AA1235铝箔坯料的中温相转变
张 静, 潘复生, 左汝林, 王文高
(重庆大学 材料科学与工程学院, 重庆 400044)
摘 要: 研究了AA1235铝箔坯料中温温度范围内相形成和转变的规律。 结果表明, AA1235铝箔坯料在中温温度范围内存在两个相变反应: 一个是从铝基体中析出α(AlFeSi)相的脱溶相变, 另一个是β′(AlFeSi)→α(AlFeSi)的相变; α(AlFeSi)相的尺寸非常细小, 在nm数量级; 中间退火过程中Fe、 Si元素在铝基体中的固溶度存在一极小值点, 即最佳固溶贫化点, 该现象的存在是上述两个对固溶度的变化起相反作用的相变过程共同作用的结果。
关键词: 铝箔; 相变; 组织; 中间退火 中图分类号: TG146.21
文献标识码: A
Medium temperature phase transformation in AA1235 aluminium sheets for foils
ZHANG Jing, PAN Fu-sheng, ZUO Ru-lin, WANG Wen-gao
(College of Materials Science and Engineering,Chongqing University, Chongqing 400044, China)
Abstract: The formation and transformation of intermetallic compounds in AA1235 aluminium sheets for foils in medium temperature range in which recrystallization occurs was systematically studied. The results show that there are two types of phase transformations in the medium temperature range: one is the precipitation of α(AlFeSi) from the matrix, the other is the phase transformation of β′(AlFeSi) to α(AlFeSi). The transformation products α(AlFeSi) are nano-sized particles. An experimental phenomena, 'minimum solution point during intermediate annealing process, is also found and deemed to be the combined results of the two above mentioned phase transformations having inverse contribution to the solid solution of Si and Fe in Al matrix.
Key words: aluminium foils; phase transformation; microstructure; intermediate annealing
铝箔广泛应用于包装、 电气、 建筑等领域, 随着21世纪生物工程、 能源、 环保等技术的发展, 铝箔的应用领域及相关技术的拓展必将越来越广阔。 目前工业化大生产的铝箔最小厚度在0.0055~0.006mm, 进一步减小铝箔的厚度和提高成品率是铝箔工业的重要发展方向[1-3]。
铝箔是一种极限加工产品, 必须进行负辊缝轧制。 在这种轧制条件下, 调节轧制压力对改变产品的厚度已经失去作用, 所能利用的控制因素是轧制速度和后张力, 但它们只能在有限范围内进行调节[2, 3]。 此时, 铝箔坯料本身的质量就显得尤为重要。 要进一步减小铝箔的厚度、 获得高品质的铝箔产品, 除要求铝箔坯料具有优良的表面质量外, 还必须通过合适的处理工艺, 使铝箔坯料具有合理的组织结构, 以尽可能地降低材料的变形抗力、 减小加工硬化率, 从而使铝箔坯料获得优良的轧制性能[4-7]。 铝箔越趋于薄型, 铝箔坯料的影响越显著。 铝箔坯料的重要性日益引起世界各国材料工作者的重视。
