DOI��10.19476/j.ysxb.1004.0609.2019.10.24
��¯��˹�Ұ�-̼��立���п
���˹���κ �ƣ����˱�־�ң���F͢��������� ��
(����������ѧ ұ������Դ����ѧԺ������ 650093)
ժ Ҫ�����п�����ϸߵĸ�¯��˹����ֱ�ӷ�����������ѭ��ʹ�õ����⣬���ð�-̼���Ϊ������������п��¯��˹���е�п��ʵ����п���ѳ���¯��˹�ҵ���Դ�����á�����ѧ�����п����λԭ������������ͨ��п����λ����ʵ�ֺ�п��˹����п���ѳ��ǿ��еġ������������ѷ�Ӧ����Ϊ��ˮŨ��2 mol/L��̼���Ũ��2 mol/L���¶�50 �桢Һ�̱�6:1������ʱ��3 h���ڴ������£�п������Ϊ91%�����Ľ�����Ϊ1.15%����¯��˹���е�п������9.54%���͵�1.13%����������35.9%������47.6%��ԭ�Ϻ��������������������ԭ���������������������ʽ���ڵ�п�ܽ�����������в�����п��Ҫ���������ܽ��п���⾧ʯ�����У�����п���������Խ�һ����ߵ���Ҫԭ��SEM-EDS�����������������ֲ������ȣ��������ɶ�ף������ڸ�¯��˹�ҵĺ���������
�ؼ��ʣ���¯��˹�ң���-̼��泥�������п
���±�ţ�1004-0609(2019)-10-2433-09�� ��ͼ����ţ�TU993.3��TF803.21���� ���ױ�־�룺A
��¯��˹���Ǹ�¯�������̵ĸ������Ҫ�ɷ�Ϊ����̼��п��Ԫ�أ������ϴ�����Ч��������Ī���ڽ���ѭ����������ԭ��[1-2]����ѭ�����ø�¯��˹��������ԭ��(�������ս᳧)���ԣ������ص��������ؽ���Ԫ��ѭ�������Ը�¯������Σ������ЩԪ����Ҫ��Դ��ԭ�Ϻ�ȼ�ϡ���п�����ĸ�¯��˹�����ֱ����Ϊ����ԭ��ʹ�ã�п������Ԫ���γɵ��۵㻯�����ڸ�¯��ѭ��������������¯�����Զ���ʴ¯���ƻ���ש������Ӱ���¯˳�У����̸�¯����[3-5]�����⣬п������̼�����м�Ԫ�أ�����һ���Ļ��ռ�ֵ����ˣ�ѡ��������ѳ�п��ʵ�ָ�¯��˹�ҵ�ֱ�ӻ��þ�����Ҫ���о����塣
Ŀǰ����¯��˹����п�ķ�����Ҫ��Ϊ���պ�ʪ���������֡�����ͨ�����»�ԭ����¯��˹���еĺ�п����ת��Ϊ�ӷ��ĵ���п��п�������������ų�������ԭ������������������������У��Ӷ�ʵ��п�����ķ��룬��Ҫ������תҤ��[6-7]��ת��¯[8-9]������¯�����ֹ��ա��������վ��д�������ԭ��������ǿ������������ŵ㣬����������ܺĸߡ��豸���ӺͶ��η۳���Ⱦ��ȱ�����չ���衣Ŀǰ���������¡����ܺĺ����к��۳���Ⱦ��ʪ�����մӸ�¯��˹����ֱ�ӷ������п������̼��Ԫ�أ���Ϊ����Ч������¯��˹�ҵ�����[10-12]����¯��˹�ҵ�ʪ����п����ͨ���ڵ���90����ܼ���ѡ���Խ�������п������̼��Ԫ�أ���������̿ɷ�Ϊ������Һ�����ͼ�����Һ������
������Һ����[13-16]��ʹп�õ���Ч�ѳ�������Ҳ���������Һ�У����ӽ���Һ���������Ѷȣ����⣬�����ڸ�ʴ�Խϴ����ɱ��ߵ����Ա����ȱ�㡣
