文章编号:1004-0609(2008)08-1383-06
大尺寸喷射沉积耐热铝合金管坯楔压致密化与力学性能
陈振华,陈志钢,陈 鼎,贺毅强,陈 刚
(湖南大学 材料科学与工程学院,长沙 410082)
摘 要:基于多道次局部小变形累积致整体成型的工艺思路,采用一种新型的楔形压制工艺,对大尺寸Al-Fe-V-Si耐热铝合金喷射沉积管坯进行有效致密化,压制出尺寸为douter 330 mm×dinner 314 mm×78 mm及douter 330 mm×dinner 312 mm×113 mm的力学性能良好、整体均匀致密、外形圆整的耐热铝合金管材,并对楔形压制的致密化规律及其合金的组织与性能进行研究。结果表明:不锈钢包套在楔形压制过程中可以适当增大静水压力,并改善管坯的温度均匀性,使管坯中的孔洞显著锻合,材料的有效承载面积增加,沉积坯中的弱界面和层状组织得到有效改善,从而使其成形性能得以提高;当楔形压制的变形程度为50.4%时,管坯的力学性能及相对密度由沉积态的σb=125 MPa,δ = 15%,82%分别提高到301 MPa,9.3%及99.3%。该工艺适合于加工大尺寸多孔金属管坯,具有经济、实用的优点及较好的工业应用前景。
关键词:耐热铝合金;多层喷射沉积;管坯;楔形压制;致密化;力学性能
中图分类号:TG 146.2 文献标识码:A
Densification and mechanical properties of spray deposited large scale heat-resistant aluminum alloy tubular preforms during wedge pressing
CHEN Zhen-hua, CHEN Zhi-gang, CHEN Ding, HE Yi-qiang, CHEN Gang
(College of Materials Science and Engineering, Hunan University, Changsha 410082,China)
Abstract: A new wedge pressing process for compressing large scale porous tubular preforms was adopted based on the idea of accumulating local small deformation as to integral forming. Heat-resistant aluminum alloy tubes of douter 330 mm×dinner 314 mm×78 mm and douter 330 mm×dinner 312 mm×113 mm with well mechanical properties, density and good contour were fabricated. Densification behavior, microstructure and mechanical properties of the spray deposited Al-Fe-V-Si tubes during wedge pressing were investigated. The results show that, with increasing hydrostatic pressure and uniformly distributed temperature, the fragile interfaces and lamellar structure in the as-deposited materials are effectively improved, pores are closed and the mechanical properties are substantially upgraded due to increasing effective loading area after the stainless steel package wedge pressing. The mechanical properties and relative density of the deposits increase from 125 MPa, 0.15% and 82% to 301 MPa, 9.3% and 99.3% respectively after the reduction of 50.4%, indicating that the novel method is feasible, practical and cost-effective.
