稀有金属 2001,(05),369-373 DOI:10.13373/j.cnki.cjrm.2001.05.012
电解二氧化锰用阳极材料的发展与应用
黄松涛 胡永海
北京有色金属研究总院!北京100088,北京有色金属研究总院!北京100088,北京有色金属研究总院!北京100088
摘 要:
详尽地讨论了电解二氧化锰生产中所遇到的问题以及电解用阳极材料的发展和应用。阳极材料的自身特性不仅决定了它的实用寿命和相应电解过程中的各项参数 , 而且不同阳极材料对EMD的电化学性能和纯度有直接的影响。针对钛阳极易钝化的特点 , 介绍了有关以钛为基体的多种阳极材料的研究
关键词:
阳极材料 ;电解二氧化锰 ;钛基合金阳极 ;钝化 ;
中图分类号: TM911
收稿日期: 2001-11-04
Application and Development of Anode Materials Used in EMD Production
Abstract:
The problems encountered and the development of anode materials used in EMD production were briefly highlighted. The nature of anode material determines its service life and the electrolytic parameters and also influnces the purity and electrochemical property of EMD. Some anode materials with titanium substrate were also briefly presented in accordance with passivation property of titanium anode.
Keyword:
Anode; EMD; Ti base alloy anode; Passivation;
Received: 2001-11-04
电解二氧化锰 (以下简称 EMD) 是制造高性能锌锰、碱锰干电池的正极材料。随着电池工业的发展, 尤其是近年来环保的需求, 世界上许多国家相继立法限制含汞电池的生产和销售, 目前美、日、英等工业发达国家市场准入的碱锰电池已要求无汞化
[1 ,2 ,3 ]
。国内外专家的研究表明:高性能干电池对 EMD 的品质要求更高, 所含杂质量要求更严格。鉴于EMD质量和电解所用阳极材料密切相关, 从60年代起, 国际上就展开了新型阳极材料的研究和攻关
[4 ]
。目前世界 EMD 生产中, 采用的阳极材料主要有石墨、纯钛、钛合金和钛基涂层材料等。石墨阳极易腐蚀, 机械强度差, 使用寿命短, 碳中所含铁污染产品, 降低了 EMD 的纯度
[3 ]
, 因此石墨阳极正逐渐被钛系列阳极替代。本文将重点讨论钛系列阳极材料的发展与应用。为了便于叙述, 按纯钛、钛合金以及钛基涂层三类分别讨论。
1 纯钛阳极
现代 EMD 生产已采用钛阳极。这是因为钛在许多腐蚀性介质中具有优异的耐腐蚀性能
[5 ]
, 同时钛的比重小, 低温韧性好, 与石墨、铅锑等阳极材料相比, 钛阳极具有以下优点
[6 ]
: (1) 稳定的尺寸; (2) 耐腐蚀, 即使在高温条件下也能够耐腐蚀; (3) 机械性能好, 可加工成各种形状; (4) 使用寿命长; (5) 产品 (EMD) 质量高。
尽管钛拥有以上诸多优点, 但也存在着许多不足, 最突出的一点是易钝化。尤其在高电流密度、高酸和低温的条件下, 表面钝化膜 TiOx x 的值由于氧气通过吸附-扩散过程向钛极板内部的传输而不断的增大, 同时钝化膜厚度增加, 造成导电性严重下降
