J. Cent. South Univ. (2016) 23: 1847-1857
DOI: 10.1007/s11771-016-3239-1

Parametric optimization of friction stir welding process of age hardenable aluminum alloys-ANFIS modeling
D. Vijayan1, V. Seshagiri Rao2
1. Department of Mechanical Engineering, Sri Chandrasekharendra Saraswathi Viswa Maha Vidyalaya, Enathur, Kanchipuram�C 631561, Tamilnadu, India;
2. St. Joseph��s College of Engineering, Chennai �C 600025, Tamilnadu, India
 Central South University Press and Springer-Verlag Berlin Heidelberg 2016
Central South University Press and Springer-Verlag Berlin Heidelberg 2016
Abstract: A comparative approach was performed between the response surface method (RSM) and the adaptive neuro-fuzzy inference system (ANFIS) to enhance the tensile properties, including the ultimate tensile strength and the tensile elongation, of friction stir welded age hardenable AA6061 and AA2024 aluminum alloys. The effects of the welding parameters, namely the tool rotational speed, welding speed, axial load and pin profile, on the ultimate tensile strength and the tensile elongation were analyzed using a three-level, four-factor Box-Behnken experimental design. The developed design was utilized to train the ANFIS models. The predictive capabilities of RSM and ANFIS were compared based on the root mean square error, the mean absolute error, and the correlation coefficient based on the obtained data set. The results demonstrate that the developed ANFIS models are more effective than the RSM model.
Key words: aluminum alloys; response surface method (RSM); adaptive neuro-fuzzy inference system (ANFIS); friction stir welding; Box-Behnken design; neuro fuzzy
1 Introduction
The welding of age hardenable aluminum alloys (2xxx, 6xxx and 7xxx series) is a challenging task in aerospace research and development. Age hardenable aluminum alloys have numerous applications in aerospace engineering, such as in propellant tanks, fuselage skins, fuselage frames, and wings, due to their high strength, good formability, weight savings and ductility. Fusion welding techniques are not suitable for joining age hardenable aluminum alloys due to the generation of hot cracking, distortion, poor solidification, problems in hydrogen solubility and the resultant porosity in a narrow regime just outside the weld zone [1]. As a novel solid-state welding technique, friction stir welding (FSW), which was invented at The Welding Institute (TWI), UK, in 1991, is considered to be the most significant development in metal joining. FSW can effectively join similar and dissimilar materials, even metals having different thicknesses [2]. In FSW, a rotating tool consisting of a shoulder and a pin is to (1) generate frictional heat that softens the work material around the pin, (2) control the material flow to produce a defect-free weld, and (3) confine the hot material under the shoulder [3].
2 Problem definition
The main problem associated with FSW is the identification of suitable process parameters that produce a good-quality weld. The improper selection of these process parameters results in pinholes, excess flash on the weld line, porosities and other weld defects. Designers and technologists solve these problems in two manners: mathematical and statistical techniques. However, mathematical modeling techniques require a set of equations and boundary conditions, which result in a highly time-consuming, complex situation. Therefore, for mass production industries, mathematical modeling techniques are not suitable; hence, fabrication industries prefer trial-and-error methods for identifying suitable process parameters during the development of new products. In certain cases, a few months are required to determine the correct process parameters. Thereafter, the obtained welds are inspected often to verify whether they meet the required specifications. This technique is a legacy and time-consuming process.
Alternatively, the parameters can be determined by modeling the process using artificial intelligence (AI) techniques. AI techniques have been successfully applied in FSW to analyze the dependent and independent process variables and to determine the correct process parameter levels. The response surface method (RSM), fuzzy logic systems (FLs), artificial neural networks (ANNs), the adaptive neuro-fuzzy inference system (ANFIS), genetic algorithms (GAs), and particle swarm optimization (PSO) are a few of the popular AI techniques that have been successfully implemented in FSW. Several literature studies regarding the modeling and selection of FSW for aluminum alloys were found, although most of the previous work was based solely on RSM [4-10], ANN [11-13], and corresponding hybrid techniques, including RSM-GA, RSM-ANN, and RSM-PSO [14-18]. However, the prediction of process parameters forage hardenable aluminum alloys using FSW is not yet mature, and a well-documented database has yet to be developed.
In addition, to the best of the authors�� knowledge, the modeling of the FSW process using RSM-based ANFIS and its predictive capabilities for FS welded, dissimilar, age hardenable AA6061 and AA2024 aluminum alloys has not been attempted. This lack of information on dissimilar age hardenable AA2024 and AA6061 aluminum alloys restricts the widespread application of the FSW technique. Therefore, in the present work, FS welded, dissimilar, age hardenable AA2024 and AA6061 aluminum alloys are considered for modeling and for predicting the process parameters of FSW.