铝箔坯料的厚度通常在0.4~1mm左右, 它或是采用半连续铸造法铸造成的扁锭经热轧和冷轧轧制而成(DC料)、 或是采用熔体连铸连轧板经冷轧轧制而成(CC料)[8]。 这种冷轧变形之后的铝箔坯料在上箔材轧机冷轧成铝箔产品之前, 一般要经过一次高于再结晶温度的中间退火, 以消除加工硬化和内应力, 使材料塑性得以恢复。 实践表明, 中间退火并不仅仅是使材料发生再结晶, 它对铝箔坯料的轧制性能和最终产品的成品率有很大影响。 因此有必要对发生再结晶的中温温度范围内的组织变化规律和内在机理进行深入研究。 然而目前有关组织、 相方面的研究报道[9-11]还很少, 在第二相转变方面的研究则基本上属于空白。
本文作者研究了AA1235铝箔坯料中间退火过程中显微组织的变化, 揭示中温温度范围内相形成和转变的规律, 为铝箔产品以及其它工业纯铝制品的组织控制和工艺优化及新产品开发提供理论依据。
1 实验
实验材料为AA1235。 调整Fe含量在0.38%~0.46%(质量分数, %, 下同), Si含量在0.10%~0.13%。
实验采用的铝箔坯料为DC料, 厚度为0.6mm。 对坯料在300~400℃温度范围内进行2~60h的退火。 各样品均采用随炉升温, 保温后出炉空冷。
利用光学显微镜和TEM观察显微组织; 材料中的物相用X射线衍射仪和TEM选区电子衍射技术共同确定, 并采用X射线衍射分析测定析出相的相对量。 X射线衍射在D/Max-1200衍射仪上进行(Cu靶, 石墨单色器)。 同时还测量了显微硬度。
2 结果和讨论
2.1 α(AlFeSi)相的脱溶析出相变
实验结果表明, 中间退火过程中发生从铝基体中析出α(AlFeSi)相的脱溶相变。 图1所示为α(AlFeSi)析出相的TEM形貌和选区电子衍射花样。 α(AlFeSi) 是一种(AlFeSi)三元化合物, 立方晶系, 晶格常数a=1.256nm[12]。 由图可见, α(AlFeSi) 析出相呈粒状, 尺寸细小。
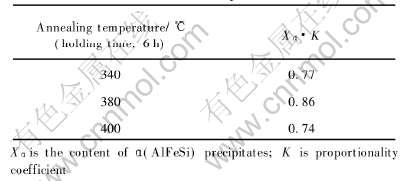
为了半定量地比较温度对α(AlFeSi)相析出量的影响, 对300~400℃温度范围内保温相同时间退火后的样品进行了X射线衍射分析。 由X射线衍射强度理论可知, 在实验条件、 样品处理状态及物相种类相同的前提下, 不同样品中同一物相的相对量可以用该物相同一衍射峰的相对强度来表示。 表1所列是部分样品α(AlFeSi)相的计算结果。 由表1可以看出, 当保温时间相同时, 380℃退火处理后α(AlFeSi)相的相对量是最多的, 表明380℃左右的温度最有利于α(AlFeSi)相的析出。
从铝基体中析出α(AlFeSi)相的脱溶相变将导致铝基体中Fe、 Si元素固溶度降低。 Fe、 Si是工业
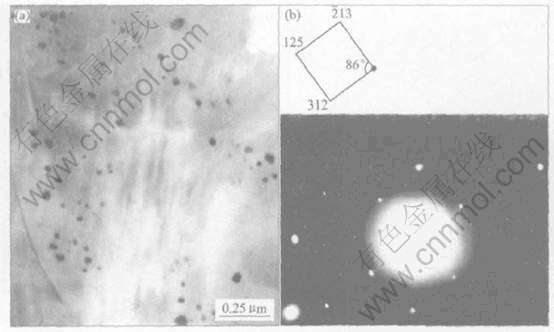
图1 中间退火过程中α(AlFeSi)析出相的TEM形貌(a)和选区电子衍射花样(b)
Fig.1 TEM micrograph (a) and SAED pattern (b) of α(AlFeSi) precipitates during intermediate annealing
纯铝中的主要杂质元素, Fe、 Si固溶于铝中不仅增加材料的硬度, 而且大大增加材料的加工硬化率, 尤其是Si, 它强烈地导致加工硬化, 从而使变形抗力增加, 不利于轧制超薄铝箔产品[7, 13]。 Fe、 Si元素尽可能析出有利于铝箔坯料轧制性能的改善。 α(AlFeSi)相的析出可以降低Fe、 Si元素固溶度, 同时由于α(AlFeSi)相呈细小粒状, 对塑性的危害也较小, 因此对铝箔坯料的轧制性能而言, α(AlFeSi)相的脱溶析出是一种有益的相变反应。
表1 铝箔坯料不同温度退火后α(AlFeSi)析出相相对量计算结果