ALGUACIL��[17-18]�о���-��ν���пʱ���֣�пͨ���백��λ�γ��ȶ���[Zn(NH3)n]2+(n=1, 2, 3, 4)����λ���֣������ﵽѡ���Խ�����Ŀ�ġ�LI��[19]���ð�-�Ȼ�什�����¯��˹��ʱ���֣����ڼ�������п�Ľ����ʴ�86.48%����-�����ϵ������п��������Ч�����п�Ľ����ʣ����ڽ��������л����������ӣ��Ӵ�����������п���Ѷȡ�JHA��[11]����NaOH��Ϊ������������п�̳�ʱ���֣�NaOH����Ч���������е�����ͭ���ܽ��Һ�С��˷�������Ч��������ͭ�Ƚ������Һ�У����������в������ƺ����ϸߣ�����ֱ�ӷ����ս�ʹ�á�����-̼��炙����ҺΪ������ϵ�����м��Խ��������ӷ��ʵ͡��������к�����Ԫ�ص��ص㣬������Ľ�����ϵ��
��ˣ�������-̼��炙����Һ��Ϊ������������������������п�백��λ�γ��ȶ���п����λ���������̼�����백��ϵ��ص㣬�о���¯��˹����ѡ���Խ��������ѳ�п����Ϊ���Լ�������������̼��Ԫ�صĸ�����Ϊ������ʵ�ָ�¯��˹����п���ѳ�������̼�ĸ���������-̼��立�������������п�͡������ߣ���ֱ�ӷ�������������ʹ�ã�����Һ������ͨ����ȡ����п������ʵ�ָ�¯��˹�ҵ�����Ч������п�����Ļ��գ�Ϊ����ҹ���¯��˹����Դ�����������ṩ�µļ���;����
1 ʵ��
1.1 ʵ��ԭ��
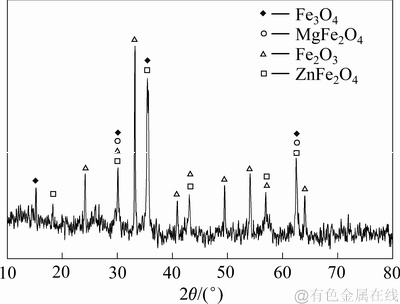
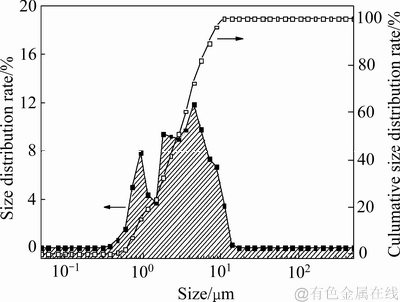
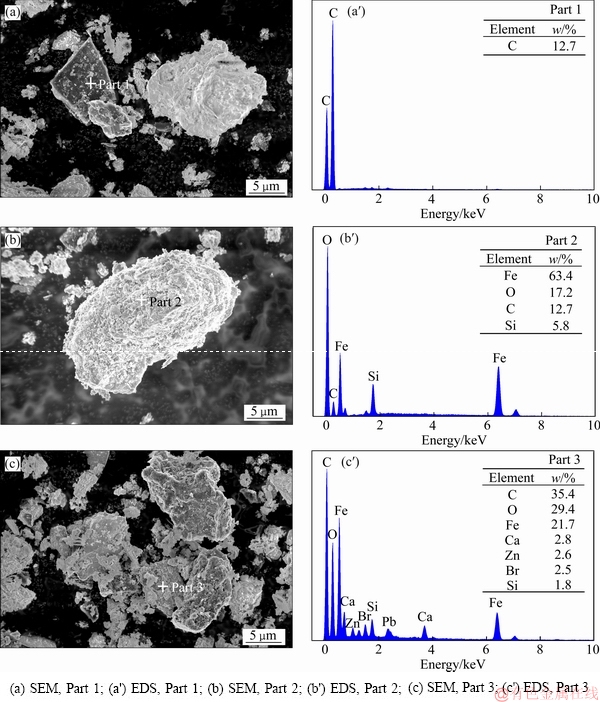
����ICP-MS������Ϊ0.05~17.2 ��m(��ͼ1)�ĸ�¯��˹�ҽ���Ԫ�ط�������������1���ɱ�1��֪����¯��˹�ҵ���Ҫ��ѧ�ɷ�Ϊ����̼��п�ȣ����л��ռ�ֵ�����XRD��(��ͼ2)�ͻ�ѧ��ɷ���(����1�ͱ�2)��֪����¯��˹����������Ҫ����ΪFe2O3��Fe3O4��п����Ҫ����ΪZnO��ZnSO4������ΪZnS��ZnFe2O4���Ը�¯��˹�ҽ���ɨ��羵-����(SEM-EDS)�����������ͼ3��ʾ����ͼ3��֪������̼��п�������ڹ���״̬����������п���壬���������Ƚ�����������ò������������п���Ȼ�пճ�������������п���⾧ʯ�ı��棻����ϸС���������ﳣ��̼���棬������õ���������������ܣ��������ڡ�
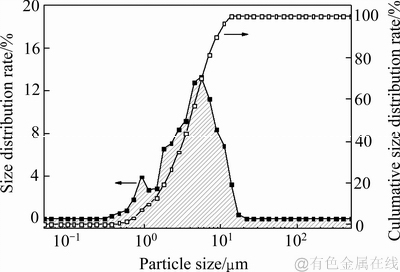
ͼ1 ��¯��˹�ҵ������ֲ�ͼ
Fig. 1 Particle size distribution of blast furnace dust
��1 ��¯��˹�ҵ���Ҫ��ѧ�ɷ�
Table 1 Chemical compositions of blast furnace dust (mass fractions, %)

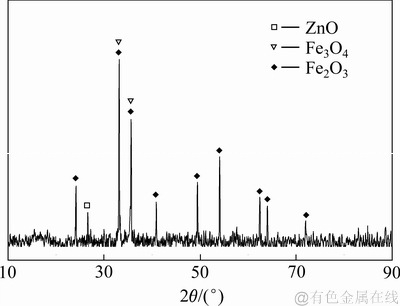
ͼ2 ��¯��˹�ҵ�XRD��
Fig. 2 XRD pattern of blast furnace dust
��2 ��¯��˹����п����Ҫ����
Table 2 Phase distribution of zinc presented in blast furnace dust (mass fraction, %)

1.2 ʵ�鷽�����豸
��ʵ�鷽���õ�����ƽ(JE6001�ͣ�÷����-�����������Ϻ�����˾)��ȡ����ĸ�¯��˹�ң��������������ƿ(������첨������������˾)�ڣ�����ʵ���趨����Ľ���������װ����Һ��������ƿ��������Ԥ��ʵ���¶ȵĺ���ˮԡ��(HH-S26S�ͣ���̳�д���Զ���������)�У�����������(SH1C-60�ͣ����մ���Զ�������)��������ʵ������Ľ����ٶ�400 r/min����ʼ��ʱ����Ԥ��ʱ�̽���ʵ�顣������Ƭ��ձ�(2XZ-2�ͣ��㽭̨������ձ�����˾)���������˷��룬�õ�����Һ�ͽ����������û���ԭ�����ֹ��ȼ�(WFX-110B�ͣ���������������������˾)�ⶨ����Һ��п�ĺ�����ICP-AES�ⶨ����Һ�����ĺ�����������������ո�����(DZF-6090�ͣ��Ϻ�һ���ѧ��������˾)�У���75 ���º���12 h��ɣ�����ICP-MS��ѧԪ�ط������ⶨ��п�ĺ�����
1.3 ʵ��ԭ��
��Zn-NH3-H2O��ϵ�У�п�����就����п������λ�Ļ�����(��ʽ(1)��ʾ)�������就����ʱ����Һ�а��������OH-����Zn(OH)2����(��ʽ(2)��ʾ)����̼�����̼���������̼��п���ʽ̼��п(��ʽ(4)��(5)��ʾ)����ˣ��ڽ��������а���̼��淋��������ࡣ�ڰ��Խ��������У������漰��п��������ԭ��Ӧ��ͬʱ���迼��п�����백����Ϸ�Ӧ��HU��[20]������Һ��п���������就֮���ƽ���ϵ���Ƴ���Zn-NH3-H2O��ϵ��j-pHͼ������п�ڰ�����ϵ�и����ܽ⣬��pH����8~11ʱ��Zn[(NH3)4]2+Ϊ������Ԫ��������Ҳ˵���˲��ð�����п������ѧ���ǿ��еġ�
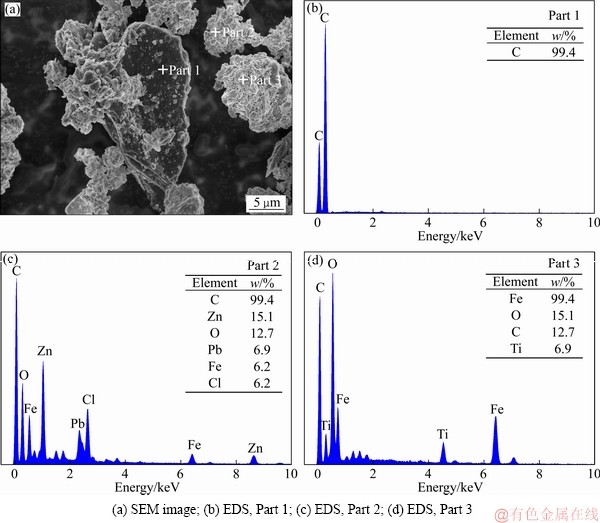
ͼ3 ��¯��˹�ҵ�SEM��EDS��
Fig. 3 SEM image and EDS spectra of blast furnace dust
п�ڰ�����Һ����Ҫ��Zn2+��[Zn(NH3)]2+��[Zn(NH3)2]2+��[Zn(NH3)3]2+��[Zn(NH3)4]2+�ȶ�����ʽ���ڡ�ͨ���������ȶ������ͼ������ø������ӵ�Ħ������������п�����ֲַ�ͼ�����ͼ4��ʾ����ͼ4��֪������Һ�е�pH>7.8ʱ����Һ��п��Ҫ���ȶ���[Zn(NH3)3]2+��[Zn(NH3)4]2+������ʽ���ڣ��Ӷ��ﵽѡ���Խ�����Ŀ�ġ����øյ�[20]���о���������п����Һ��pH��7.4ʱ����ȡ��ˮ��п�����ϵ�ˮ��ϳɸ����ȶ���п��3��4��λ���֡�������������-̼�����ҺΪ����������ʹ��¯��˹���е�п�����就��λ����������̼��þ���������ʾ����������ܽ�����������С�
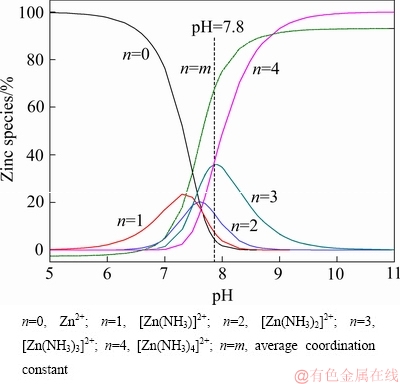
ͼ4 Zn-NH3-H2O��ϵ�����ֲַ�ͼ
Fig. 4 Distribution of zinc species in Zn-NH3-H2O medium
ZnO+nNH3+H2O��[Zn(NH3)n]2++2OH- (1)
