ϡ�н��� 1999,(05),362-364 DOI:10.13373/j.cnki.cjrm.1999.05.010
�������� �ã��ã� ��ͷ���ϵ���֯������
������
ɽ����̨��������Ʒ����ּ������!��̨264000��,ɽ����̨��������Ʒ����ּ������!��̨264000,������ͨ��ѧ���Ϲ���ѧԺ!����710049
ժ Ҫ��
���û�е�Ͻķ����Ʊ��� �ã��� �ã� ���Ͻ�۲��ֱ��ڣ����� �桢������ �漰������ �潫�Ͻ����ѹ�ս�õ����������� �ã� �ã� �Ͻ𡣣����� ����ѹ���Եõ����ܶȴ��ڣ��� �� ������ �ã� �ã� ���壬������ �漰������ ����ѹ�������������������� �ã� �ã� ��������ռ�϶�е��͵�ѹǿ�Ƚӽ��������ܡ����� �ã� �ã� ��ͷ���ϵ�ˮƽ��
�ؼ��ʣ�
��е�Ͻ� ;�� ;���� ;CuCr ��ͷ ;�͵�ѹǿ�� ;
��ͼ����ţ� TB383
�ո����ڣ� �ո�����: 1998 - 09 - 15
���� ������Ȼ��ѧ����;
Microstructure and Properties of CuCr Contact Materials with Microcrystalline or Nanocrystalline Grains
Abstract��
Abstract: The CuCr alloy powders with nanocrystals were prepared by mechanical alloying technique. The CuCr materials with microcrystalline or nanocrystalline grains were got through consolidation of the milled powders by heat press at 920��, 750�� and 580�� respectively. Experimental results show that the CuCr materials with nanocrystals and more than 90% relative density are achieved when heat pressed