
J. Cent. South Univ. (2020) 27: 1543-1556
DOI: https://doi.org/10.1007/s11771-020-4389-8

Kinetics modeling for austenite transformation in AISI 1045 steel during rapid heating under high frequency electromagnetic field
GAO Kai(高恺)1, 2, GUO Jian-zhong(郭健忠)1, QIN Xun-peng(秦训鹏)2
1. School of Automobile and Traffic Engineering, Wuhan University of Science and Technology,Wuhan 430065, China;
2. School of Automobile Engineering, Wuhan University of Technology, Wuhan 430070, China
 Central South University Press and Springer-Verlag GmbH Germany, part of Springer Nature 2020
Central South University Press and Springer-Verlag GmbH Germany, part of Springer Nature 2020
Abstract: To investigate the effect of alternating magnetic field on austenite transformation process in the case of rapid heating, the austenite kinetics model of AISI 1045 steel was built for spot continual induction hardening (SCIH) process. The results shows that the effect of alternating magnetic field on austenite transformation fraction reaches the maximum (about 3%) when heating rate is the lowest. Relatively low magnetic flux density still has a certain effect on the austenite transformation process during the SCIH process. Concave surface structure can reduce the influence scope of alternating magnetic field on surface in all cases and the minimum influence scope appears when the feed path of inductor is longitudinal. Convex surface structure can minimize the influence scope of alternating magnetic field in depth when the feed path of inductor is longitudinal. The austenite distribution of transitional region on surface for horizontal movement is more uniform than that for longitudinal movement. The austenite distribution of transitional region in depth for longitudinal movement is more uniform than that for horizontal movement. The simulated results are consistent with the experimental results and the austenite transformation kinetics model developed for SCIH process is valid.
Key words: alternating magnetic field; austenite; heating rate; feed path; curvature; AISI 1045 steel
Cite this article as: GAO Kai, GUO Jian-zhong, QIN Xun-peng. Kinetics modeling for austenite transformation in AISI 1045 steel during rapid heating under high frequency electromagnetic field [J]. Journal of Central South University, 2020, 27(5): 1543-1556. DOI: https://doi.org/10.1007/s11771-020-4389-8.
1 Introduction
Induction hardening is an effective surface strengthening process and has the features of high efficiency, energy saving and controlled hardened layer [1]. GAO et al [2] presented a modified induction hardening process, which was called spot continual induction hardening (SCIH) process. The complicated workpiece surface can be strengthened by a numerical control machine, which can control the movement and rotation of the inductor with a small size. The phase transformation type during the SCIH process mainly consists of austenite transformation in the heating process and martensite transformation in the cooling process. The correlation parameters of austenite, such as grain size and transformation fraction, have a marked effect on the martensite, and finally affect the mechanical performance of component. Moreover, the SCIH process has the features of high heating rate, relatively non-uniform temperature distribution, and alternating magnetic field, which can affect the austenite transformation fraction and distribution in the heating process [3-5]. Therefore, the austenite transformation during the SCIH process needs to be investigated.
Johnson-Mehl-Avrami (JMA) model has been widely used to evaluate phase transformation process during the heating and cooling processes [6, 7]. LI et al [8] built a phase transformation kinetics model to evaluate the austenite transformation process of a medium carbon steel by JMA equation. The research results showed that the simulated results agreed with the experimental results and the austenization was described by JMA equation well. MONTALVO-URQUIZO et al [9] investigated the mathematical model for induction hardening of steel and presented simulation results for the involved cooling process. A comparison showed that the consideration of transformation induced plasticity (TRIP) produces significant differences in the result. BOK et al [10] built a phase transformation kinetics model for a steel sheet by modifying the well-known JMA equation. The simulated results including hardness distribution and phase transformation fraction at different cooling rates were validated by experiment. However, the phase transformation kinetics model based on thermal expansion data at relatively low heating rate (lower than 50 K/s) cannot describe the austenization during the SCIH process precisely, whose heating rate can reach about 100 K/s.
Magnetic field can affect the phase transformations, including austenite, bainite and martensite transformations, which were verified by many researchers [11-16]. The influencing mechanism of magnetic field on phase transformation was generally regarded as the change in Gibbs free energy. JOO et al [11] investigated the effect of high magnetic field on phase transformation process for the iron-carbon alloy. The results showed that the temperatures Ac1 and Ac3 increased under the magnetic field. The temperature Acm depended on the applied magnetic field intensity. GARCIN et al [12] investigated the relationship between the magnetic field and the transformation temperature from austenite to ferrite in ferrite-carbon-manganese alloys by experiment. The effect of magnetic field became larger when carbon content was increased. JARAMILLO et al [14] studied the cooling process of a novel bainitic steel in the case of ordinary and a 30 T magnetic field conditions. The results showed that the microstructure was changed from a mixture of bainite and martensite to a fine pearlite under magnetic field. ZHANG et al [15] investigated the high temperature tempering process for steel under high magnetic field. The results showed that the magnetic field had a marked effect on directional growth of cementite. HALDANE et al [16] measured the impedance and inductance of specimens including varying ferromagnetic phase fractions at different frequencies. The relationship between magnetic parameters and ferrite volume fraction was carried out at room temperature. ZHANG et al [17] investigated the relationship between high magnetic field and misorientation angles, texture formation and grain boundary characteristics for a medium carbon steel. The results showed that the high magnetic field affected the frequency of low-angle misorientations. However, the literates dealing with the effect of alternating magnetic field on austenization were still rare. Moreover, the combined effects of heating rate and alternating magnetic field on austenization during the SCIH process cannot be described by a theoretical model such as JMA.