ZnCl2+2NH3��H2O��Zn(OH)2��+2NH4Cl (2)
Zn(OH)2+nNH3��H2O��Zn(NH3)n(OH)2+nH2O (3)
Zn2++ ��ZnCO3 (4)
��ZnCO3 (4)
Zn2++ �� Zn(HCO3)+ (5)
�� Zn(HCO3)+ (5)
2 ���������
2.1 ��¯��˹�Ұ��Խ���п��ʵ�����
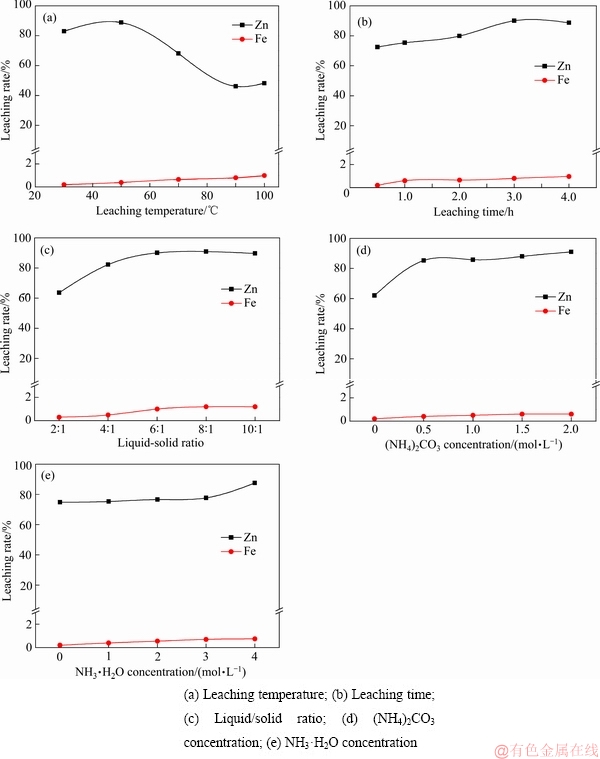
Ϊȷ����¯��˹�Ұ�-̼��立�����п�Ĺ��ղ�����ʵ����õ�һ��������ʽ�������������������п�����ʵ�Ӱ�졣�ڲ�ͬ�����¶ȡ�ʱ�䡢Һ�̱ȡ�̼���Ũ�ȺͰ�ˮŨ������ƽ���ʵ�飬��ʵ��������п���������ʵ�Ӱ����ͼ5��ʾ��ͼ5�е�(a)��(b)��(c)��(d)��(e)�ֱ�Ϊ�����¶ȡ�����ʱ�䡢Һ�̱ȡ�̼���Ũ�ȺͰ�ˮŨ�ȶ�п���������ʵ�Ӱ�졣
��ͼ5(a)��֪���ڰ�ˮŨ��Ϊ2 mol/L��̼���Ũ��Ϊ2 mol/L��Һ�̱�Ϊ10:1������ʱ��Ϊ3 h��ʵ�������£�п�Ľ����ʳ����������½������ƣ��¶ȶ�п����Ч��Ӱ������ԡ����¶ȴ�30 �����ߵ�50 ��ʱ����������83.0%������88.9%���ﵽ���ֵ�����������¶�ʱ��п�Ľ����ʷ������͡�������Ϊ���¶ȵ����߷�Ӧ�������ǿ��������Ӧ���̼ӿ죻�¶ȳ������ߣ�����̼��立ֽ�ӷ����أ����ʵ����п��λ�İ����٣�����п�������½���������ʵ����������Ľ����ʱ�����1.20%���£��ò��ֵ���Ϊ�ܽ���������ͼ5(b)��֪��п��������ʱ���ӳ����������ӣ�����ʱ��Ϊ3 hʱ��п�����ʴﵽ���ֵ��Ϊ90.1%���ӳ�����ʱ�䣬�����ʱ仯ƽ����ԭ���Ƿ�Ӧ���ڰ���̼���Ũ�ȸߡ���Ӧ״�����ã��淴Ӧ���а���п��λ�ﵽƽ�⣬�����ӳ�����ʱ���п�Ľ���������Ӱ�졣��ͼ5(c)��֪��Һ�̱ȶ�п�����ʵ�Ӱ��ϴ���仯������ʱ���п������Ӱ�����һ�£���Һ�̱�Ϊ6:1ʱ�����ʴﵽ���ֵ��Ϊ90.9%��������Һ�̱ȣ�п�����ʽӽ�ƽ����������Ϊ��¯��˹���е�п��������е����就�ﵽ��λƽ�⣬�Ӵ�Һ�̱ȶԷ�Ӧû��Ӱ�졣��ͼ5(d)��֪������̼��淋�Ũ�����ߣ�п�Ľ����������ӡ�̼���Ũ�ȴ�0����0.5 mol/Lʱ��п�Ľ����ʼ�������������Ϊ�ڽ��������У�������������С(0.05~17.2 ��m)����Ӧ�ȱ������Ӧ���ʼӿ졣Ũ�ȴ���0.5 mol/Lʱ����ϵ�е�п����λ�ӽ�ƽ�⣬��Ӧ���ʽӽ�ƽ������Ũ��Ϊ2 mol/Lʱ�������ʴ�91%��ʵ���������̼���Ũ�ȴ���2 mol/Lʱ����ϵ�еİ��ﵽ���ͣ������������д�����̼��炙�̼����什ᾧ���������ӷ���ʧ���ء��ɴ˵ã���¯��˹�ҽ��������̼���Ũ��Ϊ2 mol/L����ͼ5(e)��֪����Ũ�ȵİ�ˮ��п������Ӱ�첻��Ũ�Ȱ�ˮ��п���������Եشٽ����á�����ˮŨ����1 mol/L���ӵ�3 mol/Lʱ��п��������75.3%������77.7%����ˮŨ��������4 mol/Lʱ��п�����ʴ�87.6%������ˮ�ӷ�����ˮŨ�Ȳ��˹��ߣ���ѡ2 mol/LΪ��ˮ����ѽ���Ũ�ȡ�����������п�������Ż����ղ���Ϊ��̼���Ũ��2 mol/L����ˮŨ��2 mol/L�������¶�50 �棬����ʱ��3 h��Һ�̱�6:1��ת��400 r/min��
ͼ5 ��ʵ��������п���������ʵ�Ӱ��
Fig. 5 Effect of different experiment conditions on leaching rates of zinc and iron
2.2 ��¯��˹�Ұ��Խ��������о�
��ǰ��2.1�ڵõ����Ż������£�һ�ν������е�п����Ϊ3.09%��Ϊ��һ���������е�п������������̨����GSH-2L���Ѹ��������μ�������������ʵ�顣һ�ν���ʵ������Ϊ�Ż��������õ���һ�ν���ҺΪ��Ʒ��������һ�������������п��ѭ����ʼ��һ�ν���������ڶ�����Ӧ�����еڶ��ν��������ν���Һ���ص�һ����Ӧ����ԭ�ϵĽ����������ν�����Ϊ��Ʒ�����������̣���������ͼ6��ʾ��
����Һ��п���û�������ͭ�������ӵ������������Ӻ��ͨ����ȡ����п������ICP-MS��ICP-AES�ֱ�ⶨ����Һ�ͽ���������Ҫ��ѧ�ɷ֣��������3��ͼ7���ɱ�3��֪������Һ��п���غ���Ԫ�غ����ϸߣ�������ͭ���ܵ�Ԫ�غ����ͣ�����п�ܱ���Ч�ؽ���������̼�����ڽ���������ͼ7��֪������������������¯��˹���е�п������9.54%����1.13%������̼�ĺ����ֱ���35.9%��13.5%������47.64%��16.64%���غ�����0.5%����0.21%���ƺ�����0.30%����0.17%����ϱ�3��ͼ7������֪��п�����Ķ������������ʷֱ�Ϊ91%��1.15%������������ͨ���������������õ��Ľ���Һ���ʺ����ϵͣ���п�۾�����ɲ�����ȡ��Mextral54-100(���Գɷ�:1-������-2��ͪ)��Э�ͼ�����������(TRPO)��Эͬ��������ȡ����п[21-22]���õ��Ķ��ν�������п���ƺͼصĺ����ͣ�����̼�ĺ����߿ɷ�����������ʹ�ã�����ʵ�ָ�¯��˹�ҵ���Դ�����á�Ϊ��һ���������ǰ���¯��˹�ҿ���ѧ�����ı仯���������XRD�����ȷ�����SEM-EDS����ֶζԶ��ν��������з�����
��3 ����Һ��Ҫ��ѧ���
Table 3 Chemical component of leaching solution in 1st-stage

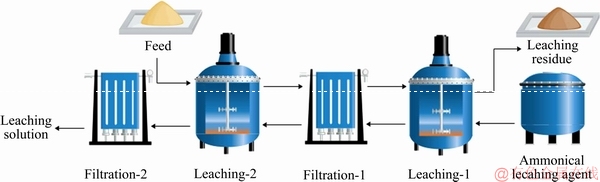
ͼ6 ��¯��˹�Ұ��Խ���п��������ͼ
Fig. 6 Flowsheet of ammonia leaching of zinc from blast furnace dust
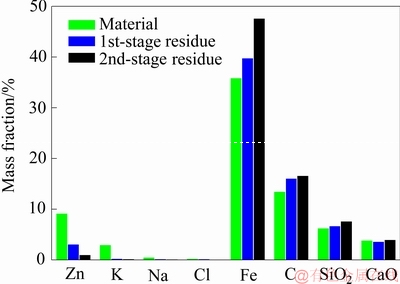
ͼ7 ����ǰ���¯��˹���л�ѧ�ɷֵı仯���
Fig. 7 Chemical component changes in blast furnace dust during leaching process
2.3 ��¯��˹�Ұ��Խ������Ķ��Է���
����ѷ�Ӧ������(̼���Ũ��2 mol/L����ˮŨ��2 mol/L�������¶�50 �棬����ʱ��3 h��Һ�̱�6:1��ת��400 r/min)�����õ��Ķ�����������������XRD�����ͻ�ѧ��ɷ�����������ͼ8�ͱ�4��ʾ��
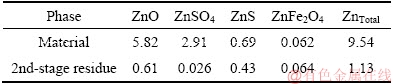
��4 ��������Ҫп�������
Table 4 Phase distribution of zinc presented in leaching residue (mass fraction, %)
ͼ8 ��������XRD��
Fig. 8 XRD pattern of leaching residue
��ϱ�4��XRD��֪������������Ҫ����ΪFe2O3��Fe3O4��MgFe2O4��п����Ҫ����ΪZnO��ZnSO4��ZnS��ZnFe2O4���ɱ�4��֪���ڽ��������У�ZnO��ZnSO4�ĺ��������ͣ�ZnS��ZnFe2O4�ĺ����������䣬����������������Ҫ��ZnO��ZnSO4�ȿ����Ե�п�������ܽ����������п����������Һ�в��ܽ⣬����ʵ��������п�����ʲ��ܽ�һ����ߵ�ԭ��
2.3.1 �����������ȼ���ò����
�Խ�����������������(��ͼ9)��֪������������Ҫ�ֲ���0.05~17.20 ��m֮�䣬���ƽ������Ϊ3.39 ��m�����������ֲ��Ͼ��ȣ������������ƫС���������¯��˹�ҵ����ƽ��ֱ�����Խ��ͣ�������-̼��炙��Һ����Ч�����ԡ��ɽ�������SEM-EDS(��ͼ10)������֪����̼������п�����������������٣������������������̼��п�����Ŀ����������ɶ�ס������������������������Ե����ã������ڽ������ĺ������������⣬ͼ10��Part 3��Ԫ������������һ��֤ʵ������̼��п�����Ŀ����Ǿ�����õ�����п���壬�������д���п���⾧ʯ���ࡣ
ͼ9 �������������ֲ�ͼ
Fig. 9 Size distribution of leaching residue
3 ����
1) ��-̼��立���ȡ��¯��˹����п����ѷ�Ӧ����Ϊ��ˮŨ��2 mol/L��̼���Ũ��2 mol/L���¶�50 �桢Һ�̱�6:1������ʱ��3 h������������������п�����ʴ�91%����������Ϊ1.15%��
2) ��-̼��炙��Һ�������������ܽ���¯��˹���е�п��9.54%������1.13%���������е�����̼�ĺ�����ԭ���е�35.9%��13.5%�ֱ���47.64%��16.64%������������̼���ۺϻ��ա�
ͼ10 ��������SEM���EDS��
Fig. 10 SEM images and EDS spectra of leaching residue
3) �������������ԭ���������������������ʽ���ڵ�п���ܽ�����������е�п��Ҫ���������ܵ�п���⾧ʯ�����У�п���⾧ʯ�Ĵ����ǵ���п�����ʲ��ܽ�һ����ߵ�ԭ��SEM-EDS�������������������ɶ�ף��������ʵõ����ƣ������ڸ�¯��˹�ҵĺ���������
REFERENCES
[1] �ű���, �ų���, �Ż���, ����. ת¯�ɷ���¯��˹�ҵ�¯��ѭ������ʵ��[J]. ��������, 2017(4): 42-45.
ZHANG Bao-jing, ZHANG Chao-fa, ZHANG Hu-cheng, MA Xu-zhao. Cycle utilization practice of converter dry dedusting[J]. Metal World, 2017(4): 42-45.