3 Experimental
Aluminum alloys of AA2024 and AA6061 with a thickness of 6.25 mm were cut into the required size of 300 mm��150 mm by a milling machine used to fabricate the dissimilar AA2024 and AA6061 weld joints. A mechanical clamping device was used to hold the plates in position. A rotating tool made of H13 hot work steel was used to fabricate the tools. The chemical composition and mechanical properties are given in Table 1. The welding was performed perpendicular to the rolling direction of the plates. Figures 1 and 2 depict the FSW machine setup and fabricated rotating tools, respectively. The selected welding parameters and their corresponding levels are presented in Table 2. The fabricated weld samples were sectioned to the required size to examine their mechanical and metallurgical properties. The tensile specimens were fabricated as perthe American Society of Testing and Materials (ASTM) section IX reference, as shown in Fig. 3. The design matrix and the corresponding measured tensile property values, such as the ultimate tensile strength (UTS) and the tensile elongation (TE), are listed in Table 3. Metallography specimens were mechanically removed and collected from the weld joint. The collected samples were examined using a scanning electron microscope (SEM) to investigate the topology on the fractured surfaces.
4 Proposed methodology
4.1 Response surface method (RSM) based Box- Behnken design (BBD)
The present investigation used an RSM-based Box-Behnken design (BBD) with four factors at three levels. BBD is a type of nearly rotatable, second-order, three-level incomplete factorial design that is mostly suitable for limited numbers of samples; a 95% confidence level is used by default [19]. The number of experiments (N) to be conducted for the development of the BBD is defined as N=2f(f-1)+Cp, where f is the number of factors and Cp is the number of center points. The design included 24 experiments with 7 central points. Therefore, a total of 31 experiments were performed with various combinations of factors based on the BB design matrix. Each independent variable was coded into three levels: +1, 0 and -1. Then, coding was performed based on the following equation for each variable:
 , i=1, 2, 3, ��, k (1)
, i=1, 2, 3, ��, k (1)
where Xi is the dimensionless value of an independent variable, xi is the real value of an independent variable, xcp is the real value of an independent variable at the center point, and ��xi is the step change in the real value of the variable i corresponding to a variation in a unit for the dimensionless value of the variable [20].
4.2 Mathematical modeling using RSM
The responses, such as UTS and TE, are functions of process factors, namely, rotational speed (N), welding speed (F), axial load (L) and pin profiles (P). Therefore, the responses can be written as follows:
 (2)
(2)
Table 1 Chemical composition and mechanical properties of AA2024 and AA6061 aluminum alloys

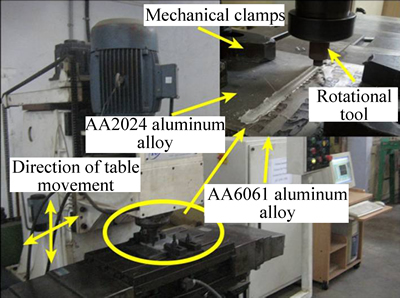
Fig. 1 FSW machine setup
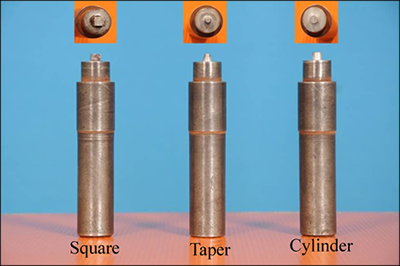
Fig. 2 Fabricated FSW tools
Table 2 Levels of process parameters based on Box-Behnken design matrix
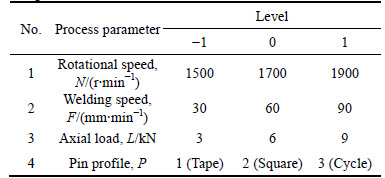
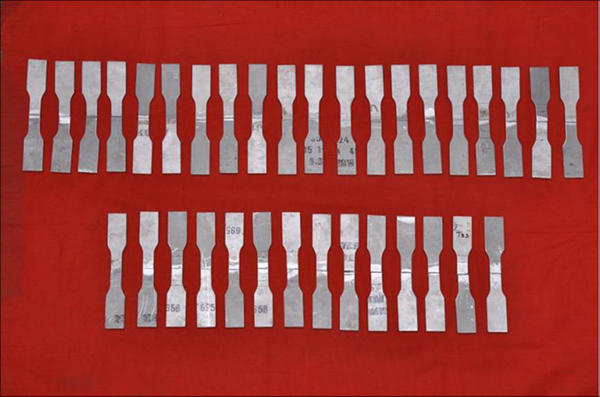
Fig. 3 Fabricated friction stir-welded specimens
 (3)
(3)
Therefore, the second-order polynomial regression equation is
 (4)
(4)
where ��0 is the average of the responses; ��i, ��ii, and ��ij are coefficients that depend on the respective main and interaction effects of the parameters; �� is a statistical error. These coefficients of a polynomial equation were determined using the Design Expert version 8 statistical software. The obtained coded form of the mathematical model for the predicted UTS and TE is
S=-902.25563+1.03486X1+3.33452X2+12.33048X3+
32.16226X4�C0.000386X1X2+0.075167X2X4�C
0.000299X12-0.024151X22-0.93717X32-9.46577X42 (5)
E=-73.10948+0.096367X1+0.11732X2-0.31669X3+
5.21411X4+0.000529167X1X3�C0.0015875X1X4�C
0.000029507X12�C0.000903X22-0.070450X32-
0.72405X42 (6)
The predicted welding conditions for RSM are used to further model the FSW process of FS welded AA2024 and AA6061 aluminum alloys using the adaptive neuro- fuzzy inference system (ANFIS).
