REN S, WEI J, WANG Q. Ultrasonic-assisted brazing of SiC ceramic to Ti-6Al-4V alloy using a novel AlSnSiZnMg filler metal[J]. Materials Letters, 2013, 105 (a1): 120-123.
[15] 孙小磊. 超声波振动辅助钎焊玻璃的工艺及机理研究[D]. 哈尔滨: 哈尔滨工业大学, 2009.
SUN Xiao-lei. Progress and mechanism of ultrasonic vibration assisted soldering glass[D]. Harbin: Harbin Institute of Technology, 2009.
[16] KHALID M H, NAKA M. Mechanism of ultrasonic irradiation on joining of alumina/copper[J]. Trans JWRI, 2002, 31(2): 177-180.
[17] 闫久春, 孙小磊. 超声波振动辅助钎焊技术[J]. 焊接, 2009(3): 6-13.
YAN Jiu-chun, SUN Xiao-Lei. Ultrasonic vibration assisted brazing technology[J]. Welding & Joining, 2009(3): 6-13.
[18] 张 洋, 闫久春, 陈晓光. SiCp/A356复合材料超声波辅助钎焊[J]. 焊接学报, 2009, 30(3): 89-92.
ZHANG Yang, YAN Jiu-chun, CHEN Xiao-Guang. SiCp/A356 composites of ultrasonic assisted brazing[J]. Transactions of the China Welding Institution, 2009, 30(3): 89-92.
[19] YOSHIDA S, SANGLEBOEUF J C, ROUXEL T. Quantitative evaluation of indentation-induced densification in glass[J]. Journal of Materials Research, 2005, 20(12): 3404-3412.
[20] XU Z H, LI X. Effect of sample tilt on nanoindentation behaviour of materials[J]. Philosophical Magazine, 2007, 87(16): 2299-2312.
[21] GANCARZ T, PSTRUS J, GASIOR W, HENEIN H. Physicochemical properties of Sn-Zn and SAC + Bi alloys[J]. Journal of Electronic Materials, 2013, 42(2): 288-293.
[22] 王福军. 计算流体动力学分析: CFD软件原理与应用[M]. 北京: 清华大学出版社, 2004: 113-142.
WANG Fu-jun. An analysis of computational dynamics-the principle and application of CFD software[M]. Beijing: Tsinghua University Press, 2004: 113-142.
Effect of ultrasonic amplitude on dynamic spread behavior of solder droplets on quartz glass surface
MA Zhi-peng1, 2, YU Hai-yang1, XU Zhi-wu2, YUAN Yue1, CUI Wei1, YAN Jiu-chun2
(1. Northeast Petroleum University, Department of Materials Science and Engineering, Daqing 163318, China;
2. Harbin Institute of Technology, State Key Laboratory of Advanced Welding and Joining, Harbin 150001, China)
Abstract: The dynamic spreading behavior of Sn-9Zn eutectic solder droplets was investigated on the surface of quartz glass using ultrasonic waves with different amplitudes. The two-dimensional flow-solid coupling model of quartz glass/solder droplets was constructed using ANSYS ICEM CFD software and the numerical simulations were performed on Fluent 2D solver to analyse the influence of the internal pressure of the solder droplets at different ultrasonic amplitudes. The results show that when the ultrasonic amplitude is 4 μm, the final spreading area of the solder droplet is 0.193 cm2. With an increase in the ultrasonic amplitude, the final spreading area of the droplets increases. When the ultrasonic amplitudes are 6 and 8 μm, the final spreading areas of the solder droplets are 0.242 and 0.395 cm2, respectively. When the ultrasonic amplitude is constant, the spreading rate of the solder droplets decreases gradually with time, whereas with an increase in the ultrasonic amplitude, their spreading rate increases. When no ultrasonic is applied, the pressure on the position of each solder droplet is positive and is less than 400 Pa. After the application of ultrasonic, the internal pressure of the solder droplets becomes periodic, alternating between positive and negative. And with an increase in the ultrasonic amplitude, the absolute value of the internal pressure of the solder droplets increases significantly. When the ultrasonic amplitude is 4 μm, the absolute value of the internal pressure of the solder droplets is about 700 kPa, and at 8 μm in ultrasonic amplitude, the absolute value of their internal pressure can reach 1400 kPa. There is a sine-like variation in pressure at each point of the solder droplets, and the sound pressure offset gradually increases from the top down, reaching a maximum at the droplets’ lower edge. Since the solder droplets are subjected to pressures with sine-like variations and different offsets, the droplets flow along the direction of the offset gradient, which causes them to spread in such a way that, finally, the appearance and morphology of the solder droplets change significantly.
Key words: ultrasonic; quartz glass; solder droplet; spreading
Foundation item: Projects(51674090, 51574099, 51607035) supported by the National Natural Science Foundation of China
Received date: 2018-03-28; Accepted date: 2018-10-16
Corresponding author: MA Zhi-peng; Tel: +86-459-6503793; E-mail: mazhipeng77@163.com
(编辑 王 超)
基金项目:国家自然科学基金资助项目(51674090,51574099,51607035)
收稿日期:2018-03-28;修订日期:2018-10-16
通信作者:马志鹏,副教授,博士;电话:0459-6503793;E-mail:mazhipeng77@163.com

