DOI: 10.11817/j.issn.1672-7207.2018.06.010
����ע������оۺ�����ģ��Ӵ������о�
����1��������1��������1��������1��DRUMMER Dietmar2
(1.���ϴ�ѧ �����ܸ�����������ص�ʵ���ң����� ��ɳ��410083��
2. �����ʸ�-Ŧ�ױ���ѧ �ۺ��\���о������¹� �����ʸ���91058)
ժҪ�����ڱ���ע��������оۺ���������ģ��֮��������������������һ�ֿ����ڼ���ۺ�����ģ�߽���֮��Ӵ�����(RTC)�����㷨��ͨ�����ʵ���о������۷�������þ�̼����(PC)�����Ƽ�ע������оۺ�����ģ�߽���֮���ƽ��RTC���о�ע������ղ����Լ��ۺ�����ģ��֮����滷����RTC��Ӱ����ɡ��о��������������ע������оۺ�����ģ�߽���֮���RTC���������������أ���Ӱ�첻�ɺ��ԣ�RTC����ģ���¶ȡ������¶ȡ���ѹѹ���ͱ�ѹʱ������Ӷ���С������ģ���¶Ⱥͱ�ѹʱ���Ӱ����������ͨ�����������ʽϸ�����ǻ����ֲڶȽϸߵ�ģо���ϣ�ͬ���ɽ���RTC��
�ؼ��ʣ�����ע�ܣ��Ӵ����裻���洫�ȣ���������
��ͼ����ţ�TQ320.63 ���ױ�־�룺A ���±�ţ�1672-7207(2018)06-1381-06
Research on thermal contact resistance between polymer and mold during thin-wall injection molding
JIANG Li1, JIANG Bingyan1, WU Wangqing1, ZHU Laiyu1, DRUMMER Dietmar2
(1. State Key Laboratory of High-Performance Complex Manufacturing,Central South University, Changsha 410083, China;
2. Institute of Polymer Technology, University of Erlangen-N��rnberg, Erlangen 91058, Germany)
Abstract: Based on the heat exchange analysis between polymer and mold during thin-wall injection molding, a novel algorithm for calculating thermal contact resistance(RTC) between polymer and mold was proposed. Through combination of experimental and analytical research, the average RTC between polymer and mold during injection molding for a polycarbonate (PC) thin-wall part was obtained, and the influence of the injection molding process parameters and the interface environment between melt and mold on RTC was researched. The results show that RTC between polymer and mold in thin-wall injection molding is