ϡ�н��� 2005,(01),83-87 DOI:10.13373/j.cnki.cjrm.2005.01.018
��ͭ���ʪ��ұ�����о���չ
��sֵ ������
���ϴ�ѧұ���ѧ�빤��ѧԺ,������ɫ�����о���Ժ������Դ��ұ������о���,������ɫ�����о���Ժ������Դ��ұ������о��� ���ϳ�ɳ410083 ,����100088 ,����100088
ժ Ҫ��
�����˻�ͭ��ʪ��ұ������½�չ���������� , ̽���˻�ͭ��ʪ��ұ��ķ�չǰ����Dynatec��ú�����̺�CESL���ν������̺ܺõؽ��������ѹ��������������е������Ӱ�� , �Բ��ʵ���ʴ��Ҫ��� , �ڵ��ܺ��»���˸ߵĽ���Ч�� , ������Ҫ�ֲ��ڻ�ͭ���еĺ���ͭ���� , �ɻ�úܸߵĽ�����ʡ�Intec��HydroCopper�����ڳ�ѹ�����Ȼ������кܺõؽ�����ͭ�� , ����ͬʱ���հ����Ĺ���� , �������м��Ʒͭ�ۿ�ֱ�Ӽӹ��߸���ֵ��Ʒ , �ܺĵ� , �����ʸ� , �Ǹ���ͭ����ʪ��ұ���;����Geocoat���յĵ���ʹ�ø�Ʒλ��ͭ����ģ����ϸ������������Ϊ��ʵ , ���˷���ϸ���������豸Ҫ��ߵ�ȱ�� , ���öѽ������� , �Ե͵����гɱ���ȡ�ߵĻ�ͭ�������
�ؼ��ʣ�
��ͭ�� ;ʪ��ұ�� ;ѹ���������� ;�Ƚ��ʽ��� ;������� ;
��ͼ����ţ� TF811
�ո����ڣ� 2004-07-22
Progress in Chalcopyrite Hydrometallurgy Process
Abstract��
Chalcopyrite is main copper resources and its leaching process is a key step in hydrometallurgy of copper sulfide ores. The hydrometallurgical processes investigations for chalcopyrite ores are reviewed, and the features of the pressure leaching process, the chloride leaching process, the bioleaching process are described. The potential application of hydrometallurgy processes for chalcopyrite ores are discussed. The influence of elemental sulphur was effectively resolved by Dynatec process adding coal powder and CESL process with two step leaching during moderate temperature pressure leaching process, which could get higher metal leaching recovery with lower energy consume and equipment corrosion, adapt especially to gold contained copper sulfide concentrate. For Intec process and Hydro Copper process, chalcopyrite could be leached in the chlorine medium at atmosphere pressure and moderate temperature, the middle product, copper powder, could be processed further into higher value copper product with low energy consume and high recovery, they were effective hydrometallurgy process of the complicated copper sulfide concentrate. Geocoat process made it possible to economically bioleach chalcopyrite concertrate at commercial scale with the moderate thermophiles and the extreme thermophiles, it took an advantage of heap leaching, got high leaching recovery for chalcopyrite with low operation cost.