4.3 Adaptive neuro-fuzzy interference system (ANFIS)
ANFIS is a model that integrates both the adaptive neural network and fuzzy logic qualitative approaches and overcomes their corresponding disadvantages. It is a good predictor and estimator and has a capability of approximation equal to neural networks; therefore, the outputs can be easily constructed with ANFIS [21]. The ANFIS model consists of five layers, and each layer is connected by several nodes. Each input node is gained by the previous layer. The developed ANFIS model is presented in Figs. 4(a) and (b), which show that the network includes m inputs (A1, ��, Am), each of which consists of n membership functions. Moreover, a layer with R fuzzy rules as an output layer is added for the construction of the present model. The total number of layers (N) can be calculated for the first layer as the product of m, the number of inputs, and n, the number of membership functions, i.e., (N=m��n). The number of nodes in the other layer is related to the number of fuzzy rules (R). A description of the each layer is as follows [22].
Layer 1: In this layer, crisp inputs are transformed into the linguistic type using membership functions. The output layer is expressed as
 i=1, ��, m; j=1, ��, n (7)
i=1, ��, m; j=1, ��, n (7)
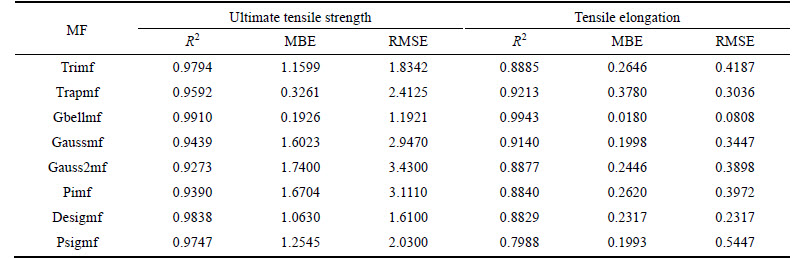
where ��ij is the jth membership function for the input Xi. There are several types of MFs that can be used,including triangular, trapezoidal and generalized bell functions. In this work, a generalized bell function was selected by trial and error due to its small root mean square error (RMSE) and mean bias error (MBE) and high coefficient of determination, called R2.
Table 3 Design matrix with their experimental, ANFIS UTS and TE values
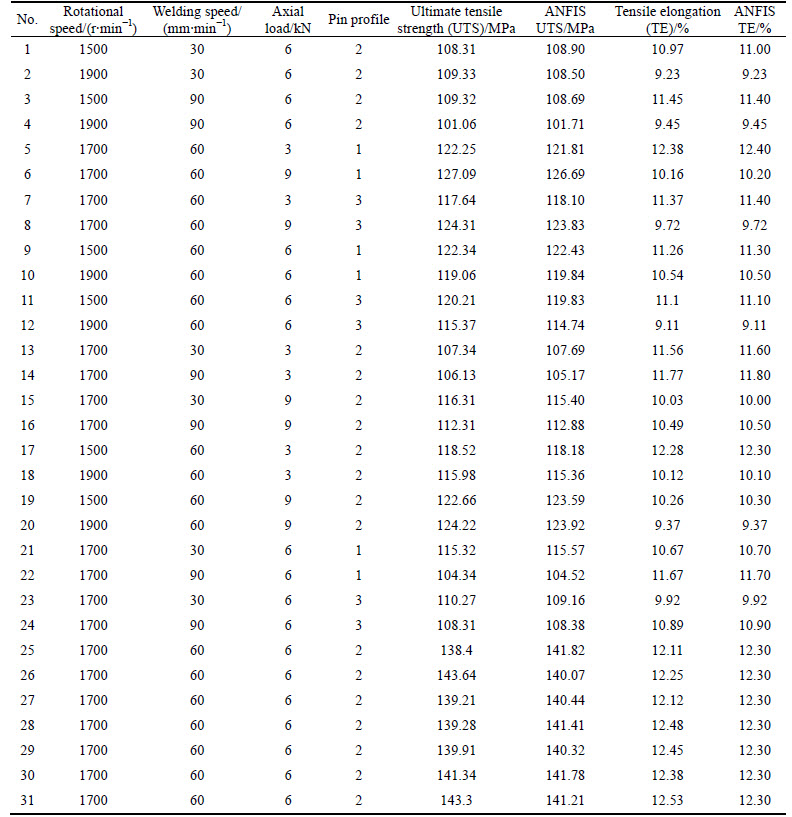
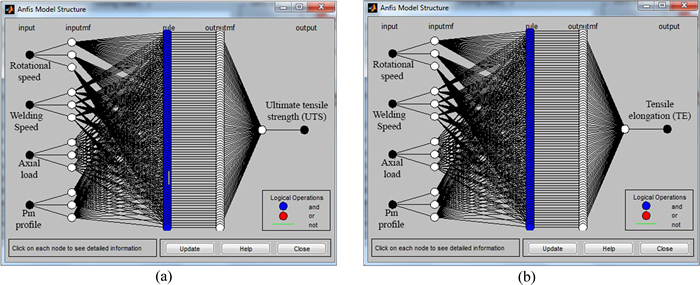
Fig. 4 Developed ANFIS model for ultimate tensile strength (UTS) (a) and tensile elongation (TE) (b)
Layer 2: In this layer, each fixed node can be obtained by multiplying the linguistic inputs, which were calculated in the previous layer:

k=1, ��, R; e1, e2, ��, em=1, ��, n (8)
Layer 3: In this layer, the outputs are normalized by the weighting factor for each node:
 (9)
(9)
Layer 4: In this layer, Takagi-Sugeno fuzzy-type if�Cthen rules are applied to the weighted output of each node:
 (10)
(10)
where fk represents the output of the kth TSK-type fuzzy rules as follows:
If (X1 is  ) and (X2 is
) and (X2 is  ) and �� and (Xm is
) and �� and (Xm is  ), then
), then
 (11)
(11)
where and rk are called the consequent parameters and e1, e2, ��, em=1, ��, n; k=1, ��, R.
and rk are called the consequent parameters and e1, e2, ��, em=1, ��, n; k=1, ��, R.
Layer 5: This layer represents the output modeled by the ANFIS network:
 (12)
(12)
Finally, three global statistics, i.e., the root mean square error (RMSE, E), mean bias error (MBE, E��) and coefficient of determination (R2), which are estimated using the following equations, are used to analyze the performance of the model:
 (13)
(13)
 (14)
(14)
 (15)
(15)
where M is the total number of training samples; Sz is the experimental output; yz is the predicted output value of ANFIS; and  is the averaged output of the network. The estimated RMSE, MBE, and corresponding coefficient of determination (R2) of each membership function and the results obtained using RSM and ANFIS are presented in Table 4.
is the averaged output of the network. The estimated RMSE, MBE, and corresponding coefficient of determination (R2) of each membership function and the results obtained using RSM and ANFIS are presented in Table 4.
5 Results and discussion
5.1 Discussion based on ANFIS
The ANFIS technique includes a unique preliminary procedure and phase called training and testing. The ANFIS network model is established using 31 data points, which are listed in the design matrix (Table 3). The trained network model has been tested on twenty additional data sets, which did not contribute to the main design matrix. Usually, the testing phase is conducted to establish the best network architecture of the network models. There are two responses considered in the present investigation (UTS and TE); hence, two ANFIS network models are individually trained. In ANFIS, important factors, such as the number of membership functions (MF) and type of fuzzy rules, are considered to predict an accurate ANFIS network model. Therefore, the RMSE is estimated for each MF. Various MFs have been utilized; therefore, the goal error (RMSE) was set to 0.01. A total of 300 epochs were selected for the present investigation in such a way that the RMSE tended toward 0.01. A smaller number of membership rules will increase the RMSE value irrespective of the MFs, e.g., triangular, trapezoidal and Gaussian. These stages were repeated under various MFs until the lowest RMSE was obtained. By testing various network structures with 81 membership rules (3 MFs for each input), the lowest RMSE value was obtained when using the ��generalized bell�� membership function on each response, i.e., UTS and TE.
Table 4 Results of coefficient of determination (R2), mean absolute error (MBE), root mean square (RMSE) value of membership function
The performance validation process of RSM and ANFIS based on UTS and TE are presented graphically in Figs. 5(a)-(d). The observed values and predicted values are scattered on both sides and are closer to the 45�� line, indicating the perfect fitness of the developed empirical models. Additionally, the ANFIS values are closer to the 45�� line, which indicates a high degree of fitness compared to the RSM model. A graphical representation of the experimentally measured values is given for RSM and ANFIS based on UTS and TE in Figs. 6(a) and (b). A high correlation exists between the measured and predicted values. Moreover, the prediction by ANFIS was superior to that by RSM for both UTS and TE.