To evaluate the volume fraction of austenite during the SCIH accurately, the phase- transformation kinetics model of AISI 1045 steel was built based on JMA equation considering both the effects of heating rate and alternating magnetic field. The thermal expansion test of AISI 1045 steel was performed at different heating rates, which ranged from 2 to 200 K/s. The simulations for SCIH process with different workpiece shapes and feed paths were performed. The austenization model was verified by the experimental results including the hardness and temperature.
2 Austenization kinetics model
2.1 Analysis of dilatometric curves
The specimens were machined to cylinder with dimensions of φ6 mm×100 mm. Each specimen was heated to 1373 K with a Gleeble-3500 thermal- mechanical simulator. In addition, the heating rates consisted of 2, 5, 10, 40, 70, 100 and 200 K/s. The chemical compositions of these samples are listed in Table 1 and dilatometric curves of AISI 1045 steel in the case of different heating rates are shown in Figure 1.
The dilatometric curves in Figure 1 show that thermal expansion process of AISI 1045 steel consists of three stages in all cases. In the first stage, ferrite and pearlite begin to expand with increasing the heating temperature. In the second stage, the ferrite and pearlite transform into austenite when the heating temperature is higher than the temperature Ac1 and lower than the temperature Ac3. In the third stage, austenite keeps expanding with increasing the heating temperature. The volume contraction of sample appears in the second stage due to the volume contraction of austenite. In addition, the first inflection point of the dilatometric curve represents the starting of austenite transformation, and the second inflection point of the dilatometric curve represents the termination of austenite transformation. According to the lever principle, the temperatures Ac1 and Ac3 at different heating rates were obtained and the relationship between austenitization temperature and heating rate is shown in Figure 2.
Table 1 Chemical composition of AISI 1045 steel for SCIH process (wt%)

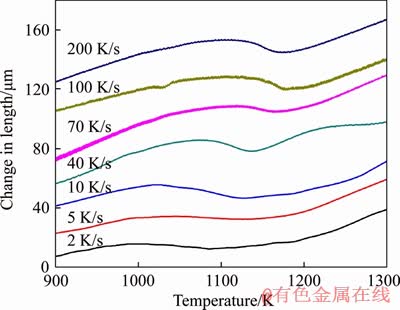
Figure 1 Dilatometric curves of AISI 1045 steel at different heating rates
The relationship between the austenitization temperature and the heating rate was analyzed by linear regression method and the equations between the two parameters can be expressed as follows:
 (1)
(1)
 (2)
(2)
where β represents the heating rate, K/s. It can be seen from Figure 2 and Eqs. (1)-(2) that the heating rate can affect the temperatures Ac1 and Ac3. The temperatures Ac1 and Ac3 increase with the increase of the heating rate, and the relationship between them is close to be linear with a logarithmically plot. In addition, the slope of fitting line for Ac3 is lower than that for Ac1. This also indicates that the austenization time becomes shorter when increasing the heating rate.
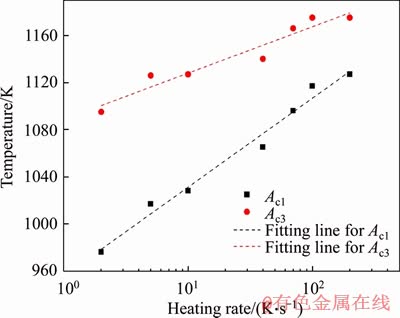
Figure 2 Relationship between austenitizing temperature and heating rate
2.2 JMA model
The austenization process of AISI 1045 steel during SCIH process can be described by JMA equation without considering the effect of alternating magnetic field. JMA equation is shown as follows [18]:
 (3)
(3)
 (4)
(4)
where f is the austenite volume fraction; n is the pre-exponential factor; Q is the crystallization activation energy, J/mol; R is the gas constant, J/(mol・K); t is the time, min.
LI et al [8] obtained the value of η by two means, which can be described by Eqs. (5)-(6). One is to take the time of integration (see Eq. (5)). The other is to discretize the whole process to a series of isothermal processes and obtain an approximate value by summing the discrete time steps, as shown in Eq. (6).
 (5)
(5)
 (6)
(6)
where T(t) is the function of temperature with time; ti is the timestep of the i-th isothermal step; Ti is the temperature of the i-th isothermal step. The following equation can be attained by assuming some approximations:
 (7)
(7)
where Tm is the temperature when the phase- transformation rate reaches the maximum; β is the heating rate; C is a constant. According to Figure 1, the temperature whose phase-transformation was 50%, was used to replace the temperature Tm. The fitting line of ln(β/Tm2) and 1/Tm are shown in Figure 3.
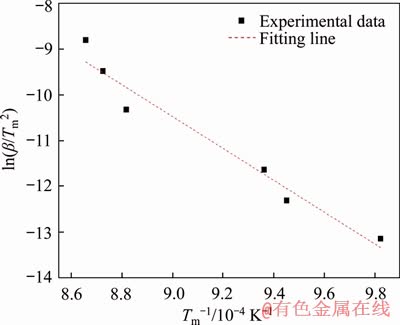
Figure 3 Relationship between ln(β/Tm2) and 1/Tm
The relationship among the activation energy Q, the slope of fitting line k and the gas constant R can be described as follows:
Q=-kR (8)
According to Eq. (8), the value of Q can be obtained, which is 2.9167×105.
