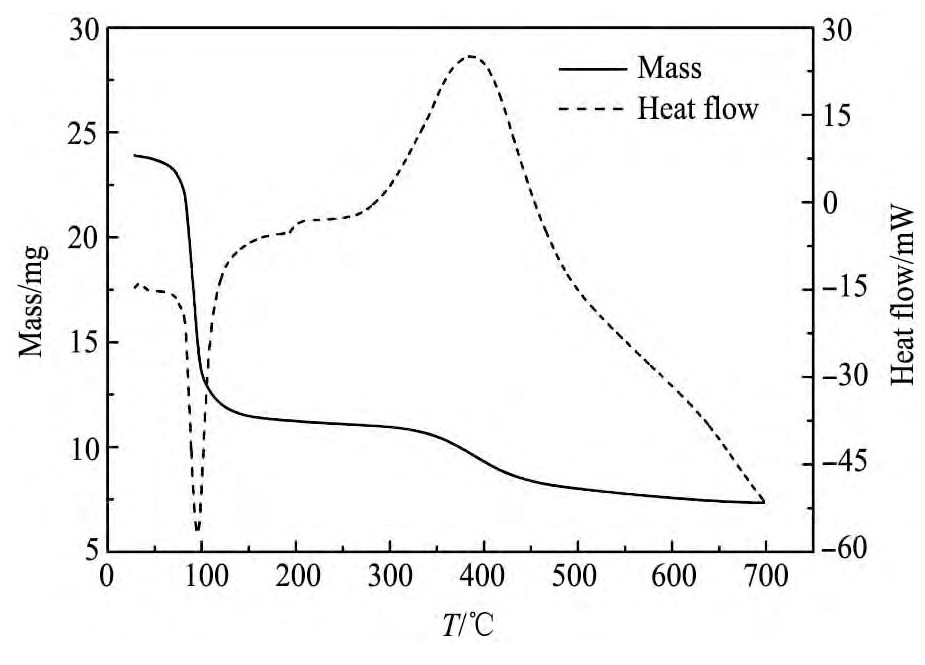
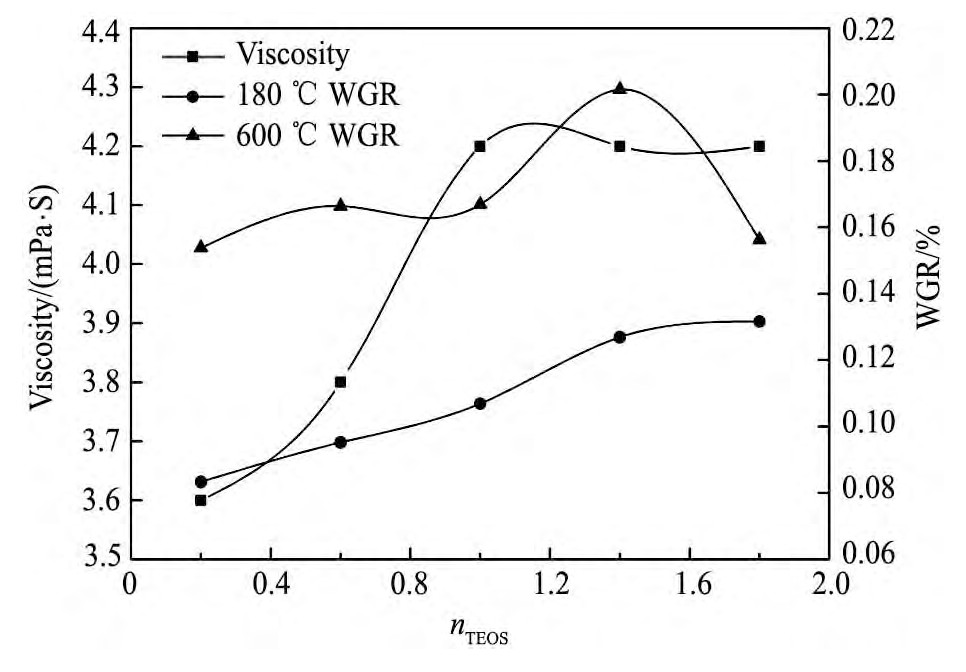
摘 要:以硅酸乙酯(TEOS)、乙烯基三甲氧基硅烷(A171)、异丙醇(IPA)和去离子水(H2O)为主要原料制备有机硅溶胶,并采用溶胶-凝胶技术在氢化锆(ZrH1.8)表面制备了溶胶涂层。热失重-差热分析(DSC-TGA)显示,经180℃干燥或600℃烧结处理,涂层物质分别处于阶段稳定状态。通过单因素实验,考察溶胶各组分含量对溶胶粘度的影响,结合单次浸渍提拉涂层样品经180℃干燥和600℃烧结处理后增重率(WGR)及形貌变化,筛选出氢化锆表面制备涂层溶胶各组分最佳摩尔配比为nTEOS∶nA171∶nIPA∶nH2O=1∶1∶5∶nH2O(nH2O=4.08.0),在此条件下所制备的溶胶,粘度范围为4.24.8 m Pa・S,180℃干燥涂层样品增重率范围为0.10%0.12%,涂层表面均匀无裂纹,涂层厚度约为0.81.0μm;600℃烧结涂层样品增重率范围为0.16%0.18%,涂层表面存在微裂纹,但无明显崩落,烧结过程伴随涂层致密化,涂层厚度约为0.6μm。
以硅酸乙酯(TEOS)、乙烯基三甲氧基硅烷(A171)、异丙醇(IPA)和去离子水(H_2O)为主要原料制备有机硅溶胶,并采用溶胶-凝胶技术在氢化锆(ZrH_(1.8))表面制备了溶胶涂层。热失重-差热分析(DSC-TGA)显示,经180℃干燥或600℃烧结处理,涂层物质分别处于阶段稳定状态。通过单因素实验,考察溶胶各组分含量对溶胶粘度的影响,结合单次浸渍提拉涂层样品经180℃干燥和600℃烧结处理后增重率(WGR)及形貌变化,筛选出氢化锆表面制备涂层溶胶各组分最佳摩尔配比为nTEOS∶nA171∶nIPA∶nH_2O=1∶1∶5∶nH_2O(nH_2O=4.0~8.0),在此条件下所制备的溶胶,粘度范围为4.2~4.8 m Pa・S,180℃干燥涂层样品增重率范围为0.10%~0.12%,涂层表面均匀无裂纹,涂层厚度约为0.8~1.0μm;600℃烧结涂层样品增重率范围为0.16%~0.18%,涂层表面存在微裂纹,但无明显崩落,烧结过程伴随涂层致密化,涂层厚度约为0.6μm。
Performance of Silica Sol Coating on ZrH_(1.8) with Different Component Contents
Wu Ming Chen Yang Peng Jiaqing Yan Guoqing Sun Yupu Wang Lijun
Division of Rare Metals Metallurgy and Materials,General Research Institute for Nonferrous Metals
Abstract:
Silica sol coating was prepared on the surface of zirconium hydride(ZrH_(1.8)) by sol-gel technology using ethyl silicate( TEOS),vinyl trimethoxy silane( A171),isopropyl alcohol( IPA) and H_2O as main raw materials. Differential scanning calorimetrydifferential thermal analysis( DSC-TGA) showed that the material of sol coating was in stable state after drying under 180 ℃ or sintering under 600 ℃. Single factor experiment was conducted to study the effects of each component content on viscosity of the sol,weight gain rate( WGR) and morphology changes of single dip-coating samples heat treated under 180 and 600 ℃. The optimal components molar ratio for sol and coating on ZrH(1.8)preparation was determined as nTEOS∶ nA171∶ nIPA∶ nH_2O= 1∶ 1∶ 5∶ nH. 0_2O(nH_2O= 4. 0 ~ 8). Viscosity of the sol with optimized ratio was in the range of 4. 2 ~ 4. 8 mP a・S. WGR of single dip-coating samples dried at 180 ℃ was0. 10% ~ 0. 12%. Their coatings were even,crack-free and 0. 8 ~ 1. 0 μm thick. WGR of corresponding samples sintered at 600 ℃was 0. 16% ~ 0. 18%. And there were micro-cracks existed in the coatings but without severe fragmentation. Coating densification occurred in sintering process,and the final thickness was about 0. 6 μm.
