���±�ţ�1004-0609(2013)S1-s0381-06
�������䴲¯��������TA10�ѺϽ�
֣�Dz����� �壬�� 责��� �������
(������ҵ�ɷ�����˾������ 721014)
ժ Ҫ��ͨ����TA10�ѺϽ��ڵ������䴲¯����������Ni��MoԪ�صĹ��̷��������ۼ��㣬���ո�Ԫ�صĻӷ������ͻӷ�����ѧ���о�TA10�Ͻ��ڵ������䴲¯�ϵĵ����������ա�������������������䴲¯����������TA10�Ͻ�������ѧ�ɷ־��ȣ����������֯���ȣ������������������ӹ����õ��IJ�Ʒ�������Ҫ��
�ؼ��ʣ�TA10�Ͻ𣻵������䴲¯�����������������ӷ�����ѧ�ɷ�
��ͼ����ţ�TG146.2���� ���ױ�־�룺A
Single melting of TA10 titanium alloy by electron beam cold hearth
ZHENG Ya-bo, CHEN Fen, QIAO Lu, GUO Bin, YANG Guo-qing
(Baoji Titanium Industry Co., Ltd, Baoji 721014, China)
Abstract: Through the analysis of the process and theoretical calculations for Ni and Mo elements during electron beam cold hearth melting, the element evaporation mechanism and kinetics of volatile were discussed. Single electron beam cold hearth melting technology of TA10 alloy was studied. The results show that the chemical compositions of the TA10 alloy ingot are uniform by electron beam cold hearth melting, the macro homogeneous is good, and the product meets the standards through the subsequent processing.
Key words: TA10 alloy; electron beam cold hearth metling (EBCHM); single melting; volatilize; chemical composition
�����ѺϽ��ں��չ�ҵ��������Ѹ���������Ͻ��ұ�������Ե�Խ��Խ��Ҫ����ͳ�ƣ����ٷ����¹��������ѺϽ���ұ��ȱ�ݵ�����ǰʧЧ��ɵ�[1-3]��Ϊ���������ʸ߽ྻ���շ�����ת�������ѺϽ���20����80���ĩ���������������䴲��������������������ĵ��ܶȼ���(LDI)���ܶȼ���(HDI)ȥ��Ч�����ں��չؼ��������ѺϽ������������Ͼ��ж��ص����ơ�����Լ40%�ķɻ���������ת�����ѺϽ�������ͨ���䴲¯+����Ժĵ绡¯���������ġ��������䴲¯�����������ܱȽϺõ��������ܶȺ͵��ܶȼ����⣬���ܴ������ղ��ϣ����������ɱ�������������ն������ٰ����ܲ�����ʱ�ĺ����ӹ�����ijЩ��;����һ�������ɶ�������������Ե������䴲¯������������չ�����о�[4-6]��TA10�ѺϽ���Ϊ�˸��ƴ��ѵķ�϶��ʴ���ܶ����Ƶ�һ�ֵͺϽ�Ti-Mo-Niϵ�����Ͻ𣬸úϽ�������õĹ������Ժͺ������ܣ��ڻ�����ҵ�Ѿ��õ��˹㷺��Ӧ��[7]��
��ǰ����ν��������ɱ�����ҵ��˵�Ե���Ϊ��Ҫ����ͳ��VAR������������Ҫ����������������ʹ�Ͻ�õ��ᴿ���ҳɱ��ϸߡ������������õ������䴲¯���е��ᴿ������ͨ���Ե��γ���TA10�ѺϽ�ĵ������䴲¯���������о�����ʾTA10�Ͻ�������䴲���������и�Ԫ�ػӷ���ʧ�����Լ��Ͻ���Ȼ����Ƽ��������������ɱ���Ϊ�����Ͻ�ĵ������䴲¯��������һ���ľ��顣
1 ʵ��
1.1 �������䴲¯����ԭ��
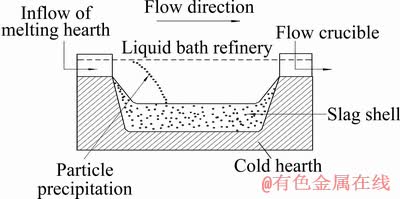
�������䴲¯�������ڸ�����£����ø�ѹ�糡������������ȵ��������ٲ�������۵㱻�ۻ��������Ѹ����˶����ӵĶ���ת��Ϊ�����ۻ��������������䴲¯�������������������IJ�ͬ�������䴲���ۻ��������ͽᾧ3�����̷ֿ���Һ̬�������ȵ��������������ۻ��ͳ��������������뾫�������г�־���������ԭ���п��ܻ��ӵĸߵ��ܶȼ����ȷ������ᾧ������Һ�Ĵ����ȣ�����ڽᾧ�����������������������䴲¯����ʾ��ͼ��ͼ1��ʾ��

ͼ1 �������䴲¯��������ʾ��ͼ
Fig. 1 Schematic diagram of EBCHM
���о��ڱ��ѹɷ�2 400 kW�������䴲¯�Ͻ��У��õ������䴲¯�������ߴ�Ϊd 736 mm��4��װ��600 kW��Ƥ��˹����ǹ��������֧����ǹ�����䴲¯������������һ֧����ǹ�����䴲¯�������� ����һ֧����ǹ���ڽᾧ�����ƽᾧ�����۳ص��¶��Լ��������ڵ��ȷⶥ��
1.2 �������䴲¯�ᴿ����
������EBCHM�����У���Һ�еļ��������۳��м��ߵ��¶����г����ʱ���ۻ���¯���е���Һ���Ի��һ���dz���Ĺ��ȶȣ���ʹ��������ܽ⡢�ϸ����³���
�ܶȲ����䴲����ȥ��LDI���������Ҫ���ơ�LDI��������Һ�����䴲���������ܶȱ���Һ���Եͣ����������ܵ��ĸ������������ܵ������������ӻ����ϸ����۳ر��棬���䴲һ��ʱ����������۳ر���ϸ��¶ȵ������£���ͨ����ɢ�������۽⡣�෴������HDI���ӵ��ܶȡ��۵����Һ�ĸߣ��������ļ��ȶ���Щ���۵��������ò����������������������������ã��������Ӻܿ��³���������������棬���ձ��䴲���Dz����ȥ��[8-10]���������䴲¯���ᴿ�����ֱ���ͼ2��3��ʾ��

ͼ2 EBCHM�����۽����
Fig. 2 Melting mechanism of high temperature for EBCHM
ͼ3 EBCHM����������
Fig. 3 Capture mechanism of precipitation for EBCHM
1.3 ����ѧ����
�Ͻ�ɷֵľ�ȷ�����ǻ�����������Ͻ���Ⱦ�����֮һ�����Ͻ�ɷֵı仯��Ҫ�����������������ӷ���Ԫ�Ļӷ����ڸ��������£�������һЩ��Ҫ���Ԫ������������µĻӷ������������Ͻ�ɷ�ƫ��ָ���ɷ֣��ԺϽ����֯���ܲ���Ӱ��[11]����EBCHM¯���ڸ�����½����ۻ����Ͻ���Ԫ�Ļӷ���Ϊ���ء���ˣ����ƺϽ�ɷֵľ������ǹ�ҵ���䴲¯���������Ĺؼ�����֮һ[9]��
1.3.1 ��������Ԫ�Ļ��ϵ���ͱ�������ѹ
������ѧ��˵���������¶�Tһ��ʱ���Ͻ�������Ԫ�ص�����ѹp����Ũ�ȼ���Ԫ��֮��������Ӱ�죬�ӷ��̶����Ԫ�صı�������ѹp0�������еĹ�ϵ���ԺϽ�������ij��Ԫi��˵��������ѹpiΪ[12]
 (1)
(1)
ʽ�У�pi�ǺϽ���������Ԫi�ı�������ѹ����iΪ��Ԫi�ںϽ������еĻ��ϵ����xi����Ԫi��Ħ��������pi0Ϊ����Ԫi�ı�������ѹ��
����ʽ(1)��pi0���Դ��й������ϲ鵽������i�Ļ�ý����ѡ���������Ԫ��ȵĻ��һ�������ַ�������ʵ������ͻ�������ѧ�����ۼ��㡣�� TA10�Ͻ������ĸ������壬��ʵ�������Ԫ�Ļ��ϵ���dz����ѣ�ֻ��ͨ��һЩ�����뾭���ģ�Ͷ������������Ԥ�⡣�����ܵ�[13]������Miedema�Ķ�Ԫ��Һ�����Ȱ뾭��ģ�ͺ�Kohler��������Ԫ��Һģ���Ƶ�����Ԫϵ���ϵ����ͳһ��ʽ���������߲��ô˹�ʽ������TA10�Ͻ�����������Ԫ�Ļ��ϵ������ͬ�¶�����Ԫ�Ļ�����Ӧ�i��������ͼ4��ʾ��
��ͼ4��֪��TA10�Ͻ������и���Ԫ�Ļ��ϵ��������1����������Һ��ȳ���ƫ������¶ȵ����ߣ��Ͻ�Ԫ��֮����������ü�������Һ����������Һ���ɵ����ƣ��Ӷ�����Ԫ�Ļ��ϵ����������1������Ԫ�Ļ��ϵ�����ӽ�1��Ҫ������TA10�Ͻ���Mo��NiԪ�غ����������¡�
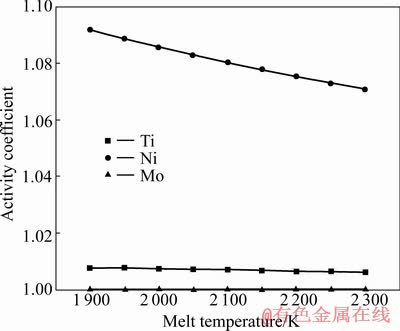
ͼ4 TA10�Ͻ��и�Ԫ�ػ��ϵ���������¶ȵĹ�ϵ
Fig. 4 Relationship of activity coefficient of each element and melt temperature in TA10 alloy
TA10�Ͻ�����Ϊ��Ԫ�Ͻ���ϵ�� ��ԪTi��Mo��Ni ��Ħ�������ֱ�Ϊ99.2%��0.15%��0.65%������Ԫ�ı�������ѹ�ֱ������й�ʽ����[10]:
 (2)
(2)
ʽ�У� Ϊ����Ԫi�ı�������ѹ��Pa��TΪ�����¶ȣ�K��A��B��C��DΪ����ѧ��������������[14]�в鵽����ͬ�¶��´���ԪTi��Mo��Ni�ı�������ѹ��ͼ5��ʾ����ʽ(2)����ʽ(1)�����Լ����TA10����������Ԫ�ڲ�ͬ�����¶��µı�������ѹ����ͼ6��ʾ��
Ϊ����Ԫi�ı�������ѹ��Pa��TΪ�����¶ȣ�K��A��B��C��DΪ����ѧ��������������[14]�в鵽����ͬ�¶��´���ԪTi��Mo��Ni�ı�������ѹ��ͼ5��ʾ����ʽ(2)����ʽ(1)�����Լ����TA10����������Ԫ�ڲ�ͬ�����¶��µı�������ѹ����ͼ6��ʾ��
1.3.2 ��Ԫ�ӷ����Ʒ���
��ͼ5���Կ����������¶ȵ����ߣ�Ti��Mo��NiԪ�ش������ı�������ѹ��������NiԪ�صı�������ѹ�����¶ȵ�����������졣��ͼ6���Կ����������¶ȵ����ߣ�TA10�Ͻ�����������Ԫ�ı�������ѹ�����������¶ȵ����ߴ�ʹ��Ԫ�ӷ�������������ͬ�¶��£�TA10�Ͻ�������Ti��NiԪ�صı�������ѹ��MoԪ�صĴ�ܶ࣬��˵�������������У��ӷ�Ԫ����ҪΪTi��Ni������TA10�Ͻ���TiΪ����Ԫ�أ���Ni��MoԪ�صĺ������٣����Ʒ�Χ��խ����ˣ���ο���Ni��MoԪ�سɷ־����������Ĺؼ���
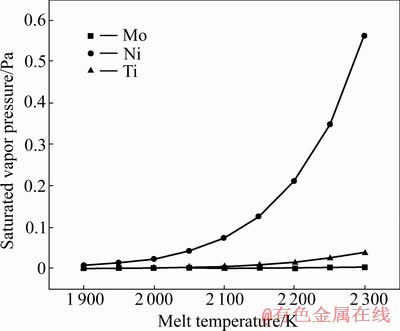
ͼ5 Ti��Mo��NiԪ�صı�������ѹ�������¶ȵĹ�ϵ
Fig. 5 Relationship of saturated vapor pressure and temperature for Ti, Mo and Ni elements
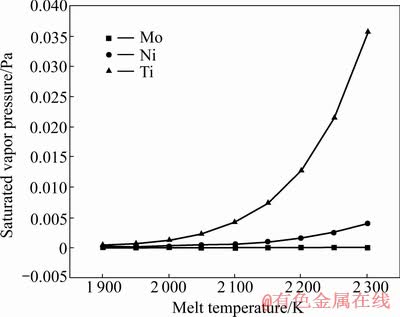
ͼ6 TA10�����и���Ԫ�ı�������ѹ�������¶ȵĹ�ϵ
Fig. 6 Relationship of saturated vapor pressure and temperature in TA10 alloy melt
1.4 ʵ�����
ʵ���ڱ��Ѽ���2 400 kW�������䴲¯�Ͻ��У�������ͬ���ۻ����ղ����������ۻ����ʡ�ɨ��Ƶ�ʡ������ٶ��Լ�ɨ��ͼ�εȡ���ԭ��������80%��TA10����¯�ϣ�����ˮƽ���Ϸ�ʽ������EBCHM��������TA10�Ͻ��������������Ϊd 736 mm���Ͻ���MoԪ����Ti-32Mo�м�Ͻ����ʽ���룬NiԪ���Դ��������ʽ���롣ԭ����Mo��NiԪ�ص����������ֱ�Ϊ0.33%��0.77%��
���������������ֱ��������;���ѧ�ɷַ���������������ȡ�����л�ѧ�ɷַ�����
2 ���������
2.1 ���������ɱ�
����EBCHM���������Ӵ�������¯�ϣ�������¯�ϵļ۸�ԼΪ�����Ѽ۸��30%��40%�����ϵ���EBCHM����������VAR�����������ɱ��͡���ˣ�ͨ������EBCHM�������Լ���ؽ��������������ɱ���
2.2 ������ѧ�ɷ�
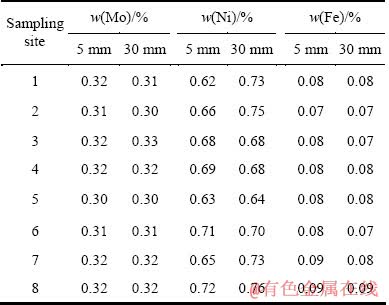
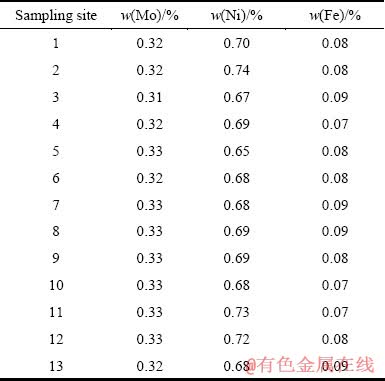
�������ײ�ÿ���400 mȡ��������������(��ͬ���)�Ļ�ѧ�ɷ֣�������1���С���ͼ7��ʾ������������13��ȡ�����л�ѧ�ɷַ�����������2���С�
��1 ��������ѧ�ɷ�
Table 1 Chemical ingredients of ingot axial

ͼ7 ���������ȡ��ʾ��ͼ
Fig. 7 Schematic diagram of sampling schemes in ingot cross-section
��2 �������滯ѧ�ɷ�
Table 2 Chemical ingredients of ingot end face
�ɱ�1���Կ�������������ѧ�ɷֲַ����ȣ���ͬȡ����ȣ���Ԫ�صĺ�������Ҿ����ϱ�Ҫ��MoԪ�ظ���λ����������ƫ��Ϊ0.02%��NiԪ��Ϊ0.09%��FeԪ��Ϊ0.01%����˵��������ѧ�ɷ־����ԽϺá���ԭ��MoԪ�ؼ���û����ʧ��˵��MoԪ�صĻӷ���ʧ���Ժ��Բ��ƣ���ԭ��NiԪ����ʧԼ3%��14%����������NiԪ�صı�������ѹ������2��Ԫ�ض��ߣ���Ȼ��TA10�Ͻ��к������٣����ڸ�������������У���ӷ���ʧ���ú��ԡ�
�ɱ�2��֪���������滯ѧ�ɷֲַ����ȣ�MoԪ�غ������ƫ�����0.02%��NiԪ�غ������ƫ�����0.04%��FeԪ�ز�����0.02%��
2.3 ���ǻ�ѧ�ɷ�
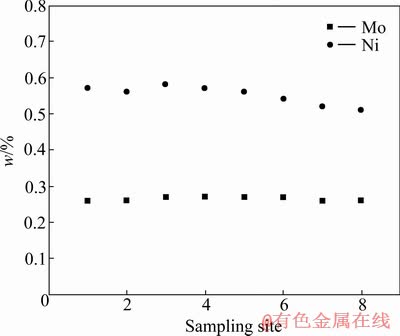
�����д��䴲¯�Ľ��ϲൽ���������ఴ��ȡ����Ȳ�ͬ������ȡ������Mo��NiԪ�صĺ�����ͼ8��ʾΪȡ����dzʱ������Mo��NiԪ�صĻ�ѧ�ɷ֡�ͼ9��ʾΪȡ������ʱ������Mo��NiԪ�صĻ�ѧ�ɷֲַ���
��ͼ8��9�п��Կ�����TA10������Mo��NiԪ�صĺ�����С�ڹ��ұ�Ҫ��MoԪ�ص���ʧΪ15%��21%��NiԪ�ص���ʧΪ23%��34%������Ҫ����Ϊ�ڵ������䴲¯���������У�����һֱ��������״̬���ڸ���������£������е�Mo��NiԪ�صõ��ӷ�����ɵġ���ˣ���ʵ�������У�Ӧ�������������л�ѧ�ɷֲ��ϸ�������������Ӱ�죬���ö��ڸ������ǻ�������˷����ԺϽ�Ԫ�ص���ʧ���б�Ҫ�IJ���ɱ���������������
ͼ8 ������ȡ����dzʱ�Ļ�ѧ�ɷ�
Fig. 8 Chemical composition of shallower solidified shell

ͼ9 ������ȡ������ʱ�Ļ�ѧ�ɷ�
Fig. 9 Chemical composition of deeper solidified shell
2.4 ������֯����������
ͼ10��ʾΪ�����ĺ����֯��Ƭ����ͼ10���Կ��������������̾����Ǵ������ڵĴִ���״��֯�������в��ǽ�ϸС�ĵ��ᾧ��[15]�������ı��������Ϻã���Ҫ�����ڵ������䴲¯����ʱ��Һ̬�ѺϽ�����ᾧ�������ܵ�������ǿ����ȴ���ã��������κ����̡��������������ƶ����������ң���ȴ��Ҫ������������ķ��䴫�Ⱥ������ײ����ȴ������������γ������¶ȵͣ������¶ȸߣ������¶ȵͣ��IJ��¶ȸߵ��¶ȳ��������Ƚᾧ�ľ������¶��ݶȷ�����������������IJ���Һ̬TA10�Ͻ��¶����ھ��ȣ��¶��ݶȼ�С����ʼ�����κˣ��Ӷ��γɵ��ᾧ��
������������������Ƴ�TA10�ܲġ���3����ΪTA10�ܲĵ���ѧ���ܡ��ɱ�3��֪�����������䴲¯����������TA10�Ͻ��������Ĺܲģ�����ѧ���ܾ����Ϲ��ұ�Ҫ��
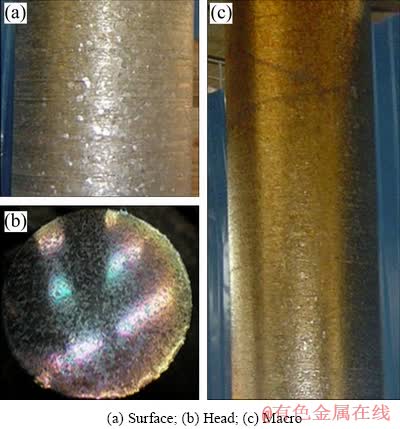
ͼ10 TA10�Ͻ������ĺ����֯
Fig. 10 Macro organization of TA10 alloy ingots
��3 TA10�ܲĵ���ѧ����
Table 3 Mechanical property of TA10 tubing

3 ����
1) ���Ӵ�������¯�ϣ������ε������䴲¯�������ϸ��TA10�Ͻ��������Ҿ��гɱ����ơ�
2) ���������У�Ti��Mo��Ni���в�ͬ�̶ȵ���ʧ��NiԪ����ʧ�϶࣬��ӷ���ʧԼ3%��14%��MoԪ�ص���ʧ�����ԡ�
3) ��EBCHM���õ�TA10�Ͻ������������뾶��ѧ�ɷ־��ȡ�
4) ���������ڳ�ʱ�䴦������״̬���ڸ����״̬�£�Mo��NiԪ�ػӷ���ʧ��Ϊ���ء�
5) ���������֯���ã���������������Ƴ�TA10�Ͻ�ܲģ�����ѧ���ܷ��ϱ���
REFERENCES
[1] ������, ������. ��������¯������(EBCHM)�����ķ�չ��Ӧ��[J]. ���Ϲ���, 2010(2): 77-85.
TIAN Shi-fan, MA Ji-min. Development and applications of election beam cold hearth melting [J]. Materials Engineering, 2010(2):77-85.
[2] ��ϡ�н������ϼӹ��ֲᡷ��д��. ϡ�н������ϼӹ��ֲ�[M]. ����: ұ��ҵ������, 1984.
The Editorial Group of Processing Handbook of Rare Metal Materials. Processing handbook of rare metals [M]. Beijing: Metallurgy Industry Press, 1984.
[3] C. ����˹, M. Ƥ�ض�˹. �����ѺϽ�[M]. ����, ��, ��. ����: ��ѧ��ҵ������, 2005: 32.
LEYENS C, PETERS M. Titanium and titanium alloys [M]. CHEN Zhen-hua, et al, transl. Beijing: Chemical Industry Press, 2005: 32.
[4] ������, ëС��, ��Ӣ��, ��־��, ���Ĺ�, �� �, �� ƽ. �������䴲¯���������ѺϽ������о���չ[J] .�ѹ�ҵ��չ, 2009, 26(2): 14-18.
YU Lan-lan, MAO Xiao-nan, ZHANG Ying-min, HOU Zhi-min, LEI Wen-guang, WANG Shen, GAO Ping. Development of electron-beam cold hearth single melt process for titanium alloy ingots [J].Titanium Industry Progress, 2009, 26(2): 14-18.
[5] ��Ӣ��, �� ��, ������, �� ��, ���. TC4�Ͻ�ĵ������䴲�����о�[J] .����Ϲ���, 2007(5): 50-52.
ZHANG Ying-ming, SUN Jun, HAN Min-chen, ZHOU Lian, YANG Jian-chao. Electron beam cold hearth melting of TC4 [J]. Aerospace Materials & Technology, 2007(5): 50-52.
[6] ���Ĺ�, ������, ëС��, �� ��, ��Ӣ��, ��־��. �������䴲����TC4 �ѺϽ��������̹�����ֵģ��[J]. �й���ɫ����ѧ��, 2010, 20(S1): s381-s386.
LEI Wen-guang, YU Lan-lan, MAO Xiao-nan, LUO Lei, ZHANG Ying-ming, HOU Zhi-min. Numerical simulation of continuous casting solidification process of TC4 titanium alloy during EBCHM [J]. The Chinese Journal of Nonferrous Metals, 2010, 20(S1): s381-s386.
