文章编号:1004-0609(2010)S1-s0868-05
Ti-13Nb-13Zr钛合金VAR熔炼主组元的控制分析
牛中杰1, 2,杨冠军1,赵永庆2,曹继敏2,杨宏进2
(1. 西安建筑科技大学 冶金工程学院,西安 710055;2. 西北有色金属研究院,西安 710016)
摘 要:基于活度系数计算模型和控制传质系数计算模型,从热力学角度分析Ti-13Nb-13Zr合金熔体中主组元的饱和蒸气压以及熔炼过程中主组元的挥发趋势。结果表明:合金中主组元的挥发损失速率不同,使得熔炼前后合金的成分出现变化,合理地降低熔体的温度和提高真空室中的压力可以减小熔炼过程中合金成分的变化,也为Ti-13Nb-13Zr合金VAR熔炼合金成分的控制提供理论指导。
关键词:Ti-13Nb-13Zr合金;VAR熔炼;主组元控制
中图分类号:TF 804.3 文献标志码:A
Control analysis of main group element for Ti-13Nb-13Zr alloy in VAR process
NIU Zhong-jie1, 2, YANG Guan-jun1, ZHAO Yong-qing2, CAO Ji-min2, YANG Hong-jin2
(1. Xi’an University of Architecture and Technology, Xi’an 710055, China;
2. Northwest Institute for Nonferrous Metal Research, Xi’an 710016, China)
Abstract: Based on the activity coefficient calculation module and mass transportation control coefficient calculation module, the saturated pressures and volatilization direction of Ti-13Nb-13Zr alloy in VAR process from thermodynamics field were analyzed. The results indicate that the ultimate alloy chemical composition deviates from its original composition after the melting process because of different mass loss rates. Properly decreasing the melting temperature or increasing the chamber pressure can decrease the composition deviation, which will give some guidance to the alloy composition controlling in VAR process.
Key words: Ti-13Nb-13Zr alloy; VAR process; main group element control
Ti-13Nb-13Zr钛合金是一种新型不含有害元素的近β型生物医用钛合金,具有弹性模量低、强度高、韧性高和疲劳强度高以及抗腐蚀性和生物相容性良好等综合性能。与常规Ti-6Al-4V和Ti-6Al-7Nb合金相比,由于研究发现元素V能诱发癌症,其单体细胞毒性大,元素Al可引起潜在神经系统紊乱,世界各国都致力于研究不含V和Al等有毒性元素的生物医用钛合金。
Ti-13Nb-13Zr利用无毒害的β稳定元素Nb替代V,以中性元素Zr代替Al,是一种理想的人体硬组织修复与替代的外科植入用钛合金材料,现已被世界医学界所承认[1]。Ti-13Nb-13Zr合金标准已经被美国材料与试验学会颁布,标准号为ASTM F1713-08[2],国内牌号TC26。
Ti-13Nb-13Zr钛合金含有元素Nb和Zr,其熔点、密度和熔化结合方式差别较大。常规真空自耗电弧熔炼(VAR)采用铌钛中间合金与海绵钛混合制备电极,能够大幅度减少Nb的偏析,但熔炼成本高、物料损耗大。而EBM和SIM存在元素组分挥发量大、熔炼成本高和铸锭体积小等缺点[3]。本研究采用直接添加金属Nb和Zr制备组合电极,优化主元素配比和熔炼工艺技术,利用真空自耗电弧炉(VAR)进行熔炼生产,经过广泛试制和批量生产,已经有效解决了VAR熔炼Nb的偏析和主组元均匀性问题,获得了优质铸锭。