According to Eq. (1), Eq. (9) can be obtained by taking the natural logarithm and is shown as follows:
 (9)
(9)
where the value of η/k0 can be estimated by Eq. (10):
 (10)
(10)
where △T is the temperature step size. The calculation accuracy can be higher with decreasing the value of △T. The linear regression analysis was performed between the terms ln(ln(1/(1-f))) and ln(η/k0) for different heating rates, respectively. The linear fitting between ln(ln(1/(1-f))) and ln(η/k0) for different heating rates is shown in Figure 4.
The austenization kinetics parameters n and lnk0 of AISI 1045 steel under different heating rates are obtained according to the slopes and the intercepts, which is shown in Table 2.
Combining Eqs. (3)-(10) and austenization kinetic parameters, the austenite volume fraction evolution with time at different heating rates can be evaluated. Figure 5 shows the relationship between fitting and experimental data of austenite volume fraction at different heating rates. The comparison between fitting and experimental data in Figure 5 indicates that the JMA equation can describe the austenization process well during SCIH process for AISI 1045 steel without considering the effect of alternating magnetic field.
2.3 Effect of alternating magnetic field on austenization
Magnetic field is a significant thermodynamic parameter, which changes the energy of phase, and then affects the balance status of each phase in a certain material. In order to build the austenization kinetics model under alternating magnetic field, the effect of magnetic field on the balance status of each phase in the AISI 1045 steel should be obtained first. The phase transformation driving force between austenite and ferrite (without considering magnetic field) can be expressed by the following equation:
 (11)
(11)
where R is the gas constant; xγ is the mole fraction of carbon in austenite; T is the thermodynamic temperature; acγ/α is the austenite activity of carbon or iron in γ/α phase interface; acα is the austenite activity of carbon or iron.
It is well-known that the phase transformation driving force is derived from the difference of Gibbs free energy between new and old phases. According to the experimental and theoretical results [19-21], the Gibbs free energy will change as the material is magnetized. In addition, the variation depends on the magnetic susceptibility of each phase. The variation of Gibbs free energy for ferromagnetic and paramagnetic phases can be expressed by the following equations [11]:
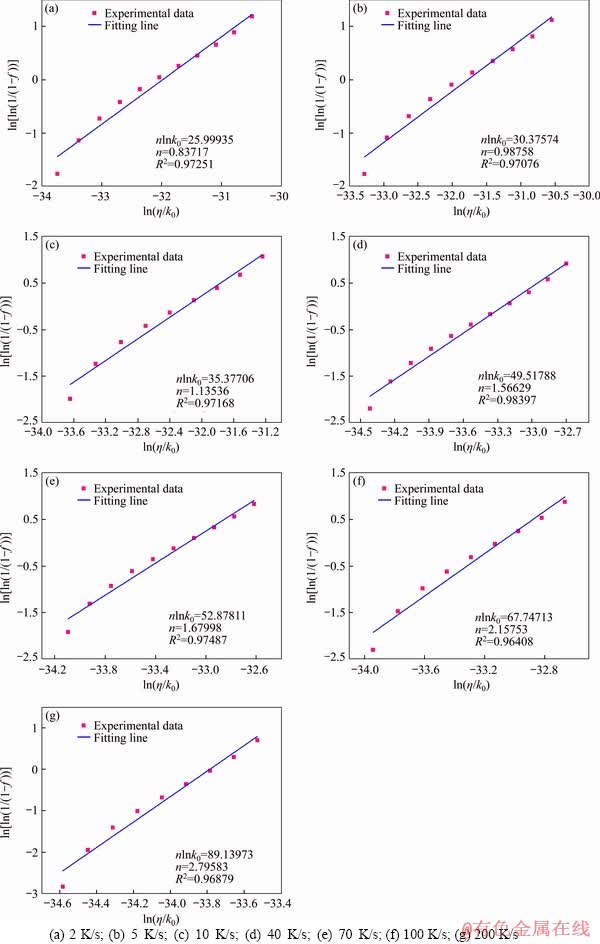
Figure 4 Linear fitting between ln(ln(1/(1-f))) and ln(η/k0) at different heating rates:
Table 2 kinematics parameters and heating rate at different heating rates

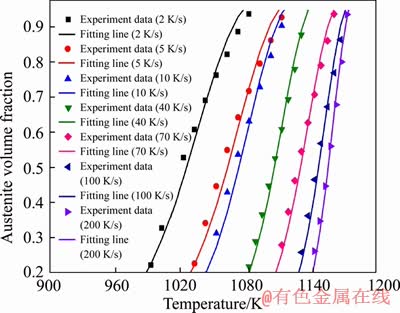
Figure 5 Relationship between fitting and experimental data of austenite volume fraction at different heating rates
 (12)
(12)
 (13)
(13)
 (14)
(14)
where χ is the magnetic susceptibility; B0 is the magnetic flux density; μ0 is the vacuum magnetic susceptibility; M is the magnetization intensity. According to Eqs. (12)-(14), the additional phase transformation driving force between austenite, ferrite and cementite derived from magnetic field can be expressed by Eqs. (15)-(16):
 (15)
(15)
 (16)
(16)
where γ represents the austenite; α represents the ferrite; Fe3C represents the cementite. α (or Fe3C) and γ have different magnetization intensity in the case of same magnetic field. Therefore, the balance status between new and old phases will change under magnetic field. The total phase transformation driving force between austenite and ferrite (considering magnetic field) can be expressed by Eq. (17):

 (17)
(17)
The thermodynamic equation of additional phase transformation driving force between austenite and ferrite derived from magnetic field can be obtained according to Eqs. (11) and (17):
 (18)
(18)
The total phase transformation driving force between austenite and cementite in the magnetic field can be expressed by Eqs. (19)-(20) [22]:

 (19)
(19)
 (20)
(20)
According to the statistical thermodynamics model [23], the activity of carbon and iron in austenite can be expressed by Eqs. (21)-(24):

 (21)
(21)
 (22)
(22)
 (23)
(23)
 (24)
(24)
According to the itinerant electron and Weiss molecular field models [24], combined with the iterative approach by Newton Rapshen, the phase transformation temperature of austenite in magnetic field for AISI 1045 steel can be obtained, which is shown in Figure 6.