[7 ]
, 槽压升高, 电解沉积物不仅有脱落现象, 而且包含结构组分, 而这种结构组分用于电池体系将严重影响电池的放电性能。为了解决钛阳极在 EMD 生产中不可避免的产生钝化这一问题, 国内外专家做了大量有关钛阳极抗钝化性能的研究, 主要研究结果如下。
1.1 优化电解条件
在长期的生产实践中, 人们总结出减轻钝化的电解条件为采用较高的电解温度 (高于90℃) ;采用适当的电解液酸度;电解液中保持一定浓度的二价锰离子;保持较低的电流密度。
1.2 降低有效电流密度
为了降低过电位, 抑制钝化过程的发生和加剧, 必须采用较低的操作电流密度。但简单的执行电流密度, 势必与提高设备利用率和劳动效率相矛盾, 可行的方案是增大电极的实际反应面积, 为此目的实施的措施有:
(1) 阳极表面喷沙, 致使表面凹凸不平, 从而增大了实际表面; (2) 采用钛碎片压制的阳极以获取粗糙表面; (3) 钛管; (4) 熔结钛板 (表面粗糙) ; (5) 多孔金属网 (由于扩展增大表面) ; (6) 挖槽板; (7) 波纹片
[8 ,9 ,10 ]
; (8) 熔结钛带。
1.3 采用新的电解工艺
目前采用的新型电解工艺有悬浮电解法和悬浊液法。悬浮电解法的基本特征是在电解液中加入悬浮颗粒, 用作悬浮的粒子有发烟硫酸处理过的乙炔黑、化学二氧化锰、电解二氧化锰等多种物质
[11 ]
。实验证明, 由于悬浮颗粒的存在, 降低了有效电流密度, 反应过电压相应降低, 槽压随之下降, 能量消耗减少。悬浊液法是近年来研究和开发的新技术。它的实质是向电解液中加入少量有机或无机添加剂, 以调节电极反应机制, 达到缓解或抑制钝化的目的
[7 ]
。综上所述, 新的电解工艺在一定程度上克服了纯钛阳极易钝化的特点, 拓宽了纯钛阳极的应用领域。
2 钛合金阳极
钛合金阳极一方面继承了钛阳极耐腐蚀、产品质量高等优点, 同时在一定程度上克服了纯钛阳极易钝化的优点, 因此国内外许多 EMD 生产厂家选用了钛合金阳极。钛合金阳极有二元合金和多元合金两类。现报道的二元合金有 Ti-Mn0.01%~20% (质量分数)
[12 ]
、Ti-Ni 5% (质量分数)
[13 ]
。其 Ti-Mn 二元合金阳极虽然能适用于较高的电流密度, 但其成型性差, 只限于加工为棒状电极。Olenl
[14 ]
设计的钛合金 (三元) 电极, 用铁和铜代替贵金属作为合金元素, 降低了阳极成本。他指出 Ti-Fe-Cu 合金阳极中铁铜的含量直接影响阳极的腐蚀电位。一般铁含量为 0.25%~1.5% (质量分数) , 铜含量 0.1%~0.5% (质量分数) 。此组成的合金阳极耐腐蚀性好, 同时实验证明产品 EMD 的质量也有所提高。Heiner等
[15 ]
则是将金属镍和锰作为合金元素。实验显示, 阳极中镍含量过高, 阳极腐蚀速度增加, 过低时电极脆而易碎, 不能有效承受机械负荷, 电极脱落, 污染产品。综合以上因素, Heiner 指出镍含量的最佳范围在 0.5%~5% (质量分数) 之间, 锰含量为 1%~10% (质量分数) 。方平伟
[16 ]
研制了一种新型的钛合金阳极。此阳极以钛为基体, 并添加了选自锰、铬、铁、硅、铝、铈、钕以及混合稀土系列中的至少三种元素, 其含量为总量的 8%~20% (质量分数) 。阳极截面成异型, 其上有凹凸不平的表面花纹或者呈规则排列的突缘, 以此来提高阳极的实际表面积。曹风华
[17 ]
