稀有金属 2002,(03),179-182 DOI:10.13373/j.cnki.cjrm.2002.03.005
Al/SiC复合材料激光快速成形的研究
张永忠 高士友 石力开 席明哲
北京有色金属研究总院,北京有色金属研究总院,北京有色金属研究总院,北京有色金属研究总院,北京有色金属研究总院 北京100088 ,北京100088 ,北京100088 ,北京100088 ,北京100088
摘 要:
激光快速成形技术制备Al/SiC复合材料基于快速成形原理 , 通过激光熔化同轴输送的Al/SiC复合粉末 , 在基板上直接成形出薄壁样品。鉴于Al/SiC复合粉末的特点 , 采用基板预热并预涂覆吸光涂层以降低所需的激光功率 , 避免铝的过度熔化和SiC的分解。所制得的Al/SiC复合材料组织均匀、细小 , SiC分解量很少且分布均匀 , 有少量的Al4C3 , Al4SiC4及单质硅生成。
关键词:
激光快速成形 ;复合材料 ;铝 ;碳化硅 ;组织性能 ;
中图分类号: TB331
收稿日期: 2001-09-18
基金: 国家”973”计划资助项目 (G2 0 0 0 0 672 0 5 1);
Al/SiC Composite Made by Laser Direct Deposition
Abstract:
Al/SiC composite was produced by laser direct deposition. The thin wall composite was directly obtained by laser melting the Al/SiC powder which were evenly mixed and delivered coaxially. On account of the characteristics of the Al/SiC powder, the Al alloy substrate was pre heated and coated with light absorption material to reduce the required laser power which will prevent the