网络首发时间: 2015-04-07 09:27
稀有金属 2016,40(02),97-103 DOI:10.13373/j.cnki.cjrm.2016.02.001
两种热等静压工艺对Ti6Al4V合金力学性能影响的研究
黄俊 薛鹏举 蔡超 魏青松 史玉升 刘锦辉
华中科技大学材料成形与模具技术国家重点实验室
黑龙江科技大学现代制造工程中心
摘 要:
以等离子旋转电极法制备60~200μm粒径的Ti6Al4V合金粉末为材料,研究了两种热等静压工艺(HIP)对Ti6Al4V合金室温拉伸性能与疲劳性能的影响。结果表明:在同时升温升压和先升温后升压HIP工艺下,Ti6Al4V合金的室温拉伸性能相当,抗拉强度σb分别为970和980 MPa,屈服强度σ0.2分别为876和880 MPa,断后延伸率δ分别为9.1%和10.0%;与同时升温升压HIP工艺相比,先升温后升压HIP工艺可明显改善合金的疲劳性能,疲劳极限分别为350和450 MPa。微观组织分析得出:同时升温升压粉末致密化过程中,粉末颗粒的靠近和重排先于颗粒的塑性变形,原始颗粒边界呈较规则空间多边形结构,没有大的变形和破碎,并且颗粒表面杂质元素扩散不充分;先升温后升压粉末致密化过程中,粉末颗粒靠近和重排与颗粒的塑性变形同时发生,原始颗粒边界发生大的塑性变形而被破碎,颗粒之间存在相互插入与包裹,颗粒表面杂质和偏析元素扩散充分,因而先升温后升压HIP工艺后微观组织较粗大,但有更好的疲劳性能。
关键词:
热等静压;Ti6Al4V粉末;原始颗粒边界;致密化过程;力学性能;
中图分类号: TG146.23
作者简介:黄俊(1990-),男,湖北武汉人,硕士研究生,研究方向:热等静压近净成形和快速成形;E-mail:944951154@qq.com;;魏青松,副教授,电话,13296512995,E-mail:wqs_xn@163.com;
收稿日期:2014-08-18
基金:国家自然科学基金项目(51375188);黑龙江省自然科学基金重点项目(ZD201104)资助;
Mechanical Properties of Ti6Al4V Alloy Prepared by Two Different Hot Isostatic Pressing Processes
Huang Jun Xue Pengju Cai Chao Wei Qingsong Shi Yusheng Liu Jinhui
State Key Laboratory of Materials Processing and Die & Mould Technology,Huazhong University of Science and Technology
Modern Manufacture Engineering Center,Heilongjiang University of Science and Technology
Abstract:
Taking Ti6Al4 V alloy powder with size of 60 ~ 200 μm prepared by plasma rotating electrode process as experimental material,the effects of the two different hot isostatic pressing( HIP) processes on the room temperature tensile properties and fatigue properties of HIP specimens were tested. The result showed that under the process of in-phase increasing temperature and pressure and the process of firstly increasing temperature and secondly increasing pressure,the specimens had similar room temperature tensile properties. The corresponding tensile strengths σbwere 970 and 980 MPa,respectively. And the yield strengths σ0. 2were 876 and 880 MPa,respectively. The elongations δ were respectively 9. 1% and 10. 0%. The specimens fabricated under process of firstly increasing temperature and secondly increasing pressure had better fatigue performance with the fatigue limit stress of 450 MPa compared with those under process of in-phase increasing temperature and pressure with the fatigue limit stress of 350 MPa. The microstructure result showed that during the densification of process of in-phase increasing temperature and pressure,the stage of adjoining and rearrangement of the particles were prior to the stage of local plastic deformation on the boundary. The prior particle boundaries existed as regular spatial polygonal structure without big deformation and being broken. And particle surface diffusion of impurity element was insufficient. During the densification underprocess of firstly increasing temperature and secondly increasing pressure,the stage of adjoining and rearrangement of the particles happened at the same time with the stage of large plastic deformation. Powder particles were compressed and even torn,and as a result prior particle boundaries were broken into pieces. Powder particles wrapped and inserted to each other. What's more,the impurity on the particle surface reduced greatly using this process. Despite of coarse grain after HIP,all above had a positive impact on promoting the fatigue performance of part.