[2] ����ΰ, �κ�ǿ, �����, ������. ��¯��˹���༯�д�������Դ�����ü���[J]. ұ������, 2008(5): 32-34.
ZHANG Xiang-wei, LIAO Hong-qiang, BAO Xiang-jun, REN Zhong-xing. Dust removal plaster centralized treatment and resource utilization technology[J]. Environmental Protection in Metallurgical Industry, 2008(5): 32-34.
[3] PAN Heng-yu, ZHANG Xiao-hong, WU Jun, ZHANG Yang-zong, LIN Li-li, YANG Gang, DENG Shi-huai, LI Li, YU Xiao-yu, QI Hui, PENG Hong. Sustainability evaluation of a steel production system in China based on energy[J]. Journal of Cleaner Production, 2015, 112: 1498-1509.
[4] ��ѩ��, �� ��, ��ѧ��, �����, ������, ������. ұ������ת¯�е�Ӧ�ü����о���ʵ��[J]. �й�ұ��, 2014, 24(11): 35-41.
WAN Xue-feng, CAO Dong, GAO Xue-zhong, YU Shu-juan, ZHU Xiao-lei, GUO Qing-tao. Technical research and practice of metallurgical dust recycling in converter[J]. China Metallurgy, 2014, 24(11): 35-41.
[5] ë ��, �Ž���, ������, Ԭ ��, �� ��, Τ�·�. �������̺����������Լ�����Դ��[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2015, 46(3): 774-785.
MAO Rui, ZHANG Jian-liang, LIU Zheng-jian, YUAN Xiang, WANG Fei, WEI Meng-fang. Characteristic and resource utilization technique of dust and sludge containing iron from steel production process[J]. Journal of Central South University (Science and Technology), 2015, 46(3): 774-785.
[6] ZHANG Duo-chao, ZHANG Xin-wang, YANG Tian-zhu, RAO Shu-ai, HU Wei, LIU Wei-fang, CHEN Lin. Selective leaching of zinc from blast furnace dust with mono-ligand and mixed-ligand complex leaching systems[J]. Hydrometallurgy, 2017, 169: 219-228.
[7] ����, �� ά, ������, ������, ֣����, �� ��, ����ΰ. ����п�̳������Ļӷ�����[J]. �й���ɫ����ѧ��, 2014, 24(11): 2892-2899.
LUO Hong-lin, LIU Wei, QIN Wen-qing, LIU Rui-zeng, ZHENG Yong-xing, YANG Kang, HAN Jun-wei. Volatilization of indium from zinc oxide fly ash[J]. The Chinese Journal of Nonferrous Metals, 2014, 24(11): 2892-2899.
[8] ODA H, IBARAKI T, ABE Y. Dust recycling system by the rotary hearth furnace[J]. Nippon Steel Technical Report, 2006, 94: 147-152.
[9] OUSTADAKIS P, TSAKIRIDIS P E, KATSIAPI A, AGATZINI-LEONARDOU S. Hydrometallurgical process for zinc recovery from electric arc furnace dust (EAFD). Part II: Downstream processing and zinc recovery by electrowinning[J]. Journal of Hazardous Materials, 2010, 179(1): 1-7.
[10] MOCELLIN J, MERCIER G, MOREL J L, CHARBONNIER P, BLAIS J F, SIMONNOT M O. Recovery of zinc and manganese from pyrometallurgy sludge by hydrometallurgical processing[J]. Journal of Cleaner Production, 2017, 168: 311-321.
[11] JHA M K, KUMAR V, SINGH R J. Review of hydrometallurgy recovery of zinc from industrial wastes [J]. Resources, Conservation and Recycling, 2001, 33: 1-22.
[12] SCHNEEBERGER G, ANTREKOWITSCH J, PICHLER C. Development of a new recycling process for high zinc containing steel mill dusts including a detailed characterization of an electric arc furnace dust[J]. BHM Berg-und H��ttenmannische Monatshefte, 2012, 157(1): 1-6.
[13] �Ž�ϼ, �� ��, ţ����. ��п������п�Ľ�����Ϊ������ѧ[J]. �й���ɫ����ѧ��, 2018, 28(8): 1688-1696.
ZHANG Jin-xia, ZOU Xuan, NIU Fu-sheng. Leaching behavior and leaching kinetics of zinc from zinc-bearing dust[J]. The Chinese Journal of Nonferrous Metals, 2018, 28(8): 1688-1696.
[14] ASADI ZEYDABADI B A, MOWLA D, SHARIAT M H, FATHI KALAJAHI J. Zinc recovery from blast furnace flue dust[J]. Hydrometallurgy, 1997, 47(1): 113-125.
[15] STEER J M, GRIFFITHS A J. Investigation of carboxylic acids and non-aqueous solvents for the selective leaching of zinc from blast furnace dust slurry[J]. Hydrometallurgy, 2013, 140(11): 34-41.