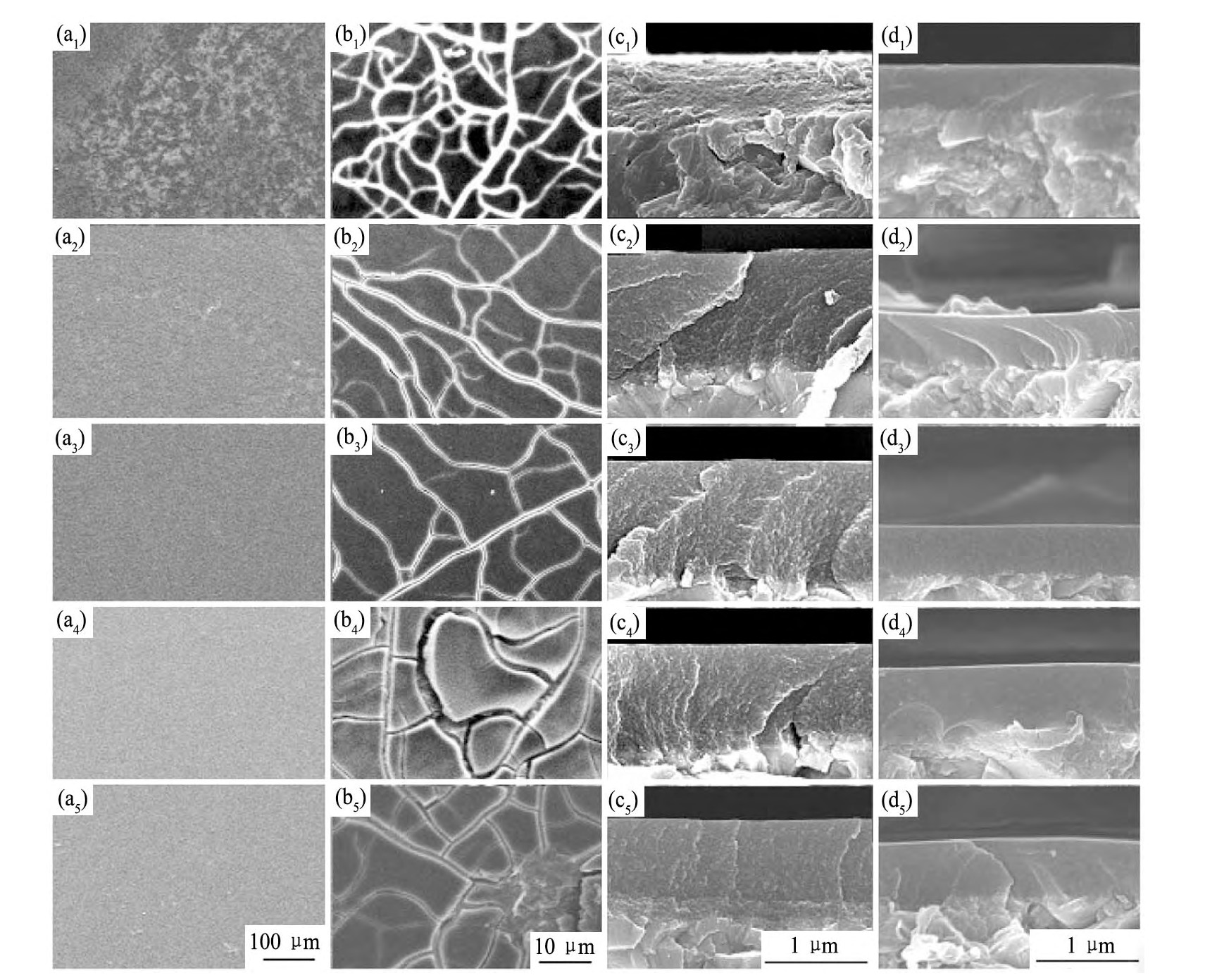
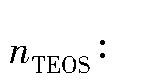
图3 不同TEOS含量涂层干燥、烧结后表面及截面形貌Fig.3 SEM images of surface and section morphology of dried and sintered coating with different TEOS contents
(a1~a5)180℃surface morphology with nTEOS=0.2~1.8;(b1~b5)600℃surface morphology with nTEOS=0.2~1.8;(c1~c5)180℃section morphology with nTEOS=0.2~1.8;(d1~d5)600℃section morphology with nTEOS=0.2~1.8
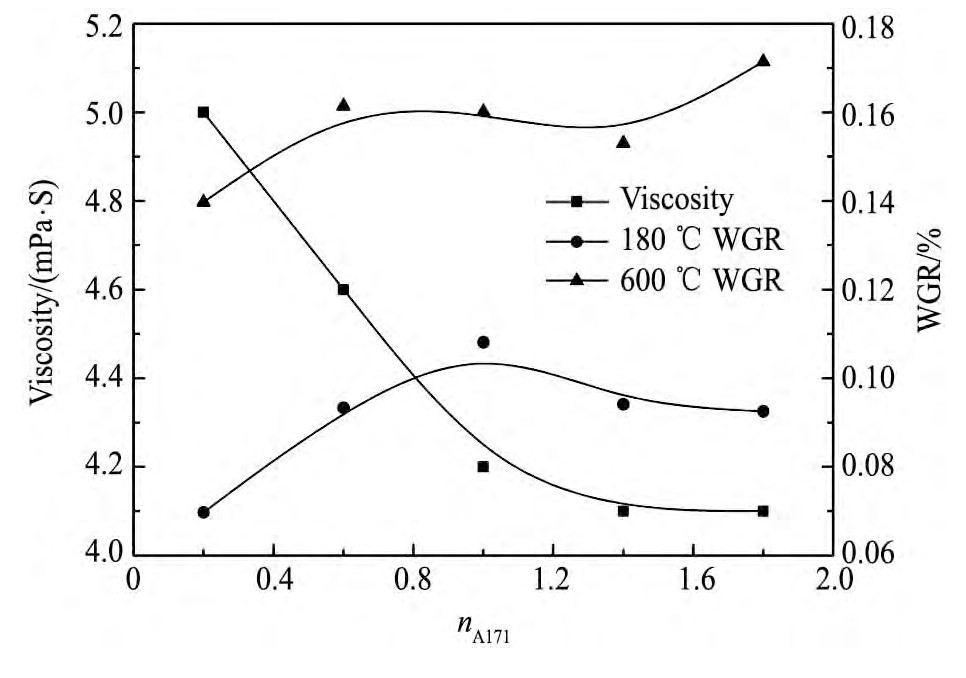