Keyword:
hot isostatic pressing; Ti6Al4V powder; prior particle boundary; densification; mechanical properties;
Received: 2014-08-18
热等静压( hot isostatic pressing,HIP) 由于其独特的粉末成形工艺,具有致密度高、力学性能优良、节约材料等优点,特别适合高性能钛、镍合金的节材和近净成形,该技术受到国内外航空界的特别关注[1,2,3],是发达国家竞相研究的热点。学者多在HIP工艺对形状控制及表面质量方面进行研究[4,5],但在HIP工艺对零件性能影响和机制方面的探讨少见报道。
Ti6Al4V合金具有低密度、高比强度和优良的耐腐蚀性能,被广泛用于航天、船舶和医疗领域,并成为新工艺和新设备不可或缺的材料[6]。本文以Ti6Al4V合金粉末为材料,采用两种不同的HIP工艺对合金粉末实施了热等静压实验,对相关试样进行了室温拉伸和拉伸疲劳试验,得到了拉伸和疲劳性能; 分析了试样的微观组织以及拉伸与疲劳断口,探讨了两种HIP工艺对合金粉末致密化过程、微观组织与合金性能的影响。本研究为Ti6Al4V粉末材料热等静压成形工艺及性能表征进行研究,给后续的应用作出参考。
1 实验
实验采用等离子旋转电极法( plasma rotating electrode process,PREP) 制得Ti6Al4V粉末,形貌如图1。粉体呈球形,外表面光滑。粉末粒径为60 ~200 μm。粉末颗粒理论密度4. 4 g・cm- 3。材料化学成分为( 质量分数) : Al-6. 100% ,V-4. 200% ,Fe-0. 120% ,C-0. 010% ,O-0. 080% ,N-0. 010% ,H-0. 002% ,基体为Ti。
图2 为Ti6Al4V粉末表面X射线光电子能谱( X-ray photoelectron spectroscopy,XPS) ,从图2 中可以分析出谱峰对应的表面元素成分依次有Al2p,C 1s,Ti 2p,O 1s,V 2p。粉末颗粒表面元素含量( 质量分数) 从大到小依次为: Ti-39. 18% ,O-37. 96% ,C-16. 29% ,Al-6. 29% ,V-0. 29% 。进一步对高分辨率XPS谱图分峰拟合分析后表明Ti6Al4V粉末表面主要由Ti O2,Al2O3,H2O以及碳的氧化物和碳的氢化物等组成,即球形粉末表面有一定厚度的氧化层。碳化物和氧化层会大大影响成形后的零件的性能,需要在下文所述的粉末处理和工艺优化两个方面来研究解决。
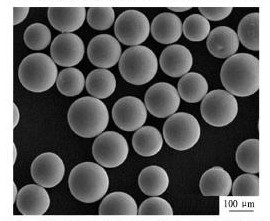
图1 等离子旋转电极法Ti6Al4V粉末颗粒SEM形貌Fig. 1 SEM image of PREP Ti6Al4V powders

图2 Ti6Al4V粉末XPS图谱Fig. 2 XPS spectrum of as-received Ti6Al4V powder
将Ti6Al4V粉末装入20#钢制成的包套( 包套尺寸为 Φ40 mm × 90 mm,壁厚2 mm) ,经震实达到约65% 的相对致密度,在700 ℃ /1 × 10- 4Pa下高温真空净化约5 h,除去碳的氧化物和碳的氢化物,然后封焊包套。分别采用同时升温升压( 工艺1) 和先升温后升压的HIP工艺[7]( 工艺2) 对包套实施热等静压。HIP工艺路线示意图见图3。工艺1: 3 h内同时升温升压到910 ℃ 和120 MPa,保持温度和压强3 h,最后3 h随炉冷却到常温常压;工艺2: 3 h内先将温度升到910 ℃并保持,随后用时3 h将压强升至120 MPa,保温保压3 h,最后3h冷却到常温常压。HIP试验在QIH15 热等静压试验机( ABB,美国) 上完成。拉伸和疲劳试样设计参照国家标准,如图4 所示。试样经切割、机械抛光后在SSX-350 拉伸试验机( 岛津,日本) 上进行室温拉伸性能测试,拉伸速度1 mm・min- 1。在岛津EHF-UV100K2-040-1A型疲劳试验机上进行拉-拉疲劳性能测试,频率f = 40 Hz,应力比R = 0. 1。试样经抛光后采用Kroll试剂侵蚀。使用JSM-7600F场发射扫描电子显微镜( SEM) 观测成形制件的微观组成与断口形貌和微观组织。
