���±�ţ�1004-0609(2008)04-0651-09
��������������֯���γɹ���
������1�������2
(1. �ϲ���ѧ ���Ͽ�ѧ�빤��ѧԺ���ϲ� 330031��
2. �ϲ���ѧ ���繤��ѧԺ���ϲ� 330031)
ժ Ҫ���о�LSPSF����������Al-20%(��������)Cu�Ͻ�ij�����(Al)����ò�ݱ䣬�������֯ģ�⼼����M-S������̬�ȶ������ۣ�������������������֯�����γɵĻ������ɡ�����������Ͻ����������ɾ���Ŀ�ͽ�����ȴ�ٶȹ�ͬ������������ijߴ����̬������(���̷���3 s��)�۲쵽�ij�����(Al)��ϸС���Σ����������ݱ������ʼ�ձ������β��䣬û��֦����֯���֣�������Χ������ɢ��ĵ��ӿ����Խ���-Һ����ǰ�ص�Ũ���ݶȣ���߹�-Һ������ȶ��ԣ����Ȼ�������Χ���ʷֲ������ƾ����������������ٽ�������(Al)�������Σ���������ɢ��ĵ��Ӻͽ�������������ƺʹֻ�ЧӦ�ɴ�ʹʧ�ȵĵ��ᾧ�ֻ�����
�ؼ��ʣ����̬���Σ����̣����������������ȶ��ԣ�����֯ģ��
��ͼ����ţ�TG 146.2���� ���ױ�ʶ�룺A
Formation mechanism of spherical particles in undercooled melt
GUO Hong-min1, YANG Xiang-jie2
(1. School of Materials Science and Engineering, Nanchang University, Nanchang 330031, China;
2. School of Mechanical and Electronic Engineering, Nanchang University, Nanchang 330031, China)
Abstract: The microstructure evolution of Al-20%(mass fraction)Cu alloy under LSPSF (Low superheat pouring with a shear field) conditions was investigated. The quick formation mechanism of spherical particles in an undercooled melt was discussed by microstructure simulation technique and M-S interface stability theory. The results show that the morphology of primary ��(Al) is determined by both the number of free crystals and the cooling intensity of melt. The first observable primary ��(Al) of Al-20%Cu alloy is spherical shape, and grows spherically in subsequently lower cooling. The overlapping diffusion fields from adjacent growing crystals can induce a stabilizing effect on the morphological instability at the solid-liquid interface and promote the globular growth of primary ��(Al). Restraining and coarsening caused by overlapping diffusion fields and Gibbs-Thomson effect are main dynamic conditions that promote the morphology transition of instabilized crystal from equiaxed shape into spherical shape.
Key words: semi-solid metal processing; solidification; crystal growth; interface stability; microstructure simulation