excessive melting of Al and the decomposition of SiC. The microstructure of obtained Al/SiC composite is fine. SiC particles are distributed evenly with little decomposition, and a small quantity of Al 4SiC 4, Al 4C 3 and Si are formed.
Keyword:
Laser direct deposition; Composite; Al; SiC; Microstructure;
Received: 2001-09-18
SiC颗粒增强铝基复合材料具有比强度高、比刚度高、膨胀系数低、耐磨性优异等突出的优点
[1 ]
。这些特点使得Al/SiC复合材料在航空、航天、汽车、微电子等领域中具有广阔的应用前景
[2 ]
。目前国内外有许多方法制备Al/SiC复合材料, 如液态法、粉末冶金法、喷雾沉积法等
[3 ]
, 但是这些方法均存在或者设备昂贵、或者工艺复杂, 或者无法直接得到所需的成品而必须进行多次后加工等缺点。
近几年发展起来的金属零件激光快速成形技术为复合材料的制备提供了一种更为高效便捷的途径, 但目前有关这方面的研究报道极少。Gingu等
[4 ]
利用激光制备了两层的Al/SiC熔覆层, SiC颗粒分布较均匀。激光快速成形技术制备铝基复合材料具有激光快速成形技术的一般优点, 即全部过程在计算机控制下进行, 具有快速、柔性好的优点, 可提高零件成型的精度, 减少制造时间, 降低制造成本等。特别是在加工昂贵、难加工的材料时, 其优越性显得更为突出
[5 ,6 ]
。由于复合材料一般质地较脆, 不易进行二次加工, 激光快速成形技术可以直接得到形状近终形的复合材料成品零件, 仅需要较小的后处理, 这样就避免了脆性复合材料二次加工至所需形状的困难。本文研究了激光快速成形直接制备出的Al/SiC复合材料薄壁件激光过程及其组织与性能。
1 试验方法及材料