at 580��. The size of grains increases to several micrometers for heat press at 750�� and 920��. The dielectric strength of the CuCr materials with nanocrystalline grains in vacuum has approached to that of conventional CuCr contacts.
Keyword��
Mechanical alloying; Microcrystalline; Nanocrystalline; CuCr contacts; Dielectric strength;
Received�� �ո�����: 1998 - 09 - 15
���Ÿߵ�ѹ�� �������� С�ͻ���ն�·���ķ�չ, �Դ�ͷ���ϵ�����Ҫ��Խ��Խ��
[1 ]
�� ���ڴ�ͷ���Ͼ���ϸ����, ��ʹ������Ҿ�Եǿ������, ������ֵ����, �ۺ��������������
[2 ]
�� ���, ϸ���� ��ϸ����ͷ���ϵ�����֯���ǵ�ǰ��ն�·����չ��һ����Ҫ�о�����
Ŀǰ, �����Ѳ�ȡ�绡������, ����������Ϳ��, ����������е�Ͻȷ���ʹ��ն�·���й㷺ʹ�õ�CuCr���Ͼ����ߴ�ӳ����75��150 ��m�½���3��30 ��m, ������Щϸ��CuCr�����з�����һЩ����ĵ��������
[3 ]
�� ����Щ�о���, ��е�Ͻ��������õ���ϸ����������CuCr����, ��˾��м���ķ�չDZ���� ���IJ��û�е�Ͻķ����Ʊ�������Cu-Cr�Ͻ��, Ȼ���ڲ�ͬ�¶�����ѹ���ܻ�, ���Ƶò��ϵ���֯�����ܽ������о���
1 ʵ ��
ʵ�����õ�ԭ��Ϊ����-300Ŀ���ͭ�� (����>99.95%) ��-200Ŀ���� (����>99.17%) �� ��ͭ�ۡ� ���ۼ�Һ�屣�����ʰ�һ������װ�����Ƶĸ�����ĥ���н��л�е�Ͻ� ������ĥ��Ͳ��Ϊ�����, ĥ��Ϊ�� 6 mm����и���, ������ת���ÿɿع������ٿ���, �Ͻ�ɷּ���ĥ�������1��ʾ��
�� 1 �Ͻ�ɷּ�������ĥ���� ����ԭͼ
�� 1 �Ͻ�ɷּ�������ĥ����
��е�Ͻ���ϵ�Cu-Cr�Ͻ����Һ����ʾ����������˷ֿ���ʪ�ĺϽ��װ��ߴ�ʯīģ��, ���ֹ�ѹʵ��ֱ��װ�������ѹ¯�ڡ� ��������ջ����з���10 h�ӷ���ȥʣ��Һ��ɿ�ʼ��ѹ�ս�, ���Ƚ����¯����ճ���С��8��10-3 Pa, Ȼ��ֱ�������580�桢 750�漰920��, ����Щ�¶�����50 MPa��ѹ�����л�����ѹ, ��ѹʱ�䲻����8 h�� ��ѹ��ϼ�������¯�ڵ���������¡�
�Ա�ʵ���õĴ־�CuCr��ͷ���ϲ��ó�����������Ʊ�
[4 ]
�� �Ƶõ�CuCr�����ܶ�����ˮ���ⶨ, ��������ʽ�絼�Ǽ�LECO������������Dzⶨ�˲��ϵĵ絼�ʼ����庬���� ������ĥ������ѹ���������֯�ֱ���ɨ���������, �����������X���������ǽ��з����� ���Ʊ��IJ��ϼӹ����� 20 mm��5 mm�����������л�е��, ��õ�����װ�����¯��װ�ɵ�ģ�������������Ϊ����, �����ô�������, �����������˼���8 kV�ĵ�ѹ, ���������˲���ðٷֱ����������������˵ľ���, �û�����ѹ���Ի������뼴�ɵó���ռ�϶�Ļ����糡ǿ�ȡ� ÿ����������100�β��ԡ�
2 ���������
2.1 ��е�Ͻ��̷���
��е�Ͻ���ʹ��ĩ�ʵ��ںܸߵĻ�е�����¾��ܷ������亸�� �����Լ����º���, �Ӷ���÷�ĩ�ĺϽ��Լ�������ϸ���Ĺ���
[5 ]
�� ͭ�����Ļ�Ϸ��ڻ�е�Ͻ����з�ĩ�����ȼ��ɷֲַ������������Ա仯�� ����ĥ����, ͭ������۾��Ȼ��, ͬʱͭ�۱�շѹ����������Ա���, ����������亸��һ��, �γɽϴ�IJ�Ƭ״���Ͽ����� ������ĥ�ļ�������, ���Ͽ������ڷ���ǿ�ҵ����Ա��ζ������ӹ�Ӳ��, ������������, ��ĥ��ij��������, ���Ͽ����ڲ��������Ʋ���������, �γ�ϸС�Ŀ����� ������ĥʱ, ���ѵĿ����ٴη������ϡ� �黯, ��һ���γ�ϸС�Ŀ����� �����������, �����»��ܶȼ�С��Cu-Cr������Ԫ��ĥ��ǿ�ҵĻ�е������, �ụ���ǿ����ɢ���ܽ�, �������˺Ͻ���, ��ÿ���������γ�����̬�Ĺ��������塣 ���ѭ������, ���Ͽ����Ķ������亸�ﵽ��̬ƽ��, ��ĩ�����ȼ��ɷֶ����ٷ����仯, ��ÿ���������γɺ�ƽ���ɷ���ͬ�ľ���ϸС��֯��
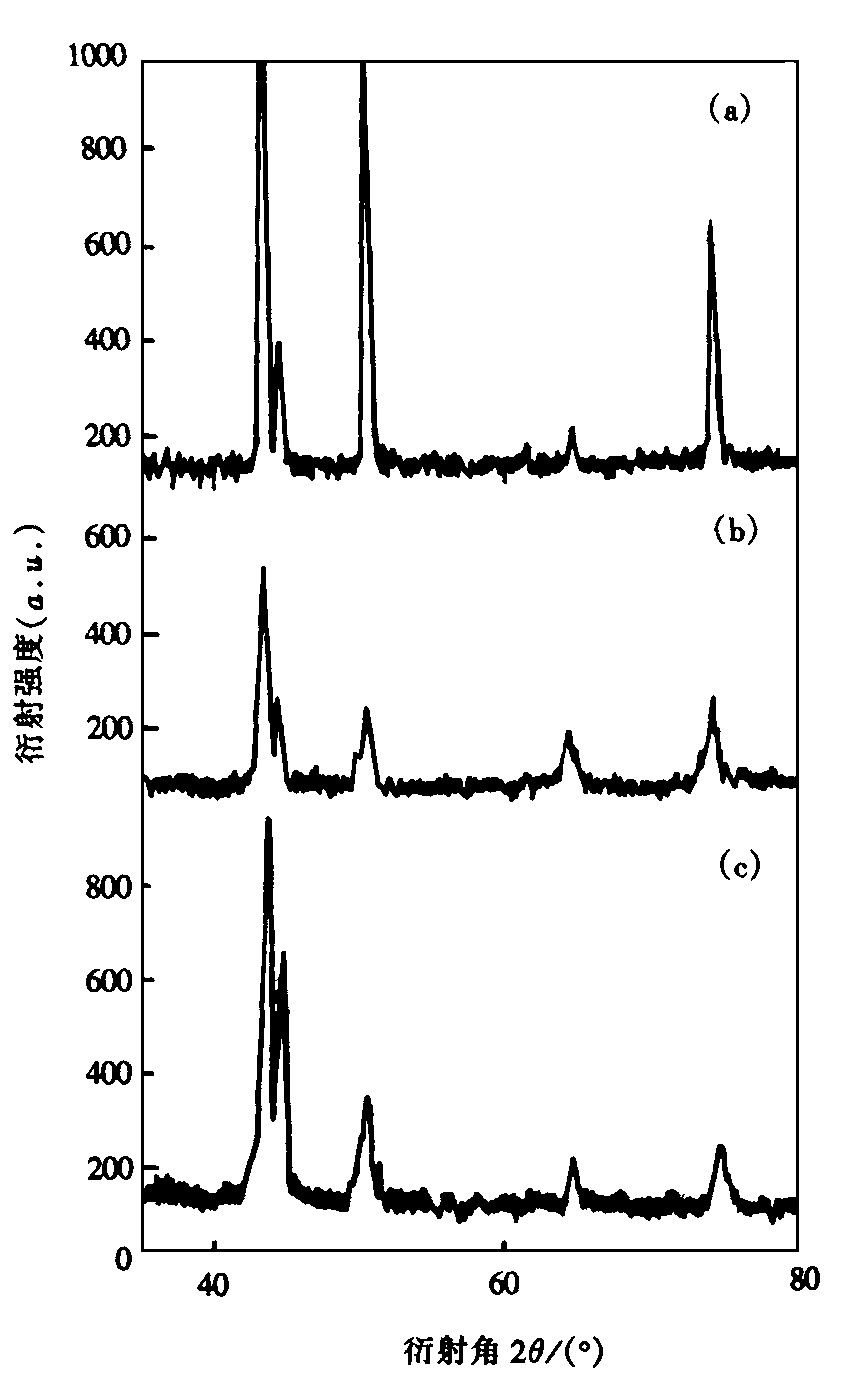
ͼ1 (a) �� (b) �ֱ�ΪCu50-Cr50ԭʼ�ۼ���е�Ͻ��X��������ͼ, ���Կ���, ��ĥ����������, ����ǿ�ȼ���, �����������ʧ�� �����Ǿ���ϸ����ͭ���������ܵĽ���� ����л�ֹ�ʽ
[6 ]
�������ı仯���з���, �ó���ĥ��Cu50-Cr50�Ͻ�۵�ƽ�������ߴ�Ϊ32 nm��
2.2 ��ѹCuCr������ϵ���֯
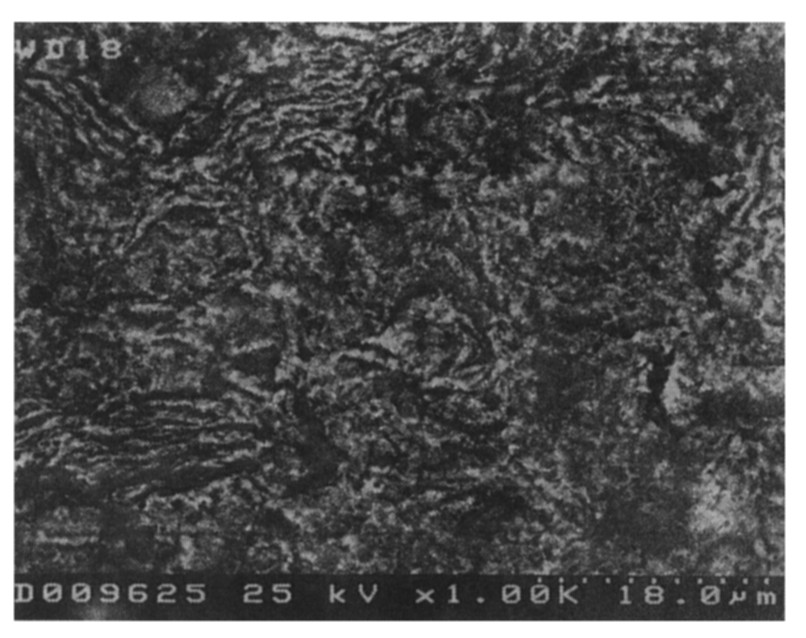
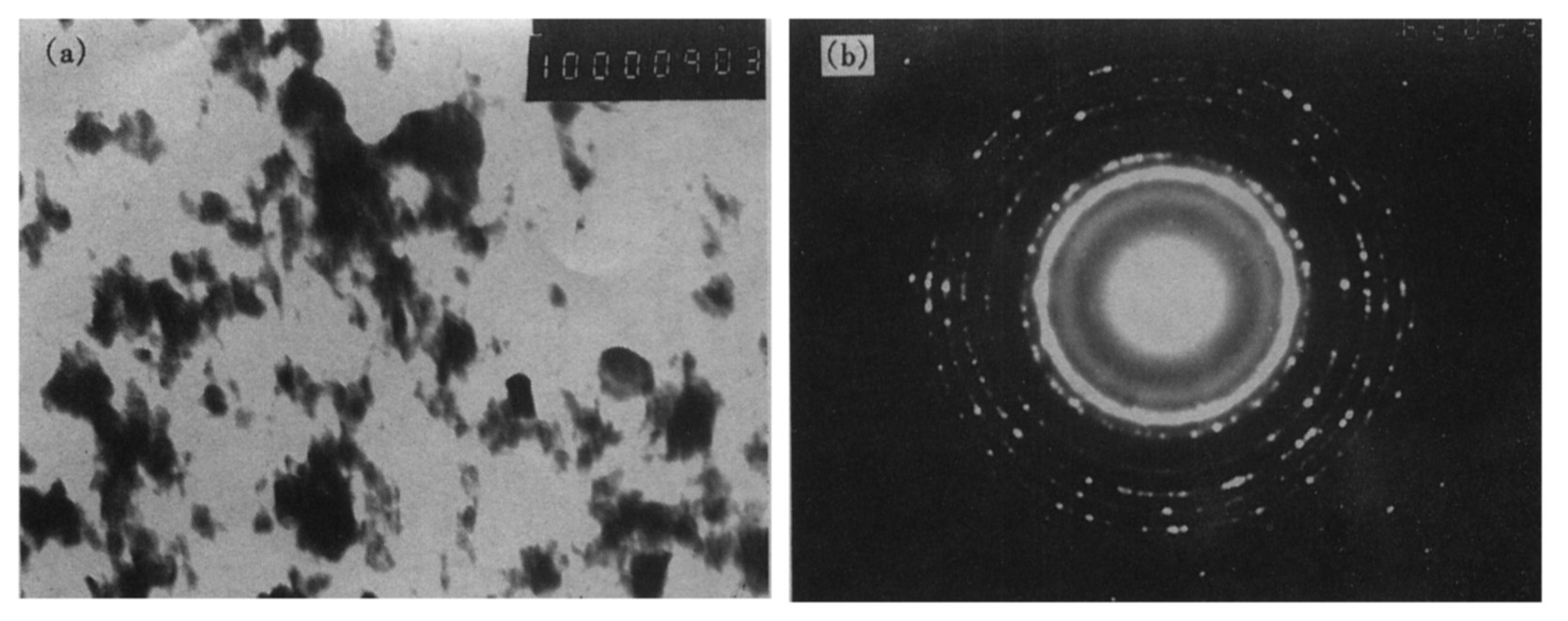
��ѹ��ѹ�����ս�ͬʱ������ʹ�������ܻ��Ĺ��̡� ������ѹ�¶�����ٽ�CuCr���ϵľ�������, ���, ���þ����͵���ѹ�¶ȴﵽ���ܻ��ǻ��ϸ���� ��ϸ��CuCr������ϵĹؼ��� ͼ2ΪCuCr50������580����ѹ�����֯��ò, �ͳ���CuCr��ͷ�������, ��֯����ϸ���� �����ֲ���������������½�����֯����, �ڼ��߷Ŵ����¿��Կ������Ͽ����ߴ�Ϊ50��80 nm (ͼ3 (a) ) , ��ͼ1 (c) �е�X���߷�������൱, ��ʱ��������羵�е����仨��Ϊ�ྦྷ�� (ͼ3 (b) ) , ���ֳ����ײ������е����������� ��CuCr������750�漰920����ѹʱ��֯����ɨ�輰��羵����, �����ߴ�ֱ�ԼΪ1 ��m��3 ��m, ��580����ѹ�IJ��Ͼ����������Գ���
ͼ1 X���߷������
(a) ԭʼ��; (b) ��е�Ͻ�; (c) 580����ѹ����
ͼ2 CuCr50������580����ѹ����֯��ò
2.3 ����CuCr���ϵ�����
��ͼ3���Կ���, 580����ѹ�ܹ����������CuCr������ϡ� ��2�г����������ײ��ϵ����ܲ��Խ���� ���Կ���, ����CuCr25��CuCr50���ϵ絼�ʽϸ�, �ܶ�ԼΪ90%, ����е��͵�ѹǿ���ѽӽ�����CuCr��ͷ���ϵ�ˮƽ��
ͼ3 CuCr50������580����ѹ�����羵����
(a) ��֯��ò (��100000) ; (b) ���仨��
��2 ����CuCr����������ܲ��Խ��
����
ƽ�������ߴ�/nm
�ܶ�/g��cm-3
���ܶ�/%
�絼��/MS��m-1
������/%
ƽ�������糡ǿ��/��108 V��m-1
45.6
7.65
91.06
16.7
2.19
2.25
67.3
7.05
88.15
11.6
1.21
1.52
74��150 ��m
8.0
99.5
19
0.035
2.57
3 �� ��
1. ���û�е�Ͻ����Եõ�����Cu-Cr�Ͻ��, �۵�ƽ�������ߴ�Ϊ��ʮ���ס�
2. 580����ջ�����ѹ���Եõ����ܶȽϸߵ�����CuCr�Ͻ����, ��750���920����ѹʱƽ����������1 ��m��3 ��m��
3. ����CuCr�Ͻ�������е��͵�ѹǿ���ѽӽ������������CuCr��ͷ���ϵ�ˮƽ��
�����
[1] Boxman R L et al. IEEE Trans. Pla. Sci., 1997, 25 (6) : 1175
[2] Rieder F et al. IEEE Trans. CPMT, 1989, 12 (2) : 273
[3] ����ƽ��. ��ѹ����. 1997, 33 (2) : 34
[4] ��������. ��ѹ����. 1990, 26 (2) : 26
[5] Alkin B J M et al. Metall. Trans., 1993, A24: 647
[6] ����. X���߽���ѧ. ���: ��е��ҵ������, 1980