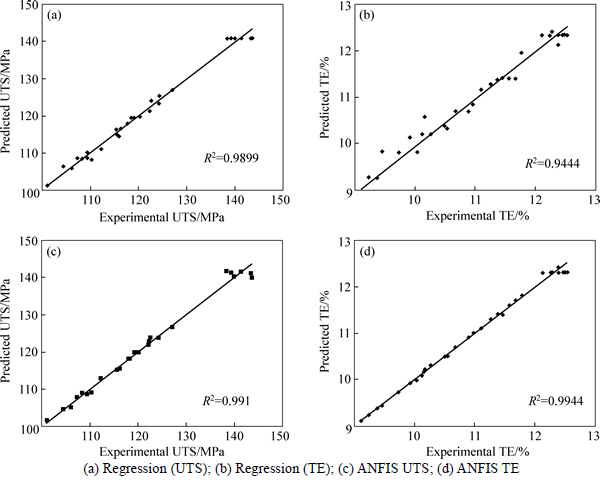
Fig. 5 Performances of UTS and TE:
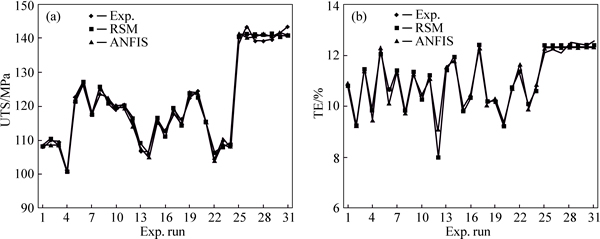
Fig. 6 UTS (a) and TE (b) results of experimental vs RSM and ANFIS
5.2 Discussion based on FSW process factors
5.2.1 Effects of pin profile
Figure 7 shows the effects of UTS and TE on the tool pin profiles. In this investigation, three pin profiles were used: cylindrical, square and taper. The tools equipped with square pin profiles produce high UTS joints, in contrast to other tool pins, such as cylindrical and taper pin profiles, because tool pins with flat faces produce a pulsating effect and plastic flow of the material, increasing the tensile properties [23]. No pulsating effect is produced with cylindrical and taper pins. Hence, tools equipped with cylindrical and square pins produce poor tensile properties.
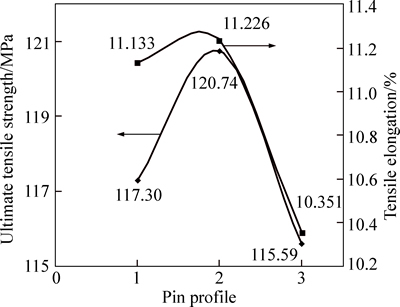
Fig. 7 Effects of pin shape on ultimate tensile strength and tensile elongation
5.2.2 Effects of rotational speed
Figure 8 shows the effects of rotational speed on UTS and TE. At lower rotational speed (1500 r/min), UTS is low. On the other hand, when increasing the rotational speed from 1500 r/min to 1700 r/min, a substantial improvement in UTS is observed. However, above 1700 r/min, UTS does not have a significant improvement because higher rotational speeds increase the heat input and decrease the cooling rate. Therefore, excessive grain growth, solubilization and re- precipitating produce a low UTS in the FS welded AA2024 and AA6061 aluminum alloys. Additionally, high rotational speeds release excessive stirred material in the stirred zone, as shown in Fig. 9(a). Several different zones are observed namely A and B as shown in 9(a). And Figs. 9(b) and (c) present enlarged view of zone A and zone B, respectively. EDS analysis of region 1 and 2 shown in Fig. 9(b), 3 and 4 shown in Fig. 9(c) were performed and the results are listed in Table 5, indicating that they are mainly composed of bright Al2CuMg eutectic particles, ��-Al and Al�CSi eutectic particles, as shown in Figs. 9(d) and (e). The excess release of eutectic particles causes pin holes and tunneling defect in the fabricated joint, as shown in Figs. 9(d) and (f). In addition, some Si granules and Al�CSi eutectic particles are observed at region B shown in Figs. 9(g) and (h). It is worthwhile to note that, pin holes and tunneling defect are found in the stirred zone, which may confirm that the excess release of eutectic particles causes pin holes and tunneling defects in the fabricated joints. On the other hand, the increase in the rotational speed enhances the plastic flow in the weld nugget (WN) and thermo-mechanical affected zone (TMAZ) and an intense clustering of strengthening precipitates in WN and TMAZ [6]. Therefore, an increase in the rotational speed reduces tensile elongation of the fabricated AA2024 and AA6061 aluminum alloys.
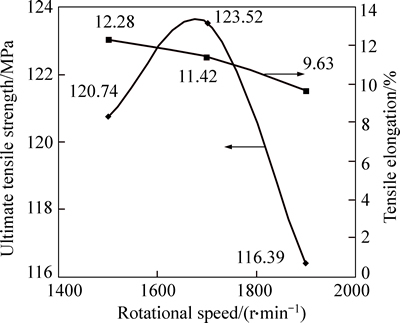
Fig. 8 Effect of rotational speed on ultimate tensile strength and tensile elongation
5.2.3 Effects of welding speed
Figure 10 shows the effects of welding speed on UTS and TE of FS welded AA2024 and AA6061 aluminum alloys. At lower welding speeds (30 mm/min), UTS is low. When increasing the welding speed from 30 mm/min to 60 mm/min, the UTS correspondingly increases. Beyond 60 mm/min, UTS of the fabricated FS welded AA2024 and AA6061 aluminum alloys decreases due to the higher frictional heat and insufficient heat generation, respectively. At a higher welding speed, there is less time that the tool is in contact with metal. Therefore, the lack of heat produces poor plastic flow, as shown in Fig. 11(a). This produces micro voids in the welded joints in the fabricated AA2024 and AA6061 aluminum alloys. The SEM image in Fig. 11(b) shows evidence of micro voids in the weld zone. However, an increase in welding speed discourages the clustering and strengthening of precipitates, plastic flow of materials and localization of strain. Therefore, the tensile elongation is increased in the fabricated FS welded AA2024 and AA6061 aluminum alloys.