Key words: heat-resistant aluminum alloy; multi-layer spray deposition; tubular perform; wedge pressing; densification; mechanical properties
快速凝固Al-Fe-V-Si系耐热铝合金[1]具有良好的室温及高温力学性能、高比强度、比刚度以及较强的耐腐蚀能力,从而在航空、航天、国防、汽车等领域具有广阔的应用前景。实践证明,采用多层喷射沉积技术[2]制备的Al-Fe-V-Si合金具有晶粒细小、成分均匀、含氧低、合金元素固溶度高及含有热稳定性好、体积分数高的细小弥散强化粒子Al13(Fe, V)3Si等优点。然而,喷射沉积坯件中通常存在一定的孔隙度,对材料的使用性能有非常不利的影响。因此,为了能够获得综合力学性能优异的快速凝固Al-Fe-V-Si耐热铝合金,其后续的致密化加工处理工艺尤为关键。众多研究者为改善喷射沉积材料的组织与性能做了大量有益的探索,采用的致密化方法主要为锻造、挤压、轧制、热等静压及旋压等[3?9]。本文作者的前期研究[10]表明,基于多道次局部小变形累积致整体成型的楔形压制工艺在喷射沉积多孔坯的致密化方面有着广阔的应用前景。局部压制累积致整体成型的工艺思路最早于20世纪60年代被提出,其主要用于压制粉末制备金属长条带[11]。楔形压制工艺亦称循环压制工艺,是一种通过局部小变形累积而实现整体成形的压力加工方法。对低塑性难变形合金,采用多次小变形量的加工方法可以使材料的塑性提高2.5~3倍[12]。喷射沉积Al-Fe-V-Si系耐热铝合金坯件属于低塑性材料,其管坯需经挤压或再经旋压致密后方可使用,但对大尺寸耐热铝合金管坯,由于该合金的高温变形抗力大,受设备吨位及加工成本的影响,挤压成形一般难以实现,而环轧低塑性多孔金属亦不可行。为此,本文作者设计了一套操作简便,成本低廉且具有工业应用价值的管材包套楔形压制装置,试图通过该装置对大尺寸喷射沉积管坯进行致密化加工,研究其致密化行为,以期制备可直接使用的管坯,或为旋压加工提供可用的预成形件,并为该类多孔合金管材的工业生产提供有意义的参考。
1 实验
所研究合金的名义成分为Al-8.5Fe-1.3V-1.7Si(质量分数,%),喷射沉积管坯在自行研制的多层喷射沉积设备上制备,将沉积坯机加工成尺寸为douter315 mm×dinner291 mm×73 mm及douter315 mm×dinner291 mm×110 mm的原始管坯,随后进行楔压致密化加工。管坯的喷射沉积工艺参数如表1所示。
表1 Al-Fe-V-Si管坯的喷射沉积工艺参数
Table 1 Process parameters of multi-layer spray deposition of Al-Fe-V-Si tubular preform

管坯楔形压制技术的原理及装置如图1所示。该装置主要由装在6 300 kN油压机上的楔压冲头、芯模及内外加热装置组成,楔压冲头有两个压制面,即主压面和预压面,它们互成5?~6?[13]。楔压时管坯静止不动,每压一次后管坯转过一个角度进行下一位置的压制,每次转动量不超过主压面长度。预压面不同位置处的管材其变形程度不同,这样可避免管坯局部因剧烈变形而开裂。单道次压下量由油压机限位装置控制。这样逐道次循环压制,经过累积局部小变形可使管坯整体获得所需的变形程度。管坯外表面的不锈钢包套在本工艺中起着重要的作用,即保持管坯整体温度的均匀和增加压制中的静水压力,以使管坯变形 均匀和有效致密化。为确定合适的工艺参数,先用douter 315 mm×dinner 291 mm×73 mm管坯在350、400、450及480 ℃下进行实验,根据其实验结果,楔形压制前,将不锈钢包套管坯套在芯模上一起加热至460~480 ℃,并保温1 h。压制完成一周(道次)后在450 ℃退火约20 min再进行下一个循环的压制。

图1 管坯包套楔形压制原理及其装置示意图