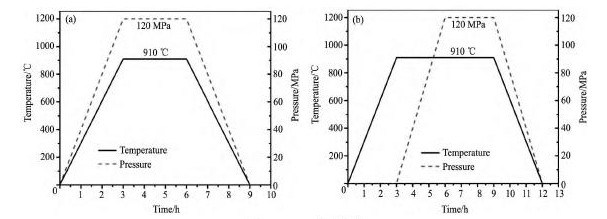
图3 HIP工艺示意图Fig. 3 Sketch of HIP process
(a)Process 1:raising temperature and pressure simultaneously;(b)Process 2:raising temperature first,then raising pressure

图4力学测试试样Fig.4 Mehcanical test sample(unit:mm)
(a)Room temperature tensile test specimen;(b)Fatigue test specimen
2 结果与讨论
2. 1 Ti6Al4V合金的微观组织特征与常温拉伸性能
拉伸试验测得两种HIP工艺成形的Ti6Al4V合金的拉伸性能如表1 所列。从表1 中可以看出,工艺1 中,Ti6Al4V合金的抗拉强度 σb和屈服强度 σ0. 2分别为970 和876 MPa; 工艺2 成形试样的抗拉强度 σb和屈服强度 σ0. 2分别为980 和880MPa; 工艺1 和2 的断后延伸率分别为9. 1% 和10. 0% 。工艺2 和1 的室温拉伸性能相当,均高于同规模Ti6Al4V铸件水平( 拉伸强度为890 MPa,屈服极限为825 MPa) ,与同规模Ti6Al4V锻件( 拉伸强度为930 MPa,屈服极限为860 MPa[8]) 相当,工艺2 的性能比工艺1 略有提高。
表1 粉末热等静压Ti6Al4V室温拉伸性能Table 1 Mechanical properties of powder HIPed Ti6Al4V alloys 下载原图

表1 粉末热等静压Ti6Al4V室温拉伸性能Table 1 Mechanical properties of powder HIPed Ti6Al4V alloys
两种HIP工艺的Ti6Al4V合金显微组织如图5所示。从图5 中可以看出,合金主要由灰( 黑) 色 α相和白色 β 相两相组成[9],β 相沿 α 相边界分布;计算得出,工艺1 微观组织中 β 相含量约为55% ,工艺2 微观组织中 β 相含量约为61% ,略高于工艺1。
两种工艺下的微观组织均由板条晶区和等轴晶区组成。工艺1 下成形制件的微观组织细小,工艺2 的则较粗大; 前者的微观组织能观测到较明显的呈连续空间网状结构的等轴晶区( 如图5( a) 的黑色虚线所示) ,后者则观测不到连续空间网状结构等轴晶区; 两种工艺的显微组织中均存在不同长度的 α 集束,其中观测到的最大的 α 集束长度均约为200 μm。工艺1 中的 α 集束较平直,工艺2的 α 集束短粗和扭曲。
工艺1 和2 拉伸试样断口形貌相同,断面均与拉伸时的正应力方向垂直,均属正断型断口,断口上有明显的纤维区和剪切唇区。图6 所示为工艺1粉末热等静压Ti6Al4V合金的断口显微形貌。从图6 中可以看出断口上存在明显的塑性韧窝,属于典型的微孔聚集塑性断裂类型。
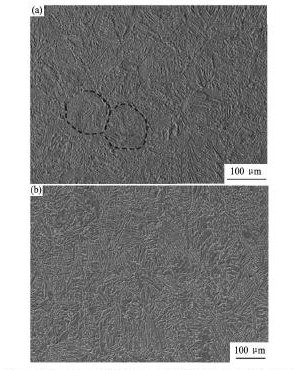
图5 不同HIP工艺Ti6Al4V合金粉末热等静压后的微观组织Fig. 5 SEM images of Ti6Al4V alloy powders by different HIP processes
(a)Process 1;(b)Process 2

图6 Ti6Al4V合金粉末HIP后拉伸试验断口形貌Fig. 6 SEM image of tensie fracture for HIP Ti6Al4V alloy powders
2. 2 Ti6Al4V合金的常温疲劳性能
将两种工艺成形试样的加载应力和疲劳寿命数据整理并进行拟合,得到载荷-寿命曲线如图7所示( 横坐标为疲劳寿命的对数) 。图7 表明工艺1试样的疲劳极限为350 MPa,工艺2 的疲劳极限为450 MPa。断口观测发现: 工艺2 疲劳试样的断口上裂纹萌生处均在靠近试样表面的位置,与常见疲劳断口类似; 工艺1 疲劳试样上裂纹萌生处均在断口内部,且位置分布随机无规律,表明试样内部存在缺陷。