Table 5 EDS analysis results of zones 1-4 in Fig. 9

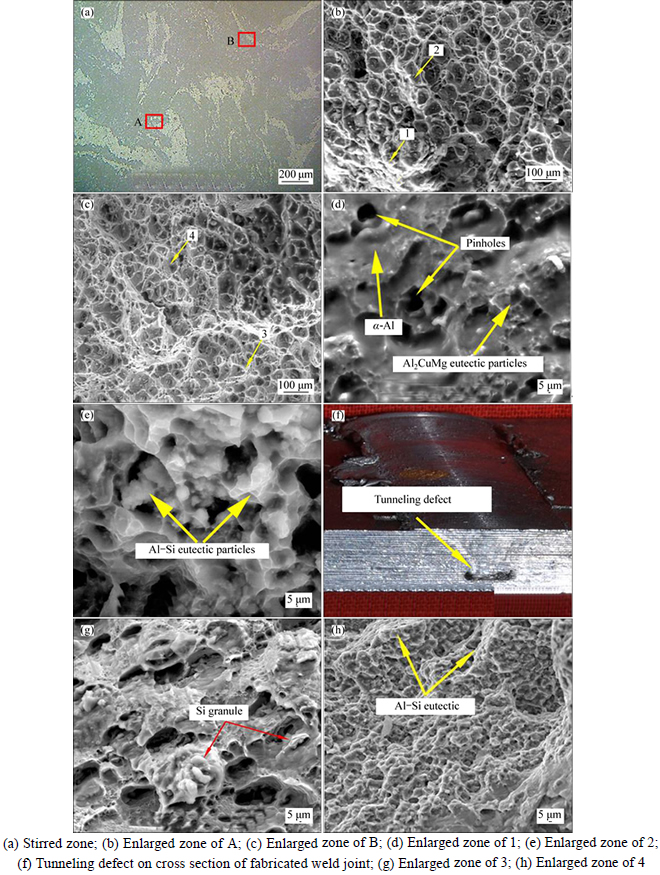
Fig. 9 Macro, micro and SEM images of AA2024-AA601 aluminium alloys:
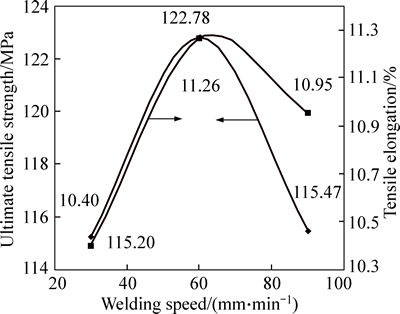
Fig. 10 Effect of welding speed on ultimate tensile strength and tensile elongation
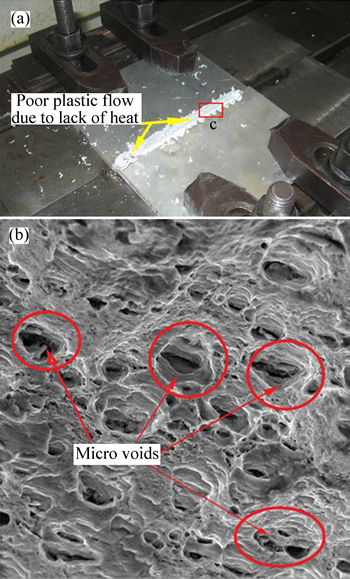
Fig. 11 Surface appearance of poor plastic flow with higher welding speed (a) and evidence of micro voids in weld zone (b)
5.2.4 Effects of axial force
Figure 12 shows the effects of the axial force on the UTS and TE of fabricated FS welded AA2024 and AA6061 aluminum alloys. Increasing the axial force increases the UTS to a maximum value whereby further increasing the axial force decreases the UTS. At low axial force, low friction heat is generated. This results in the FS welded joints having a low tensile strength. Higher axial forces cause a high plunge depth in the workpiece, which results in the fabricated weld joints having a lower UTS. The axial force is directly responsible for the plunge depth of the tool and the load characteristics associated with FS welding. Hence, when the axial force is low, there is a possibility of insufficient stirring in the weld nugget. When the axial force is high, there is excess heat generation, which causes a substantial amount of flash on the weld line. The excess flash forms shear lips routes, and excess thinning of the metal along the weld line results in the fabricated FS welded AA2024 and AA6061 aluminum alloys having a poor joint strength in all experimental runs under high axial forces, irrespective of the tool rotational speed and the welding speed, which is evident from Fig. 13.Alternatively, substantially increasing the axial force increases the frictional heat and plunge depth, which encourages clustering and strengthening of the precipitates and localization of the strain, thereby decreasing the tensile elongation of the FS welded joints.