[7] ���й����ղ����ֲᡷ��ί��. �й����ղ����ֲ�: �ѺϽ�ͭ�Ͻ�[M]. ��4��. ����: �й���������, 2002: 533.
China Aeronautical Materials Handbook Editorial Board. Titanium Copper Alloy [M]. Volume 4. Beijing: Standards Press of China, 2002: 533.
[8] �� ��, �� ��, �� ��, �� ǿ, ��ʢ��, ë����. �������䴲������������[J]. �й���ɫ����ѧ��, 2010, 20(S1): s873-s876.
CHEN Feng, CHEN Li, GUO Bin, PENG Qiang, GUO Sheng-xiang, MAO Ling-ling. Advantages and disadvantages of electron beam cold hearth melting [J]. The Chinese Journal of Nonferrous Metals, 2010, 20(S1): s873- s876.
[9] ��Ӣ��, �� ��, �� ��, ������, ëС��, ��־��. �������䴲����TC4�Ͻ����ƽ�����[J]. �ѹ�ҵ��չ, 2008, 25(6): 34-37.
ZHANG Ying-ming, ZHOU Lian, SUN Jun, HAN Ming-chen, MAO Xiao-nan, HOU Zhi-min. Heat balance analysis of electron beam cold hearth melting of TC4 alloy [J]. Titanium Industry Progress, 2008, 25(6): 34-37.
[10] ������, ��Ӣ��, �����, ������, ���, �� ��, �� ��. TC4�Ͻ�������䴲����������LDI��HDI��ȥ��[J]. ϡ�н��������빤��, 2008, 37(4): 665-669.
HAN Ming-chen, ZHANG Ying-ming, ZHOU Yi-gang, ZHAO Tie-fu, YANG Jian-chao, LI Jun, ZHOU Lian. Elimination of LDI and HDI in TC4 alloy during electron beam cold hearth melting [J]. Rare Metal Materials and Engineering, 2008, 37(4): 665-669.
[11] ������, ������, ������. Ti-13Al-29Nb-2.5Mo�Ͻ�ISM��������[J]. ϡ�н��������빤��, 2003, 32(2): 108-109.
LIU Gui-zhong, SUN Yan-qing, GUO Jing-jie. Ti-13Al-29Nb- 2.5 Mo alloy smelting process ISM [J]. Rare Metal Materials and Engineering, 2003, 32(2): 108-109.
[12] SHARMA I G, KRISHNAMURTHY N, SURI A K. Presented at the indo-bulgarian workshop electron beam technologies and applications [M]. Mumbai, India, 2004: 42�C50.
[13] ������, ������. �ѺϽ�ISM������������ѧ�Ͷ���ѧ����[M]. ������: ��������ҵ��ѧ������, 1998: 65-84.
GUO Jing-jie, SUN Yan-qing. The analysis of thermodynamic and kinetic for titanium ISM melting process [M]. Harbin: Harbin Institute of Technology Press, 1998: 65-84.
[14] ��Ӣ��, �����. ������ѧ�����ֲ�[M]. ����: ������ѧ������, 1993: 432-434.
LIANG Ying-jiao, CHE Ying-chang. Inorganic thermodynamic data sheet [M]. Shenyang: Northeastern University Press, 1993: 432-434.
[15] ��Ӣ��, �� ��, �� ��, ������, �� ��, ���. �ѺϽ��䴲����������չ[J]. �ѹ�ҵ��չ, 2007, 24(4): 27-30.
ZHANG Ying-ming, ZHOU Lian, SUN Jun, HAN Ming-chen, SHU Ying, YANG Jian-chao. The development of cold hearth melting technique [J]. Titanium Industry Progress, 2007, 24(4): 27-30.
(�༭ ����Ⱥ)
�ո����ڣ�2013-07-28�������ڣ�2013-10-10
ͨ�����ߣ�֣�Dz�����������ʦ���绰��0917-3382430��E-mail: yabozheng@163.com