���̬������һ������������֯���Ƽ������ܹ����ϸС���ȷֲ�������/�����ξ����İ��̬�� ֯���Ըü�������֮���𣬹�����ѧ�߶Խ���������(��е���衢��Ž���)���̬��֯���γɽ��й㷺������о��������������ͼ�˵�������ľ���Ӱ����������֦���������(��Ϊ����֯������֦�����鷢չ������)[1-4]����֦��������������(��Ϊ����֯������Һ����ֱ���γ�)[5-7]�������Щ������������ʵ�������������ص㣺�dz�ǿ�ҵĽ���ߵļ������ʣ���˫��������ɻ��5 000~10 000 s-1�ļ�������[6]����������ʱ�䳤�����Ž�����е����Ľ���ʱ��ͨ������100 s[4]�����������������������Ʊ����̡������о������룬�о�������̿�����Һ��������[8]��NRC(New rheocasting)[9]��SLC(Sub liquidus casting)[10]��DTC (Direct thermal control)[11]��LSPSF[12]��һϵ�и�Ч�Ʊ����̬��֯���������칤�գ�����Ϊ��������а��̬�����Ʊ�����������Щ���մ���������е����͵�Ž�����ⳡ���������֯�Ĵ�ͳ˼·�������γɻ����б���ǿ�ҽ��������µ����γɣ�����ȱ��ϵͳ���о���
LSPSF����[12-13]����15~25 s���Ʊ�����������İ��̬���ϣ����кϽ�Һ��������Լ��ʱ2 s������ʱ����̬���ϴ��ھ�ֹ״̬���Ͻ������������������ת��������������ʵ�ֵģ���һ���Է�����������ǿ�ȱȻ�е����͵�Ž������öࣻ�Ͻ�������������ʱ���¶�����Һ�����¶�����1~5 �棬��ʱ���̬���ϵĹ����ʺܵͣ������Ժܺã��Ͻ�Һ�д��ڵļ�������С����Щ����Ϊ��һ���о����̬��֯���γɴ�����������ˣ�����������LSPSFΪ�� �����о���ͬ����������������֯���γɺ����ݻ����̣���������۷�����ͼ����������������֯�����γɵĻ������ɡ�
1 ʵ��
ʵ��Ͻ�ΪAl-20%(��������)Cu����DTA�� ������Һ�����¶�Ϊ597 �棬�����¶�Ϊ547 �棬�����¶ȶ�Ӧ�Ĺ�����Ϊ47%���úϽ�ᾧ����� ���������¶ȶ�Ӧ�Ĺ����ʵͣ������ڽ��Ϲ����ʵĿ��ƺ�ʵ���������ʵ��������Ƶ�������������ȴװ�ã��������������̶��̬����ԭʼ��֯��Ӱ�졣������䣬�������ò��ϴӹ�̬��Һ̬ת����������յ��ȶ�������ȴ�ļ��������������õ�����������Ϊ����������ͭģ���ʵ��װ����ͼ1��ʾ��
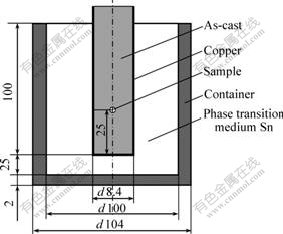
ͼ1 ����ͭģװ��ʾ��ͼ��ȡ��λ��
Fig.1 Schematic illustration of geometry and dimensions of copper mould (mm)
�����ƺõ�Al-20%Cu�Ͻ�����������¯�ڼ��ȵ�680 �棬��ȫ�ۻ����������������10 minʹ������ȣ����н����Ʊ�ʵ�顣����ϸ����ΪAl-5Ti-1B���ԺϽ��к�0.1%TiΪ�����Ƽ������������¶�Ϊ680 �档