图8 是在500 MPa应力下两种工艺下的疲劳断口形貌。图8( a) 是工艺1 低放大倍数的断口形貌,图中黑色箭头指示处为裂纹萌生处,它在靠近疲劳断口的中间位置。图8( c) 为工艺2 低放大倍数断口形貌,其中的黑色箭头指出的裂纹源位于试样表面附近,可见尺寸与粉末粒径相当的近球形凹坑,为粉末冶金结合处产生的初始裂纹萌生的痕迹。图8( b) 和( d) 是两种工艺下的裂纹源处高倍数的SEM图像,在这两图中均可观察到孔洞和解离断面。

图7 Ti6Al4V合金粉末HIP后拉伸试验疲劳应力寿命曲线Fig. 7 High-cycle fatigue SN curves of Process 1 samples and Process 2 samples ( N: Number of cycles to failure)

图8 两种工艺的疲劳断口微观形貌Fig. 8 SEM images of fatigue fracture under two different processes
(a)Fracture of Process 1;(b)Crack source of Process 1;(c)Fracture of Process 2;(d)Crack source of Process 2
2. 3 两种HIP工艺的合金微观组织形成过程
等离子旋转电极法制备的Ti6Al4V粉末颗粒的显微组织主要由细小交错排列的针状 α'马氏体组成[9,10],α'马氏体中 β 稳定元素处于过饱和状态。在同时升温升压工艺1 中,随着温度的升高针状 α'相中的过饱和 β 稳定元素开始从基体内向板条边界扩散,形成亚稳定的 β 相,导致 α'相中的 β稳定元素贫化,最终 α'相转化成板条 α 相,并且在边界上析出 β 相,这是粉末颗粒内部板条组织产生的主要原因。原始颗粒边界区域和颗粒内部受较大剪切力发生剪切变形,在剪切线上形成位错,板条晶球化形成等轴 α 晶区[11,12,13],原始颗粒边界的等轴 α 晶区呈空间网状结构。而颗粒内部一般应变较小,未发生类似的剪切变形,等轴 α 晶分布无规律。
在先升温后升压的工艺2 下,粉末在未致密之前先经3 h加热到910 ℃,颗粒内部组织已全部由针状 α'马氏体相转变成板条 α + β 相,如图9 所示。在其后的压力作用下,粉末颗粒由于发生大的塑性变形致使 α + β 相发生扭曲或断裂,同时由于加热时间较工艺1 长,扭曲的 α 集束宽化,等轴晶合并长大。
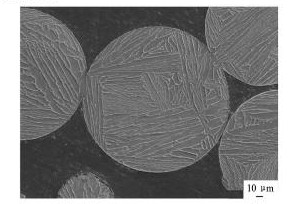
图9 加热3 h后,Ti6Al4V粉末微观组织Fig. 9 SEM image of Ti6Al4V powders after 3 h of heating
2. 4 两种HIP工艺的粉末致密化过程
在HIP开始之前,粉末颗粒之间仍存在大量空隙,颗粒的配位数较小。在同时升温升压HIP工艺1 中,开始阶段,颗粒的靠近和重排是粉末致密化主要机制。颗粒将首先发生平移、转动而相互靠近,某些颗粒被挤入临近孔隙中,大的搭桥孔洞发生崩塌,导致粉末颗粒临近配位数发生明显增大,粉末相对密度迅速增大,此时颗粒未发生大的塑性变形,颗粒间的接触仍以点接触为主。其后的致密化机制主要以颗粒边界部分的塑性变形、局部滑移和扩散蠕变为主[14,15]。
在工艺1 中,颗粒在发生塑性变形前,颗粒之间已相互抵触或相互楔住,只有颗粒边界局部区域发生了大的塑性应变与晶格畸变,形成边界大应变带。这一大应变带由于积累了较大的应变能,在保温保压过程中,边界大应变带发生了动态回复与再结晶形成了大量等轴 α 相。这些等轴 α 相在原始颗粒边界处聚集成空间网状,成为判别原始颗粒边界的标识。图5( a) 中观测到的空间网状结构等轴 α 相区即原始颗粒边界位置。图10 为工艺1 中粉末致密化过程示意图,颗粒A在HIP过程中发生靠近和重排以后,在颗粒边界区域( 颗粒A中的黑色虚线所示) 发生局部的塑性变形,并且在黑色虚线附近产生空间网状等轴 α 相区。