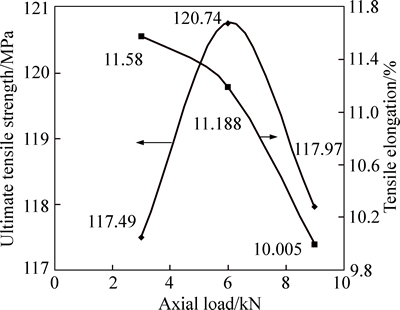
Fig. 12 Effect of axial load on ultimate tensile strength and tensile elongation
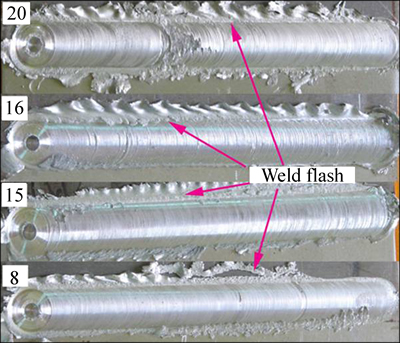
Fig. 13 Evidence of excess flash in stirred zone
6 Conclusions
The present work investigates the performance of the RSM and ANFIS methodologies in terms of their modeling, prediction and generalization capabilities using an experimental investigation of friction stir welded aluminum alloys of AA2024 and AA6061 based on a Box-Behnken design. The results of this investigation can be summarized as follows:
1) The ANFIS models are capable of generating better predictions of tensile properties, such as UTS and TE, compared to the RSM.
2) The results based on the ANFIS predicted values demonstrate its greater robustness and accuracy in estimating the values of dependent variables compared to the RSM models.
3) The results indicate that the joint fabricated using a square pin profile, tool rotational speed of 1700 r/min, welding speed of 60 mm/min, and axial load of 6 kN yields better tensile properties, including an ultimate tensile strength of 141.78 MPa with a 12.30% tensile elongation.
4) These results indicate that the ANFIS model using ��gbellmf�� is accurate and can be used to improve the tensile properties of FS welded AA2024 and AA6061 aluminum alloys.
Acknowledgements
The authors are grateful to Sri Chandrasekharendra Saraswathi Viswa Maha Vidyalaya, Enathur, Kanchipuram, Tamilnadu for funding this research as a university minor research project. The authors also thank to Metal Joining Lab, I.I.T Madras, Chennai, Tamilnadu, India and Omega Inspection and Analytical Laboratory, Chennai, Tamilnadu, India for their technical assistance.
References
[1] YING LI E A T, MURR L E. Friction-stir welding of aluminum alloy 2024 to silver [J]. Journal of Materials Science Letters, 2000, 19: 1047-1051.
[2] HE X, GU F, BALL A. A review of numerical analysis of friction stir welding [J]. Progress in Materials Science, 2014, 65: 1-66.
[3] RAMANJANEYULU K, MADHUSUDHAN REDDY G, VENUGOPAL RAO A, MARKANDEYA R. Structure-property correlation of AA2014 friction stir welds: Role of tool pin profile [J]. Journal of Materials Engineering and Performance, 2013, 22(8): 2224-2240.
[4] GHAFFARPOUR M, DARIANI B M, HOSSEIN KOKABI A, RAZANI N A. Friction stir welding parameters optimization of heterogeneous tailored welded blank sheets of aluminium alloys 6061 and 5083 using response surface methodology [J]. Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture, 2012, 226(12): 2013-2022.
[5] RAJAKUMAR S, MURALIDHARAN C, BALASUBRAMANIAN V. Developing empirical relationships to predict grain size and hardness of the weld nugget of friction stir welded AA7075-T6 aluminium alloy joints [J]. Experimental Techniques, 2012, 36(4): 6-17.
[6] SHANMUGA SUNDARAM N, MURUGAN N. Tensile behavior of dissimilar friction stir welded joints of aluminium alloys [J]. Materials & Design, 2010, 31(9): 4184-4193.
[7] PALANIVEL R, KOSHY MATHEWS P, MURUGAN N. Optimization of process parameters to maximize ultimate tensile strength of friction stir welded dissimilar aluminum alloys using response surface methodology [J]. Journal of Central South University, 2013, 20(11): 2929-2938.
[8] MOHANTY H K, MAHAPATRA M M, KUMAR P, BISWAS P, MANDAL N R. Modeling the effects of tool shoulder and probe profile geometries on friction stirred aluminum welds using response surface methodology [J]. Journal of Marine Science and Application, 2012, 11(4): 493-503.
[9] LOTFI A H, NOUROUZI S. Predictions of the optimized friction stir welding process parameters for joining AA7075-T6 aluminum alloy using preheating system [J]. The International Journal of Advanced Manufacturing Technology, 2014, 73(9/10/11/12): 1717-1737.