本文作者简要介绍Ti-13Nb-13Zr合金VAR熔炼的常规方法和控制环节,基于活度系数计算模型和控制传质系数计算模型,从热力学角度探讨Ti-13Nb- 13Zr合金熔体主组元的饱和蒸气压及熔炼过程主组元的挥发趋势,以期为Ti-13Nb-13Zr合金的熔炼提供理论指导。
1 实验
真空自耗电弧熔炼(VAR)作为成熟的钛及钛合金工业生产技术,熔炼设备投资和运行成本低,操作技术简单,熔化速度快,能够产出具有良好结晶组织和质量重现性的均匀铸锭,绝大多数钛及钛合金是用此方法生产的[4]。该方法用于Ti-13Nb-13Zr钛合金的铸锭生产,除按照常规VAR生产设备和生产过程要求之外,直接添加金属Nb和Zr制备组合电极,对熔炼工艺合理调整和优化,可以生产出符合标准要求的优质铸锭。
1.1 电极制备
VAR熔炼是一种区域性熔炼,铸锭杂质含量主要靠选择合理的原料来保证。钛合金的熔炼是在密闭的真空室中进行的,熔炼过程中不可能对熔体的化学成分进行调整。原料经过混料后通过压制、焊接,制成自耗电极。焊接方法为氩弧焊或等离子焊,焊接时应进行充分的保护或在惰性气氛下的容器里进行,以避免污染和难熔氧化物或氮化物的形成。应严禁使用钨极氩弧焊。制备的自耗电极必须具备足够的机械稳定性,即使在熔炼过程中加热时也不会开裂.并确保高电流畅通无阻地通过[5]。
1.2 熔炼工艺
电压和电流是VAR熔炼的主要工艺参数。电压对电弧的稳定有重要影响,主要取决于电极和炉室内气体的含量、电流大小、电弧间隙和电极的电阻等。电流对熔池温度、深度和熔化率有直接影响,由合金熔炼特性和电极直径来确定[6]。在常规VAR真空炉内压力0.013~13.3 Pa下进行熔炼时,要使电弧稳定必须将电压控制在一定的范围内,熔炼含熔点高、流动性差的金属Nb时应选用较大的电流密度,产生的电弧温度高,熔化率也高。Ti-13Nb-13Zr钛合金铸锭要经过3次熔炼,电压选择范围为35~50 V,电流选择范围为8~12 kA,其关键在第一次熔炼时要采用大电流,才能将高熔点铌充分熔化,避免出现铌偏析和不熔块的出现,再根据熔炼炉次和电极直径进行正向调整[7]。
2 热力学分析结果与讨论
合金成分的精确控制是获得性能优良合金的先决条件之一,而合金成分的变化主要由于在熔炼过程中易挥发组元的挥发。高温下钛合金很活泼,对O和H等元素又具有很强的亲和性,真空VAR熔炼能去除熔体中易挥发的有害杂质起提纯作用,保护合金熔体免受O和H等有害元素的污染。但是熔体中一些主要组成元素在真空条件下会挥发,这样就会造成熔炼后合金成分偏离指定成分,对合金的组织性能产生影响[8],控制合金成分的均匀性是工业化熔炼生产的关键技术之一。
2.1 主组元蒸气压和活度系数
从热力学上说,当熔体温度T一定时,合金熔体中元素的蒸汽压p受其浓度及各元素之间的相互作用影响,挥发程度与该元素的饱和蒸气压p*有着密切的关系。对合金熔体中某组元i来说,其蒸气压pi为[9]
 (1)
(1)
式中:γi为组元i在合金熔体中的活度系数;Ni是组元i的摩尔分数; 为纯组元i的饱和蒸气压。
为纯组元i的饱和蒸气压。
Ti-13Nb-13Zr合金熔体为三元合金体系,组元Ti、Nb和Zr的摩尔分数分别为76%、7%和7%。纯组元Ti、Nb和Zr的饱和蒸气压分别用下列公式计算[10]:
 2 302.6 exp(-23 200/T-0.66lnT+10.86) (2)
2 302.6 exp(-23 200/T-0.66lnT+10.86) (2)
 2 302.6 exp(-37 650/T-0.715lnT-1.67×10-4T+
2 302.6 exp(-37 650/T-0.715lnT-1.67×10-4T+
8.06) (3)
 2 302.6 exp(-18 900/T-0.89lnT+12.01) (4)
2 302.6 exp(-18 900/T-0.89lnT+12.01) (4)
式中: 、
、 和
和 分别是纯Ti、Nb和Zr元素的饱和蒸气压,Pa;T为熔体温度,K。把式(2)、(3)和(4)分别代入式(1),可以计算出Ti-13Nb-13Zr合金熔体中主组元在不同熔体温度下的饱和蒸气压。