试验采用 2 kW 横流 CO2 激光器, 焦点光斑直径 3 mm。复合金属粉末成分为 Al2024+SiC (15%, 体积分数) , Al2024 (4.4%Cu, 1.5%Mg, 0.6%Mn, 均为质量分数, 余量为Al) , 粉末粒度45~60μm, SiC为绿色α-SiC颗粒, 纯度98.93%, 粒度为 50μm。选用硬铝合金作为基体材料, 尺寸100mm×50mm×10mm, 表面进行去污处理。另外由于铝表面对激光的吸收率很低, 会减弱复合粉末成型的第一层与基体的结合, 故在其表面涂上一层增强铝基体吸光性的涂层, 该涂层不影响成型第一层与基体结合层的组织与成分。以激光束空扫预热至基体温度达到 450 ℃ 时送入复合粉末。激光输出功率从开始的 1600 W 经10层均匀递减至 1300 W 达到热平衡, 之后稳定在 1300 W 成型, 每层层高 0.5 mm。采用负离焦, 离焦量 8 mm。送粉速率为 3~6 g/min, 粉末载气流量 (N2 气) 0.5 m3 /h, 扫描运动速度 2.0 mm/s。
为研究所成形零件的力学性能, 采用激光直接堆积制备出薄壁样, 经线切割加工和表面刨平制成片状拉伸试样, 在 AG-50KNE拉伸试验机上进行拉伸试验。取原始薄壁样沿垂直于基体方向截取金相试样, 通过磨制、抛光和腐蚀, 制好的试样在标准金相显微镜上观察金相组织。采用X射线衍射进行物相鉴定。
2 试验结果
2.1 激光快速成形过程
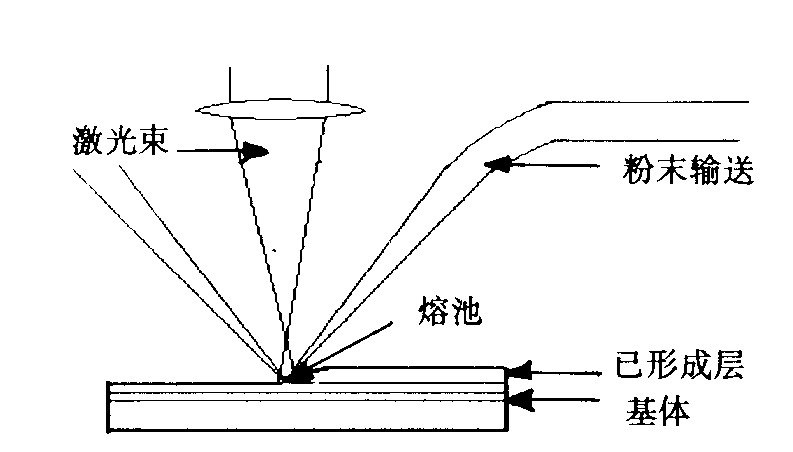
用于实验的激光快速成形系统由成型软件、激光器 (2 kW 横流 CO2 ) 、四轴数控系统及工作台、同轴粉末输送系统及保护气氛装置等组成。高能 CO2 激光束垂直射入基体材料形成直径 3 mm 的熔池 (当成形在第二层以上时, 熔池在前一层已形成的复合材料基体上产生) , Al/SiC 复合粉末同步注入熔池。送粉器的环形喷嘴固定在激光工作头周围, 粉末输送速度可通过载气量和送粉转盘速度进行调节, 保持送粉的持续稳定很重要, 因为其极大地影响成形的精确度甚至成形的可能性。复合粉末在激光束的高能量作用下熔化并在激光束离开后凝固。在每一层成形结束时提升Z 轴 0.5 mm, 连续扫描, 最终形成 Al/SiC 薄壁件。激光过程示意图见图1。