[10] LI J Q, LIU H J. Optimization of welding parameters for the reverse dual-rotation friction stir welding of a high-strength aluminum alloy 2219-T6 [J]. The International Journal of Advanced Manufacturing Technology, 2014, 48(1/2/3/4): 95-101.
[11] TANSEL I N, DEMETGUL M, OKUYUCU H, YAPICI A. Optimizations of friction stir welding of aluminum alloy by using genetically optimized neural network [J]. The International Journal of Advanced Manufacturing Technology, 2009, 48(1/2/3/4): 95-101.
[12] SHOJAEEFARD M H, AKBARI M, ASADI P. Multi objective optimization of friction stir welding parameters using FEM and neural network [J]. International Journal of Precision Engineering and Manufacturing, 2014, 15(11): 2351-2356.
[13] FRATINI L, BUFFA G. Metallurgical phenomena modeling in friction stir welding of aluminium alloys: Analytical versus neural network based approaches [J]. Journal of Engineering Materials and Technology, 2008, 130(3): 031001.
[14] SHOJAEEFARD M H, BEHNAGH R A, AKBARI M, GIVI M K B, FARHANI F. Modelling and Pareto optimization of mechanical properties of friction stir welded AA7075/AA5083 butt joints using neural network and particle swarm algorithm [J]. Materials & Design, 2013, 44: 190-198.
[15] TEIMOURI R, BASERI H. Forward and backward predictions of the friction stir welding parameters using fuzzy-artificial bee colony- imperialist competitive algorithm systems [J]. Journal of Intelligent Manufacturing, 2013, 26(2): 307-319.
[16] CIOFFI F, HIDALGO J I, FERN NDEZ R, PIRLING T, FERNND
NDEZ R, PIRLING T, FERNND Z B, GESTO D, PUENTE ORENCH I, REY P, GONZLEZ-DONCEL G. Analysis of the unstressed lattice spacing, d0, for the determination of the residual stress in a friction stir welded plate of an age-hardenable aluminum alloy��Use of equilibrium conditions and a genetic algorithm [J]. Acta Materialia, 2014, 74: 189-199.
Z B, GESTO D, PUENTE ORENCH I, REY P, GONZLEZ-DONCEL G. Analysis of the unstressed lattice spacing, d0, for the determination of the residual stress in a friction stir welded plate of an age-hardenable aluminum alloy��Use of equilibrium conditions and a genetic algorithm [J]. Acta Materialia, 2014, 74: 189-199.
[17] CASEIRO J F, VALENTE R A F, ANDRADE-CAMPOS A, YOON J W. On the elasto-plastic buckling of integrally stiffened panels (ISP) joined by friction stir welding (FSW): Numerical simulation and optimization algorithms [J]. International Journal of Mechanical Sciences, 2013, 76: 49-59.
[18] QIAN ZHANG M M, PANOUTSOS G. Multiple characterisation modelling of friction stir welding using a genetic multi-objective data-driven fuzzy modelling approach [C]// IEEE International Conference on Fuzzy Systems. Taipei, IEEE, 2011: 2288-2295.
[19] ZHAO Da-wei, WANG Yuan-xun, SHENG Su-ning, LIN Zong-guo. Multi-objective optimal design of small scale resistance spot welding process with principal component analysis and response surface methodology [J]. Journal of Intelligent Manufacturing, 2013, 25(6): 1335-1348.
[20] PRAKASH MARAN J, SIVAKUMAR V, THIRUGNANASAMBANDHAM K, SRIDHAR R. Artificial neural network and response surface methodology modeling in mass transfer parameters predictions during osmotic dehydration of Carica papaya L [J]. Alexandria Engineering Journal, 2013, 52(3): 507-516.
[21] MAHER I, ELTAIB M E H, SARHAN A A D, EL-ZAHRY R M. Investigation of the effect of machining parameters on the surface quality of machined brass (60/40) in CNC end milling��ANFIS modeling [J]. The International Journal of Advanced Manufacturing Technology, 2014, 74(1/2/3/4): 531-537.
[22] BABAJANZADE ROSHAN S, BEHBOODI JOOIBARI M, TEIMOURI R, ASGHARZADEH-AHMADI G, FALAHATI- NAGHIBI M, SOHRABPOOR H. Optimization of friction stir welding process of AA7075 aluminum alloy to achieve desirable mechanical properties using ANFIS models and simulated annealing algorithm [J]. The International Journal of Advanced Manufacturing Technology, 2013, 69(5/6/7/8): 1803-1818.
[23] RAJAKUMAR S, RAZALROSE A, BALASUBRAMANIAN V. Friction stir welding of AZ61A magnesium alloy [J]. The International Journal of Advanced Manufacturing Technology, 2013, 68(1/2/3/4): 277-292.
(Edited by YANG Bing)
Received date: 2015-06-18; Accepted date: 2015-10-14
Corresponding author: D.Vijayan; Tel: +98-(0) 9443323005; E-mail: vijaiand2012@gmail.com