图4 A171含量与溶胶粘度及涂层增重关系Fig.4Effects of A171 contents on sol viscosity and sample WGR
图5 不同A171含量涂层干燥、烧结后表面及截面形貌Fig.5 SEM images of surface and section morphology of dried and sintered coating with different A171 contents
(a1~a5)180℃surface morphology with nA171=0.2~1.8;(b1~b5)600℃surface morphology with nA171=0.2~1.8;(c1~c5)180℃section morphology with nA171=0.2~1.8;(d1~d5)600℃section morphology with nA171=0.2~1.8
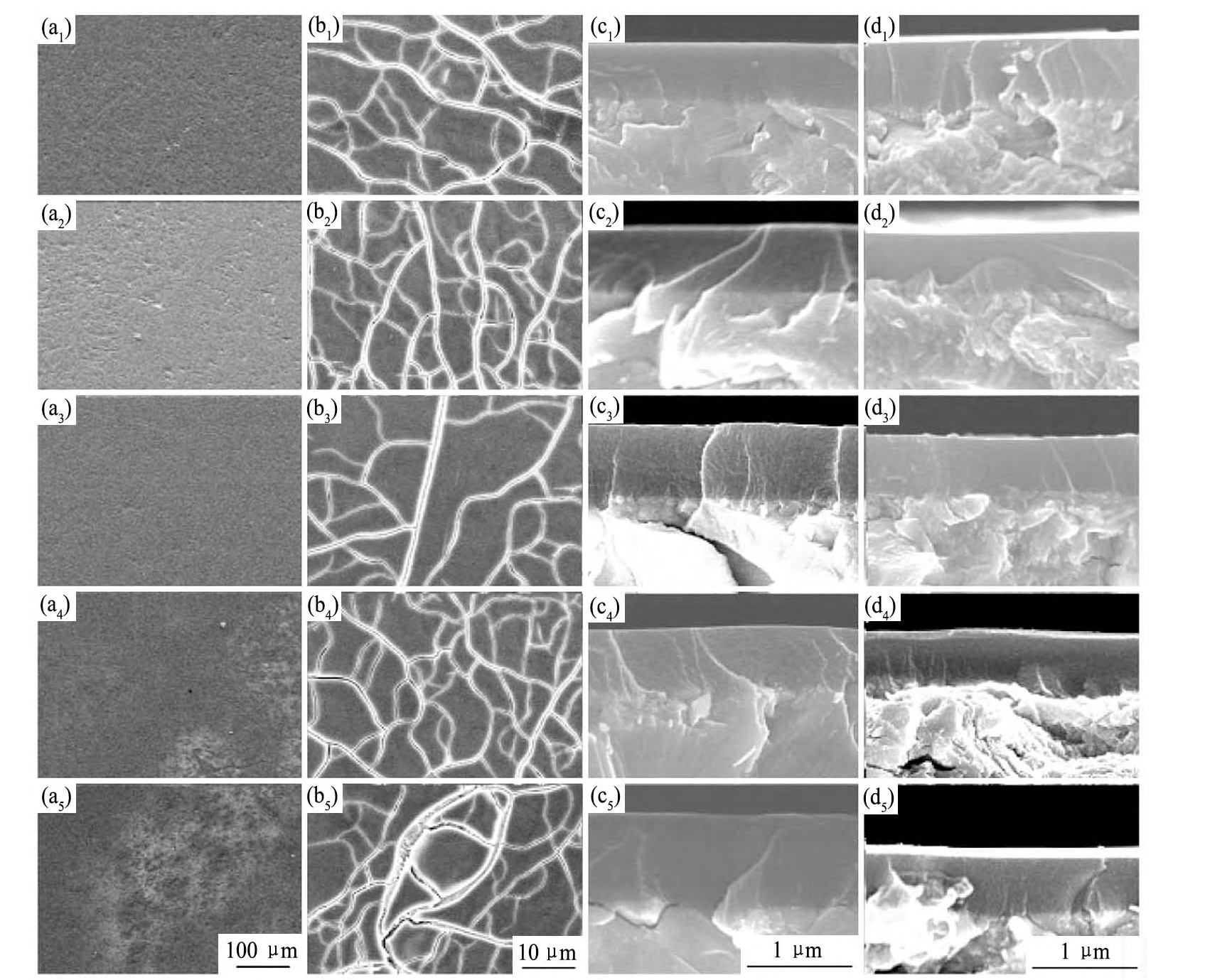