在先升温后升压HIP工艺2 中,颗粒先被加热到910 ℃后再加压,此温度下Ti6Al4V合金屈服强度明显降低并且颗粒间摩擦力增大,颗粒在靠近和重排的同时被扭曲、压扁以致撕裂,颗粒发生了大的塑性变形。其后的致密化机制和工艺1 类似,主要以颗粒局部滑移和扩散蠕变为主。如图11中颗粒B,颗粒靠近和重排的同时发生大的塑性变形,颗粒原始边界( 如图11 颗粒B中黑色虚线区域) 变形和破碎程度远大于工艺1 的情况,在微观组织中难以观测到明显的原始颗粒边界。

图10 Ti6Al4V粉末在工艺1 中致密化过程示意图Fig. 10Diagram of Ti6Al4V powder densification process in Process 1

图11 Ti6Al4V粉末在工艺2 中致密化过程示意图Fig. 11Diagram Ti6Al4V powder densification process in Process 2
与工艺2 相比,工艺1 由于原始颗粒界面呈较规则多边形,颗粒之间的机械咬合力较低。工艺2的原始颗粒界面紊乱,颗粒之间存在相互插入与包裹,颗粒之间的机械咬合力较工艺1 大,对力学性能有更好的贡献。
2. 5 两种HIP工艺对冶金结合的影响
在等离子旋转电极法制备Ti6Al4V合金粉末的过程中,粉末颗粒表面不可避免存在元素的偏析,同时由于储运过程和环境污染等原因,导致在颗粒表面存在Ti O2,Al2O3,H2O以及碳的氧化物及碳的氢化物等各种气体杂质,如图2 的XPS图谱所示。虽然粉末颗粒在HIP前经700 ℃ 真空抽气净化,但原始颗粒表面仍难以完全去除杂质,如Ti O2与Al2O3。富含杂质的原始颗粒表面使得颗粒之间元素扩散和冶金结合受到影响,阻碍晶粒的长大,同时由于其塑性较差,在受力变形时不能与基体的变形相协调,产生位错堆积和应力集中,在原始颗粒边界和基体界面处形成裂纹和孔洞,最终导致颗粒边界的接合力变弱,成为裂纹的主要策源地和扩展通道,降低了合金的力学性能。
Ti6Al4V粉末在先升温后加压的工艺2 下,相当于对粉末进行预热处理后再进行压制。等离子旋转电极法( PREP) 制备的粉末内部相当于一个过饱和空位体[16],先升温的过程中颗粒表面富集的杂质元素会向颗粒内部扩散,杂质元素在颗粒表面的含量因此降低,另外,工艺2 的颗粒变形较大,颗粒表面单位面积的杂质含量较工艺1 低也对颗粒之间更好的冶金结合有贡献。因此,工艺2 能够解缓解粉末氧化层对成形件性能的不利影响。
工艺1 中,延长保温保压的时间,富含杂质的原始颗粒边界区域空间网状等轴 α 组织便会随着时间的延长逐渐合并长大成为具有较大三叉晶界的组织,该组织的断裂裂纹沿三叉晶处萌生和扩展,降低了制件的拉伸性能和疲劳性能。
3 结论
1. 同时升温升压HIP工艺中,Ti6Al4V合金的组织由沿原始颗粒边界的等轴晶区和其内部的板条状晶区组成,等轴晶区呈网状连续空间结构,形成互连通的等轴晶区包裹板条晶区的组织; 先升温后升压粉末HIP工艺中,Ti6Al4V合金组织主要由较宽板条状晶区组成和较粗大的等轴晶组成,等轴晶区不呈现空间连续结构。
2. 同时升温升压和先升温后升压工艺试样的抗拉强度和屈服强度相当,抗拉强度分别为970 和980 MPa,屈服强度分别为876 和880 MPa,断后延伸率分别为9. 1% 和10. 0% 。先升温后升压工艺的试样拉伸性能较同时升温升压略有提高。疲劳极限由350 升高到450 MPa,有较明显提升。
3. 同时升温升压HIP工艺中,粉末颗粒的靠近和重排先于颗粒边界局部塑形变形,原始颗粒边界得到较好保留; 先升温后升压HIP工艺中,粉末靠近和重排与颗粒大塑性变形同时发生,颗粒被压扁以至于撕裂,原始颗粒边界被破碎,颗粒相互插入与包容,同时表面单位杂质含量较工艺1 减少,导致工艺2 的疲劳性能较工艺1 有较大提高。
4. 先升温后升压工艺相对于同时升温升压工艺,对粉末进行预热处理和净化,杂质元素向颗粒内扩散,减少粉末颗粒表面单位面积的杂质含量,有利于冶金结合,提升制件的拉伸和疲劳性能。
参考文献
[1] Zhang Y W.Research and development in P/M superalloy[J].Powder Metallurgy Industry,2009,(4):32.(张义文.热等静压技术新进展[J].粉末冶金工业,2009,(4):32.)