分别是纯Ti、Nb和Zr元素的饱和蒸气压,Pa;T为熔体温度,K。把式(2)、(3)和(4)分别代入式(1),可以计算出Ti-13Nb-13Zr合金熔体中主组元在不同熔体温度下的饱和蒸气压。
图1所示为熔体中主组元的饱和蒸气压随熔体温度的变化。由图1可以看出,随着熔体温度的升高,主组元的饱和蒸气压均增大,即熔体温度的升高促使
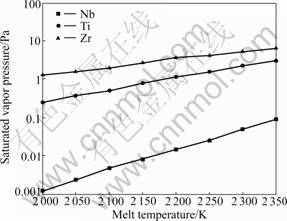
图1 Ti-13Nb-13Zr熔体主组元的饱和蒸气压与熔体温度的关系
Fig.1 Relationship between saturated vapor pressure of main group element in Ti-13Nb-13Zr melt and melt temperature
组元的挥发趋势增大。熔体中Zr和Ti元素的饱和蒸气压比Nb元素的饱和蒸气压大很多,说明在合金熔体的熔炼过程中,挥发元素主要为Zr和Ti。
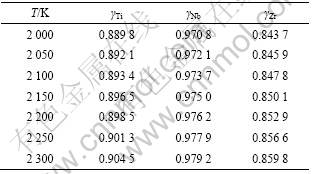
熔体中组元活度的获得一般有两种方法,即实验测量和基于热力学的理论计算。对Ti-13Nb-13Zr合金这样的高活性熔体,用实验测量组元的活度因子非常困难。近年来,有关熔体中组元的活度计算已经进行广泛而深入的研究,并建立多个模型,计算的准确性也已得到证实。本文作者采用文献[9]提供的理论模型计算Ti-13Nb-13Zr合金熔体中主组元的活度因子,不同温度T下组元的活度因子γi计算结果如表1所列。
表1 不同温度下Ti-13Nb-13Zr熔体中主组元的活度因子
Table 1 Activity factors of components in Ti-13Nb-13Zr melt at different temperatures
2.2 主组元挥发趋势分析
在真空VAR熔炼过程中,合金熔体中组元的挥发过程如图2所示。其中,熔体中合金元素的挥发一般要经过3个阶段[10]:
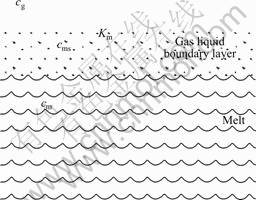
图2 合金组元挥发过程示意图
Fig.2 Schematic diagram of evaporation process of main group element (cms is concentration of component at melt surface, g/cm3; cm is concentration of component in melt, g/cm3; cg is concentration of component in vacuum chamber, g/cm3.)
1) 熔体内部的合金组元原子通过扩散到达气-液界面处,在这阶段的传质系数为βm;
2) 组元在气-液界面处发生挥发反应,由液态变成气态,这阶段的传质系数为Km;
3) 气态组元在熔炼真空室中的扩散。
实际真空VAR熔炼过程中,坩埚内真空度约1Pa左右,在如此低的真空下,气态组元在真空室中的扩散(第三阶段)不会成为组元挥发过程中物质传输的控制环节。所以对挥发过程起控制作用的只能是物质传输过程的第一和二阶段。
对于钛合金来说,其液相边界层的扩散传质与界面挥发反应传质是接近的[9]。即βm与Km相差不大时,亦即没有哪一个阶段对物质的传输起绝对的控制作用,两个阶段共同起作用,称之为共同控制,其传质系数为K(cm/s),则从液相迁移到气相中总的质量传输速率Nl(g/(cm2 ・s))为[11]
Nm=K(cm-cg) (5)
在液相边界层中的质量传输速率Nl为
Nl=βm(cm-cms) (6)
气-液界面挥发反应的质量传输速率Ne为
Ne=Km(cms-cg) (7)
达到平衡时,即式(5)、(6)、(7)相等时,可得
K=βm/(1+βm/Km) (8)
在计算过程中,即使熔体温度和真空室中的总压力不变,由于合金元素的挥发损失,熔体中各个组元的浓度均随时间而变化,这会使挥发损失速率会随时间变化而变化。在定义熔炼质量、熔炼时间、坩埚尺寸、真空室体积或压力情况下,本文作者采用累加迭代的方法计算各个组元总挥发损失量。
2.3 主组元挥发损失率及挥发损失量