Keyword��
chalcopyrite; hydrometallurgy; pressure leaching; chloride leaching; bioleaching;
Received�� 2004-07-22
��ͭ����ͭ��Դ������Ҫ��ɲ���, ��ͭ��Ľ�����ͭ��ʪ��ұ��ĺ��ġ� ��ͳ�Ļ�ͭ������ͭ��Ļ��չ���Ϊ��ѡ�����ұ��, ������ʪ��ұ�����ķ�չ�ͻ�������Ҫ������, ʪ����ͭ����Ͷ�ʡ������ɱ������ӿ�ʯ���ۺ����õȷ���ռ�������ơ� ��ȡ�����ijɹ�Ӧ�ø�ͭ��ʪ��ұ������˸����Եı仯, ����شٽ���ͭʪ��ұ��ҵ, ��������һЩ����Ե��¼����¹���, ʹ����ԭ�����ƻ�ͭ��ʪ��ұ����ʵʩӦ�õ�����õ���������� ��Щ�¼����¹����Ѿ�Ӧ���ڻ�߱��˹�ҵӦ���ڻ�ͭ��ʪ��ұ�������, �������ִ�ʪ��ͭұ��ҵ�Ļ�����
1 ѹ����������
��ͭ��ѹ���������������¶ȷ�Ϊ���¡� ���º͵���, ��������һ��Ϊ����, �� (����) Ϊ������
[1 ,2 ]
�� �����������һ���¶���200~230 ��, ѹ����4~6 MPa, ��������, ͭ������ͭ��ʽ������, ���������������Ϊ������� ���, �������������ϴ�, ÿ��������Ҫ0.212 kg������ ���������в������������鷳�ĵ�����, ����Һ����ȡ�������������������ͭ, �����еĹ�������軯������, �ɻ�úܸߵ�ͭ����������ʡ� ��ͭ����ܽ�����Ӧ��дΪ:
2CuFeS2 +H2 SO4 +8.5O2 =2CuSO4 +Fe2 (SO4 ) 3 +H2 O
����Ƚϵ�ʱ, ��������ˮ�����ɳ�����, �������ᡣ
Fe2 (SO4 ) 3 +3H2 O=Fe2 O3 +3H2 SO4
Sherritt Gordon, INCO, Freeport Sulphur�ȹ�˾�Ⱥ���й���Ӧ�Ļ�ͭ����¸�ѹ�����о�, ȡ���˽Ϻõ�Ч���� 20����90���, Cominco��˾�ð���ͭ�� ��ͭ����Ͽ���180~220 ��, 1~2 MPa����ѹ��, ����ʯ��ȫ������, 60 minͭ�Ľ����ʾ���99%����, ��ȡҺ��[Cu]36~78 g��L-1 , ����40~31 g��L-1 , [Fe]<1 g��L-1 �� Placer Dome��˾�Լ��ֺ����ͭ����еĸ��¸�ѹ����������, ��200~220 ��, �������98%���ҵ�ͭ�����ʡ� ���ӽ�ͭ�����軯�ս�, 200 ��Ľ���, ����軯������Ϊ83%~99%, ��220 ��Ľ���������軯������Ϊ98.9%~99.6%, �����¶ȶ�ͭ�Ľ����ʡ� ���ij������������������Ӱ�졣
�������������ͭ����ٶ����¶����, ��180 ������ʱ�� ���������ı�ʾ�Ļ�ͭ������ٶȺ���, ��ȡ�����ܷ�ӦʽΪ:
CuFeS2 +4H+ +O2 =Cu2+ +Fe2+ +2S+2H2 O
����ѹ��������ȡ��������150~170 ����е�, ��������ʼ�ν�ȡ�ٶȱȽϿ�, �������γɵĵ�������������, ��Ӧ�ٶ��½������� ��ʮ�������½�ȡ��ͭ���������, �ڿ˷����ﵥ����Խ�����Ӧ��Ӱ����о���, �����Ӵӹ�ҵӦ�ú��̷���Ѱ�ҽ�������� ĿǰΪ��ֹ��Ĥ�����ö��������¹�������, ���д����Ե�Ϊ:
Dynatec��˾����������ú�۹���, ��ѡ�õ�ú (��̼25%~55%) ĥϸ��60 ��m (������һ��ĥ��) ���ڻ�ͭ����һ�����, ú��������һ��Ϊ10 kg��t-1 ����, ��ȡ������ú�۵ķֽ���С��50%�� ����90% 13 ��m��ͭ����, ����Һ�����ᡢ �������� ����ͭ���, ��150 ��, 750 kPa����ѹ�½���6 h, ͭ������98.4%, ������26.8%, ú�۵ķ�ɢЧ������ľ���ػ����ơ�
Cominco��˾������CESL����Ϊ������������, ��һ�ν���Ϊ150 ������ϡ������������� (�������з�ɢ�����������) ��ѹ��������, ��ȡҺ����~12 g��L-1 Cl- , 15~20 g��L-1 Cu2+ , Cu2+ ������ֱ���������� ��������ʹ����pH 2.3~3.5, ͭת��Ϊ��ʽ����ͭ, ��ת��Ϊ������, Լ90%��������Ϊ������, ����Ϊ�����; �ڶ��ν���Ϊ��ѹ40 ��, ά��pH 1.5~2, ʹ��ʽ����ͭ�ܽ�, ����������������Һ�� �����Ƿ��ȷ�Ӧ, ���η�Ӧ���������, ����Լ1 h, ��һ�ν���Һ����ȡ����������һ�ν���, ���ν���Һ��ȡ�� ����������ͭ�� ȫ����ͭ�Ļ����ʴﵽ99%��
AAC-UBC���������³�����������о��ҺͲ��е߸��ױ��Ǵ�ѧ���Ͽ�����ʪ��������ͭ���������, ����ϸĥ����ѹ��, ĥϸ�ȴ�P80 10~20 ��m, ����125~225 kg��t-1 ���ἰľ���ػ����Ƶȱ�����Լ�, ��150 �� 700 kPa����ѹ, ��Һ��1/7 (kg��L-1 ) �½���2~4 h�� ����ĥϸ��P80 5 ��m ���, 2 h���ɴﵽ98%��ͭ������, ��P80 10 ��m �Ŀ��, ����Ҫ3 h���ܴﵽ98%��ͭ�����ʡ� ����������, ���������������ȫ, ƽ����70%����ת��Ϊ������ �ӽ������軯���ս�Ľ��һ�㶼�ܺ�, �����ȡ����80%~95%֮��, ���軯����������ϴ�, �ﵽ20 kg��t-1 , ʯ������Ҳ�ﵽ30 kg��t-1 ��
������������һ����120 �����½���, �ڵ������۵�֮��������ȡ��ͭ��ͬ���жۻ�����, Ϊ�˷��������ͷ�Ӧ�Ķۻ�����, һ�ǻ��ͭ��, һ�����ӽ����������������� ����Ч�Ļ��ʽ�dz�ϸĥ�� 20����90���Cominco ��˾������Чϸĥ���ɹ��������ʺ����Ѵ�����ĵ���������ȡ����, ��Activox����, ����Ӧ���ڻ�ͭ���ʪ��ұ��, һ��ĥϸ��Ϊ100% 15 ��m (P80 5 ��m ) , ����Һ�м���2~10 g��L-1 ��������, �ڵ���120 �漰1 MPa����ѹ��, ���½�ȡ45~60 min, ͭ�Ľ����ʿɴ�98%, ���еĽ��軯��������74%~98%֮��, �����軯�����Ľϸ�, һ����15~20 kg��t-1 ������ ��ʯ�е���ת��Ϊ������ı���Լ60%~70%, ������������ơ�
2 �Ƚ��ʽ���
���������Ȼ��︯ʴ���²��ϵĵ���, �Ȼ�����ϵ��ʪ��ұ����о����˳���ķ�չ, �Ȼ�����Һ��ȡ��ͭ������������Һ�����ֶۻ�����, ��ʹ������۵�֮�¡� ��ȡ�����Ƚϴ�Ŀ��, Ҳ�ܴﵽ�ܸߵĽ�ȡ��
[3 ,4 ,5 ,6 ]
��
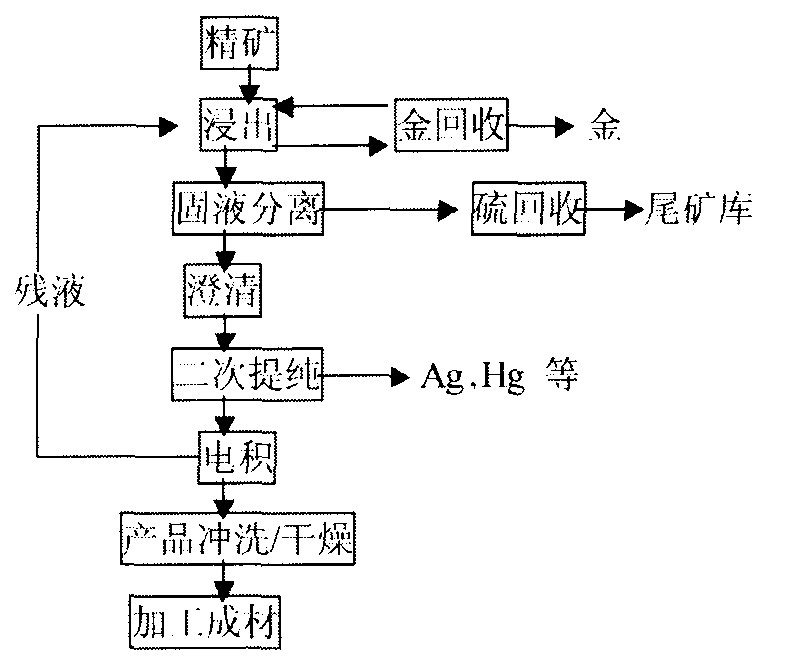
�Ȼ�������ͭ���������·��, ���й�ҵӦ�ü�ֵ��ΪIntec��Hydro Copper ���ա� Intec������һ��ʹ���Ȼ�����Һ�к����Ȼ�ͭ��±���������ܽ�����, �����ڳ�ѹ��80~85 ���������, ����������ϵͳ�н��С� ͭ�ڵ��������֦״�����ʽ�������������, ��ֱ�����ڷ�ĩұ���ѹ�Ƴɲ�, �������Դﵽ�ؽ���������A��ͭ���� ���ڵ���Ǵ�ͭ��һ��״̬��ʼ��, ���Ե�������ֻ�dz�������һ�롣 �ù��յĶ���֮���ǽ�Ҳ��֮����, �����ڻ���̿�ϡ� ���������ڵ���۵�����������, ��ͼ1��ʾ��
Intec������1994��8����1995��11�½������м乤��ʵ��, ���ֽ����˲�ͬ��ʯ��ҵ��ʵ�顣 �ڹ�ҵʵ����, ��������ԭ�ȵ��ļ�����������Ϊ����, ÿ����2��������, ��ʯĥ��80% 40 ��m, �ӵ�һ������, �����������������±�����ȡ��, ��������λ�ߴ�550~650 mV, ���ڴ˼��������� �ܽ���ʱ��12~14 h, �¶���Ϊ85 ��, ���ս�ȡҺ��Cu71 g��L-1 �� ��ʵ������, ȫ���̶�ͭ���1650 kW��h, �粻������Һѭ��, ��ֻ��
ͼ1 Intec���տ�ͼ Fig.1 Intec copper process flow diagram
1435 kW��h�� ��ȡʱ����Ϊ������, ���踻��, �������Ϊ������, ������, ���һ��ͭ����, ���ܺı�����ʪ��ұ�����̶��͡�
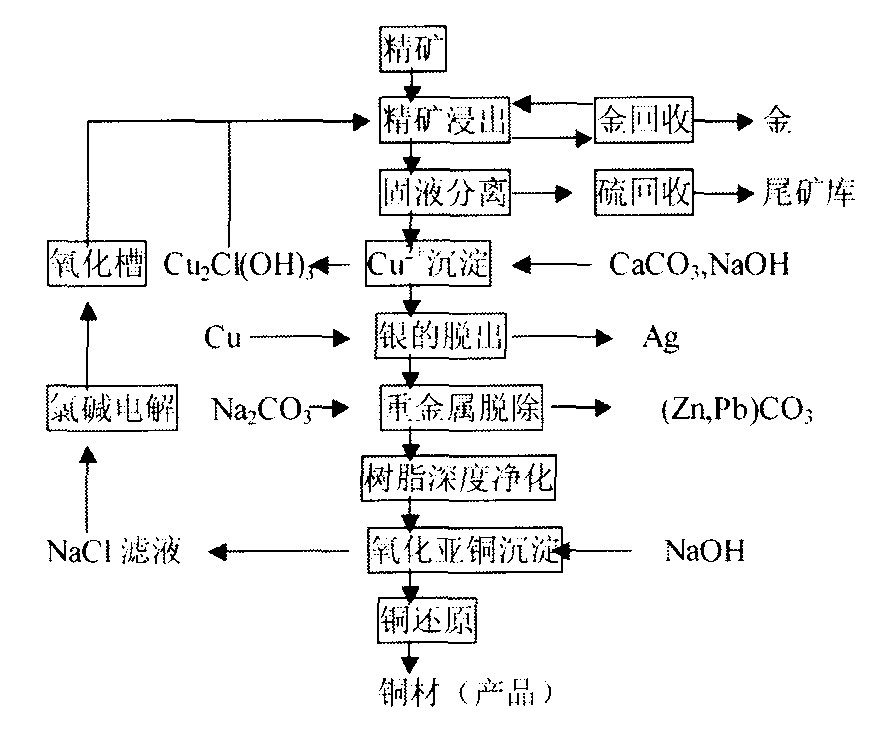
Outokumpu��˾�������о�����, �����Hydro Copper��ͭ��ʪ��ұ��������, ���ڴ�������ͭ����, ��������������ͭ��Ͷ�ʺͲ����ɱ��� �ù��ղ���Cu2+ ����Ϊ������, ���Ƚ����о���ѹ������������, �����¶�80~100 ��, ��������ʱ��10~20 h, ͭ�Ľ�����98%, ����������ɵ�����, ������������������� ͨ�����Ʒ�Ӧ��������ʹpH 1.5~2.5, ��ȡҺ��һ��ͭ60~80 g��L-1 , ����ͭ10 g��L-1 , ��������������ͼ
���������ܿ���pH��������ԭ��λ, ��һ�ν����ж���ͭ���Ӿ����ܶ�ı��¼����ͭ����ԭ, ����, �����������ܵͻ��������Ҫ, �ڶ��ξ������Ŀ��������ͽ�����, �������������ʹ���, ������pH����, �Ӷ�ʹͭ�Լ�ʽ�Ȼ�ͭ����, ������Ӧά�ֽϸߵ�������λ�Խ����� ����ͭ�������, ��λ����, ��ʼ�������������ʽ������, ���Ե����ε��ؽ�Һͨ������̿���������ջ�������ա� ��һ�εĽ���Һ��һ�뾭����������������������ͭ, ��400~550 ��������ԭ�ɽ���ͭ, ��һ����ע��8~16 mm�߲�, ��һ�����Һ�������������, ����Һ�е�һ��ͭ��������Ϊ��֮�ؾ��������ҵ, ��ͼ2��ʾ��
Hydro Copper���յĻ��������Ȼ��������, ������ɻ�����Ⱦ, ���������м��Ʒͭ�ۿ�ֱ�Ӽӹ��߸���ֵ��Ʒ, �����ܺĵ�, �����Ļ�����
ͼ2 Hydro Copper���տ�ͼ Fig.2 Schematic block diagram of Hydro Copper process
��, ����������, �dz��ʺ��ڽ������3��t~15��tͭ��ұ�������� 2001��Outokumpu��˾������м乤��ʵ��, ��2003��9�¿�ʼ�Բ�ͬͭ�����������֤����, ����������8 mmͭ���ġ�
3 �������
Ŀǰ�����������ķ�������ͭ�����������ճ�
[1 ,7 ,8 ]
, ����ͭ������ߴ�30%, ����Ҫ����ȫ����������ʹͭ����, ����ʱ���ĵ������Ͳ���������ʮ�־�, ÿ����1 t����ͭ����Ҫ��0.739 t, ����������Ϊ9593 MJ, �൱��0.3 t��úȼ�յ������� ������÷�Ӧ�����������DZ��뿼�ǵ����⡣ ����ˮ��ȴ, �ݹ������մ���1000 t��������, ��40 ��������, ��ȴ�ܺ�Ϊ71.7 MW, ��70 ������Ҫ�ܺ�10.2 MW��
��ͭ��ij���ϸ���������������Dz��ɹ���, ��Ϊ��ͭ��ܿ�����Ĥ�����Ͷ��ۻ�, ����ͭ�Ľ����ʺܵ�, �ٶȺ����� ���¾��ͼ������Ⱦ���ȡ��ͭ��Ķۻ���������, �Ѿ���չ������۽�����, ��BIOCOP, Mintec/Bactec��HIOX��, ���Ƕ���ͨ������¶���ά���и���ϸ����ȡ��ͭ��, ʹ��ʪ����ͭ�ϴ�ͳ������������: �ܾ͵ز�ͭ�Լ������估ұ������; �Ի������Ѻ�; �����ɱ��͡�
����ͭ����Ľ������, Ŀǰ���ø��ºͼ������Ⱦ��Ѿ�ȡ���˺ܴ�Ľ���, ͭ�Ľ����ʺͽ����ٶ��Ѿ��ﵽ�ܸߵ�ˮƽ, �����ڸ��¾�����ҵ������Ҫ��, ʹ���Ծ���Ͷ�ʹ�������гɱ��ߵıײ�, ������Ϊ���ڸ�ʴ��ԭ��, �ṹ������Ҫ����ֻ��������; Ϊ����ϸ����Ҫ�ϴ���ݻ��Ա��ֵ͵Ŀ�Ũ��; ���ڸ��½����˿�������, ��Ҫ��ij������� ����ԭ��������ϸ�������ڻ�ͭ���Ӧ�á� ���һ�ҹ�˾������һ�����ڻ�ͭ������������Ͷ�ʺ������ɱ����ܵ͵Ĺ�������, ��ΪGeocoat����, ������ǽ���ͭ��Ŀ���Ϳ���������ͨ��ʯ����, �ٽ��жѽ��� ���ڻ�ͭ�����ˮ��, ��Ϳ����ʯ����ľ��������ܽ�ȡ��������������ʱ�������ʯ����汻��ˢ���䡣 ��ʯҪ������6~25 mm, �����Ŀ���Լ1 mm�� �ڿ���н������Ⱥͼ������Ⱦ�, ������������������ά��ϸ���Ļ���, ֻ��ͨ�������Ŀ������ɡ� �ù��յ�ʵ�鳧����ʵ�����, ֱ�ӽ��ּ������Ⱦ���70 ����, 140 d��ͭ�����ʴﵽ97.5%�� ����ʼ������, ϸ�����ڷ�ֳ��, ��ȡ�ٶȺ���, ������Դﵽÿ��ͭ������1.14%, 80 d�����ſ�ʯƷλ�Ľ���, ͭ���ս����������½��� ��ͭҺ����ȡ���������ͭ, ϴ�Ӻ�Ŀ�Ѿ�ϴ��ɸ������Ϳ�Ŀ�, ������Ϳ��ҵ, ϴ�µķۿ����̿����� ����ʵ��Ļ�ͭ��, ���̿���軯������Ϊ82.5%~93.7%��
4 ��-�����ϵ����
������ͭ��ͬ����Ҫ��������ܳ�Ϊ�����Ե�ͭ��, ���õ��������ǿ���������, �����ڼ��Խ�����, ��Ľ�һ������Ϊ��̬�ĵ�λ�������Խ����е͵ö�, ��������������Ϊ��̬, ��ҪΪ����������ܵõ������� ����ͭ����ܷ�ӦΪ:
CuFeS2 +4.25O2 +6NH3 + (n -1) H2 O=Cu (NH3 ) 4 2+ +0.5Fe2 O3 ��2n H2 O+2NH4 + +2SO4 2-
�ܷ�Ӧ������ѧ���Ƿdz�������, ����Ӧ�ٶ�ȡ���ڶ���ѧ����, ���ں�������, ����ѧ�Ŀ��Ʋ��������ǹ�������, �о�����:
(1) ����ʯĥϸ, һ��ĥ��ͨ��200Ŀ, �����ڽ���; (2) ��ȡҺ��NH3 ��Ԥ��Cu��Ħ������5~6.5, ��NH4 + һ��Ҫ��2 mol��L-1 , NH4 + ��NH3 ��ɻ�����ϵ, ����pH����, ��ֹ��������ˮ��; (3) ��ǿ����, ���������ܽ⡢ ��ɢ����������ˮ����������ϴ��; (4) ������ѹ0.6 MPaǰ, �������ѹ�ܹ�������߽����ٶ�; (5) ���߷�Ӧ�¶�, ����߷�Ӧ�ٶ�, ��120 ���Ժ�Ӱ��ƽ����
���ܿ�����Arbiter��Escondida�Ȱ�����ͭ����, �������Ļ�ͭ��İ������١� �ŷ����
[9 ]
���ù��������������, ��NH3 ��H2 O-NH4 Cl��ϵ�жԻ�ͭ������˰��������о�, ��70 �泣ѹ������, ��ͭ���һ�ν�������25%~30%, ͭ����Һֱ�ӵ�����ͭ, ���ƶҺ���ؽ����� ���Ĵ�ѭ������, ��ͭ����ۼƽ����ʴﵽ97%~99%��
5 ��ͭ���ʪ��ұ��չ��
ʪ��������ͭ��������Dz�������������, ���Ա��������Ⱦ, �������������, ������������䡢 �洢�� ѹ�������������ڴ����Ѵ������ʯ�л�õijɹ�Ϊ��ͭ, �ر��ǻ�ͭ��Ĵ���������ҫ�۵���⡣ ���¸�ѹ��������Һ�����ٶȿ�, ͭ�����ʸ�������Ҫ�ŵ�, ����������Ϊ�����, ���ܻ�õ������Ʒ�� ��֮������ͬʱ��������������, ʹ���̵����ʣ, ֻ���ڹ�ʣ��ϡ����õ�����ʱ, ���̲ž��ú���, ��ȻҪ�����к�, ���ӳɱ����������� ����, ������Ҫ�����ڻ����� ��������еĺ���ͭ����, ����ѹ������������տ��Ի�øߵĽ��軯�����ʡ�
����ѹ����������Ի�ͭ���ʪ��ұ���������������, ���˷��˸���ѹ�����������ȱ��, ���ܻ�õ������Ʒ���ȶ��������ŷ����С� �Բ��ʵ���ʴ��Ҫ��͵ȡ� ������Ҫ�ֲ��ڻ�ͭ���еĺ���ͭ����, �����������Ҳ�ܻ�úܸߵĽ�����ʡ� ����Һ̬����ȱ仯�ܴ�, �ù��ձ����ϸ�����¶�, ��ʹ���ʵ��ķ���, ��Ч��ֹ�������İ������žۡ� Dynatec��ú�����̺�CESL���ν������̺ܺõؽ��������ѹ����������е������Ӱ������, �ڵ͵��ܺ��»���˸ߵĽ���Ч��, �ǻ�ͭ��ʪ��ұ��ķ���
�Ȼ�����Һ��ȡ��ͭ���ܹ���100�����»�úܸߵĽ�����, ���ü�ѹ, ��ͬʱ���ս����ȹ������ �Ȼ���ϵ��ͭ�������ȱ���������Ȼ�����Һ�е��ֻ�ܻ��ͭ�ۻ�Сͭ��, �빤ҵϰ�ߵİ�״����ͭ���ϴ� ����, ���ҵ�������, ����õ�ͭ�۵Ĵ��ȿ��Դﵽ�ؽ����г�һ����, �����ڿ������ȶ�, �ܹ�ֱ�Ӽӹ��ɲ�ͬ��Ʒ��ʽ, ����, Ҳ�ɾ�����ȡ;��ת��Ϊ��������Һ��ϵ, ���г���ĵ��ͭ�� Intec��Hydro Copper�����ڳ�ѹ���������¾��ܺܺõĽ�����ͭ��, ����ͬʱ���հ����Ĺ����, �ǻ�ͭ�������Ǹ���ͭ����ʪ��ұ���;����
�������������������ڵ͡� ƶ�� ��ͭ��ʯ����ȡ���ŷdz���ľ�������, ������³�� ������ �й���һЩ��ɽ�����˴��Ͷѽ���
[10 ]
�� ���Ÿ��¾������ijɹ�, ԭ����ͭ����������������ʴﵽ�˺ܸߵ�ˮƽ, ֱ�Ӵ�����Ʒλͭ����Ҳ�ﵽ�˹�ҵ���̶ȡ� Geocoat���յĵ���, ʹ�ø�Ʒλ��ͭ��Ĵ��ģ��������������Ϊ��ʵ, �˷���ϸ�������Խ����豸Ҫ��ߵ�ȱ��, ���öѽ�������, �Ե͵����гɱ���øߵĻ�ͭ�������, ���ڻ�ͭ���ʪ��ұ��ҵ, �������ҹ�����ԭ��ͭ��Դ�Ŀ������������Ӱ�졣
�����
[1] ���졡��.���ִ�ͭʪ��ұ��[M ].����:ұ��ҵ������, 2002.55.
[2] ��������, ����ϲ, ��ެ, ��.����������ͭ��ʪ��ұ��չ��״[J].��ɫ����, 2003, 55 (4) :101.
[3] ��WoodPhilipR .��TheInteccopperprocess: (Electro) winninga gainsttheodds[A ].ALTACopper8TechnicalProceedings[C].Perth, Australia, 2003.
[4] ����С��.��ͭʪ��ұ���շ�չ�ſ�[J].�ɿ���, 1996, (11) :6.
[5] ��HietalaKari, HyvarinenOlli.��Anewtechnologyforcopperpro duction[A].ALTACopper8TechnicalProceedings[C].Perth, Australia, 2003.
[6] �����˻�.��ʪ����ͭ���½�չ[J].������ɫ����, 2003, (2) :50.
[7] ��Anon.��Globalpartnershipwillpromotebillitontechnology[J].SAMining, Coal, GoldandBaseMinerals, 2000, (4) :14.
[8] ��HarveyToddJ , SampsonMark, HolderNick, etal.��Thecom mercializationoftheGEOCOATprocessforchalcopyrite[A].ALTACopper8TechnicalProceedings[C].Perth, Australia, 2003.
[9] ���ŷ��, ������, Ȩ�¾�.����ͭ����ͭʪ��ұ���յ��о�[J].�������, 1996, 15 (3) :97.
[10] �������, �ܰ���, �����.���������������ͭ��ҵ�е�Ӧ��[J].��ɫ��ұ, 2003, 19 (5) :15.