图1 激光快速成形过程
Fig .1 Process of laser direct deposition
2.2 微观组织与性能
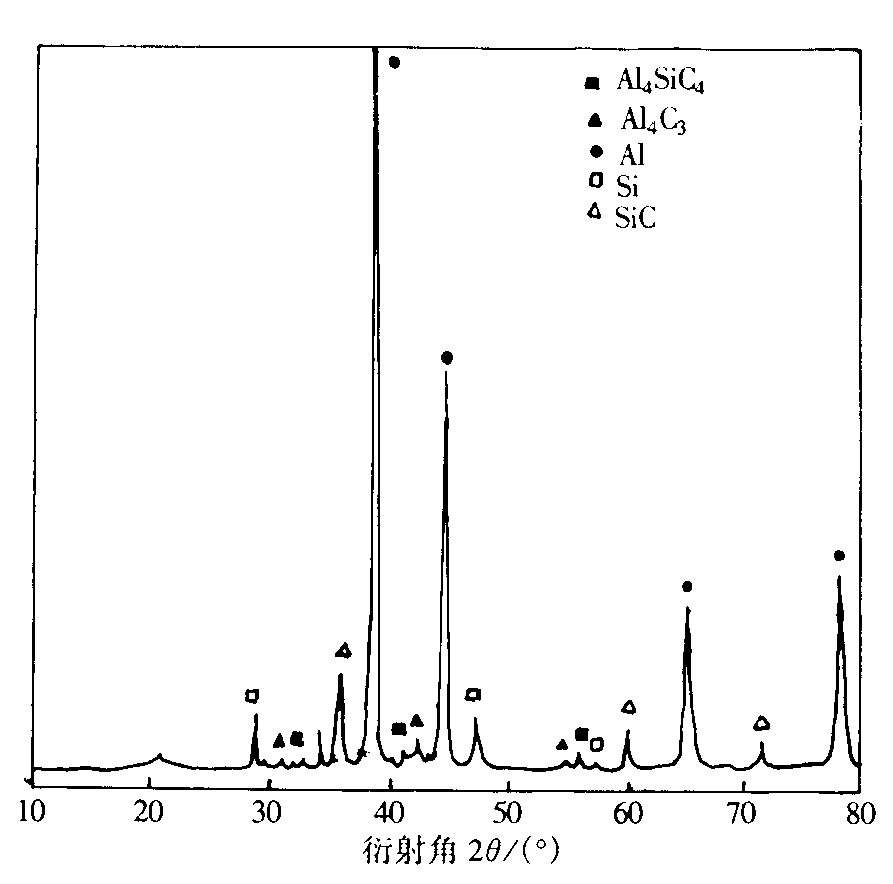
激光快速成形制备的 Al/SiC 复合材料X射线衍射结果如图2所示。从分析结果中可以看出:在 Al/SiC 复合材料中, 除了Al及SiC颗粒以外, 尚有新相生成, 其中有 Al4 C3 , Al4 SiC4 和单质Si。
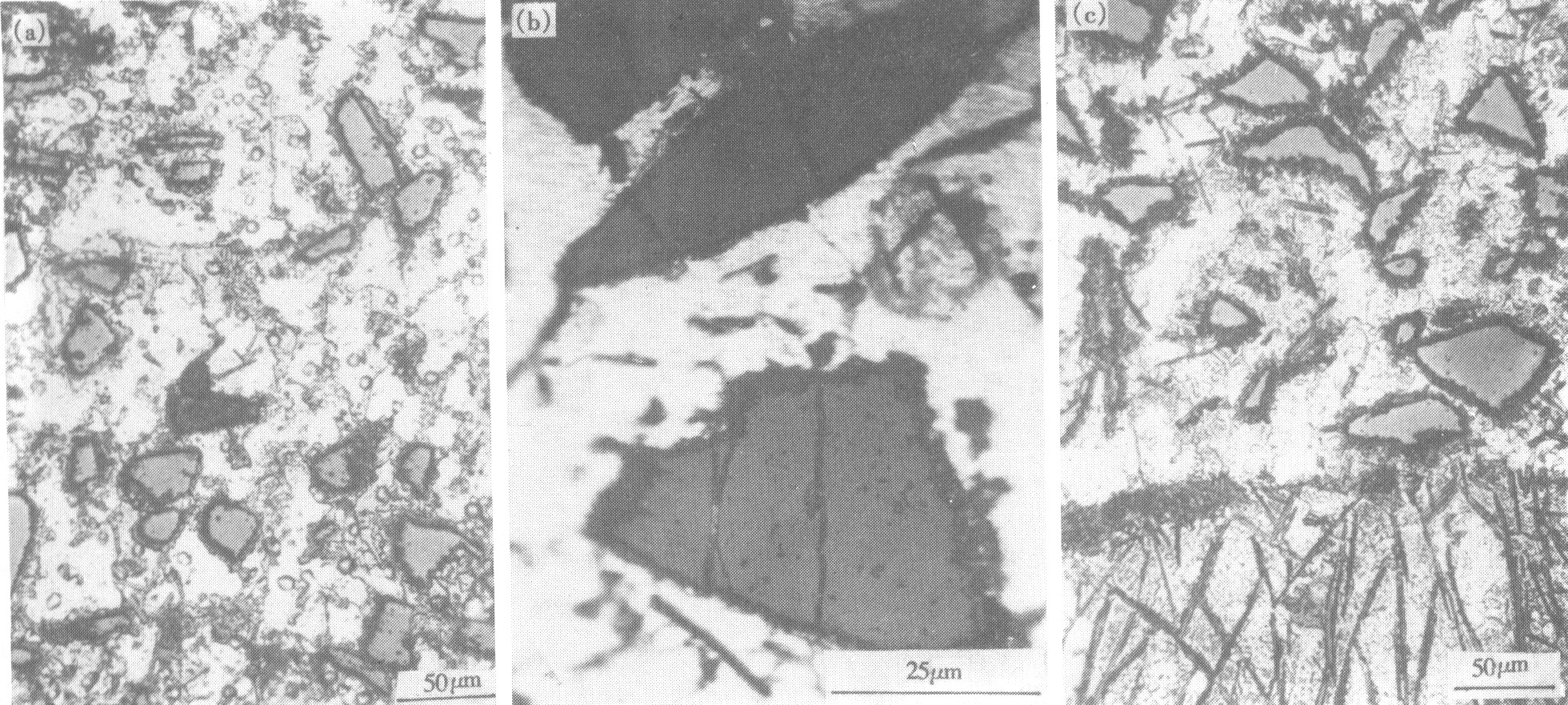
图3 (a) , (b) , (c) 所示的是Al/SiC 复合材料显微组织的金相照片。从图3 (a) 中可以看出, 灰色颗粒状SiC 分布均匀, 根据照片测量颗粒的平均尺寸约为 40 μm, 接近其原始尺寸, 说明 SiC 颗粒仅有少量分解。同时可以看到少量的黑色针状相 Al4 C3 在 Al/SiC 界面处沿一定位向关系生长或分布在 SiC 颗粒周围。Al/SiC 界面处生长的 Al4 C3 针状相的大部分是从界面处向铝晶粒内垂直生长。图3 (b) 是图3 (a) 的局部放大图, 从中可以清楚地看到垂直于 SiC 晶粒表面的针状 Al4 C3 相。Al/SiC 界面模糊, 除了 Al4 C3 相的存在外, 其余为依附 SiC 颗粒析出的新相硅单质。另外在铝基体中也可以看到单质硅以灰色小球状相存在。图3 (c) 是两层交接处的组织形貌, 可以看到层与层之间结合处上下两部分组织不同。上部的组织 (图中左侧) 与图3 (a) 相同, 而下部 (图中右侧) 即下一层的顶部组织仅由狭长的暗灰色针状相 Al4 SiC4 组成, 并沿垂直于层面的方向近平行排列。
图2 Al/SiC 复合材料的X射线衍射谱
Fig .2 XRD spectrum of Al/SiC composite
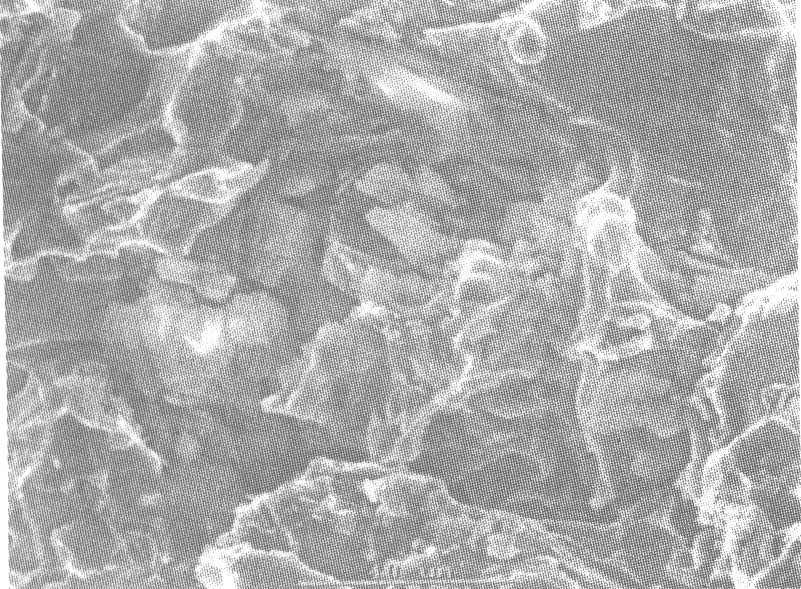
激光快速成形制备的 Al/SiC 复合材料拉伸试样尺寸为 60 mm×12 mm×2 mm, 抗拉强度为 177 MPa。图4为拉伸断口的SEM照片, 断口呈现明显的脆性断裂特征。断口有阶梯状的解理面存在, 并且可以看到整个晶粒脱出后留下的空洞, 即有沿晶断裂的特征, 说明该材料塑性较差。