not negligible, and it is strongly correlated with the process conditions. RTC decreases with the increase of the melt temperature, mold temperature, dwell pressure and dwell time, and the mold temperature and dwell time have the greatest influence on RTC. Exchanging with higher thermal conductive or higher surface roughness mold core can also reduce RTC.
Key words: thin-wall injection molding; thermal contact resistance; interface heat transfer; process condition
���������ϵ�ע�ܳ�����ƾ����ͳɱ��������ڡ��ײ���������ŵ㣬�ڹ��������õ������еõ��㷺Ӧ�á�һ��������ע�ܹ�����Ҫ��Ϊ����κͺ����Σ�ÿ���ζ��������ӵ��ȴ��ݹ���[1]����������Ӱ�����Ƽ���ģ�ߵ��¶ȷֲ�������Ӱ���Ƽ�����ѧ���ܺͳߴ羫�ȣ�������Ч��Ҳ�м���Ӱ��[2]����1��ע�ܳ��������У����ȣ���ȷ�����ľۺ��ﱻ����������״̬��Ȼ��Ѹ��ͨ��1������ע�䵽�ѱ�Ԥ���ȵ�һ���¶ȵ�ģ����ǻ�У����������������ر��ǰ�ᾧ�����������ϣ��Ƽ���ȴʱ�������������ˣ���ά��һ���ı�ѹѹ�����ڽ�������֮ǰע�����������Բ����Ƽ�����������������ȴ���̺�ģ�߿�ģ�Ƽ������������ģ�ߺ�ģ������һ��ע��ѭ�����̡�����ȴ�Σ��������̺���������ѹ�����Ƽ������������ǻѹ���½�����Сֵ���ۺ�����ģ��֮�������Ƽ�����������϶�����̵ľۺ�����ģ����ǻ֮��ʵ�ʽӴ������С�������Ƽ���ģ�߽���֮����ȴ��ݹ��̲�������仯���ۺ�����ģ�߽�����ı����¶ȴ���1���ϴ��²������²��������ھۺ�����ģ�߽����ĽӴ�����(thermal contact resistance��RTC)�����ģ��䶨��ʽΪ
 (1)
(1)
ʽ�У� Ϊ�ۺ���-ģ����ǻ������֮����²QΪͨ���ۺ���-ģ����ǻ������֮���������SΪ�ۺ���-ģ����ǻ�ĽӴ�������������Ƕ���ע�ܳ��ͺ����ξۺ�����ģ�䴫�ȹ��̵��о�����ǽ��ۺ�����ģ��ĽӴ���Ϊ�����ij�ֽӴ���������RTC�����ٶ��ۺ���-ģ�߽���֮����ȴ���Ч�ʲ���ʱ��仯����������ó�����ȴʱ�䲻����ʵ���������ʵ�ʲ����ʱ����̡�������������ע�ܳ����Ƽ�������Ҫ��Խ��Խ�ߣ�����RTC���о�Ҳ�����ࡣYU��[3]ͨ�����װ�װ�¶Ⱥ�ѹ�������������˲�ͬ���ϡ���ͬ����º����ε�RTC���о��˲�ͬ�����RTC����ȴʱ���Ӱ�죬���������RTC�Ĵ��ڻ�����������ȴʱ�䡣GOFF��[4-7]����ѹ���������������ܶȼƺ��ȵ�ż���һ�������ۺ���-ģ���ڲ��¶�����滻��ϵ��(����RTC�ĵ���)��ʵ��ƽ̨����������ע�ܳ��ͺ������ڲ�ͬ���ղ����µ�RTC������ʵ���ý����ϵõ�һ���ֲڶ��¼���RTC�ľ����ϵʽ��RTC��Ҫ�뱣ѹѹ������ǻ����ֲڶ��йء�BENDADA��[8-9]�о��˲�ͬ���ղ�����RTC��Ӱ�죬���������RTC���ű�ѹѹ����ע���¶Ⱥ�ģ���¶ȵ����߶���С������ģ���¶ȶ�RTC��Ӱ�����SRIDHAR��[10-11]����C-MOLD����������������϶��ģ�������滻��ϵ��������ֵģ��ĽǶ��о��˽��滻��ϵ������϶��ȡ����ȵĹ�ϵ���ó����滻��ϵ��Ϊʱ��Ϳռ�ĺ���������Ϊ���滻��ϵ�����Ƽ�����κ�ȷ�����¶ȳ��й��������滻��ϵ��Խ���Ƽ���ȷ����¶�Խ�ߡ�Ŀǰ�����Ƕ�RTC�����о��ó���1) ��Ԥ�ⱡ��ע�ܳ����¶ȳ��ֲ��Ĺ����У��ۺ�����ģ�߽���֮���RTC���ɺ��ԣ�RTC ��Ϊ�ؼ�������������������з�������ȷ��Ӱ�켫��[12-17]��2) ������ע�ܳ��������У��ۺ�����ģ�߽���֮���RTC��ʱ��Ϳռ��ϳʶ�̬�仯[18]��
Ϊ�ۺ���-ģ����ǻ������֮����²QΪͨ���ۺ���-ģ����ǻ������֮���������SΪ�ۺ���-ģ����ǻ�ĽӴ�������������Ƕ���ע�ܳ��ͺ����ξۺ�����ģ�䴫�ȹ��̵��о�����ǽ��ۺ�����ģ��ĽӴ���Ϊ�����ij�ֽӴ���������RTC�����ٶ��ۺ���-ģ�߽���֮����ȴ���Ч�ʲ���ʱ��仯����������ó�����ȴʱ�䲻����ʵ���������ʵ�ʲ����ʱ����̡�������������ע�ܳ����Ƽ�������Ҫ��Խ��Խ�ߣ�����RTC���о�Ҳ�����ࡣYU��[3]ͨ�����װ�װ�¶Ⱥ�ѹ�������������˲�ͬ���ϡ���ͬ����º����ε�RTC���о��˲�ͬ�����RTC����ȴʱ���Ӱ�죬���������RTC�Ĵ��ڻ�����������ȴʱ�䡣GOFF��[4-7]����ѹ���������������ܶȼƺ��ȵ�ż���һ�������ۺ���-ģ���ڲ��¶�����滻��ϵ��(����RTC�ĵ���)��ʵ��ƽ̨����������ע�ܳ��ͺ������ڲ�ͬ���ղ����µ�RTC������ʵ���ý����ϵõ�һ���ֲڶ��¼���RTC�ľ����ϵʽ��RTC��Ҫ�뱣ѹѹ������ǻ����ֲڶ��йء�BENDADA��[8-9]�о��˲�ͬ���ղ�����RTC��Ӱ�죬���������RTC���ű�ѹѹ����ע���¶Ⱥ�ģ���¶ȵ����߶���С������ģ���¶ȶ�RTC��Ӱ�����SRIDHAR��[10-11]����C-MOLD����������������϶��ģ�������滻��ϵ��������ֵģ��ĽǶ��о��˽��滻��ϵ������϶��ȡ����ȵĹ�ϵ���ó����滻��ϵ��Ϊʱ��Ϳռ�ĺ���������Ϊ���滻��ϵ�����Ƽ�����κ�ȷ�����¶ȳ��й��������滻��ϵ��Խ���Ƽ���ȷ����¶�Խ�ߡ�Ŀǰ�����Ƕ�RTC�����о��ó���1) ��Ԥ�ⱡ��ע�ܳ����¶ȳ��ֲ��Ĺ����У��ۺ�����ģ�߽���֮���RTC���ɺ��ԣ�RTC ��Ϊ�ؼ�������������������з�������ȷ��Ӱ�켫��[12-17]��2) ������ע�ܳ��������У��ۺ�����ģ�߽���֮���RTC��ʱ��Ϳռ��ϳʶ�̬�仯[18]��
RTC��ע�ܳ����¶ȳ���Ӱ��ܴ��ر��Ǵ��ͱ������Ƽ���ϸ������ȡ�Ӱ��ۺ�����ģ�߽���֮��RTC�����غܶ࣬��Ҫ����ģ����ǻѹ���������ģ���¶ȡ��ۺ������ࡢģ�߲��ϼ������ֲڶȵ�[19]��Ŀǰ����RTC�IJ����ѶȽϴ������о�����RTCӰ�����صĽ���Ҳ����ȫһ�¡�Ϊ�ˣ���������������ۺ�����ģ�߽���֮��RTC�IJ���ƽ̨����ע�ܳ�����������������ƽ��ĽǶȳ������õ�����RTC�����㷨�����о�ע�ܳ����ղ����;ۺ�����ģ����滷����RTC��Ӱ����ɡ�
1 ʵ��
1.1 ʵ��ԭ��
������ע��������У��ۺ���������ģ��֮��ʱ�̷�����������������RTC�Ķ��壬��֪ʱ��t�ڣ��ۺ���������ģ���Ƚ���������Q1Ϊ
 (2)
(2)
ʽ�У�RTCΪ������ģ��ĽӴ����裻Ϊ����-ģ����ǻ���������²SΪ����-ģ����ǻ�ĽӴ������
�ۺ���������ģ����ǻ���������У��ھۺ�����������������ϣ�����������֮��ĵ��ȣ���ʱ��t�ڣ��ۺ���������ʧ������Q2Ϊ
 (3)
(3)
ʽ�У�cΪ�ۺ�������ı����ݣ���Ϊ�ۺ��������ܶȣ���Ϊ�ۺ�������������ٶ�(��ע������)�� Ϊ�ۺ���������¶ȱ仯��
Ϊ�ۺ���������¶ȱ仯��
��ע�����������ɸ���Ʒ�������ں�������ղ����������ȶ����ۺ����������������������ȴ������ȴ�ܵ��д�����������ģ�ߴﵽ��̬��ƽ��״̬������ע����������е��������Σ�����ӽ��ڴ���A�������Ƽ����Ĵ���B�㣬�ڸù����У�Q1=Q2����
 (4)
(4)
ʽ�У�t0Ϊ����ӽ��ڴ������Ƽ����Ĵ���ʱ�䡣�ۺ��������ڽ��ڴ����Ƽ����Ĵ��ı����¶ȷֱ�ΪTA��TB��ģ���¶�����������¶ȱ仯��С��ȡģ�߱����¶�Ϊ��ʼģ���¶�T0����ˣ����ھۺ������������ʧ�����ɵõ�ע����������������оۺ���������ģ�߽����ƽ��RTC��
 (5)
(5)
1.2 ���Ͳ�����ʵ���豸
ע����Ͳ���ѡ�õ¹�Bayer MaterialScience��˾��PC-2865���ò��ϵĻ����������£�������Ϊ0.21 W/(m��K)��������Ϊ2.1 kJ/(kg����)�������¶�Ϊ270~310 �棬�ܶ�Ϊ1.2 g/cm3������ע�ܳ���ʵ������õ¹�ARBURG 370S�;���ע�ܻ���ɣ���ע�ܻ��ݸ�ֱ��Ϊ20 mm����ģ�����Ϊ500 kN�����ע��ѹ��Ϊ250 MPa��
1.3 ע�����ʵ�����
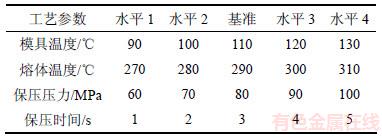