图6 IPA含量与溶胶粘度及涂层增重关系Fig.6 Effects of IPA contents on sol viscosity and sample WGR
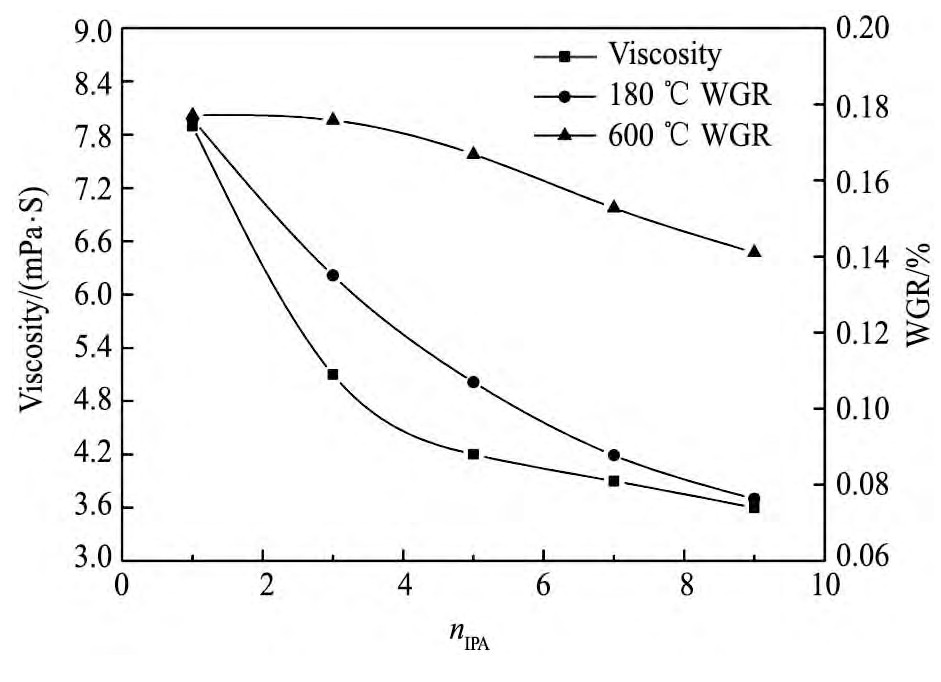
图7 不同IPA含量涂层干燥、烧结后表面及截面形貌Fig.7 SEM images of surface and section morphology of dried and sintered coating with different IPA contents
(a1~a5)180℃surface morphology with nIPA=1.0~9.0;(b1~b5)600℃surface morphology with nIPA=1.0~9.0;(c1~c5)180℃section morphology with nIPA=1.0~9.0;(d1~d5)600℃section morphology with nIPA=1.0~9.0
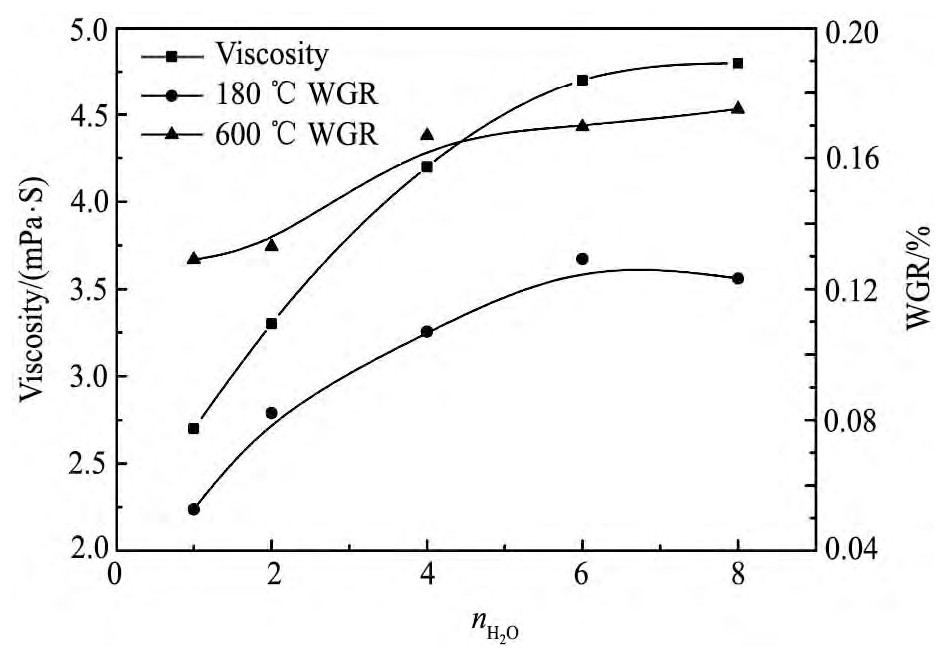