3 分析与讨论
Al与SiC在激光的高能量作用下熔化并发生如下反应:
4Al+3SiC→Al4 C3 +3Si (1)
4Al+4SiC→Al4 SiC4 +4Si (2)
根据 Al/SiC 相图
[7 ]
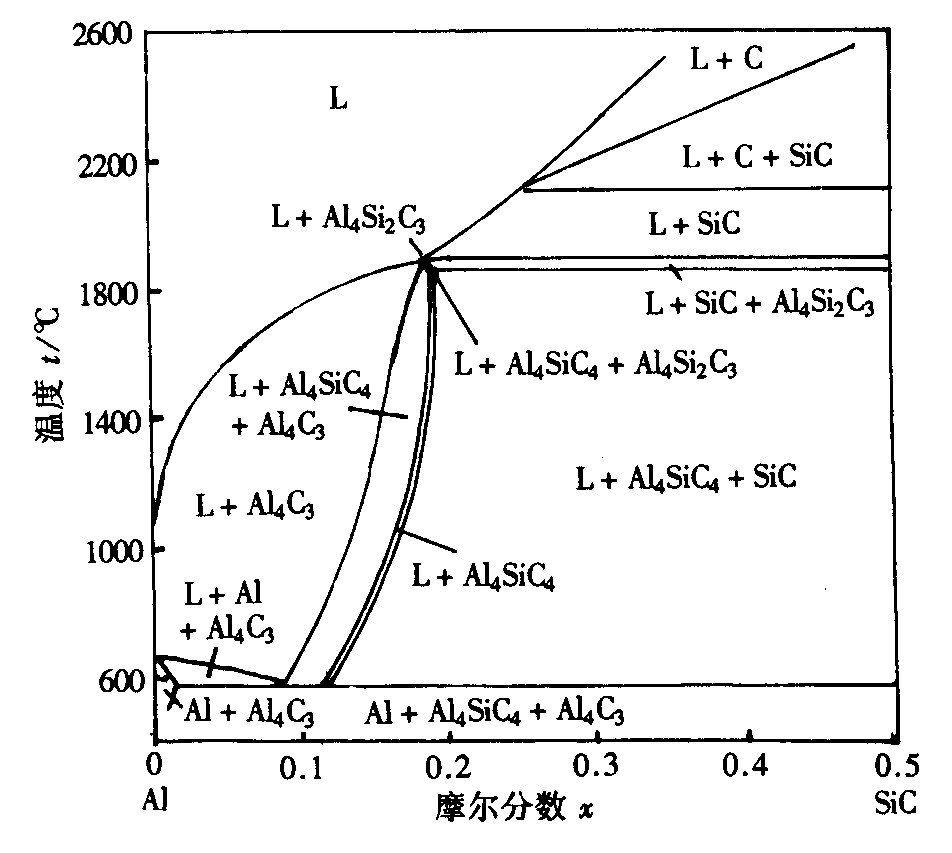
(图5) 可以知道, Al4 C3 主要由667~1347℃温度范围的液相凝固析出, 而Al4 SiC4 则在1347℃或更高的温度范围凝固析出。当激光熔化同步供给金属粉末时, 由于激光能量的供给时间极短, 所以SiC只是表面熔化与熔融的铝反应, 生成Al4 C3 与单质硅。
图3 Al/SiC复合材料的微观组织
Fig .3 Microstructure of Al/SiC composite
(a) 层内部组织; (b) 层内部组织放大图; (c) 两层之间组织
图4 Al/SiC拉伸断口SEM照片
Fig.4 SEM morphology of tensile fracture surface for Al/SiC
从图3可以看出SiC颗粒表面模糊, 这是由于反应产物来不及向四周铝熔液中扩散所致。铝属于面心立方结构晶体, 所以新相Al4 C3 会在[100]晶向择优取向长大。<100>族由三个相互垂直的轴组成, 所以针状相大体呈六角星形分布, 交叉长大
[8 ]
。在图3 (b) 中即可观察到垂直于SiC颗粒表面长大的 Al4 C3 针状相。然而平面状散热面以及垂直于该平面状散热面的热梯度方向决定了和该热梯度方向几乎完全一致的某一个晶向将控制晶粒长大的形式
[8 ]
。在激光快速成形中该晶向应与激光束方向相同并略微偏向激光扫描方向, 这就是金相照片中针状相多分布于SiC 颗粒周围, 并呈不同角度排列的原因。又由于复合材料薄壁件是由层层连续扫描形成的, 所以在前一层凝固成形后尚保持高温状态时, 激光即在其上表面进行重熔, 并且因为热梯度方向是沿垂直于表面方向递减的, 所以前一层的上表面比该层内部温度要高, 有利于 Al4 SiC4 的生成, 并沿热梯度方向排列成针林, 如图3 (c) 所示。 而层内部因为温度较低, 只生成 Al4 C3 针状相。