图3所示为熔体温度为2 100 K时Ti-13Nb-13Zr合金在熔炼过程中主组元在不同真空室(简称室压)压力下的挥发损失率。由图3可以看出,各个元素的挥发损失速率N随真空度的变化趋势是一致的。当真空度小于某一压力时,损失速率真空度不再随真空度的减小而增大,而是以一个几乎不变的最大速率挥发,这个压力就是所谓的临界压力。当室压大于临界压力时,随着室压的增大,损失速率真空度急剧减小。上述计算结果与很多学者通过实验得出的合金熔体中组元的挥发速率随室压的变化曲线样式是一致的[12]。
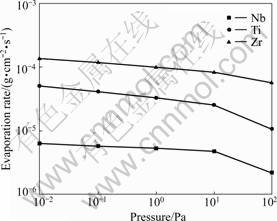
图3 熔体温度2 100 K时Ti-13Nb-13Zr熔体中主组元挥发速率随真空室压力的变化
Fig.3 Change of evaporation rates of main group element in Ti-13Nb-13Zr melt at different chamber pressures and melt temperature of 2 100 K
另外,从图3中还可以看出,Ti、Nb、Zr三者中,Zr和Ti的挥发损失速率最大,比同温度同室压下Nb元素的挥发损失速率大了一个数量级。这从动力学上证明合金在熔炼过程中,元素的挥发主要是Zr和Ti元素,合金在熔炼前后成分的变化是由于各个元素挥发损失速率的不同步而造成的。
结合式(5)给出的合金熔体中某个元素挥发损失速率的表达式,在dt时间内挥发损失量dw为
dw=Nmdt (9)
通过对熔炼过程中不同dt时间段内挥发损失量dw的累加,就可以求出计算时间内某元素的挥发损失总量,进而可以求出熔炼后合金的成分。
表2和3所列分别为Ti-13Nb-13Zr合金熔体中Ti、Nb和Zr组元在不同熔体温度及真空室压力下的挥发损失量及熔炼后合金的主组元。
表2 不同熔体温度及室压下Ti-13Nb-13Zr熔体中主组元的挥发损失量
Table 2 Evaporation loss of main components in Ti-13Nb- 13Zr melt at different melt temperatures and vacuum chamber pressures
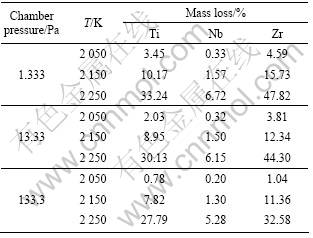
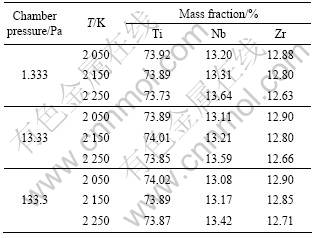
表3 不同熔体温度及室压下Ti-13Nb-13Zr熔炼铸锭中主组元的含量
Table 3 Components contents in Ti-13Nb-13Zr melt ingot at different melt temperatures and vacuum chamber pressures
从表2可以看出,随着熔体温度的升高,主组元的挥发损失量增大;随着真空室中压力的增加,由于增加了气-液界面处挥发传质的阻力,为气相向液相传质创造了条件,使得主组元的挥发损失量随压力的增加而减小。由于主组元的挥发不同步,熔炼过程中Ti和Zr元素的含量减小,而Nb元素的相对含量增加,这导致合金成分在熔炼前后发生变化。
从表3可以看出,在同一熔体温度下,随着真空室压力的增加,主组元的含量逐渐趋向合金的原始成分,特别是在熔体过热度小的条件下,增加真空室中的压力可以减小熔炼前后主组元的成分变化。在真空室压力比较低的条件下,随着熔炼温度的降低使得熔炼铸锭的成分偏离原始成分比较弱。这说明在熔炼过程中,可以通过合理的调节熔炼温度和真空室中的压力来保证把合金的成分变化控制在允许的范围内。
3 结论
1) Ti-13Nb-13Zr合金熔体中Nb元素的饱和蒸气压比Ti和Zr元素的蒸气压小几乎两个数量级,而Nb元素的挥发损失速率比Zr和Ti元素的小一个数量级,说明熔炼过程中主要是Zr和Ti元素的挥发。
2) 由于各个元素挥发速率的不同步,合金熔炼前后成分将发生变化,合理地降低熔体的过热度和提高真空室中的压力可以减小熔炼过后合金成分的变化。
3) 原料配比时适当增加Ti和Zr元素的比率,合理控制在不同熔炼条件下Ti和Zr元素的过盈量,能够弥补挥发损失,达到平衡成分的目的。
REFERENCES
[1] 牛中杰, 杨冠军, 曹继敏. 2006年材料科学与工程新进展[M]. 北京: 化学工业出版社, 2006: 664-668.