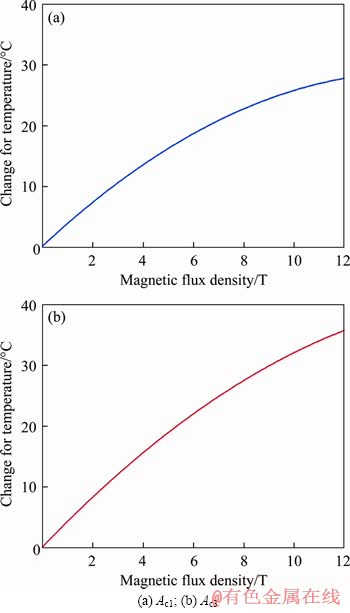
Figure 6 Relationship between austenite transformation temperature and magnetic flux density for AISI 1045 steel:
The profiles in Figure 6 show that the temperatures Ac1 and Ac3 increase when increasing magnetic flux density. In addition, the comparison between Figures 6(a) and (b) shows that increment of Ac3 is larger than that of Ac1. According to the influencing mechanism of magnetic field on Gibbs free energy, Eq. (4) can be rewritten as follows:
 (25)
(25)
The mathematical models of electromagnetic field and temperature field during SCIH process can be expressed by Eqs. (26)-(27) and Eqs. (28)-(29) respectively in the previous work [25].
 (26)
(26)
 (27)
(27)

 (28)
(28)
 (29)
(29)
where A is the magnetic vector potential; γ is the electrical conductivity; μ is the magnetic permeability; v is the velocity of the inductor; J is the uniform density of the field current in the inductor; c denotes the specific heat capacity; ρ is the mass density; T is the temperature vector; is Laplacian operator; Q is the volume energy density of heat source. According to Eqs. (3) and (11)-(29), the austenization kinetics model in the case of alternating magnetic field can be built for AISI 1045 steel.
is Laplacian operator; Q is the volume energy density of heat source. According to Eqs. (3) and (11)-(29), the austenization kinetics model in the case of alternating magnetic field can be built for AISI 1045 steel.
3 Simulation parameters for SCIH
Figure 7 shows physical model for SCIH process in different feed paths and workpiece shapes. The material of coil was copper and the material of magnetizer was ferrite. The cross- section of coil was a rectangle with the sizes of 10 mm×10 mm. The effective coverage length of magnetizer on coil was 20 mm. To investigate the effects of feed path and workpiece shape on SCIH process, five different simulation groups were performed in this work, as shown in Table 3. In addition, the schematic diagram of horizontal and longitudinal movements can be also seen in Figure 7.
Table 3 Operating parameters for simulation during SCIH process
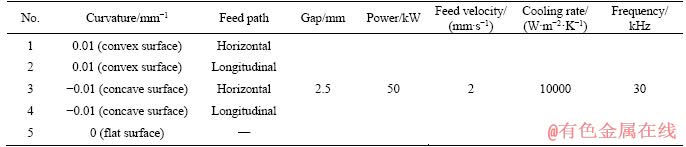
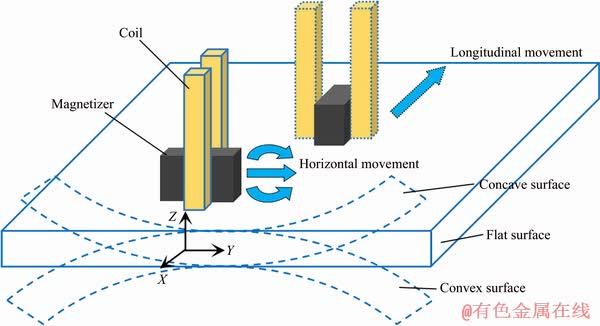
Figure 7 Physical model for SCIH process in different feed paths and workpiece shapes
4 Results and discussion
4.1 Temperature evolution with time
Figure 8 shows the temperature evolution with time perpendicular to feed path for flat surface. It can be seen that when distance from the center (DFC) is less than 10 mm, the temperature of these points increases to the maximum value, and then decreases before cooling. When DFC is larger than 10 mm, the temperature of these points increases continually before cooling. In addition, the highest temperature becomes lower with increasing DFC. The temperature profiles in Figure 8 show that the heating rate varies with time on surface layer during the SCIH process. In addition, the temperature of the area close to center will decrease before the loading of cooling medium. It indicates that negative value appears for the heating rate, which cannot be applied in JMA model directly. In order to solve this problem, the whole heating process was dispersed into several temperature increasing and decreasing processes, which were calculated by austenization model separately. Moreover, the temperature decreasing process was equivalent to temperature increasing process by taking the absolute value of heating rate. The whole austenite transformation fraction before cooling was obtained by superimposing the austenite transformation fraction of temperature increasing and decreasing processes.