图5 Al/SiC 相图
Fig .5 Phase Diagram of Al/SiC
宏观观察拉伸试样组织致密, 并且断口的 SEM 照片显示无气孔存在, 但典型的脆性断裂形貌使得激光快速成形制备的 Al/SiC 复合材料抗拉强度不太高。可能的原因是由于 Al4 C3 , Al4 SiC4 针状相的生成导致材料的脆性增加。对于针状相生成量的控制目前只能通过进一步降低激光功率来减少 Al 与 SiC 的反应。
4 结论
1.基于快速成型原理, 通过高功率激光熔化同轴输送的 Al/SiC 复合粉末, 可直接制备出具有一定几何形状的近致密的复合材料。但其可调节的功率范围很窄。这是由Al/SiC复合粉末的特性所决定的。预热和吸光涂层预涂覆可以缓解这种矛盾, 保证在激光功率不太高的前提下熔化铝, 同时也减少了SiC颗粒增强相的分解。
2.通过激光快速成形制备的 Al/SiC 复合材料, 其组织细小致密, 成分均匀。SiC 仅有少量分解, 且分布均匀, 有少量副产物 Al4 C3 、Al4 SiC4 针状相及单质硅生成。
参考文献
[1] 王华明, ShabanAbdulkarenm, 洪伟强等应用激光, 1999, 19 (10) :232
[2] Yue TM, Mer SM, ChanKCetal.MaterialsLetters, 1999, 39:274
[3] 克来 因TW, 威瑟斯PJ著, 余永宁等译金属基复合材料导论北京:冶金工业出版社, 1996301
[4] GinguO, M angraM, O rbanRL.JournalofMaterialsProcessingTechnology, 1999, 89-90:187
[5] 张永忠, 章萍芝, 石力开等金属热处理, 2001, (6) :5
[6] 李延民, 冯莉萍, 陈 静等应用激光, 1999, 19 (10) :218
[7] 洪伟强Al/SiC复合材料激光溶覆研究:[学士学位论文]北京:北京航空航天大学, 1999
[8] 威 廉・劳 斯特克, 詹姆斯R.德伏莱克著, 刘以宽等译金相组织解说上海:上海科学技术出版社, 198452