�����Ƽ�ѡ��ASTM D638��������������еĢ����Լ�����ͼ1��ʾ�����HΪ0.5 mm��Ϊ�о�ģ���¶ȡ������¶ȡ���ѹѹ���ͱ�ѹʱ��Ծۺ���������ģ����ǻ����֮��RTC��Ӱ�죬ѡ��ģ����ǻ�������Ϊ��(Ni)��ģ����ǻ����ֲڶ�Ϊ0.034 ��m�����е�����ʵ�飬����ˮƽ���1��ʾ��ͨ������ģ��ģо���о�ģ����ǻ������Ϻ�ģ����ǻ����ֲڶȶ�RTC��Ӱ�죬���ղ���ѡȡ��1�еĻ�ֵ��ģ����ǻ����ֲڶȷֱ�Ϊ0.034��0.356��1.209 ��m��ģ����ǻ����ѡ���������е�����ʵ�飬�о�ģ����ǻ����ֲڶȶ�RTC��Ӱ�졣ģ����ǻ����ѡȡ��(Ni)��ģ�߸�3Mo2Cr�Ͳ����0Cr18Ni9Ti���䵼���ʷֱ�Ϊ80.0��33.4��16.6 W/(m��K)��ģ����ǻ����ֲڶ�Ϊ0.034 ��m�����е�����ʵ�飬�о�ģ����ǻ���϶�RTC��Ӱ�졣
��1 PC���ղ���ˮƽֵ
Table 1 Reference valve of process parameters of PC
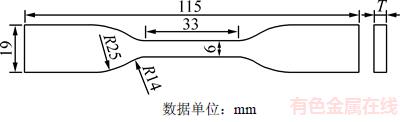
ͼ1 �����Ƽ��ߴ�
Fig. 1 Dimensional sizes of injection molding part
1.4 �ۺ�����������¶Ȳ���
ѡ��OMEGA 5TC-TT-K-40-36��ϸ�ȵ�ż�����ۺ�������ı����¶ȣ����߾�Ϊ0.075 mm��̽ͷ����ֱ��Ϊ0.100 mm��������Ӧʱ��Ϊ50 ms���¶ȴ���������λ����ͼ2��ʾ��
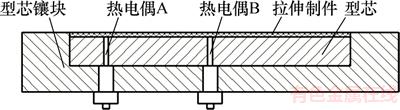
ͼ2 ����������ʾ��ͼ
Fig. 2 Layout of thermocouples
������̽ͷ��ģ����ǻ������ƽ��������A����������ڴ��ı����¶�TA��������B�����Ƽ����Ĵ�����������¶�TB��������ע��ʵ������У��ۺ�������2����ͬλ�õı����¶Ⱦ��ܱ�ȷ��������ͼ3��ʾ��
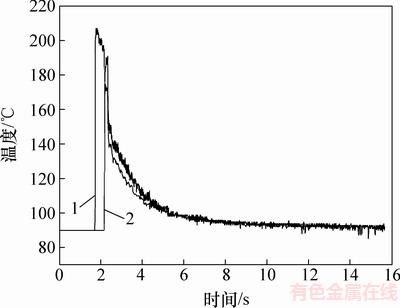
ͼ3 ע����������оۺ�������¶ȵ��Ͳ������
Fig. 3 Typical measured results of polymer surface temperature during injection molding
2 ���������
2.1 ���ղ�����RTC��Ӱ��
2.1.1 ģ���¶Ⱥ������¶ȶ�RTC��Ӱ��
ģ���¶Ⱥ������¶ȶ�ƽ��RTC��Ӱ��ֱ���ͼ4��ͼ5��ʾ����ͼ4��ͼ5��֪��ƽ��RTC����ģ���¶Ⱥ������¶����߶����͡�������Ϊ��ģ���¶Ⱥ������¶�����ʱ���ۺ���������Ƚ��ͣ��ۺ��������������졢�����ͽ��ڵȽ�עϵͳ��ѹ�������С����ˣ��ڽϸߵ�ģ���¶Ⱥ������¶������£�����ľۺ��������ܱ����ģ����ǻ�ڣ��Ƽ�����������õ����ಹ�����ۺ���������ģ�߽�������϶���٣����RTC��С��ͬʱ���Ա�ͼ4��ͼ5��֪��ģ���¶ȶ�RTC��Ӱ��������¶ȵ�Ӱ�����������ģ���¶ȴ�90 �����ߵ�130 ��ʱ��ƽ��RTC��3.496��10-4 m2��K/W���͵�1.513��10-4 m2��K/W���½����ȴ�56.72%���������¶���270 �����ߵ�310 ��ʱ��ƽ��RTC��2.498��10-4 m2��K/W���͵�2.269��10-4 m2��K/W���½����Ƚ�Ϊ9.17%��ԶС��ģ���¶ȵ�Ӱ��̶ȡ���������ģ���¶ȶԾۺ���������ģ�߽������϶���γɵ�Ӱ��������¶ȵ�Ӱ�������������ڽϸߵ������¶ȣ��ڽϸ�ģ���¶������£����ڶ���ʱ���ӳ�����ȴ���ʽ������ۺ���������������ܳ���ɳڣ��Ƽ���Ӧ����С��������С��ͬʱ���ӳ����ڶ���ʱ�������ʹ�ñ�ѹѹ����ַ������ã������������֣�������ϸߵ�ģ���¶ȱȽϸߵ������¶ȸ�����ʹ�þۺ���������ģ�߽�������϶��С��ģ���¶ȶ�RTC��Ӱ��������¶ȵ�Ӱ���������
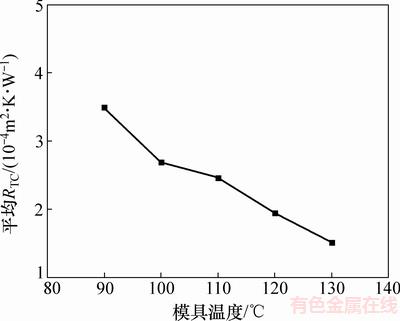
ͼ4 ģ���¶ȶ�ƽ��RTC��Ӱ��
Fig. 4 Effect of mold temperature on average of RTC
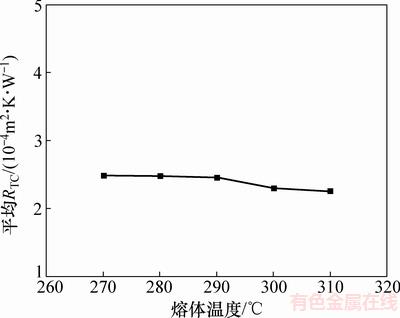
ͼ5 �����¶ȶ�ƽ��RTC��Ӱ��
Fig. 5 Effect of melt temperature on average of RTC
2.1.2 ��ѹѹ���ͱ�ѹʱ���RTC��Ӱ��
��ѹѹ���ͱ�ѹʱ���ƽ��RTC��Ӱ��ֱ���ͼ6��ͼ7��ʾ����ͼ6��ͼ7�ɼ���ƽ��RTC���ű�ѹѹ������ͱ�ѹʱ���ӳ�����С���������ڱ�ѹѹ���ͱ�ѹʱ���������Ƽ��������������ӣ���ǻ��������ܶ�����������ȴ��������С��������ģ����ǻ����ĽӴ��������������ģ����ǻ֮�䴫�����ʼӿ죬���������ģ�߽���֮���RTC��С��ͬʱ���Ա�ͼ6��ͼ7��֪����ѹʱ���RTC��Ӱ��ȱ�ѹѹ����Ӱ�������������ѹʱ����1 s���ӵ�5 sʱ��RTC��3.189��10-4 m2��K/W���͵�1.502��10-4 m2��K/W���½�����Ϊ52.9%������ѹѹ����60 MPa���ߵ�100 MPaʱ��RTC��2.678��10-4 m2��K/W���͵�1.869��10-4 m2��K/W���½�����Ϊ30.21%���ȱ�ѹʱ���Ӱ��̶�С���������ڱ�ѹʱ����Ƽ���ѹ�ε���������������ø������ű�ѹʱ���ӳ���������������ࡣ
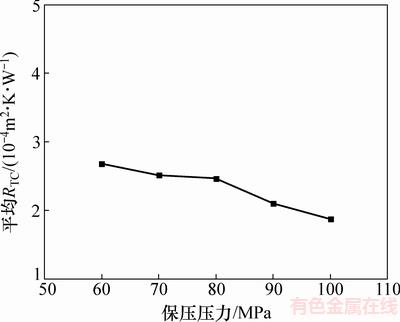
ͼ6 ��ѹѹ����ƽ��RTC��Ӱ��
Fig. 6 Effect of dwell pressure on average of RTC
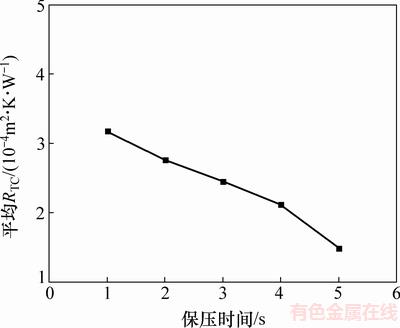
ͼ7 ��ѹʱ���ƽ��RTC��Ӱ��
Fig. 7 Effect of dwell time on average of RTC
2.2 ģ����ǻ����ֲڶȶ�RTC��Ӱ��
ģ����ǻ����ֲڶȶ�ƽ��RTC��Ӱ�������ͼ8��ʾ����ͼ8��֪������ģ����ǻ����ֲڶ�����RTC��С���������ھۺ���������ģ����ǻ�����ʵ�ʽӴ���������ڵ�λʱ���ڣ��ɸ��¾ۺ������崫�ݵ�ģ����ǻ������������࣬����ۺ���������ģ����ǻ֮���RTC��С��
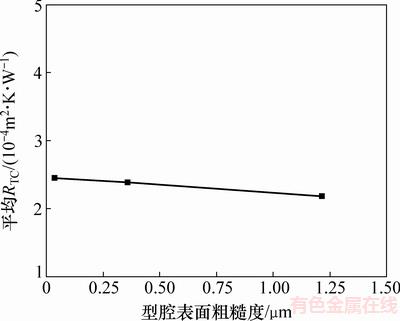
ͼ8 ��ǻ����ֲڶȶ�ƽ��RTC��Ӱ��
Fig. 8 Effect of cavity surface roughness on average of RTC
2.3 ģ����ǻ������϶�RTC��Ӱ��
ģ����ǻ������϶�ƽ��RTC��Ӱ�������ͼ9��ʾ����ͼ9��֪����ģ�߲���Ϊ0Cr18Ni9Tiʱ��RTC���Ϊ3.921��10-4 m2��K/W����ģ�߲���Ϊ3Mo2Crʱ��RTCΪ3.597��10-4 m2��K/W����ģ�߲���ΪNiʱ��RTC��С��Ϊ2.679��10-4 m2��K/W��������Ϊ0Cr18Ni9Ti�ĵ�����Ϊ16.6 W/(m��K)��3Mo2Cr�ĵ�����Ϊ33.4 W/(m��K) ��Ni�ĵ�����Ϊ80.0 W/(m��K)������ģ�߲��ϵ��������ӣ�������ģ���ڲ��Ĵ��ݸ��죬��ɢʧ���죬������ۺ���������ģ�߽���֮��Ĵ��ȼӿ죬RTC��С��
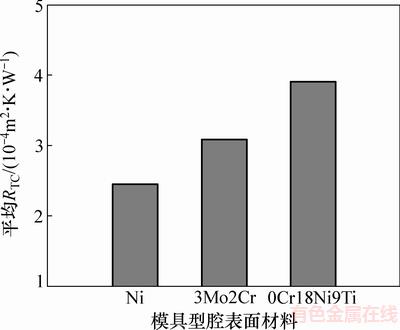
ͼ9 ģ����ǻ������϶�ƽ��RTC��Ӱ��
Fig. 9 Effect of mold surface material on average of RTC
3 ����
1) ��ʵ��ע�ܳ������У��Ƽ�������ȴ�������ۺ���������ģ�߽���֮�������϶��������ģ��֮��ĽӴ�������ȫ�Ӵ�������֮���γɽ���Ӵ����裬���Ƽ���ģ�߽���֮����ȴ��ݹ���Ӱ�켫��
2) ע������ղ�����Ӱ��ۺ�����ģ�߽���֮��RTC�Ĺؼ����ء�����ģ���¶ȡ������¶ȡ���ѹʱ�䡢��ѹѹ�����ߣ��Ƽ��õ�������������������������ģ�߽�������϶��С����ˣ�������ģ��RTC��С��������ģ���¶Ⱥͱ�ѹʱ���Ӱ�����ý�������
3) ͨ����������ֲڶȸ��ߡ������ʸ��ߵ�ģо���ϣ��ڵ�λʱ���ڣ����¾ۺ������崫�ݵ�ģ�ߵ��������࣬ͬ���ɻ�ý�С��RTC��
�ο����ף�
[1] BAI Y, YIN B, FU X, et al. Heat transfer in injection molding of crystalline plastics[J]. Journal of Applied Polymer Science, 2006, 102(3): 2249-2253.
[2] LIU S J, SU P C. Novel three-dimensional in-cavity transient temperature measurements in injection molding and fluid-assisted injection molding[J]. Polymer Testing, 2009, 28(1): 66-74.
[3] YU C J, SUNDERLAND J E, POLI C. Thermal contact resistance in injection moulding[J]. Polymer Engineering and Science, 1990, 30(24): 1599-1606.
[4] GOFF R L, POUTOT G, DELAUNAY D, et al. Study and modeling of heat transfer during the solidification of semi-crystalline polymers[J]. International Journal of Heat and Mass Transfer, 2005, 48(25): 5417-5430.
[5] GOFF R L, DELAUNAY D, BOYARD N, et al. On-line temperature measurements for polymer thermal conductivity estimation under injection molding conditions[J]. International Journal of Heat and Mass Transfer, 2009, 52(5): 1443-1450.