Table 1 Relative content of α(AlFeSi) precipitates in samples annealed at different temperatures
2.2 β′(AlFeSi)→α(AlFeSi)的相变
TEM观察表明, 随着退火时间的延长, 样品中原有的块状β′(AlFeSi)相[12](一种(AlFeSi)三元化合物, 单斜晶系, 晶格常数a=0.89nm, b=0.49nm, c=4.16nm, β=92°)逐渐发生向细粒状α(AlFeSi)转变的相变反应。 如图2(a)所示, 从图中可以清晰地看出β′(AlFeSi)的形状和轮廓线, 而β′(AlFeSi)相已转变成一些粒状相。 在380℃保温约4~6h, 样品中发现这一相变反应发生; 380℃保温20h后, β′(AlFeSi)相基本转变完全。 图2(b)所示为完全转变的化合物的TEM形貌。
为了研究相形成、 发展和转变的情况, 对铝箔坯料在380℃进行了长达60h的保温处理。 图3所示为部分样品X射线衍射谱。 由图3可见, 与6h退火相比, 保温20h后, 样品中β′(AlFeSi)相的衍射峰已完全消失, 说明β′(AlFeSi)向α(AlFeSi)的转变已基本完成, 这与TEM观察结果是一致的; 继续延长保温时间至35h, 样品中原有的β(AlFeSi)相[12](一种(AlFeSi)三元化合物, 简单单斜, 晶格常数a=b=0.612nm, c=4.15nm, β=91°)的衍射峰有明显增强。 这说明在β′(AlFeSi)→α(AlFeSi)的相变反应发生后, 如果给以足够长的时间, 会有另一种新的化合物相β(AlFeSi)析出。 这样在退火过程中存在着两种不同Fe/Si比的化合物相的析出。
X射线衍射谱表明, α(AlFeSi)相的衍射峰发生了明显的宽化, 这是由于晶粒细化造成的。 根据谢乐方程[14]

由此可以计算出当退火时间为6h时, α(AlFe- Si)的晶粒大小D6=4.7nm; 当退火时间为20h时, D20=6.7nm, 表明随退火时间的延长, α(AlFeSi)相逐渐发生了聚集长大。

图2 部分转变的β′(AlFeSi)相(a)和相变完全的化合物相(b)的TEM形貌
Fig.2 TEM morphologies of partial transformed β′(AlFeSi) compound and compounds after complete transformation (b)

图3 380℃不同时间退火后样品X射线衍射谱
Fig.3 XRD patterns of samples annealed at 380℃ for different time
由于箔材的厚度很薄, 在轧制过程中, 当坯料的厚度小于或接近其中化合物的尺寸时, 便易在粗大化合物处产生针孔, 甚至导致断带。 长/短轴比较大的化合物相, 如针状、 棒状, 以及不规则块状相等, 其尖端易引起应力集中, 不利于基体的塑性变形。 控制组织中粗大化合物相颗粒的尺寸和数量是降低针孔率、 提高塑性加工性能和铝箔产品质量的重要因素之一[7, 15]。 β′(AlFeSi)→α(AlFeSi)的相变使β′(AlFeSi)相“分解”成为一些小尺寸的粒状相, 使基体中第二相尺寸得以细化, 同时减少了块状β′(AlFeSi)相对基体塑性变形的不利影响, 有利于铝箔坯料轧制性能的改善。
α相和β相是工业纯铝中常见的两种Al-Fe-Si三元化合物相, 由于铸造、 冷却条件的不同, 它们均可能分别形成晶体结构相异的多种“变体”。 β′(AlFeSi)和β(AlFeSi)即是β相的两种晶型“变体”。 α相中Si含量较低, Fe/Si比在5.5~2.75, 成分范围为30%~33%Fe、 6%~12%Si; β相中Si含量较高, Fe/Si比在2.25~1.6, 成分范围为25%~30%Fe、 12%~15%Si[12]。 由于β′(AlFeSi)相是一种高硅相, 而α(AlFeSi)相是一种低Si相, β′(AlFeSi)→α(AlFeSi)的相变将导致Al基体中Si固溶度的增加。 但是另一方面, 该相变可导致另一种物相―β(AlFeSi)相的析出。