图8 H2O含量与溶胶粘度及涂层增重关系Fig.8 Effects of H2O contents on sol viscosity and sample WGR
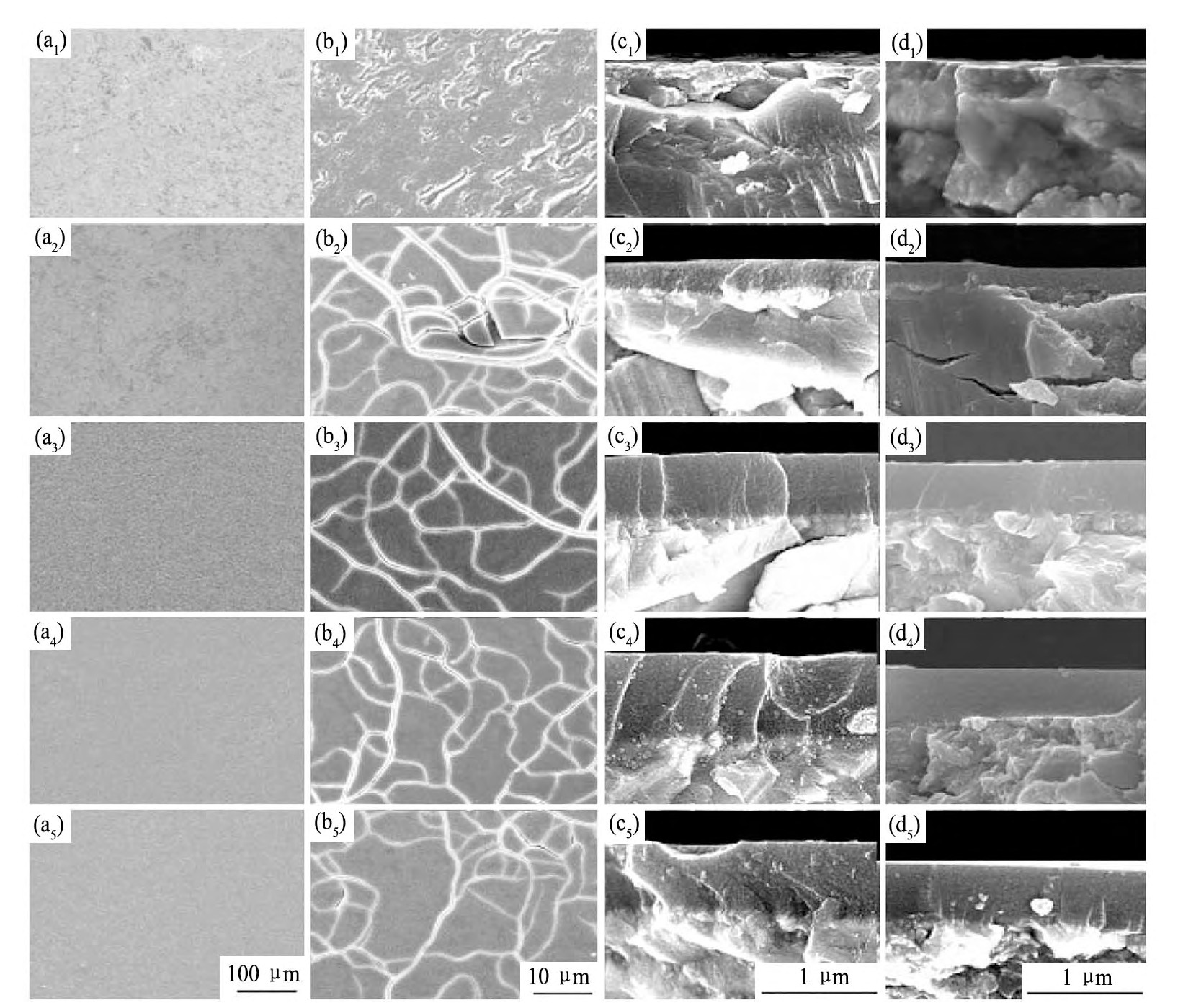
图9 不同H2O含量涂层干燥、烧结后表面及截面形貌Fig.9 SEM images of surface and section morphology of dried and sintered coating with different H2O contents
(a1~a5)180℃surface morphology with nH2O=1.0,2.0~8.0;(b1~b5)600℃surface morphology with nH2O=1.0,2.0~8.0;(c1~c5)180℃section morphology with nH2O=1.0,2.0~8.0;(d1~d5)600℃section morphology with nH2O=1.0,2.0~8.0