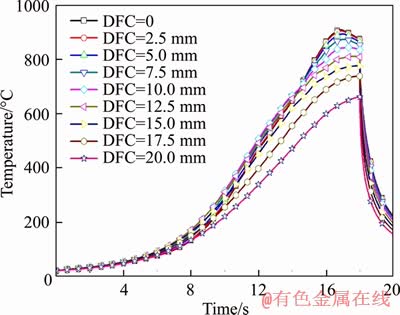
Figure 8 Temperature evolution with time perpendicular to feed path for flat surface
4.2 Austenization process
To evaluate the effect of alternating magnetic field on austenization process during the SCIH process, the JMA model without considering alternating magnetic field was also used to calculate the austenization process. Figure 9 shows the austenite volume fraction evolution with time perpendicular to feed path in different feed paths and workpiece shapes. Solid curve profile represents the austenite volume fraction evolution with time considering alternating magnetic field while dashed curve profile represents that without considering alternating magnetic field. It should be noted that all the points are located on the cross section which are 30 mm distance from initial boundary. Taking flat surface as example (see Figure 9(c)), the austenite transformation of the position which is just under the inductor does not begin at 15 s. It indicates that the maximum temperature does not appear in the position which is just under the inductor.
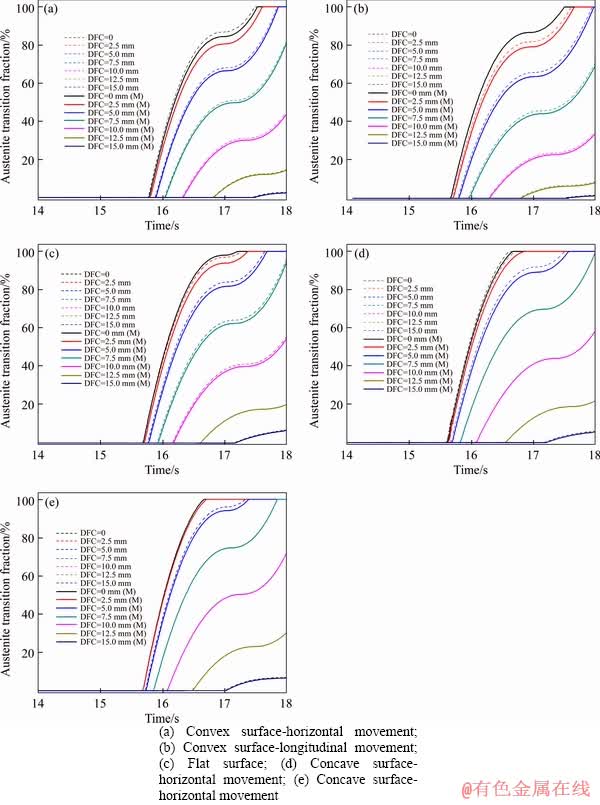
Figure 9 Austenite volume fraction evolution with time perpendicular to feed path in different feed paths and workpiece shapes:
When alternating magnetic field is not considered (see dashed curve profile in Figure 9(c)), the austenite transformation fraction of all the points increases to constant, and then keeps increasing. The comparison between Figures 9(c) and 8 shows that the austenite transformation fraction evolution with time is similar to temperature evolution with time. Taking DFC=0 as an example (defined as point A), the temperature becomes higher when the inductor is approaching to point A, resulting in the continual increasing of austenite transformation fraction. When the inductor reaches the top of point A, the temperature of point A also approaches to the maximum value and the heating rate of point A approaches to 0, resulting in a stabilization of austenite transformation fraction. When the inductor moves away from point A, the temperature of point A decreases. It can be found that the increasing of equivalent heating rate (the absolute value of the heating rate) leads to the increasing of austenite transformation fraction. Moreover, the effect of alternating magnetic field on austenite transformation fraction reaches the maximum (about 3%) when the heating rate is the lowest. The comparison of curve profiles in different DFC shows that the austenite transformation fraction and rate decrease with increasing DFC. In addition, the beginning time of the austenite transformation also delays when increasing DFC.
When alternating magnetic field is considered (see solid curve profile in Figure 9(c)), the austenite transformation fraction of all the points is lower than that without considering alternating magnetic field. This is because alternating magnetic field both increases the temperatures Ac1 and Ac3. The increment of Ac3 is larger than that of Ac1 at the same magnetic flux density (see Figure 6), which prolongs austenite transformation time. The comparison between Figures 8 and 9(c) shows that when heating rate is the lowest, the difference of austenite transformation fraction between considering and without considering alternating magnetic field reaches the maximum value. In addition, the heating temperature is larger than the Curie temperature. JARAMILLO et al [14] found that a 30 T magnetic field can raise transformation temperature by 90 °C during continuous cooling. Compared with the research result in Ref. [14], it can be found that relatively low magnetic flux density in SCIH process still has a certain effect on the austenite transformation process.
The comparison among Figures 9(a), (c) and (d) shows that when the feed path of inductor is horizontal, the influence scope of alternating magnetic field increases with the increase of curvature (from concave surface to convex surface). The comparison among Figures 9(b), (c) and (e) shows that when the feed path of inductor is longitudinal, the influence scope of alternating magnetic field keeps constant with increasing curvature (from flat surface to convex surface) but decreases with the decrease of curvature (from flat surface to concave surface). It can be concluded that concave surface structure can reduce the influence scope of alternating magnetic field on surface in all cases and the minimum influence scope appears when the feed path of inductor is longitudinal.