����LSPSF�����Ʊ����̬���ϣ��乤��ԭ���������������[13]�����þ��еײ����ڵ��м����ÿ��ʵ��Ľ�ע����Ϊ1 500 g�������ɱ�֤��ע�ٶȻ����㶨��ʵ���������¶�Ϊ400 �档ͨ����������������IJ��ʺ�Ԥ���¶����ı佬���ڽ���������ڵ���ȴ�ٶȣ�����ȴ�ٶ����¿�ϵͳ����������ʵ��������ڱ�1����������֯�ݱ����ʱ�������������Ԥ���¶�Ϊ580 �棬��ø�������ȴ�ٶȱ��������ƣ������ڽ������������ȴ����ͬ�¶ȣ��ڴ��¶�����������ͭģ������������������ж����������ϵͳ�Ĺ�ѧ��ϵͳ��������֯�۲�ͷ� �����þ�����ЧԲֱ��D = 2(A/��)1/2����������(Al)�Ĵ�С���þ�����״����F = 4��A/P2����������(Al)����ò������A��P�ֱ����������(Al)������������ܳ���
��1 Al-20%Cu�����Ʊ���ʵ�����
Table 1 Experimental parameters used in preparation of semi-solid slurry for Al-20%Cu alloy
2 ʵ����
2.1 ������Ŀ����ȴ�ٶȵ�Ӱ��
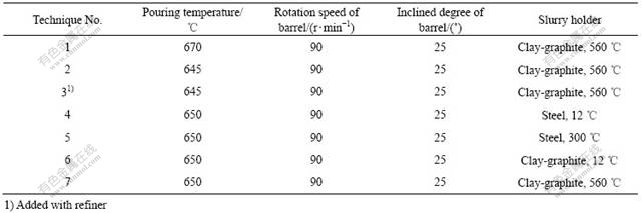
ͼ2��ʾΪ��1�й���1��2��3������Al-20%Cu�Ͻ�ij���������̬����ͼ��֪��������Ľ�����ȴ�ٶ��£�����ע�¶�Ϊ670 ��ʱ���Ͻ�����ij����¶ȸ���Һ�����¶ȣ����������ɾ������٣�������(Al)�ߴ�ִ���̬Ϊ��֦״������ע�¶�Ϊ645 ��ʱ���Ͻ�����ij����¶ȵ���Һ�����¶ȣ����ɾ�����������࣬������(Al)�ߴ�ϸС����̬Ϊ��״(��̬����0.87)����Al-5Ti-1B���崦�������£������κ˵õ���ǿ����Ȼ����ͬ�Ľ�ע�¶��£����������ɾ�������һ�����࣬��������ߴ����ϸС����̬����0.88���о�����[8-10, 12, 14-16]�����Ƚ�ע�����ڻ�����λ�����εİ��̬��֯�����뱾�о��Ľ��һ�¡�����Һ�������졢NRC��SLC��DTC����ȣ�LSPSF���Ը������߽�ע�¶ȣ���������ʵ�������еĽ�ע�������¶ȿ��ơ�
ͼ2 ����1��2��3������Al-20%Cu�Ͻ�ij���������̬
Fig.2 Morphologies of primary ��(Al) in Al-20%Cu alloy under technique No.1, 2 and 3 at different pouring temperatures: (a) 670 ��; (b) 645 ��; (c) 645 ��, melt is refined with 0.1%Ti
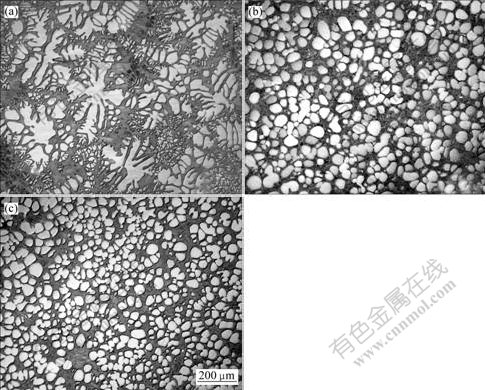
��LSPSF�����У��Ͻ������������ܺ�������κ˹����Ѿ����������������ڽ���������ڴ��ھ�ֹ��ȴ���̡�ͼ3��ʾΪ��1�й���4~7��ʵ�������������ϵ���ȴ�ٶȼ����Ӱ���ų����������̬��������ȴ�ٶ���0.42����24.3 ��/s��������(Al)�ߴ��С�������Ա�����̬�����ξ��������ᾧ����֦������״������0.89��Ϊ0.46��
ͼ3 ��ͬ��ȴ�ٶ�ʱAl-20%Cu�Ͻ�����������ò
Fig.3 Morphologies of primary ��(Al) in Al-20%Cu alloy poured at 650 �� and different cooling rates: (a) 24.3 ��/s; (b) 11.2 ��/s; (c) 2.8 ��/s; (d) 0.42 ��/s
2.2 ������(Al)����̬�ݱ����
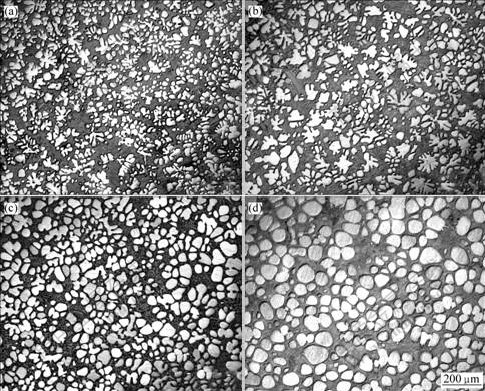
��������ͭģ������ȴ���̬���ϣ���øð��̬�����ڻ�����ȴ�����е��ݱ�����������ʵ������Ϊ�����������Ԥ���¶�580 �棬��ע�¶�645 �棬�� �����25?������ת��90 r/min�����ϳ����¶� 595 �棬�����ڽ������������ȴ�ٶ�Ϊ0.18 ��/s���������¶ȴﵽ595~568 ��ʱ��Ѹ�ٽ����̬������������ͭģ��������֯��ͼ4��ʾ����2����Ϊ����������������й�������Scheil��ʽ��á�
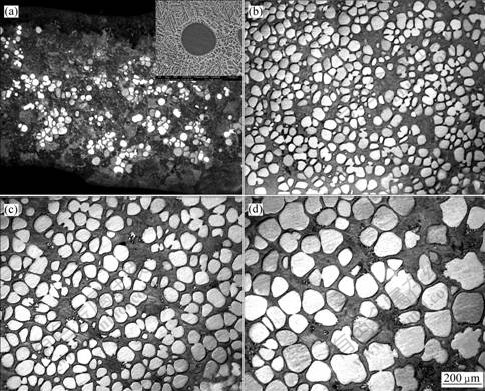
ͼ4 ������ȴ�ٶ�0.18 ��/sʱ������ȴ������Al-20%Cu�Ͻ���̬��֯���ݱ����
Fig.4 Microstructure evolutions of Al-20%Cu alloy during continuous cooling and average cooling rate of 0.18 ��/s: (a) 595 ��; (b) 592 ��; (c) 584 ��; (d) 568 ��
 ��2 Al-20%Cu�����̳��ڲ�ͬʱ�̳�����(Al)������
��2 Al-20%Cu�����̳��ڲ�ͬʱ�̳�����(Al)������
Table 2 Characteristics of primary ��(Al) during different solidification stages corresponding to Fig.4
���㽬��������ͭģ�ڵ���ȴ�ٶȡ�����Al-20%Cu�Ͻ�Һ�����¶��빲�������¶Ȳ�������ʱ��ı�ֵ�����㽬�ϵ���ȴ�ٶȡ����ݶ���֦���ۼ��lDAS������ʱ��ts�Ĺ�ϵ[17]����
 (1)
(1)
��ͼ4(a)��֪������֦���ۼ��ȷ��Ϊ3~4 ��m��ȡlDAS=3.5 ��m������������ͭģ������ʱ��ԼΪ0.144 s���ý���������ͭģ�ڵ���ȴ�ٶ�ԼΪ346 ��/s����˸ߵ���ȴ�ٶȻ������Ա��ֺϽ�İ��̬��֯��
����1 500 g Al-20%Cu�Ͻ��������ܽ���ʱԼ2 s����ͼ4��֪��LSPSF���տ��������̿�ʼ��3 s(�������̵�Ӱ��)������εij������࣬������״��̬�����ں����Ļ�����ȴ���������е��Ա��֡��������ݱ�����У�������(Al)�ڲ�û�мй�Һ�ࡣ������ȴʱ����ӳ������������ֻ���������Ŀ�� �٣�������һЩ��״�������쳣����ľ���������������ڳ�������о�����ϲ��γɵġ�
3 ����
�������ܵ�Al-20%Cu�Ͻ���̬���Ϻ��еĹ����ʺܵͣ�ԼΪ7%����ˣ�������(Al)��Ҫ�ھ�ֹ״̬�£�������ɢ�����½�����̬�ݱ䡣�������������̶��������£���ע�¶Ⱦ����źϽ�������κˡ�������������ɾ��Ĵ����ձ���Ϊ���̬���������ɾ�������[13]������ʵ����������������ȴ�ٶȺͽ��������ɾ�������ͬ�����ų��������������̬���ڸ߾����ܶȺͻ�����ȴ�����£����Ի��ϸС���λ�����εİ��̬��֯������NRC[9]��Һ��������[14-16]��õ�ʵ������ͬ����������̬ѧ�Ƕȣ�������ʵ�ʾ���ʧ�ȵ���̬ת���Լ���̬ά�ֹ����й�-Һ������̬�����仯�Ľ���������ؽ����ڴ���ɢ�����£���-Һ������ȶ��Կ��Ա�ʾΪ����M-S����[18-19]��
 (2)
(2)
ʽ�� TmΪ�Ͻ��۵㣬��ΪGibbs-Thompsonϵ����m0ΪҺ����б�ʣ���Ϊ���θ���Ƶ�ʣ�GL��GC�ֱ�Ϊδ�Ŷ�����ǰ�ص��¶��ݶȺ�Ũ���ݶȡ�����M-S���ۣ�����S(��)������3���ֹ��ɣ���һ�����ɽ����ܾ����ģ������κ�Ƶ�ʵĸ�����������ʹ���������������������ʹ���������С����˽��������ǶԽ����ȶ����й��ģ��ڶ��������¶��ݶȾ����ģ������ڽ����Ʊ������У���-Һ����ǰ�ص��¶��ݶ�Ϊ�������Խ����е��¶��ݶȴ�ʹ����ʧ�ȣ��������Ϊ������������ǰ�ص�Ũ���ݶ���ʹ���治�ȶ���
���վ���M-S���ۣ��������뾶����ʮ���� ʱ�����ν��潫ʧ�ȣ�����������֦��̬�������������ͱ��������۲쵽��ֱ���Xʮ�����ϵ�����֯������M-S�����ǽ����ڵ������������ϵģ���ÿ����������������Ӱ�졣���ڰ��̬�����Ʊ������У������ں���һ�������ľ�����������������һ���̶�ʱ�������������ñ�Ȼ����������̬����Ӱ�졣�����ڷ�����ײ(Ӳ�Ӵ�)ǰ����Ҫͨ�����Ե�Ũ�ȳ����¶ȳ���ĵ���(���Ӵ�����ɢ��)��������á����ž����ߴ������ܵ��������������¶��ݶȺ�Ũ���ݶȵĸ����ñ�ǿ�����ά�־�����������ʽ����������뾡���ܵؽ����¶��ݶȺ�Ũ���ݶȵĸ������á�LSPSF������Ҫ���á�������ȴ�����о�����[14-16]��������ȴ���������γɡ����ݳɷֹ������ۣ�������ȴ�ٶȿ���ʹ����ǰ�ص����ʺͽᾧDZ�ȳ����ɢ�����ͽ���ǰ�ص��¶��ݶȺ�Ũ���ݶȡ���������ȴ������ά�ֽ��泤���ȶ��ij�Ҫ����������ʵ����������Ű��̬���������ɾ������Ľ��ͣ�������(Al)����ת���Ǿޱ������֦��������������Ϊ���������ɾ�����֦����ʽ��������߱�����������1) ������ȴ��2) �����ܵ���߽��������ɾ��������������ԡ���ɢ�����ӡ����н��͡���ν����ɢ�����ӡ��ǣ�������Χ������ɢ��ĵ���Ӱ���Ź�-Һ���洦�������ʧ�ȵ�Ũ���ݶȣ�Ӱ���ž�����Χ����Ũ�ȵķֲ�������Ӱ��������������̬��
�������߲�������[20]������ģ��������������֯�γɵ�Ԫ���Զ���ģ�ͷ���LSPSF�����г�����(Al) �ڽ���������ڵ���̬�ݱ���̡���Ҫ��������������¶���ɢϵ����������ɢϵ����3~4�����������ɼ��������������������ɢ��Gibbs-ThomsonЧӦ�������������۳߶�����ɢ��ȫ��������֯�ݱ�ģ��ռ��ڵ��¶ȿ���Ϊţ����ȴ���������̹����ж�����Ӱ�졣
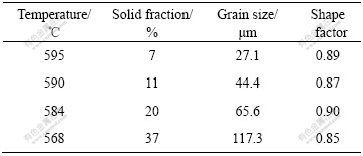
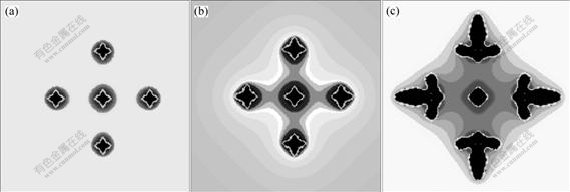
ͼ5��ʾΪAl-20%Cu�Ͻ�5���������棬�ڲ�ͬ�����µ���̬������4�������ԳƷֲ�����5������(��Ϊ���ľ���)λ������4�������γɿռ�����ģ�Ԫ���ߴ�Ϊ0.2 ��m��ͼ5(a)������Ϊ����������3 K�����ľ���������������ľ���Ϊ30��Ԫ����ͼ5(c)������Ϊ��������5 K������ͬͼ5(a)��ͼ5(e)������Ϊ�����ľ���������������ľ���Ϊ70��Ԫ��������ͬ��ͼ5(a)��ͼ5(b)��(d)��(f)Ϊͼ5(a)��(c)��(e)�����ľ�����-Һ���洦�����ʷֲ����ߡ��������������Ũ�ȳ��������Ӷ����ľ�������ò������Χ�����ʷֲ��������ص�Ӱ�죬��Ӱ��̶�ȡ������ȴ�ٶȺ;�����ࡣ�ڵ������ٶȺ;������С������£����ľ����ɵ��ᾧת��Ϊ����ͼ5(a)��ʾ���ڸ������ٶȺ;������С������£���Ȼ���ľ�����Ϊ���ᾧ�����䷢��̶�Զ��������4�������ģ���ͼ5(c)��ʾ����Ȼͬ���ڵ������ٶ������£����������ľ����������ľ����ʵ��ᾧ״���䷢��̶������ȸ������ٶȶ̾�����������»�Ҫ����ͼ 5(e)��ʾ��ͬʱ��������ȴǿ�Ȼ��С������ľ�����ܹ�ʹ���ʷֲ���Ϊ���ȣ��ڶ̾������͵���ȴǿ���£�������Χ��-Һ���洦�����ʷֲ��ʡ�W���Σ���������������ʷֲ��ʡ�M���Ρ����ڡ�M���ν������ʷֲ�������Ũ����͵IJ�λ��һ��֦����֦����ˣ���֦������������Ũ����ߣ������Ǿ���������������������֮�෴�����ڡ�W���ͽ������ʷֲ�������Ũ����͵IJ�λ��֦����������һ��֦����˵�����Ũ����ߣ������Ǿ������������������Ƶ���Ҫ�������Ǿ���Ũ�ȳ�ǿ������ӵĽ����
ͼ5 ����Ⱥ;�����Ŀ��Al-20%Cu�Ͻ�����������̬����-Һ���洦������CuŨ�ȷֲ�����
Fig.5 Effects of undercooling and amount of grain on growth morphologies and Cu concentration field around grains: (a) Undercooling of 3 K, distance between grains is 30 cells; (c) Undercooling of 5 K, distance between grains is 30 cells; (e) Undercooling of 3 K, distance between grains is 70 cells; (b), (d), (f) Cu concentration distribution curves according to (a), (c) and (e), respectively
��ˣ��ڸ߾����ܶȡ�����ȴǿ���£�����Ũ�ȳ�����ǿ�Ҷ����ٵ�����ӣ�1) ��-Һ����ǰ�ص�����Ũ���ݶȴ�ͣ�Ũ���ݶȶԽ����ȶ��Եĸ����ô������������ܵ��������õõ���ǿ��2) ������-Һ�����ϵ����ʷֲ���Ϊ���ȣ�����֦����˵��������Ӷ�������֦���۸����Ͳ���������� �ȣ������ڸ������Ͼ������������������������ܵ�ǿ�����ƣ�3) ��-Һ����ǰ��Һ��Ũ��������ʹ����ӦҺ�����¶��½�������ȼ�С�������������ٶ��½��������ȶ��Ի����ǿ������3����������� �£�������(Al)�����ȶ������������ٽ�뾶��������������̹�����ʼ�ձ������ε�������ʽ��
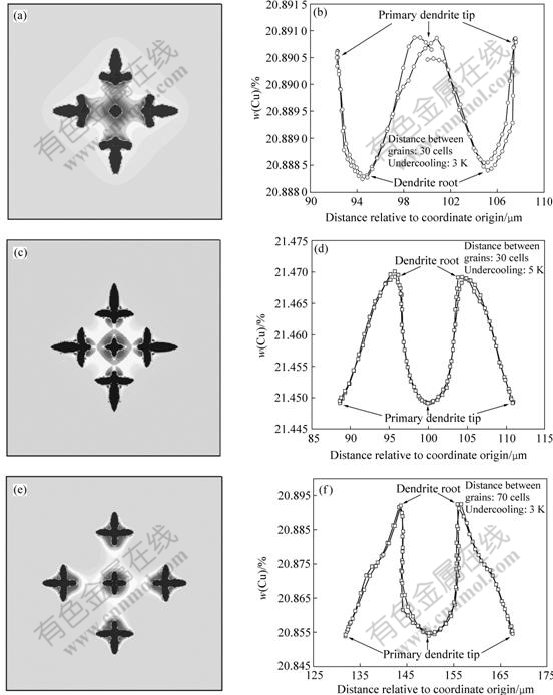
�������ȴǿ�Ȼ;����ܶȣ�������ΧŨ�ȳ����ӱ��Ƴ٣�����Һ��������Ũ�Ȳ��Ӵ����ӹ�-Һ����ǰ�ص�Ũ���ݶȣ���Ũ���ݶȵ��������ܵ�������ʱ�����������������������ƻ���������(Al)����̬������֦����Ǿޱ������չ������ȴǿ�Ⱥܸ����ܶȺܵ�ʱ��֦����˿��Բ�������������Ӱ�������������ֻ�е���֦���Ϸ���ʱ��Ũ�ȳ��ŷ�������ӡ�ͼ6��ʾ�Ķ�����ģ������һ��֤ʵ�����۵㣬ͼ6(a)��ģ���Ϊ��������ĿΪ50����ȴ�ٶ�Ϊ0.5 K/s��Ԫ���ߴ�Ϊ1 ��m��ͼ6(b)��ģ���Ϊ��������Ŀ7����ȴ�ٶ�5 K/s��Ԫ���ߴ�1 ��m��
ͼ6 ������������Al-20%Cu�Ͻ��г�����(Al)����̬��Ũ�ȳ�
Fig.6 Morphology evolutions and Cu concentration field during formation of primary ��(Al) in Al-20%Cu alloy for two thermal and nucleation conditions: (a) Amount of nucleation 50, cooling rate 0.5 K/s, cell size 1 ��m; (b) Amount of nucleation 7, cooling rate 5 K/s, cell size 1 ��m
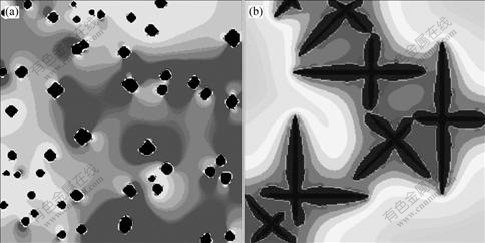