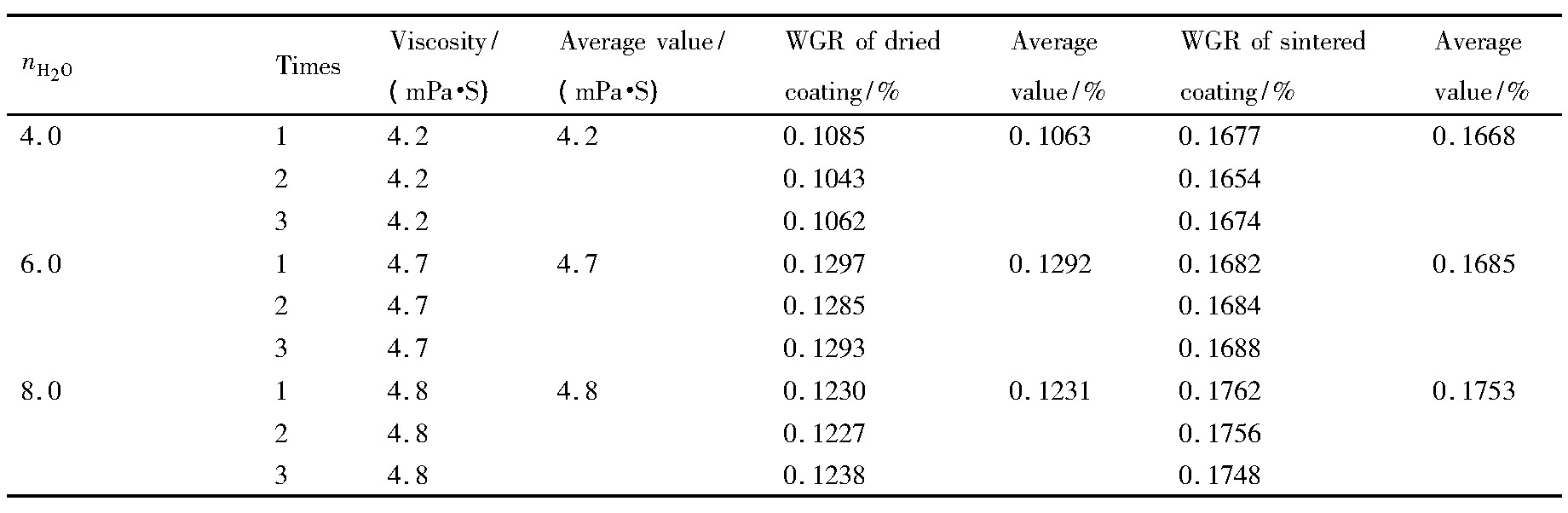
根据单因素实验结果,按最佳摩尔比制备溶胶粘度范围为4.2~4.8 m Pa・S。经单次浸渍提拉,180℃干燥溶胶涂层增重率范围为0.10%~0.12%,厚度0.8~1.0μm,涂层表面均匀、无裂纹。600℃烧结溶胶涂层增重率范围为0.16%~0.18%,厚度约为0.6μm,涂层表面存在微裂纹但无明显剥落,其阻氢渗透机制可能符合面缺陷模型
[20] 。
表1 最佳配比溶胶粘度及涂层样品增重率重复验证实验结果Table 1 Viscosity and WGR of repeated verification tests under optimal mole ratio 下载原图
表1 最佳配比溶胶粘度及涂层样品增重率重复验证实验结果Table 1 Viscosity and WGR of repeated verification tests under optimal mole ratio