NIU Zhong-jie, YANG Guan-jun, CAO Ji-min. The new progress on material science and engineering [M]. Beijing: Chemical Industry Press, 2006: 664-668.
[2] ASTM F1713-08. Standard Specification for Wrought Ti-13Nb-13Zr Alloy for Surgical Implant Applications (UNS R58130) [S]. America, 2008.
[3] 牛中杰, 曹继敏, 杨冠军. Ti-6Al-7Nb钛合金热加工与热处理工艺研究[J]. 钛工业进展, 2006, 23(1): 24-27.
NIU Zhong-jie, CAO Ji-min, YANG Guan-jun. Study on heat machining and heat treatment process of Ti-6Al-7Nb alloy [J]. Titanium Industry Progress, 2006, 23(1): 24-27.
[4] 张英明, 周 廉, 孙 军. 钛合金真空自耗电弧熔炼技术发展[J]. 稀有金属快报, 2008, 27(5): 9-11.
ZHANG Ying-ming, ZHOU Lian, SUN Jun. progress of vacuum arc-melting technology of titanium alloys [J]. Rare Metals Letters, 2008, 27(5): 9-11.
[5] 李献军. 真空自耗电弧熔炼技术和铸锭质量问题[J]. 钛工业进展, 2001, 3: 16-17.
LI Xian-jun. Vacuum arc-melting technology and ingots quality analysis [J]. Titanium Industry Progress, 2001, 3: 16-17.
[6] 程荆卫. 钛合金熔炼技术及理论研究现状[J]. 特种铸造及有色合金, 2001, 2: 70-71.
CHENG Jing-wei. Titanium alloy melting technology and theory current situation [J]. Special Casting & Nonferrous Alloys, 2001, 2: 70-71.
[7] 安 红, 刘俊玲, 范丽颖. 真空自耗电弧炉熔炼钛铸锭的质量控制[J]. 世界有色金属, 2007, 8: 25-27.
AN Hong, LIU Jun-ling, FAN Li-ying. Quality control in smelting titanium ingots in vacuum arc-melting furnace [J]. World Nonferrous Metals, 2007, 8: 25-27.
[8] 刘贵仲, 苏彦庆, 郭景杰. Ti-13Al-29Nb-2.5Mo合金ISM熔炼过程[J]. 稀有金属材料与工程, 2003, 32(2): 108-109.
LIU Gui-zhong, SU Yan-qing, GUO Jing-jie. Evaporation loss of the components in Ti-13Al-29Nb-2.5Mo melt during ISM process [J]. Rare Metal Materials and Engineering, 2003, 32(2): 108-109.
[9] 郭景杰, 苏彦庆. 钛合金熔炼过程热力学和动力学分析[M]. 哈尔滨: 哈尔滨工业大学出版社, 1998: 65-84.
GUO Jing-jie, SU Yan-qing. Thermodynamic and kinetic analysis of titanium alloy during process [M]. Harbin: Harbin Institute of Technology Press, 1998: 65-84.
[10] 梁英教, 车荫昌. 无机物热力学数据手册[M]. 沈阳: 东北大学出版社, 1993: 432-434.
LIANG Ying-jiao, CHE Yin-chang. Handbook of inorganic thermodynamic data [M]. Shenyang: North Eastern University Press, 1993: 432-434.
[11] 康显橙. 真空冶金学[M]. 上海: 上海科学技术出版社, 1980: 421-422.
KANG Xian-cheng. Vacuum metallurgy [M]. Shanghai: Shanghai Science and Technology Press, 1980: 421-422.
[12] 俞景禄, 魏季和. 冶金中的传热传质现象[M]. 北京: 冶金工业出版社, 1981: 638-644.
YU Jing-lu, WEI Ji-he. Phenomenon of heat and mass transportation during metallurgical process [M]. Beijing: Metallurgical Industry Press, 198l: 638-644.
(编辑 李艳红)
通信作者:牛中杰,电话: 029-86536800; E-mail: nz_jie@163.com