研究了 Ti-Ni、Ti-Ni-Fe、Ti-Ni-Cu、Ti-Ni-Fe-Cu 四种合金。通过对四种合金各项检测显示, 首先四种合金的自然腐蚀电位均比纯钛高, 因此合金的耐腐蚀性均好于纯钛, 其次它们的抗钝化性能也优于纯钛, 尤其是 Ti-Ni-Fe 合金, 在电流密度低于 80 A/m2 时, 阳极表面无氧化膜生成, 导电性好, 其中析出相 Ti2 Ni 是提高合金抗钝化性能的关键。同时 Ti-Ni-Fe 合金和钛合金 TA2 的强度和韧性相近, 可进行波纹板状阳极加工。
以上所述的几种钛合金阳极与纯钛阳极相比, 其抗钝化能力有所增加, 所允许通过的实际电流密度提高, 但众所周知, 作为多元合金材料, 其工艺制备过程复杂, 条件不易控制, 在合金生产中一旦产生偏析, 将直接影响阳极的各项指标, 最终导致电解产品的质量下降。
3 钛涂层阳极
3.1 贵金属及贵金属氧化物涂层
由于作为阳极的钛表面易于产生一层导电性能很差的氧化膜, 使阳极转入钝化状态, 所以人们一直致力于活化钛阳极的研究。涂层法是一种被实践证明非常有效的方法。所谓涂层法是在钛基表面涂一层活性材料, 这种活性材料必须有良好的导电性能。20世纪初曾有人建议使用钽基或钨基的铂涂层阳极。然而这种阳极由于一些工艺和经济的因素在工业上未被使用。1957年, Beer 和 Cotton 两人同时提出使用钛基的铂涂层阳极, 后来 Beer 又发现使用铂族氧化物涂层效果更好, 至此以后, 使用于各种电化学过程中的钛基铂族金属氧化物涂层阳极纷纷被研制出来。其中用于 EMD 生产的有 Ti/RuO2 、Ti/Pt 等 DSA (尺寸稳定阳极) 型阳极
[6 ]
。DSA 制备 γ-MnO2 时电解温度可降至 50~55℃, 比传统工艺降低了能耗, 节约了能源。由于涂层的存在, 电解液不易直接腐蚀基体金属, 所以 DSA 使用寿命很长
[18 ]
。尽管DSA拥有诸多优点, 但其成本太高。
3.2 二氧化锰涂层
Golumbloschi
[19 ]
通过电化学方法在钛基表面形成一层很薄的二氧化锰涂层, 在适宜的电解液组成中, 此阳极寿命与其他类型阳极相比至少长 2~3 年。Kalinovskii等
[20 ]
生产了 Ti/β-MnO2 阳极。这种阳极具有较好的抗钝化性能, 可用在酸度较高, 锰含量较低的电解体系, 槽压一般在 2.1~3.5V。Kebadze 等也研制了一种 Ti/MnO2 阳极。此电极适用的电解条件为:MnSO4 浓度为 60~110 g/L, H2 SO4 浓度为 20~60 g/L, 阳极电流密度 80~120 A/m2 。另有文献
[21 ]
报道了一种 Ti/MnO2 涂层阳极的工艺。具体为:对钛板做适当的处理, 使其外露表面增加 10%~75%, 然后在 40~180 g/L 的 NaOH 溶液中电解清洗 30 min~1 h, 温度保持在25~30℃, 最后通过热分解 Mn (NO3 ) 2 溶液, 在钛板上可得完整涂层。实验证明, 二氧化锰做为涂层的钛基阳极的性能有了很大的改善, 这是因为: (1) 覆盖了金属的赤裸表面, 并使表面变粗糙; (2) 提供了一个更有利于 EMD 沉积的稳定低电位; (3) 提供了二氧化锰晶核, 促进沉积物的进一步长大, 同时减小了应力; (4) 提高了电极的导电能力; (5) 减小了 Ti/MnO2 界面的接触电位。
与此同时, Armcanqui等研究了 Ti/MnO2 涂层的制备和使用过程中的电化学行为。他们通过活化和未活化 (指活化钛基体) 两种 Ti/MnO2 阳极的对比实验显示, 基体未活化的涂层容易钝化。作者指出, 此种阳极使用一段时间后需要重新活化处理才能保证其较好的抗钝化性能, 如此反复进行多次活化, 不仅使得操作变得复杂, 而且钛金属容易吸氢, 导致氢脆, 从而降低了阳极的使用寿命。
3.3 钛锰合金涂层