Figure 10 shows austenite volume fraction evolution with time in depth in different feed paths and workpiece shapes. DFS is short for distance from the surface. The comparison among Figures 10(a), (c) and (d) shows that when the feed path of inductor is horizontal, the influence scope of alternating magnetic field increases as workpiece shape changes from flat surface to convex surface or concave surface. The comparison among Figures 9(b), (c) and (e) shows that when the feed path of inductor is longitudinal, the influence scope of alternating magnetic field increases as workpiece shape changes from flat surface to concave surface but decreases as workpiece shape changes from flat surface to convex surface. It can be concluded that convex surface structure can minimize the influence scope of alternating magnetic field in depth when the feed path of inductor is longitudinal.
4.3 Austenite transformation fraction before cooling
Figure 11 shows the austenite volume fraction perpendicular to feed path before cooling in different feed paths and workpiece shapes. The austenite transformation fraction is 100% in all cases as DFC is less than 5 mm. Moreover, the austenite transformation fraction decreases with increasing curvature (from concave surface to convex surface). The comparison between Figures 11(a) and (b) shows that the austenite distribution of transitional region on surface for horizontal movement is more uniform than that for longitudinal movement. Figure 12 shows the austenite volume fraction in depth before cooling in different feed paths and workpiece shapes. The comparison between Figures 12(a) and (b) shows that the austenite distribution of transitional region in depth for longitudinal movement is more uniform than that for horizontal movement.
5 Experimental verification
To verify the reliability of austenite transformation kinetics model, the experiment for SCIH process was performed. The process parameters of No. 1, 2 and 3 were selected. Micro- hardness was measured on surface and in depth. The load was 0.5 N and the hold time was 10 s. The hardness test was performed twice for each point and an average value can be obtained. The calculation formula for micro-hardness of each phase is shown in Eqs. (30)-(33) [26]:
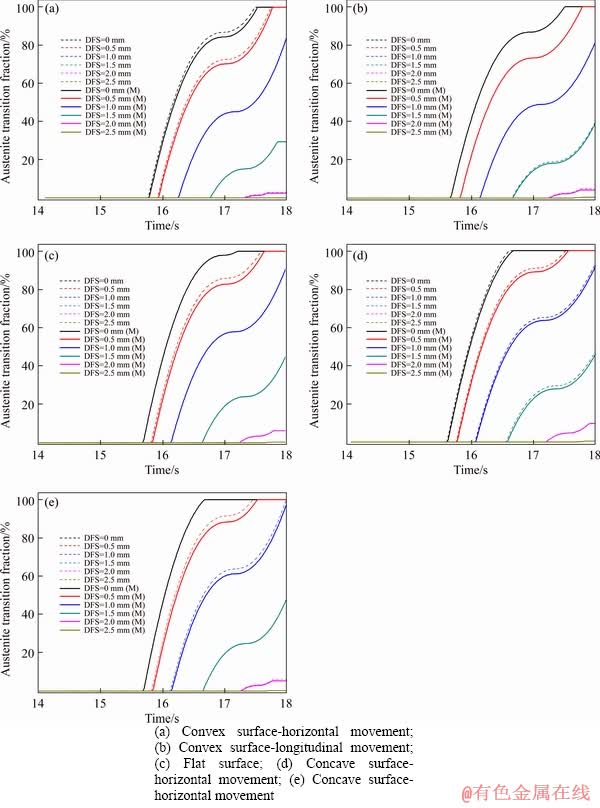
Figure 10 Austenite volume fraction evolution with time in depth in case of different feed paths and workpiece shapes:

 (30)
(30)


 (31)
(31)

 (32)
(32)

 (33)
(33)
where vR is the cooling rate at 700 °C; Φ is the volume fraction of each phase, vol%; HVmartensite is the hardness value of martensite; HVbainite is the hardness value of bainite; HVferrite is the hardness value of ferrite; HVfinal is the average hardness value of all the microstructure; HVoriginal is the hardness value of matrix. Figure 13 shows the comparison between experimental and predicted hardness on surface and in depth for different workpiece shapes. It can be seen that the variations of experimental and predicted hardness on surface and in depth are similar. In addition, the hardness of convex surface is lower than that of concave surface at the same position. The error between the experimental and predicted hardness may attribute to the neglect in predicted formula, including the morphology and distribution of martensite, etc.
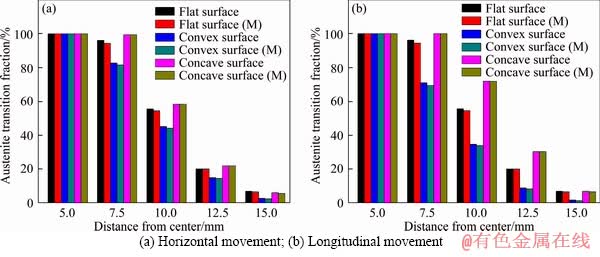
Figure 11 Austenite volume fraction perpendicular to feed path before cooling in different feed paths and workpiece shapes:
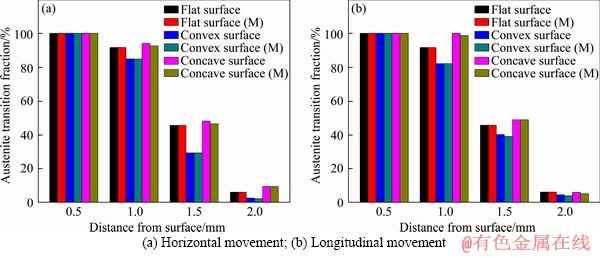
Figure 12 Austenite volume fraction in depth before cooling in different feed paths and workpiece shapes:
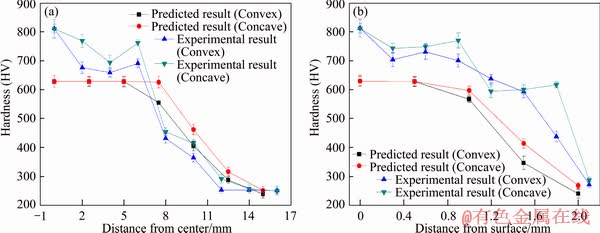
Figure 13 Comparison between experimental and predicted hardness on surface (a) and in depth (b) for different workpiece shapes
6 Conclusions
1) The effect of alternating magnetic field on austenite transformation fraction reaches the maximum (about 3%) when heating rate is the lowest. Relatively low magnetic flux density in SCIH process still has a certain effect on the austenite transformation process.