2.3 中间退火过程中的最佳固溶贫化点现象
图4所示为380℃不同时间退火后基体HV―t(显微硬度―时间)曲线图。 在HV―t曲线上, 显微硬度在退火时间超过4h后有大幅度的变化, 而在2~4h之间则保持不变。 显微组织观察表明, 380℃退火2h样品即已发生完全再结晶。 因而可以认为4h后显微硬度的变化是由Fe、 Si元素的固溶或析出引起的。 显微硬度在6h附近出现一个极小值, 保温时间继续增加时, 硬度值又较快上升, 超过10h后, 硬度值变化缓慢。 约20h后, 硬度值又开始缓慢下降, 并且最终低于极小值处的硬度值。 显微硬度随退火时间的这种变化规律反映出: Fe、 Si固溶度在退火过程中存在一极小值(Zj), 称为最佳固溶贫化点。 该点在380℃退火6h后达到。 当退火时间超过20h后, Fe、 Si固溶度呈下降趋势; 约35h左右, 固溶度降至较低水平。

图4 经380℃不同时间退火后HV―t曲线
Fig.4 Curve of HV―t annealed at 380℃ for different time
材料中间退火过程中发生的相变过程以及与固溶度变化之间的对应关系如图5所示。 其中, 实线绘制的曲线表示α(AlFeSi)的脱溶析出相变α0(Al)→α(Al)+α(AlFeSi); 虚线绘制的曲线表示β′(AlFeSi)→α(AlFeSi)的相变反应。 当中间退火时间较短时, α(AlFeSi)相的析出起主要作用, 因此Fe、 Si固溶度随退火时间的延长而减小; 随着退火时间的延长, β′(AlFeSi)→α(AlFeSi)的相变过程逐渐占了主导地位, 故而当退火时间超过某一临界值, 即超过最佳固溶贫化点时, Fe、 Si固溶度反而增加。 当保温时间继续延长至超过20h后, Fe、 Si固溶度又呈下降趋势。 20h左右对应于β′(AlFeSi)→α(AlFeSi)相变结束的时间。 β′(AlFeSi)→α(AlFeSi)的相变反应使基体中Si固溶度升高, 调整了基体中Fe/Si比, 从而为高硅β(AlFeSi)相的析出提供了热力学上的可能性, 即发生α′0(Al)→α′(Al)+β(AlFeSi) 的脱溶析出相变。 正是由于β(AlFeSi)的析出, 导致铝基体中Fe、 Si元素固溶度下降并最终低于最佳固溶贫化点时的固溶度。 需要指出的是, 图5只是给出了各相变等温转变曲线示意图, 精确绘制曲线需要测定大量的温度―时间―转变量数据。

图5 铝箔坯料中温相变反应以及与固溶度变化之间对应关系的示意图
Fig.5 Schematic diagram of medium temperature phase transformation and its relationship with solid solution change
为促进β(AlFeSi)相的析出, 从而进一步降低Fe、 Si元素固溶度, 应考虑从动力学角度提高其析出速度, 如给予一定的形核过冷度、 提供更多的形核位置(如位错)等。 有关这部分的内容将在以后的文章中发表。
合理利用和控制上述相变反应, 可以有效调控铝基体中Si、 Fe元素固溶度、 细化化合物, 从而改善坯料的轧制性能, 获得优质成品箔材。
3 结论
AA1235铝箔坯料在中温温度范围内存在两个相变反应: 一个是从铝基体中析出α(AlFeSi)相的脱溶相变, 另一个是β′(AlFeSi)→α(AlFeSi)的相变。 α(AlFeSi)相尺寸非常细小, 在nm数量级, 其最佳析出温度在380℃左右。 α(AlFeSi)的脱溶相变使Al基体中Fe、 Si元素的固溶度减小; β′(AlFeSi)→α(AlFeSi)的相变使Si的固溶度增加。 中间退火过程中Fe、 Si元素在铝基体中的固溶度存在一极小值点, 即最佳固溶贫化点。 最佳固溶贫化点是上述两个对固溶度的变化起相反作用的相变过程共同作用的结果。
REFERENCES
[1]Formisano V. Aluminium foil: Innovation and outlooks[J]. Allum Leghe, 1996, 8(84): 63-66.