ͼ7��ʾΪAl-20%Cu�Ͻ�5���������棬��4 K������µ���̬�ݱ���̡����ľ���������������ľ���Ϊ30��Ԫ����Ԫ���ߴ�Ϊ0.2 ��m���ڽϴ������£������ܿ췢չ�ɵ��ᾧ������Ũ�ȳ��˴˻�δ��������ã�����Ũ�ȳ��������ӣ����ľ������������������ƣ����ᾧ�����������õ���ǿ���������ľ����ݱ�����Ρ���ˣ��ڻ�����ȴ�����У��߾����ܶȻ��������ƺʹٽ��ֻ������á������ܶȸߣ��������ԽС�����ƶ��ξ����������������ѧ�ȶ��ԡ�������ΧŨ�ȳ��ĵ��ӣ������ƾ������������ر��ǵ��ᾧ��˵��������������������������ܵ����ƣ���ʹ������������������ͬ���ڽ����������£����������ʰ뾶С�����ʰ뾶��ķ����ݱ䡣����ϵͳ�¶ȵĽ��ͣ�ֻ�п��ֻ�һ�ξ��������ӹ����ʣ����մ�ʹ���ᾧ�ֻ�������˿�����Ϊ��������ʰ��̬���ϵ���Ҫ�������ںϽ������л��������������ɾ�����ʹ����̬Ϊ��֦״�����״����ЩϸС�ij������ں����Ļ�����ȴ������Ҳ���Կ����ݱ����
ͼ7 4 K�������Al-20%Cu��-Һ�����ʧ�ȵ���̬��ת�����
Fig.7 Evolution of solid-liquid surface from instability to stability in Al-20%Cu alloy at melt underdooling of 4 K
4 ����
1) �������������ɾ�����������ȴ�ٶȹ�ͬ�����ų�������ijߴ����̬�����ɾ���������ȴ�ٶȵͣ�������γɵ����ƴ�����ʰ��̬���ϵ���Ҫ�������ںϽ������л��������������ɾ���
2) Al-20%Cu�Ͻ�������۲쵽�ij�����֯ΪϸС����(���̺�3 s)�����������ݱ������ʼ�ձ������Σ�û��֦����֯���֡�
3) ����֯ģ������̽�����̬�ȶ��Է����������ڸ߾����ܶȺͻ�����ȴ�����£�������Χ������ɢ��ĵ��ӿ����Խ���-Һ����ǰ�ص�Ũ���ݶȣ���߹�-Һ������ȶ��ԣ����Ȼ�������Χ���ʷֲ������ƾ���������������ʹ�þ����ڸ��������ϼ��������������ٽ�������(Al)�������Ρ���������ɢ��ĵ��Ӻͽ�������������ƺʹֻ�ЧӦ�ɴ�ʹʧ�ȵĵ��ᾧ�ֻ�����
REFERENCES
[1] FLEMINGS M C. Behavior of metal alloys in the semi-solid state[J]. Metall Trans A, 1991, 22(4): 957-981.
[2] DOHERTY R D, LEE H I, FEEST E A. Microstructure of stir-cast metals[J]. Mater Sci Eng, 1984, 65: 181-189.
[3] HELAWELL A. Grain evolution in conventional and rheocasting[C]//KIRKWOOD D H, KAPRANOS P. Proceedings of the 4th International Conference on Semi-Solid Processing of Alloys and Composites. England: The University of Sheffield, 1996: 60-65.
[4] ë����, ����, ����, ��ѩ��. ��Ž�����̬AlSi7Mg�Ͻ������(Al)��Ӱ�����[J]. ����ѧ��, 1999, 35(9): 971-974.
MAO Wei-min, ZHAO Ai-min, CUI Cheng-lin, ZHONG Xue-you. The formation mechanism of non-dentritic primary ��(Al) phases in semi-solid AlSi7Mg alloy[J]. Acta Metallugica Sinica, 1999, 35(9): 971-974.
[5] MOLENAAR J M M, KATGERMAN L, KOOL W H. On the formation of the stir cast structure[J]. Journal of Materials Science, 1986(21): 389-394.