[6] DELAUNAY D, BOT P L, FULCHIRON R, et al. Nature of contact between polymer and mold in injection molding, Part I:influence of a non-perfect thermal contact[J]. Polymer Engineering & Science, 2000, 40(7): 1682-1691.
[7] MASSE H, ARQUIS E, DELAUNAY D, et al. Heat transfer with mechanically driven thermal contact resistance at the polymer-mold interface in injection molding of polymers[J]. International Journal of Heat and Mass Transfer, 2004, 47(8): 2015-2027.
[8] BENDADA A, et al. Analysis of thermal contact resistance between polymer and mold in injection molding[J]. Applied Thermal Engineering, 2004, 24(14): 2029-2040.
[9] BENDADA A, et al. Investigation of thermal contact resistance in injection molding using a hollow waveguide pyrometer and a two-thermocouple probe[J]. Review of Scientific Instruments, 2003, 74(12): 5282-5284.
[10] SRIDHAR L, SEDLAK B M, NARH K A. Parametric study of heat transfer in injection molding-effect of thermal contact resistance[J]. Journal of Manufacturing Science and Engineering, 2000, 122(4): 698-705.
[11] SRIDHAR L, NARH A. Finite size gap effects on the modeling of thermal contact conductance at polymer-mold wall interface in injection molding[J]. Journal of Applied Polymer Science, 2000, 75(14): 1776-1782.
[12] NGUYEN-CHUNG T, JUETTNER G, LOESER C, et al. Determination of the heat transfer coefficient from short-shots studies and precise simulation of microinjection molding[J]. Polymer Engineering & Science, 2010, 50(1): 165-173.
[13] EL OTMANI R, ZINET M, BENHADID H. Numerical simulation and thermal analysis of the filling stage in the injection molding process: Role of the mold-polymer interface[J]. Journal of Applied Polymer Science, 2011, 121(3): 1579-1592.
[14] SOBOTKA V, AGAZZI A, BOYARD N, et al. Parametric model for the analytical determination of the solidification and cooling times of semi-crystalline polymers[J]. Applied Thermal Engineering, 2013, 50(1): 416-421.
[15] BRANCIFORTI M C, CORREA M C S, POLLET E, et al. Crystallinity study of nano-biocomposites based on plasticized poly (hydroxybutyrate-co-hydroxyvalerate) with organo- modified montmorillonite[J]. Polymer Testing, 2013, 32(7): 1253-1260.
[16] SOME S C, DELAUNAY D, FARAJ J, et al. Modeling of the thermal contact resistance time evolution at polymer�Cmold interface during injection molding: Effect of polymers�� solidification[J]. Applied Thermal Engineering, 2015, 84: 150-157.
[17] LIU Y, GEHDE M. Evaluation of heat transfer coefficient between polymer and cavity wall for improving cooling and crystallinity results in injection molding simulation[J]. Applied Thermal Engineering, 2015, 80: 238-246.
[18] HONG S, KANG J, YOON K. Correlation between thermal contact resistance and filling behavior of a polymer melt into multiscale cavities in injection molding[J]. International Journal of Heat and Mass Transfer, 2015, 87: 222-236.
[19] LIU Y, GEHDE M. Effects of surface roughness and processing parameters on heat transfer coefficient between polymer and cavity wall during injection molding[J]. The International Journal of Advanced Manufacturing Technology, 2016, 84(5/6/7/8): 1325-1333.
(�༭ �²ӻ�)
�ո����ڣ�2017-06-10�������ڣ�2017-08-12
������Ŀ(Foundation item)�������ص�����о���չ�ƻ�(��973���ƻ�)��Ŀ(2012CB025905)��������Ȼ��ѧ����������Ŀ(51575540) (Project(2012CB025905) supported by the National Basic Research Development Program(973 Program) of China; Project(51575540) supported by the National Natural Science Foundation of China)
ͨ�����ߣ������ף���ʿ�����ڣ����¸߷��Ӳ��Ͼ��ܳ��ͼ����о���E-mail��jby@csu.edu.cn