[2]钟利, 赫崇富. 铝箔轧制特点及轧机配置方式[J]. 轻合金加工技术, 2003, 31(3): 1-6.
ZHONG Li, HE Chong-fu. Aluminium foil rolling technology specifics and mills sitting in a foil plant[J]. Light Alloy and Fabrication Technology, 2003, 31(3): 1-6.
[3]Nussbaum A I. Aluminium foil processing technology[J]. Light Metal Age, 1994, 52(11/12): 6-46.
[4]Utsunomiya H, Sutcliffe M P F, Shercliff H R, et al. Evolution of matt surface topography in aluminium pack rolling. Part Ⅱ: effect of materials properties[J]. International Journal of Mechanical Science, 2004, 46: 1365-1375.
[5]Hosono S, Hoshino K. Influence of rolling conditions on work hardening of aluminium foil[A]. Proceedings of the 95th Fall Meeting[C]. Osaka: Japan Institute of Light Metals, 1998. 127-128.
[6]Higashi K. Commercialisation of high-performance aluminium foil, PACAL21[A]. Proceedings of the 68th Symposium[C]. Osaka: Japan Institute of Light Metals, 2002. 1-5.
[7]Matsui K. Analysis of factors affecting pinhole formation in rolled aluminium foil[J]. Kobe Steel Kobe Res Dev, 1990, 40(2): 89-92.
[8]王祝堂. 铝合金及其加工手册[M]. 长沙: 中南大学出版社, 2000.
WANG Zhu-tang. Handbook of Aluminium Alloys and Processing Technics[M]. Changsha: Central South University Press, 2000.
[9]Shoji R, Fukijura C. Precipitation of iron and silicon in cold rolled Al-Fe-Si sheet during annealing[J]. Key Eng Mater, 1990, 44-45: 163-180.
[10]Kovács-Csétenyi E, Banizs K, Kalev N. Annealing behaviour of cold rolled strip cast aluminium sheet[J]. Key Eng Mater, 1990, 44-45: 181-188.
[11]Tsubakino H, Yamamoto A, Kato T, et al. Precipitation in deformed Al-Fe and Al-Fe-Si dilute alloys[J]. Materials Science Forum, 2000, 331-337: 951-956.
[12]潘复生, 张静. 铝箔材料[M]. 北京: 化学工业出版社, 2005.
PAN Fu-sheng, ZHANG Jing. Aluminium Foil[M]. Beijing: Chemical Industry Press, 2005.
[13]郑璇. 关于铝箔化学成分的探讨[J]. 轻合金加工技术, 1993, 21(1): 18-22.
ZHEN Xuan. Discussion on chemical composition of aluminium foil[J]. Light Alloy and Fabrication Technology, 1993, 21(1): 18-21.
[14]李华瑞. 材料X射线衍射分析实用方法[M]. 北京: 冶金工业出版社, 1994. 78.
LI Hua-rui. Practical Methods of X-ray Diffraction Analysis for Materials[M]. Beijing: Metallurgical Industry Press, 1994. 78.
[15]Motoi T, Fukuoka K. Effect of intermetallic compounds on corrugation wave of double rolled commercial purity aluminium foils[J]. Journal of Japan Institute of Light Metals, 2002, 52(5): 226-230.
(编辑何学锋)
基金项目: 国家自然科学基金资助项目(58901412)
收稿日期: 2005-12-01; 修订日期: 2006-04-28
通讯作者: 张 静, 副教授, 博士; 电话: 023-65112635; E-mail: jingzhang@cqu.edu.cn