[6] JI S, FAN Z. Solidification behavior of Sn-15 Wt pct Pb alloy under a high shear rate and high intensity of turbulence during semisolid processing[J]. Metall Mater Trans A, 2002, 33(11): 3511-3520.
[7] �� ��, ������, �� ��. ���̬���������γ����ݻ���ֱ�ӹ۲�[J]. �й���ɫ����ѧ��, 2000, 10(5): 635-639.
LI Tao, HUANG Wei-dong, LIN Xin. Formation of globular structure in semisolid metal processing[J]. The Chinese Journal of Nonferrous Metals, 2000, 10(5): 635-639.
[8] �� ��, ·����, ���ܷ�, ��. Һ�������취��֦�����̬�γɻ���̽��[J]. ����ѧ��, 2002, 38(2): 203-207.
DONG Jie, LU Gui-min, REN Qi-feng, et al. Discussion on the formation mechanism of nondentritic semisolid microstructures during liquidus casting[J]. Acta Metallugica Sinica, 2002, 38(2): 203-207.
[9] KAUFMANN H, RANSHOFEN, WABUSSEG H, KAUFMANN H, WABUSSEG H, UGGOWITZER P J. Metallurgical and processing aspects of the NRC semi-solid casting technology[J]. Aluminum, 2000, 76(1/2): 70-75.
[10] JORSTAD J L. Interaction of key variables during rheocasting: importance of microstructure, fraction solid and flow velocity[J]. Solid State Phenomena, 2006(116/117): 24-33.
[11] LEE J K, YOON Y O, JO H H, et al. Development of in-ladle direct thermal control (DTC) rheocasting process[J]. Solid State Phenomina, 2006, 116/117: 518-521.
[12] GUO Hong-min, YANG Xiang-jie. Continuous fabrication of sound semi-solid slurry for rheoforming[J]. Solid State Phenomena, 2006, 116/117: 425-428.
[13] GUO H M, YANG X J. Efficient refinement of spherical grain by LSPSF rheocasting process[J]. Mater Sci Technol, 2008, 24(1): 55-63.
[14] PAN Y, AOYAMA S, LIU C. Spherical structure and formation conditions of semi-solid Al-Si-Mg alloy[C]//SUN G X, YUAN H. Proceedings of the 5th Asian Foundry Congress. Nanjing: Southeastern University Press, 1997: 443-451.
[15] MAO Wei-min, CUI Cheng-lin, ZHAO Ai-min. Effect of pouring process on the microstructures of semi-solid AlSi7Mg alloy[J]. Journal of Materials Science and Technology, 2001, 17(6): 515-519.
[16] �Խ���, ������, Kim J M, HONG C P. Al-Si�Ͻ������̹����п�����֦����֯���ݱ�[J]. ��������: �����ֲ�, 2004, 40(9): 433-438.
ZHAO Jian-xin, ZHU Ming-fang, KIM J M, HONG C P. Evolution of globular and dendritic structures in solidification in Al-Si alloy[J]. Physical Testing and Chemical Analysis A: Physical Testing, 2004, 40(9): 433-438.
[17] SHIRAI Y, MORIYA T, YOSHIDA C. Heat transfer properties and solidification structure in the initial solidification of semi-solid metals[C]//KIRKWOOD D H, KAPRANOS P. Proceedings of the 4th International Conference on Semi-Solid Processing of Alloys and Composites. England: The University of Sheffield, 1996: 97-103.
[18] MULLINS W W, SEKERKA R F. Morphological stability of a particle growing by diffusion or heat flow[J]. Journal of Applied Physics, 1963, 34(2): 323-329.
[19] TRIVEDI R. Morphological stability of a solid particle growing from a binary alloy melt[J]. Journal of Crystal Growth, 1980(48): 93-99.
[20] GUO Hong-min, YANG Xiang-jie. Morphology evolution of primary alpha phase in rotated duct process[C]//APELIAN D, ALEXANDROU A, GEORGIOU G, JORSTAD J, MAKHLOUF M. Proceedings of 8th International Conference on Semi-Solid Processing of Alloys and Composites. Limassol: The Worcester Polytechnic Institute and The Metals Processing Institute, 2004: 695-703.
������Ŀ��������Ȼ��ѧ����������Ŀ(50474007)������ʡ�Ƽ�֧�żƻ�������Ŀ������ʡ�������Ƽ�������Ŀ(GJJ08006)
�ո����ڣ�2007-07-28�������ڣ�2007-12-24
ͨѶ���ߣ�������ʿ���绰��0791-3969611��E-mail: guohongmin@ncu.edu.cn
(�༭ ������)