以钛为基的 Ti-Mn 合金涂层阳极克服了纯 Ti-Mn 合金阳极易脆断的致命缺点, 综合了纯钛阳极强度高及纯 Ti-Mn 合金允许高电流密度的优点
[22 ]
, 节能效果好, 槽压比钛合金阳极低 0.3 V 以上, 电流效率可达 96% 以上, 而且耐腐蚀易操作, 不需要活化处理, 单槽产量高
[23 ]
。因此钛锰合金涂层阳极的研制得到了国内外专家的青睐。
工业用钛基钛锰涂层阳极是采用表面合金技术制成的。Preisler等
[24 ]
将涂有锰粉的钛基在真空或惰性气氛下, 对其进行高温处理 (800~1150℃) 大约 4.5 h。合金化后的阳极表面锰含量大于 16% (质量分数) , 在阳极内部锰含量逐渐下降, 合金厚度大约 100~300 μm。Atladez
[25 ]
则是用先在钛基上镀一层厚 30 μm 的金属锰, 而后将带有镀层的钛基体进行高温处理 900±10℃ 17 h, 后在惰性气体中于炉内冷却到室温。1987年, 北京有色金属研究总院
[26 ]
研制出了一种新型的钛基钛锰合金阳极, 通过钛基成型―表面处理―喷涂金属钛锰混合粉―预烧处理―高温合金化反应 (1300℃) 等过程制得表面积大、电化学活性高的复合阳极。此生产工艺与前两种工艺相比操作简单方便, 适用于大规模工业生产。且阳极表面粗糙, 合金化均匀。表1列出了扫描电镜对 1.5 mm 的工业钛基钛锰合金涂层阳极断面的分析结果。
表1 Ti-Mn 电极 SEM 分析
Table 1 SEM analysis of Ti-Mn composite anodes
w /%12~14
100~140
150~200
4 钛系列阳极在 EMD 生产中各项指标对比
4.1 阳极的抗钝化性能
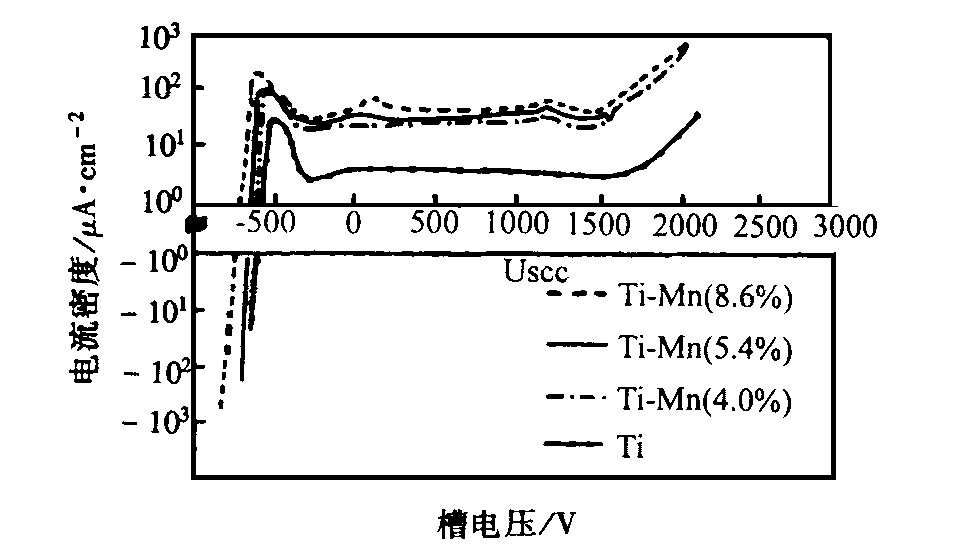
对比实验表明, 纯钛在 30 g/L H2 SO4 +88 g/L MnSO4 溶液中、 80 A/m2 电流密度下即产生钝化, 而钛锰合金涂层阳极在 200 A/m2 下也不会钝化[28]
图1 钛和钛基复合阳极的电流密度-槽电压变化曲线
Fig .1 Current density-potential characteristics of Ti and Ti composite anodes
4.2 电流效率
电流效率是 EMD 生产的一项重要的经济指标。它与阳极材料的种类有密切关系。石墨阳极的电流效率为 90%, 纯钛阳极的电流效率可达 92%, 而钛锰涂层阳极电流效率高达 96%~98%。由于电流效率的提高和槽压的降低, 电解生产实现了高产低耗。
4.3 EMD 质量
表2[29] [30]
表2 EMD 化学组成
Table 2 EMD chemical composition
MnO2
pH
H2 O
SO4 2-
Fe
Co
Ni
Cu
Pb
92.01
6.2
2.52
0.98
0.019
0.065
0.024
0.019
0.042
92.41
6.1
2.47
1.01
0.018
0.068
0.021
0.012
0.036
92.75
6.5
2.54
0.97
0.017
0.067
0.019
0.008
0.039
表3 不同 pH 下 MnO2的电极电位数值
Table 3 Electrode potential of MnO 2 at different pH values
pH=5
pH=6
pH=7
pH=8
0.6997
0.6317
0.5701
0.5112
0.4468
0.7021
0.6358
0.5730
0.5127
0.4486
0.7074
0.6392
0.5734
0.5126
0.4489
5 结论