2) Concave surface structure can reduce the influence scope of alternating magnetic field on surface in all cases and the minimum influence scope appears when the feed path of inductor is longitudinal. Convex surface structure can minimize the influence scope of alternating magnetic field in depth when the feed path of inductor is longitudinal.
3) The austenite distribution of transitional region on surface for horizontal movement is more uniform than that for longitudinal movement. The austenite distribution of transitional region in depth for longitudinal movement is more uniform than that for horizontal movement.
4) The simulated results were consistent with the experimental results and the austenite transformation kinetics model developed for SCIH process is valid.
References
[1] YI J, GHARGHOURI M, BOCHER P, MEDRAJ M. Distortion and residual stress measurements of induction hardened AISI 4340 discs [J]. Materials Chemistry and Physics, 2013, 142(1): 248-258. DOI: 10.1016/ j.matchemphys.2013.07.012.
[2] GAO Kai, QIN Xun-peng, WANG Zhou, ZHU Sheng-xiao. Effect of spot continual induction hardening on the microstructure of steels: Comparison between AISI 1045 and 5140 steels [J]. Materials Science and Engineering A, 2016, 651: 535-547. DOI: 10.1016/j.msea.2015.11.012.
[3] QIN Xun-peng, GAO Kai, ZHU Zhen-hua, CHEN Xu-liang, WANG Zhou. Prediction and optimization of phase transformation region after spot continual induction hardening process using response surface method [J]. Journal of Materials Engineering and Performance, 2017, 26(9): 4578-4594. DOI: 10.1007/s11665-017-2887-0.
[4] GAO Kai, QIN Xun-peng, ZHU Zhen-hua, CHEN Xu-liang. Effect of surface curvature on tribological performance of AISI 1045 steel after multi-scan spot continual induction hardening process [J]. Tribology International, 2018, 118: 256-263. DOI: 10.1016/j.triboint.2017.10.004.
[5] LI Sheng-ci, KANG Yong-lin, ZHU Guo-ming, KUANG Shuang. Austenite formation during intercritical annealing in C-Mn cold-rolled dual phase steel [J]. Journal of Central South University, 2015, 22(4): 1203-1211. DOI: 10.1007/s11771- 015-2634-3.
[6] MIOTTI B A, DING L, MITHIEUX J, PARRENS C, IDRISSI H, SCHRYVERS D, DELANNAY L, PARDOEN T, JACQUES P. Influence of M23C6 dissolution on the kinetics of ferrite to austenite transformation in Fe-11Cr-0.06C stainless steel [J]. Materials & Design, 2019, 162: 362-374. DOI: 10.1016/j.matdes.2018.12.005.
[7] SONG S J, CHE W K, ZHANG J B, HUANG L, DUAN S, LIU F. Kinetics and microstructural modeling of isothermal austenite-to-ferrite transformation in Fe-C-Mn-Si steels [J]. Journal of Materials Science & Technology, 2019, 35(8): 1753-1766. DOI: 10.1016/j.jmst.2019.04.010.
[8] LI Hui-ping, GAI Kang, HE Lian-fang, ZHANG Chun-zhi, CUI Hong-zhi, LI Mu-sen. Non-isothermal phase-transformation kinetics model for evaluating the austenization of 55CrMo steel based on Johnson-Mehl- Avrami equation [J]. Materials & Design, 2016, 92: 731-741. DOI: 10.1016/j.matdes.2015.12.110.
[9] MONTALVO-URQUIZO J, LIU Q, SCHMIDT A. Simulation of quenching involved in induction hardening including mechanical effects [J]. Computational Materials Science, 2013, 79: 639-649. DOI: 10.1016/j.commatsci. 2013.06.058.
[10] BOK H H, KIM S N, SUH D W, BARLAT F, LEE M. Non-isothermal kinetics model to predict accurate phase transformation and hardness of 22MnB5 boron steel [J]. Materials Science & Engineering A, 2015, 626: 67-73. DOI: 10.1016/j.msea.2014.12.008.
[11] JOO H D, KIM S U, SHIN N S, KOO Y. An effect of high magnetic field on phase transformation in Fe-C system [J]. Materials Letters, 2000, 43(5, 6): 225-229. DOI: 10.1016/ S0167-577X(99)00263-3.
[12] GARCIN T, RIVOIRARD S, ELGOYHEN C, BEAUGNON E. Experimental evidence and thermodynamics analysis of high magnetic field effects on the austenite to ferrite transformation temperature in Fe-C-Mn alloys [J]. Acta Materialia, 2010, 58(6): 2026-2032. DOI: 10.1016/j.actamat. 2009.11.045.
[13] ZHANG Y D, ESLING C, LECOMTE J S, HE C, ZHAO X, ZUO L. Grain boundary characteristics and texture formation in a medium carbon steel during its austenitic decomposition in a high magnetic field [J]. Acta Materialia, 2005, 53(19): 5213-5221. DOI: 10.1016/j.actamat.2005.08. 007.