[16] �� Զ, ֣�Ž�, ������. пұ�������̳��Ʊ��ߴ��ӷ۵��¹���[J]. �й���ɫ����ѧ��, 2014, 24(4): 1070-1075.
LIU Yuan, ZHENG Ya-jie, SUN Zhao-ming. New technology of high purity Cd powder prepared from roasting dust of zinc smelting[J]. The Chinese Journal of Nonferrous Metals, 2014, 24(4): 1070-1075.
[17] ALGUACIL F J, COBO A. Extraction of zinc from ammoniacal/ammonium sulphate solutions by LIX54[J]. Journal of Chemical Technology & Biotechnology, 2015, 71(2): 162-166
[18] ALGUACIL F J, ALONSO M. The effect of ammonium sulphate and ammonia on the liquid-liquid extraction of zinc using LIX54[J]. Hydrometallurgy, 1999, 53(2): 203-209.
[19] LI S. Extraction of zinc from blast furnace dust in ammonia leaching system: Green processing and synthesis[J]. Green Processing & Synthesis, 2016, 5(1): 23-30.
[20] HU Jiu-gang, CHEN Qi-yuan, YANG Xu-ming, HU Feng-chuan, HU Hui-ping, YIN Zhou-lan. Extraction of zinc from ammoniacal solution with ��-diketone: A comparative study of solvents used[J]. Separation & Purification Technology, 2012, 87: 15-21.
[21] �Ƹ���, ���˱�, κ ��, �� ��, ������, �����, ��־��. ��-�������Һ����ȡ����п��[J]. �й���ɫ����ѧ��, 2017, 27(10): 2136-2144.
TANG Fu-li, LI Xing-bin, WEI Chang, FAN Gang, ZHU Ru-long, LI Cun-xiong, DENG Zhi-gan. Extraction and separation of zinc and cadmium from ammoniacal/ ammonium sulfate solutions[J]. The Chinese Journal of Nonferrous Metals, 2017, 27(10): 2136-2144.
[22] TANG Fu-li, LI Xing-bin, WEI Chang, FAN Gang, ZHU Ru-long, LI Cun-xiong. Synergistic extraction of zinc from ammoniacal/ammonia sulfate solution by a mixture of ��-diketone and 2-hydroxy-5-nonylacetophenone oxime[J]. Hydrometallurgy, 2016: 162: 42-48.
Removal of zinc from blast furnace dust by ammonia-ammonium carbonate
LUO Xing-guo, WEI Chang, LI Xing-bin, DENG Zhi-gan, LI Min-ting, WANG Chen-yu, SUN Pu
(Faculty of Metallurgical and Energy Engineering, Kunming University of Science and Technology, Kunming 650093, China)
Abstract: In view of the problem that the high zinc content blast furnace dust could not directly recycled to iron making process, a novel process for recovering zinc from blast furnace dust and resource utilization of dust was developed by ammonia-ammonium carbonate leaching. The thermodynamic calculation results and zinc-ammonia coordination principle show that removal of zinc from blast furnace dust by ammonia-ammonium carbonate is feasible. And the experimental results show that the optimal reaction condition is as follows: NH3 concentration 2 mol/L, (NH4)2CO3 concentration 2 mol/L, temperature 50 ��, liquid-to-solid 6:1, leaching time 3h. Under the optimum conditions the leaching rates of zinc and iron are 91% and 0.45%, respectively. The content of zinc decreases from 9.54% to 1.13%, and the content of iron increases from 35.9% to 47.6%. The XRD and SEM-EDS analyses of leaching residue show that the oxides and sulfates of zinc in the raw material are dissolved and leached, the zinc-iron spinel is not leached and present together with the iron oxide in the residue. This is the reason why the leaching rate of zinc is hard to be further improved. Besides, the distribution of the leaching residue particles is uneven, and the surface is loose and porous, which is beneficial to the subsequent treatment of blast furnace dust.
Key words: blast furnace dust; ammonia-ammonium carbonate; leaching; zinc
Foundation item: Project(2018YFC1900402) supported by the National Key Research and Development Project of China; Projects(51564030, 51664029, 51664030, 51804146) supported by the National Natural Science Foundation of China; Project(2018T20120154) supported by the Analysis and Testing Foundation of Kunming University of Science and Technology, China
Received date: 2018-08-28; Accepted date: 2018-11-22
Corresponding author: LI Xing-bin; Tel: +86-871-6518819; E-mail: lixingbin2011@126.com
(�༭ ��ѧ��)
������Ŀ�������ص��з��ƻ��̷���Դ��ר����Ŀ(2018YFC1900402)��������Ȼ��ѧ����������Ŀ(51564030��51664029��51664030��51804146)������������ѧ�������Ի�������(2018T20120154)
�ո����ڣ�2018-08-28�������ڣ�2018-11-22
ͨ�����ߣ����˱��ڣ���ʿ���绰��0871-6518819��E-mail��lixingbin2011@126.com