Fig.1 Schematic diagrams of package wedge pressing principle (a) and its device for tube preparation (b)
从不同变形程度管壁处取样抛光后用Keller试剂(0.5 mL HF+1.5 mL HCl+2.5 mL HNO3+95.5 mL H2O)浸蚀,在LeixzMM6金相显微镜下进行显微观察。材料密度采用排水法测定(取相同材料轧制板材密度作为理论密度)。管壁变形程度由ε = (H0?h)/H0(式中H0为管壁原始厚度,h为管壁实测厚度)表示。在WDW? E200电子万能实验机上进行室温拉伸实验,试样夹持端移动速度0.5 mm/min。试样拉伸断口形貌在JSM?5600型场发射扫描电镜下观察。X射线衍射物相分析在XD98全自动X射线衍射仪上进行,采用Cu Kα辐射,管压为36 kV,管流为30 mA,扫描范围为10?~90?。
2 结果与讨论
2.1 楔压管坯微观组织与致密化
图2所示为Al-Fe-V-Si沉积管坯及楔压过程中不同变形程度下的显微组织。由图可见,沉积管坯(见图2(a))中存在许多大小及形态各异的孔洞和原始颗粒界面(PPB),这些孔洞或为近球形,或为缝隙状,这是部分雾化半固态及固态颗粒在高速撞击沉积基体表面后嵌入沉积基体中与其他颗粒相互堆积、搭接的结果。当楔形压制变形程度达18%(见图2(b))时,大尺寸孔隙明显减少且部分被压合,残余孔洞的平均尺寸也由沉积态的80~100 μm减小至20~30 μm,但层状条带组织依然可辨。随着变形程度的增加,管坯内部孔洞的数量和尺寸都相应减小(见图2(c), (d)),且颗粒轮廓和层状组织特征渐趋模糊,原始颗粒界面呈点链状,代之以逐渐出现的加工流线,多孔喷射沉积管坯的微观组织得到有效改善。图3所示为喷射沉积Al-Fe-V-Si管坯在楔形压制前后的XRD谱。由图可见,楔压前后的管坯主要由基体α(Al)和第二相Al12(Fe, V)3Si组成,未见有θ-A113Fe4、A16Fe、Al8Fe2Si等平衡相[14?16]的衍射峰,有可能是这些相含量较低的缘故,需通过进一步的透射电镜分析才能确定这些平衡相是否存在。这说明喷射沉积管坯在这种楔压加工过程中无明显的有害相转变出现。随着管坯内部孔洞数量和尺寸的减小,材料的致密度得到了相应提高。图4所示为管坯在楔压过程中密度的变化。可以看出,在管坯楔压的初期(变形程度ε = 30%之前),材料密度的变化较为迅速,然后趋于平缓。因为在管坯楔形压制初期,致密化过程主要是大孔洞的坍塌、扁平化并被分散成数个小的孔隙,相邻粉末颗粒互相靠近、挤压。多孔金属在塑性变形时由于孔隙的闭合,高向变形不可能全部转化为两个方向的横向变形,使其塑性泊松比较小。多孔材料塑性泊松比为相对密度ρ的函数:ν = 0.5ρn。对于烧结坯或粉末热压坯,实验常数n = 1.92~ 2.00[13, 17]。因多孔金属塑性变形初期的泊松比很小,此时其横向变形也小,故致密化速度较快且伴随着较小的塑性变形。图5所示为变形量达37%时的典型组织照片。由图可见,材料内部大的孔洞基本锻合,颗粒界面逐渐消失,致密化过程基本完成。静水压应力(即球应力状态:σ1 = σ2 = σ3)在致密金属中不引起塑性变形,而在多孔坯中却引起屈服。因为多孔坯体积可压缩,且颗粒间结合不强,在静水压应力状态下颗粒间可能引起移动和转动,因此,对于孔隙周边的每个颗粒来说不一定保持静水压力状态而使材料变形和屈服。采用不锈钢包套可适当限制扩径现象并在一定程度上增大静水压力而促进沉积坯的致密化。随后,管壁在压制过程中受包套及摩擦力的制约沿轴向与切向流动,使管坯产生轴向伸长与扩径。在适当的剪切应力作用下,沉积坯内的沉积颗粒经历转动/滑动、拉长变形(包括颗粒的屈服和塑性流动)等过程。当变形程度超过30%时,坯件的相对密度达到97%;当变形程度超过50%时,管坯的平均相对密度达99.3%。图6所示为喷射沉积管坯及其楔压致密化后的产品照片。

图2 楔压过程中管坯组织与孔洞随变形程度的变化
Fig.2 OM images of wedge pressed tube with different degrees of deformation: (a) As deposited; (b) ε =18%; (c) ε =28%; (d) ε =41%