综上所述电解二氧化锰用钛系列阳极材料由于其组成、加工工艺的不同, 各有其优缺点。纯钛阳极成本低, 耐腐蚀, 制作工艺简单易操作, 但易钝化的特性限制了它的广泛应用;合金阳极耐腐蚀, 强度高, 产品 (EMD) 质量高, 但制作工艺复杂, 不便应用于工业生产;钛基涂层阳极近年来得到了较大的发展, 尤其是钛基钛锰复合阳极, 抗钝化能力强, 槽压低, 表面积大, 电催化性能好, 电解产品质量高, 在当今 EMD 生产中倍受青睐。
参考文献
[1] 徐保伯.电池, 1994, 24 (6) :273
[2] 夏 熙.电池, 1997, 27 (1) :5
[3] 宋文顺.电池工业, 1996, (4) :107
[4] 李献凯.中国锰业, 1994, 12 (5) :17
[5] Bewer G, Debrodt H, Herbst H. Journal of Metals, 1982, (1) :37
[6] Prabhakar Rethinaraj J, Visvanathan S. Materials Chemistry and Physics, 1991, (21) :337
[7] 贺万宁.电池, 1995, 25 (2) :92
[8] IMI, Two-layer corrugated electrode, US 4 319 977, 1982
[9] IMI, Anode, US 4 380 493, 1983
[10] Kerr-MCGee Chemical Corp, Electrode, US4 606 804, 1986
[11] 曹世文.中国锰业, 1995, 13 (2) :32
[12] Yashiki, Ti-anode for EMD, JP06 299 388, 1994
[13] Taki, kazuhiro. A Ti-5% Alloy Electrode for Production of EMD, Titanium′92 Sci Tech-non, Proc.Symp.1992
[14] Olenl. Anode material or electrolytic manganese dioxide cell, US 4 744 878, 1988
[15] Heiner, Debrodt. Anode for electrochemical processes, US 4 663 010A, 1987
[16] 方平伟.电解 MnO2 用钛合金阳极, CN 1067 455 A, 1991
[17] 曹风华.稀有金属材料与工程, 1996, 25 (6) :40
[18] 武正簧.太原工业大学学报, 1997, 28 (4) :87
[19] Golumbloschi F. Chem. Bull. Tech. Univ. Timisoara, 1992, 37 (51) :70
[20] Kalinovskii E A. Zh.Prikl.Khim (Leningrad) , 1988, 61 (6) :1252
[21] 李秋珍译.中国锰业, 1994, 12 (4) :45
[22] 李献凯.电池, 1996, 26 (3) :128
[23] 刘 峰, 董俊卿.电池, 1994, 24 (6) :271
[24] Presisler E. Activated metal anode, Euro. Pat 1, 484, 39 (1985)
[25] Atladez R I. Anode, SU 484 893, 1973
[26] 北京有色金属研究总院.电解用复合阳极, CN87216402U
[27] 罗天盛.电池, 1996, 26 (4) :181
[38] 张 跃.电池, 1992, 22 (5) :213