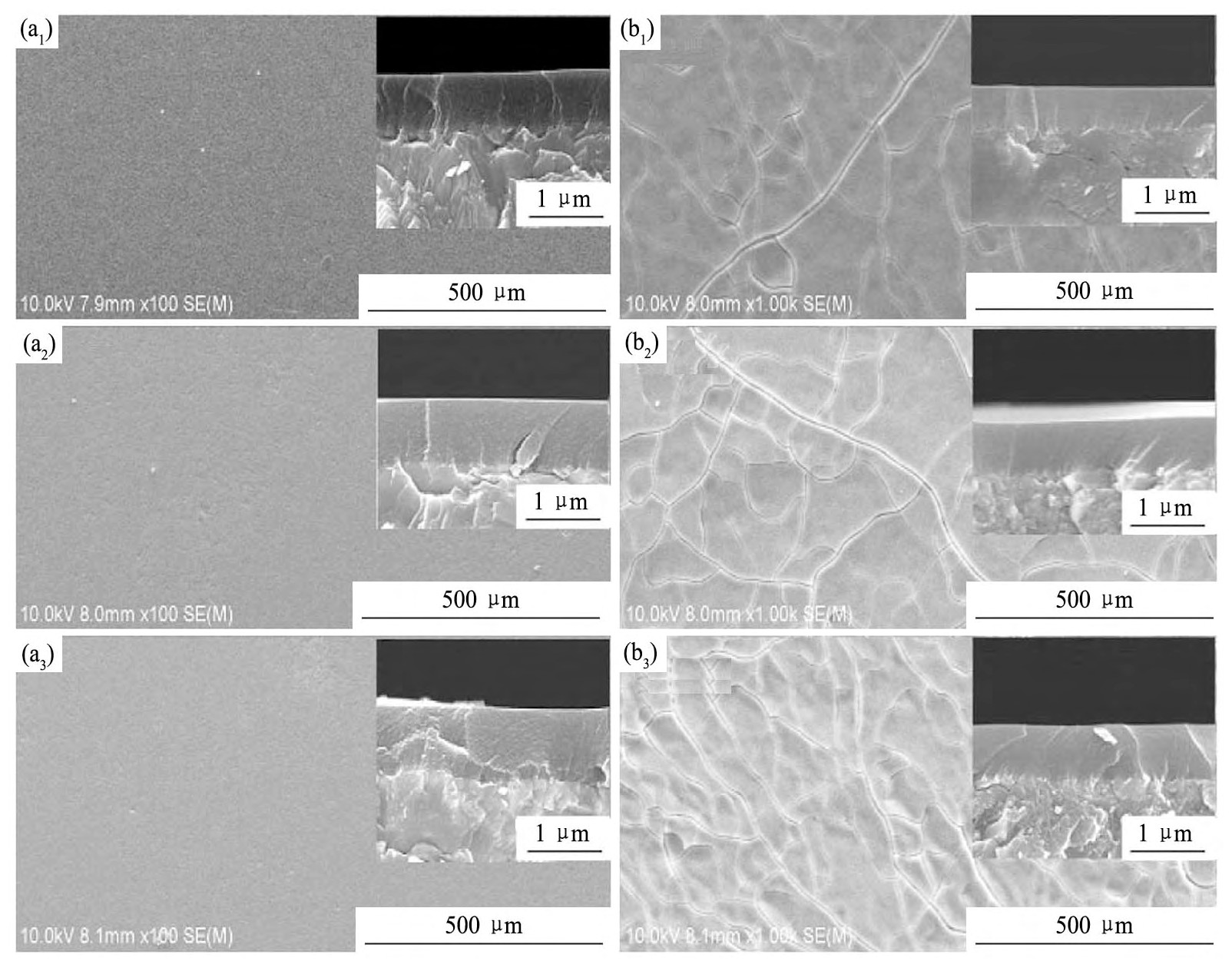
图1 0 重复验证实验涂层表面与截面形貌Fig.10 SEM images of surface and section morphology of repeated verification experiments
图1 0 重复验证实验涂层表面与截面形貌Fig.10 SEM images of surface and section morphology of repeated verification experiments
。按最佳配比制备的溶胶,其粘度范围为4.2~4.8 m Pa・S。DSC-TGA分析显示溶胶涂层经180℃干燥、600℃烧结分别处于相对稳定状态。对比热处理前后涂层结构形貌发现:单次提拉涂层经180℃干燥,样品增重率范围为0.10%~0.12%,表面均匀、无裂纹等结构缺陷,厚度约为0.8~1.0μm;600℃烧结涂层样品增重率范围为0.16%~0.18%,表面存在微裂纹,但无明显剥落,涂层厚度约为0.6μm;烧结涂层厚度降低,并伴随致密化过程。