图3 管坯楔压前后的XRD谱
Fig.3 XRD patterns of spray-deposited tube before and after wedge pressing: (a) As-cyclic pressed; (b) As-spray deposited
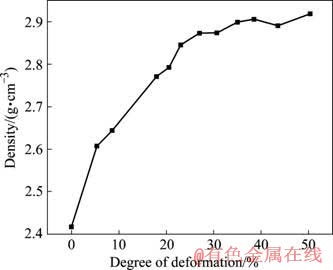
图4 楔压变形程度对管坯密度的影响
Fig.4 Effect of degree of deformation on density during tube wedge pressing

图5 喷射沉积管坯致密化过程中的显微组织
Fig.5 Microstructure of deposites during densification

图6 喷射沉积耐热铝合金管坯及其楔压产品照片
Fig.6 Photos of spray deposited preform and its wedge pressed productions
2.2 楔压工艺对室温力学性能的影响
喷射沉积管坯的力学性能强烈依赖其致密程度,材料内部孔洞、粉末原始颗粒界面及弱结合层状组织等都是现成的裂纹源,另外,较大的沉积颗粒因冷速较慢而性能不佳,在外力作用下容易发生脆性断裂。故需采用适当的后续热加工工艺来消除沉积坯的原始孔洞,破碎颗粒间氧化膜,促进沉积颗粒间冶金结合,以提高材料的致密度和力学性能。楔形压制对喷射沉积管坯室温拉伸力学性能的影响如图7所示。从图中可以看出,管坯的力学性能随变形程度的增加有显著的改善。与图2所观察到的情况对应,随着变形程度的增大,分散小孔数量逐渐减少而使材料有效承载面积增加。在剪切应力作用下,沉积颗粒相互接触、摩擦并借助原子高温扩散粘结形成冶金结合;小孔逐渐圆角化降低了应力集中;粉末颗粒界面处氧化膜得到不同程度的破碎、分散并且重新分布。因此,多孔沉积坯的力学性能得以有效提高。变形程度达50.4%时,管坯的力学性能由沉积态的125 MPa(σb)和0.15%(δ)分别提高到301 MPa和9.3%。
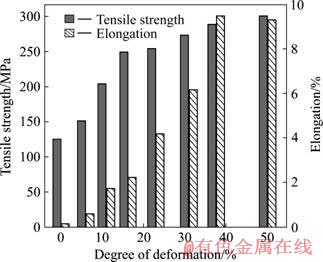
图7 楔压对管坯力学性能的影响
Fig.7 Effects of wedge pressing on mechanical properties of tubular preform
致密金属的塑性变形与断裂主要通过晶体内部的位错运动来实现,而多孔金属的塑性变形及断裂不仅与基体金属晶体变形有关,而且与孔隙有关。图8所示为经不同变形程度楔压处理的喷射沉积管坯的拉伸断口形貌。可见,在沉积管坯拉伸试样断口(图8(a))上,主要为雾化沉积过程所形成的孔洞及球/柱状凝固颗粒、原始粉末界面、颗粒断裂面,几乎看不到塑性变形的痕迹,裂纹也正是沿这些缺陷低能快速扩展,因而呈现出典型的脆性断裂模式。经11%楔形压制的拉伸断口(图8(b))上撕裂棱比例增多,局部出现塑性变形特征,大尺寸孔洞基本消失,但仍可看到残余孔洞与粉末颗粒间脱粘的弱界面。当变形程度较大时(图8(c), ε =50.4%),材料的致密度相应提高,更重要的是颗粒塑性变形更为充分,脆性氧化膜破碎,先前的原始粉末弱界面为新鲜的表面所取代,如同粉末烧结颈的形成和扩大[13],原子在高温下沿颗粒表面扩散作用显著,颗粒间逐渐实现良好的冶金结合,管坯拉伸断裂方式因而发生改变。断面出现大量等轴韧窝,裂纹扩展路径变得复杂,材料破坏方式向延性断裂过渡,这与前述伸长率的提高一致。文献[4]表明,热压Al-Fe-V-Si合金中的弥散相粒子相当一部分分布在晶界处,因此,可以推测裂纹是在拉应力作用下,首先在结合最薄弱处―晶界上的弥散相粒子与基体界面上产生微孔,然后通过基体变形以剪切方式使空洞长大、连接导致韧窝断裂。
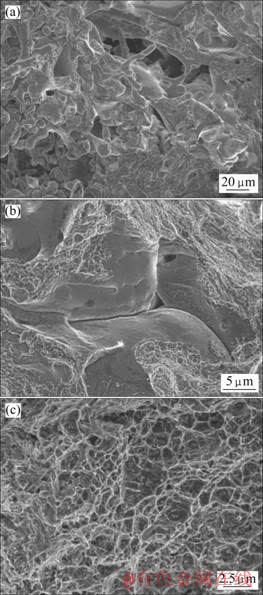
图8 管坯楔压致密化后拉伸试样断口的形貌