[2] Zhao Y Q.Research on high temperature titanium alloys[J].Titanium Industry Progress,2001,1(1):33.(赵永庆.高温钛合金研究[J].钛工业进展,2001,(1):33.)
[3] Zhang X W.Research progress of functional compositecoatings on Ti6Al4V alloy surface prepared by laser cladding technique[J].Rare Metal Materials and Engineering,2012,41(1):178.(张晓伟.Ti6Al4V合金表面激光熔覆功能复合涂层研究进展[J].稀有金属材料与工程,2012,41(1):178.)
[4] Liu G C,Shi Y S,Wei Q S,Xue P J.Numerical simulation of the densification of 316L powder during hot isostatic pressing[J].Journal of Huazhong University of Science and Technology(Natural Science Edition),2011,39(10):23.(刘国承,史玉升,魏青松,薛鹏举.316L粉末热等静压致密化过程数值模拟[J].华中科技大学学报(自然科学版),2011,39(10):23.)
[5] Yuan W X,Mei J,Samarov V.Computer modeling and tooling design for near net shaped components using hot isostatic pressing[J].Journal of Materials Processing Technology,2007,182(26):39.
[6] Song Z H,Ge X L,Xu X J,Liu Y H,Tao J,Wu G L.Catalysts of solid boronizing of TC4titanium alloy[J].Chinese Journal of Rare Metals,2014,38(4):548.(宋振华,戈晓岚,许晓静,刘云辉,陶俊,吴桂兰.TC4钛合金固体渗硼催渗剂的研究[J].稀有金属,2014,38(4):548.)
[7] Zhang K,Mei J,Wain N,Wu X.Effect of hot isostatic pressing parameters on the microstructure and properties of powder Ti-6Al-4V hot-isostatically-pressed samples[J].Metallurgical and Materials Transactions A,2010,41(4):1033.
[8] Teraoku T.Hot isostatic pressing simulation for titanium alloys[J].International Journal of Powder Metallurgy,2008,44(5):57.
[9] Smarsly W,Lee Y T,Welsch G.Microporosity in hot isostatically pressed Ti-6Al-4V powder compacts[J].Metallurgical Transactions A,1985,16(10):1831.
[10] Besson J,Abouaf M.Grain growth enhancement in alumina during hot isostatic pressing[J].Acta Metallurgica et Materialia,1991,39(10):2225.
[11] Weiss I,Froes F H,Eylon D.Modification of alpha morphology in Ti-6Al-4V by thermomechanical processing[J].Metal.Mater.Trans.A,1986,1(17):1935.
[12] Seshacharyulu T,Medeiros S C,Morgan J T.Hot deformation mechanisms in ELI grade Ti6Al4V[J].Scripta Materialia,1999,41(3):283.
[13] Wang J W,Zeng J M,Lin G K,Wei Q S,Shi Y S.Microstructure and properties of Ti6Al4V alloy prepared by hot isostatic pressing[J].Advanced Materials Research,2012,472:696.
[14] Ashby M F.A first report on sintering diagrams[J].Acta Metallurgica,1974,22(3):275.
[15] Xue P J,Wu Y,Huang J,Wei Q S,Shi Y S,Yan C Z.Near net shape forming process of a titanium alloy component using hot isostatic pressing with graphite mould[J].Applied Mechanics and Materials,2014,599:81.
[16] Mc Cafferty E,Wightman J P.An X-ray photoelectron spectroscopy sputter profile study of the native air-formed oxide film on titanium[J].Applied Surface Science,1999,143(1):92.