[14] JARAMILLO R A, BABU S S, LUDTKA G M, KISNER R, WILGEN J, MACKIEWICZ-LUDTKA G, NICHOLSON D, KELLY S, MURUGANANTH M, BHADESHIA H. Effect of 30 T magnetic field on transformations in a novel bainitic steel [J]. Scripta Materialia, 2005, 52(6): 461-466. DOI: 10.1016/j.scriptamat.2004.11.015.
[15] ZHANG Yu-dong, GEY N, HE Chang-shu, ZHAO Xiang, ZUO Liang, ESLING Claude. High temperature tempering behaviors in a structural steel under high magnetic field [J]. Acta Materialia, 2004, 52(12): 3467-3474. DOI: 10.1016/ j.actamat.2004.03.044.
[16] HALDANE R J, YIN W, STRANGWOOD M, PEYTON A, DAVIS C l. Multi-frequency electromagnetic sensor measurement of ferrite/austenite phase fraction―Experiment and theory [J]. Scripta Materialia, 2006, 54(10): 1761-1765. DOI: 10.1016/j.scriptamat.2006.01.041.
[17] ZHANG Y D, ESLING C, GONG M, VINCENT G, ZHAO X, ZUO L. Microstructural features induced by a high magnetic field in a hypereutectoid steel during austenitic decomposition [J]. Scripta Materialia, 2006, 54(11): 1897-1900. DOI: 10.1016/j.scriptamat.2006.02.009.
[18] SINGH S B, KRISHNAN K, SAHAY S S. Modeling non-isothermal austenite to ferrite transformation in low carbon steels [J]. Materials Science & Engineering A, 2007, 445-446: 310-315. DOI: 10.1016/j.msea.2006.09.044.
[19] ZHANG Y D, HE C S, ZHAO X, ZUO L, ESLING C. Thermodynamic and kinetic characteristics of the austenite-to-ferrite transformation under high magnetic field in medium carbon steel [J]. Journal of Magnetism and Magnetic Materials, 2005, 294(3): 267-272. DOI: 10.1016/ j.jmmm.2004.07.058.
[20] ZHANG Y D, HE C S, ZHAO X, ESLING C, ZUO L. A new approach for rapid annealing of medium carbon steels [J]. Advanced Engineering Materials, 2004, 6(5): 310-313. DOI: 10.1002/adem.200400013.
[21] SHIMOTOMAI M, MARUTA K. Aligned two-phase structures in Fe-C alloys [J]. Scripta Materialia, 2000, 42(5): 499-503. DOI: 10.1016/S1359-6462(99)00381-4.
[22] YIWEN M, HSU T Y. C-C interaction energy in Fe-C alloys [J]. Acta Metallurgica, 1986, 34(2): 325-331. DOI: 10.1016/0001-6160(86)90203-8.
[23] ZHOU X W, GRUJICIC M. Thermodynamic analysis of the short range order strengthening in Fe―Ni―Cr―N austenite [J]. Calphad, 1996, 20(3): 257-272. DOI: 10.1016/S0364-5916(96)00029-6.
[24] ZHANG Y D, FARAOUN H, ESLING C, ZUO L, AOURAG H. Paramagnetic susceptibility of ferrite and cementite obtained from ab initio calculations [J]. Journal of Magnetism and Magnetic Materials, 2006, 299(1): 64-69. DOI: 10.1016/j.jmmm.2005.03.083.
[25] GAO Kai, QIN Xun-peng, WANG Zhou, CHEN Hao, ZHU Sheng-xiao, LIU Yan-xiong, SONG Yan-li. Numerical and experimental analysis of 3D spot induction hardening of AISI 1045 steel [J]. Journal of Materials Processing Technology, 2014, 214(11): 2425-2433. DOI: 10.1016/ j.jmatprotec.2014.05.010.
[26] MAGNABOSCO I, FERRO P, TIZIANI A, BONOLLO F. Induction heat treatment of a ISO C45 steel bar: Experimental and numerical analysis [J]. Computational Materials Science, 2006, 35(2): 98-106. DOI: 10.1016/j.commatsci.2005.03. 010.
(Edited by ZHENG Yu-tong)
中文导读
高频交变磁场作用下AISI 1045钢快速加热过程奥氏体相变的动力学建模
摘要:为了研究快速加热过程中交变磁场对奥氏体相变过程的影响,建立了AISI 1045钢的点式连续移动感应淬火过程的奥氏体相变动力学模型。结果表明,当加热速率最低时,交变磁场对奥氏体相变分数的影响最大(约3%)。相对较低的磁通密度对奥氏体转变过程仍有一定的影响。在任何情况下凹面结构都能减弱交变磁场对表面的影响范围,且当感应器进给路径为纵向时,影响范围最小。当感应器进给路径为纵向时,凸面结构的交变磁场在深度方向的影响范围最小。当感应器进给路径为横向时,表面过渡区的奥氏体分布比纵向运动时更均匀。当感应器进给路径为纵向时,深度过渡区的奥氏体分布比横向运动时更均匀。最终的模拟结果与实验结果一致,这表明所建立的点式连续移动感应淬火奥氏体相变动力学模型是有效的。
关键词:交变磁场;奥氏体;加热速度;进给路径;曲率;AISI 1045钢
Foundation item: Projects(51905390, 51575415) supported by the National Natural Science Foundation of China
Received date: 2019-06-14; Accepted date: 2019-12-27
Corresponding author: GUO Jian-zhong, PhD, Associate Professor; Tel: +86-27-68862219; E-mail: wwwgjz@sohu.com; ORCID: 0000- 0002-3884-1732