Fig.8 SEM images of tensile fracture surfaces: (a) as-deposited; (b) ε =11%; (c), (d) ε =50.4%
3 结论
1) 基于多道次局部小变形累积致整体成型,采用一种新颖的热加工工艺―管坯包套楔形压制,并通过该工艺制备了整体致密、性能良好、外形圆整的大尺寸喷射沉积耐热铝合金管材。
2) 不锈钢包套在楔形压制中由于增大了静水压力及改善管坯温度均匀性,使管坯中的弱界面和孔洞显著锻合而增加材料有效承载面积,沉积坯中的层状组织得到有效改善,通过多道次460~480 ℃包套楔压,管坯致密度及力学性能显著提高。变形程度达50.4%时,管坯的力学性能及相对密度由沉积态的125 MPa(σb),0.15%(δ),82%分别提高到301 MPa,9.3%及99.3%。
3) 管坯的致密化主要发生在楔形压制的初期,且裂纹源主要是雾化沉积过程形成的孔隙和粉末颗粒间弱结合面;但变形程度超过30%后主要是颗粒的塑性变形与颗粒间的冶金结合以及小孔洞的进一步消除,裂纹主要在晶界处第二相粒子与基体界面上萌生,合金的拉伸断裂方式由脆性断裂向延性断裂过渡。
REFERENCES
[1] SKINNER D J, BYE R L, RAYBOULD D, BROWN A M. Dispersion strengthened Al-Fe-V-Si alloys[J]. Scripta Metal Mater, 1986, 20(6): 867?872.
[2] 陈振华. 多层喷射沉积技术及应用[M]. 长沙: 湖南大学出版社, 2003: 180.
CHEN Zhen-hua. Multi-layer spray deposition technology and application[M]. Changsha: Hunan University Press, 2003: 180.
[3] 肖于德, 谭敦强, 黎文献, 马正青. 喷射沉积A1FeVSi合金模压致密化工艺与模锻制品组织性能研究[J]. 材料与冶金学报, 2004, 3(3): 213?218.
XIAO Yu-de, TAN Dun-qiang, LI Wen-xian, MA Zheng-qing. Investigation on die-compacting processing of spray deposited A1FeVSi heat-resistant aluminum alloy and microstructures and tensile properties of its die forged pieces[J]. Journal of Materials and Metallurgy, 2004, 3(3): 213?218.
[4] 陈振华, 贺毅强, 陈志钢, 尹显觉, 陈 刚. SiCp/Al-8.5Fe- 1.3V-1.7Si复合材料的显微组织及室温力学性能[J]. 中国有色金属学报, 2007, 17(6): 858?864.
CHEN Zhen-hua, HE Yi-qiang, CHEN Zhi-gang, YIN Xian-jue,CHEN Gang. Microstructure and ambient temperature mechanical properties of SiCp/Al-8.5Fe-1.3V-1.7Si composite[J]. The Chinese Journal of Nonferrous Metals, 2007, 17(6): 858?864.
[5] SRIVASTAVA V C, MANDAL R K, OJHA S N, VENKATESWARLU K. Microstructural modifications induced during spray deposition of Al-Si-Fe alloys and their mechanical properties[J]. Mater Sci Eng A, 2007, 471: 38?49.
[6] XU Q, HAYES R W, W H Hunt JR, LAVERNIA E J. Mechanical properties and fracture behavior of layered 6061/SiCp composites produced by spray atomization and co-deposition[J]. Acta Materialia, 1998, 47(1): 43?53.
[7] 朱宝宏, 熊柏青, 张永安, 刘红伟, 石力开, 孙玉峰.喷射成形工艺参数及热挤压制度对8009耐热铝合金的组织及性能的影响[J]. 稀有金属, 2003, 27(6): 692?695.
ZHU Bao-hong, XIONG Bai-qing, ZHANG Yong-an, LIU Hong-wei, SHI Li-kai, SUN Yu-feng. Effect of spray forming and hot extrusion process parameters upon microstructure and mechanical properties of 8009 alloy[J]. Chinese Journal of Rare Metals, 2003, 27(6): 692?695.
[8] XIAO Yu-de, LI Wen-xian, LI Song-rui, WANG Ri-cu, LUO Qing-ying. Microstructures and mechanical properties of spun pipe blanks of RS AlFeX alloy[J]. Trans Nonferrous Met Soc China, 1998,8(1): 102?106.
[9] 袁武华, 陈振华. 高性能耐热铝合金管材的制备及性能[J]. 中南工业大学学报, 2000, 31 (5): 437?440.
YUAN Wu-hua, CHEN Zhen-hua. Preparation of heat resisting aluminum alloy pipes[J]. J Cent South Univ Technol, 2000, 31(5): 437?440.
[10] CHEN Z H, TENG J, YAN H G, et al. Continuous compaction of spray deposited Al-20 wt%Si/SiCP composites via wedge pressing technique[J]. Materials Science and Technology, 2007, 23(3): 285?289.
[11] DEIBEL C, THORNBURG D R, EMLEY F. Continuous compaction by cyclic pressing[J]. Powder Metallurgy, 1960, 5: 32?44.
[12] 彭大署. 金属塑性加工原理[M]. 长沙: 中南大学出版社, 2004: 154?155.
PENG Da-shu. Plastical processing principle of metal[M]. Changsha: Central Southern University Press, 2004: 154?155.
[13] 黄培云. 粉末冶金原理[M]. 北京: 冶金工业出版社, 1982: 348?354.
HUANG Pei-yun. Principle of powder metallurgy[M]. Beijing: Metallurgical Industry Press, 1982: 348?354.
[14] WANG Feng, ZHU Bao-hong, XIONG Bai-qing, et al. An investigation on the microstructure and mechanical properties of spray-deposited Al-8.5Fe-1.1V-1.9Si alloy[J]. Journal of Materials Processing Technology, 2007, 183: 386?389.
[15] PARK W J, AHN S, KIM N J. Evolution of microstructure in a rapidly solidified A1-Fe-V-Si alloy[J]. Mater Sci Eng A, 1994, 189: 291?299.
[16] 谭敦强, 唐建成, 黎文献, 肖于德, 王日初, 陈 伟. 冷却速度对Al-8.5Fe-1.3V-1.7Si合金主要相组成的影响[J]. 中国有色金属学报, 2005, 15(8): 1226?1230.
TAN Dun-qiang, TANG Jian-cheng, LI Wen-xian, XIAO Yu-de, WANG Ri-chu, CHEN Wei. Effect of cooling rate on primary phase constitutes of A1-8.5Fe-1.3V-1.7Si alloy[J]. The Chinese Journal of Nonferrous Metals, 2005, 15(8): 1226?1230.
[17] DORAIVELU S M, GEGEL H L, GUNASEKERA J S, MALAS J C, MORGAN J T, THOMAS J F. A new yield function for compressible P/M materials[J]. Int J Mech Sci, 1984, 26(9/10): 527?535.
基金项目:国家自然科学基金资助项目(50304008)
收稿日期:2007-10-23;修订日期:2008-02-25
通讯作者:陈志钢,博士研究生;电话:0731-8821648;E-mail: czg07517@126.com
(编辑 陈爱华)

