�ǹ���Sn-Znϵ�Ͻ���Ǧ���ϵ�����
κ����, �ƻ���, �� ��, �� ��
(�ϲ���ѧ ���Ͽ�ѧ�빤��ѧԺ, �ϲ� 330031)
ժ Ҫ: ͨ�����ȷ���(DTA), �о�Sn-xZn�Ͻ�(x=2.5~9)�ķ�ƽ���ۻ�����, �����ڼ����ٶ�Ϊ5��/min ʱ, Sn-6.5Zn��Sn-9Zn���ۻ�������ͬ; ͨ��������չ������Sn-xZn�Ͻ���Cu���ı����ϵ���ʪ�ԡ� �������: Sn-6.5Zn��Cu���ı����ϵ���ʪ������Sn-9Zn�� �о�����Ϊ10-3 s-1��10-1 s-1ʱSn-xZn����������, �������: Sn-6.5Zn�Ŀ���ǿ����Sn-9Zn���൱, �������ʸ���Sn-9Zn�� �Դ�Ӻ����������ʵ���о�Sn-xZn/Cu�������ǿ��, ���ֺ���������ǿ����x�����Ӷ����, ��x��6.5ʱ�����ȶ�; x=6.5 ʱ���������, ����Sn-6.5Zn��Sn-Znϵ�о�����õ�ǥ���������ܡ�
�ؼ���: Sn-Zn�Ͻ�; ��Ǧ����; ��ʪ��; ����ǿ��; ������; ����ǿ�� ��ͼ�����: TG4
���ױ�ʶ��: A
Properties of Sn-Zn alloys as lead-free solders
WEI Xiu-qin, HUANG Hui-zhen, ZHOU Lang, ZHANG Meng
(School of Materials Science and Engineering,Nanchang University, Nanchang 330031, China)
Abstract: The non-equilibrium melting behaviors of Sn-xZn alloys (x=2.5-9) were examined by differential thermal analysis(DTA). The results show that at a heating rate of 5��/min, Sn-6.5Zn behaves in the same way as the eutectic Sn-9Zn in melting. The wettability of Sn-xZn alloys on the surface of Cu base material was characterized with dipping and spreading tests, and the results show that Sn-6.5Zn alloy has significantly better wettability on the surface of Cu base material than Sn-9Zn alloy. The tensile tests at strain rates of 10-3 s-1 and 10-1 s-1 show that Sn-6.5Zn alloy has equivalent tensile strength as Zn-9Zn alloy, and better ductility as Sn-9Zn alloy. The strength of Sn-xZn/Cu lap joints increases as x increases, and levels off when x��6.5. The maximum shear force of Sn-6.5Zn/Cu is the largest of all Sn-xZn/Cu joints, which indicates that Sn-6.5Zn alloy has the best solderability of Sn-Zn alloys investigated.
Key words: Sn-Zn alloys; lead-free solder; wettability; tensile strength; elongation; joint strength
������10���Ŭ��, ���緶Χ�ڵ�������Ǧ���ϵ����ƺͷ�չȡ����������Ŀ�ijɾ͡� ���Dz���ɸѡ�����ܴ��洫ͳ����Sn-Pb����Ǧ���ϵĺϽ�ϵ����, ��������ijЩ�Ͻ�ϵ��Ǧ�����Ƴ����г����ĺ���, ��Sn-3.8Ag-0.7Cu����ȡ� ����, ��ĿǰΪֹ���Dz�û�����Ƴ�һ���ܹ���ȫ�����ͳSn-Pb���ϵ���Ǧ���ϡ� ���, ��Ȼ��ijЩ�Ͻ�ϵ��Ǧ���ϵ��о��Ƚϳ���, �����ձ���Ϊδ������Ǧ�����г����γɶ��ֺϽ�ϵ��Ǧ���Ϲ���ĸ�֡�
Sn-Znϵ�Ͻ�����Ǧ���ϺϽ�ϵ֮һ�� ���ڸúϽ�ϵ�й�����Sn-9Zn������ŵ�, �����۵�Ϊ198.6��, �빲��SnPb���۵����, �Ͻ����ǿ�ȼ�����ͭ�����γɵĽ���ǿ�Ƚϸߵ�, ���Ƕ��������˽϶�Ĺ�ע�� �����ǽ�2����, �ⷽ����о������������ࡣ ����Sn-9Zn�Ͻ������ͭ���ĵ���ʪ�Խϲ�, �谭�˸úϽ����ڵ�����ҵ�е�Ӧ�á� ����ĿǰSn-Znϵ�Ͻ��ϵ����ƹ�����༯����ͨ���Ͻ��ֶθ���Sn-9Zn�Ͻ��Cu���ĵ���ʪ��[1-7]��
Sn-9Zn�Ͻ��Cu���ĵ���ʪ�Խϲ�, һ������Zn�ı��������ϴ�[8], ��һ������Ҫ��ԭ��������Zn��������ɲ�����[9-10]�� �Ͻ���Zn������������ɸúϽ����ڵ��Ӻ����е���������, �����ڲ��庸ʱ��������ĺ��Ӳ���, ���ڻ�����ʱ�����ѱ���, ������ϴ���ѵ�[11-12]�� �������, ��������о��߾����ù����ɷ�Sn-9Zn��ΪSn-Znϵǥ�ϳɷֻ������Ͻ�ɷ�, ���ŵ����۵���͡� Ȼ����Sn-Zn��ͼ�п��Կ���[13], ����ϵ���ǹ����Ͻ���Sn-9Zn����һ����Χ��Һ������Zn�������Ͷ����ߵ��ݶ���С, �ʵ�����Zn�����Լ������к�����ֵ�ó��ԡ� ���������о���Zn������Sn-Zn�Ͻ���Cu��������ʪ�Ե�Ӱ��, Zn������Sn-Znϵ�Ͻ�����������ܼ�����Cu�����γɵĺ�����ǿ�ȵ�Ӱ�졣
1 ʵ��
1.1 �Ͻ�����������
Sn-xZn(x=2.5, 4.5, 6.5, 9)�Ͻ������۵Ĵ���(99.9%)�ʹ�п(99.9%)�������ɡ� ��������������¯�н���, ����ʯī�����Լ����������� ��Zn��ѹ��SnҺ��, ��Zn��ȫ�ܽ��������350�沢����5min, ������Ⱥ�����ȴ��
���������ĸ���Sn-xZn�Ͻ���в��ȷ���(DTA)�� DTA�����ڵ���(99.99%)�н���, 100~250��֮�������ٶ�Ϊ5��/min��
1.2 Sn-xZn��Cu��ʪ�ԵIJ���
������ʪ������������չ���������2�ַ�ʽ�����Ͻ���ͭ�����ϵ���ʪ�ԡ� ʵ��������ͭ�ľ�Ϊ��0.1mm�ı��ġ� ʵ��ǰ�ֱ�ͭ���ļ��г���Ӧ��С��ͭƬ, ������������ϴ����: 1%HCl��0.3%NaOH����ˮ�Ҵ��� �����Ϻ����ռ���豸����˾������SKC-8H�Ϳɺ��Բ����Dz�����ʪ��, �乤��ԭ����������̿ɲο�����[7]�� ��������ϴ�ijߴ�Ϊ20mm��10mm��0.1mm ͭƬ��10mm��0.1mm�˽�պ�����������Ͻ�������2mm������ʪ���� �����ٶ�Ϊ20mm/s, ����ʱ��Ϊ10s�� ����ʱ�Ͻ����屣����(260��2)��, ����������Ϊ���ݻƻ����ӵ�������˾������BS-25��Һ���������� ʵ����ȡ����������������ʪ��Ϊ��ʪ�����ݡ� ����ÿһ�ֺϽ�, ʵ���ظ�15��, ȡ����ֵƽ����Ϊ�úϽ�IJ��������
����չ�����������, ȡ0.3g��d5mm�Ͻ�ԲƬ���ھ�����ϴ�ijߴ�Ϊ4mm��4mm��0.1mm��ͭƬ����, ���������Ƶ�������������(RMA)��Ž��¶�Ϊ250��ĺ������в�����5min, ȡ�����������¡� ����ϴ�����������������������������, ��������Image-ProPlus�����Աȷ���������Ͻ����չ����� ��չ��S����ʽ����:
S=(A��-A)/A
ʽ�� A���AΪ�Ͻ���Cu��������չ���������Ͻ�ԭʼ��ԲƬ����� ÿ��ʵ���ظ�5��, ȡ��չ�ʵ�ƽ��ֵ��Ϊ��ʵ��IJ��������
1.3 Sn-xZn�Ͻ��������ܲ���
�����������ܲ��Ե�����GB397��86�������� ���Ͻ�����ֱ��8mm, ��Լ80mm������, �����¶�Ϊ260�档 �ٽ����������ӹ��Ƴɳߴ���ͼ1 ��ʾ���������� ����ʵ������������7�����, ��ȷ������ʱ�����ڽ��ȶ�����֯�ṹ״̬�� ����ʵ����WDW��������ʵ����Ͻ��С� ÿһ�Ͻ�ֱ�������10-3 s-1��10-1 s-1��������ʵ�顣 ÿһʵ���ظ�3��, ȡ3�����ݵ�ƽ��ֵΪ��ʵ������ݡ�
1.4 Sn-Zn / Cu ��������������������������
ͼ2��ʾΪ��Ӻ�������ʾ��ͼ�� ��ϸɰֽ��ĥ�����沢���Ҵ���ϴ, ���ں�������ͿĨ��������������
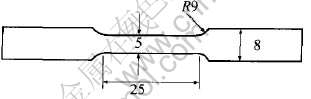
ͼ1 �������ߴ�ʾ��ͼ
Fig.1 Dimensions of tensile test samples(mm)
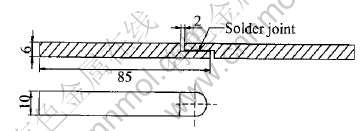
ͼ2 ��Ӻ�ͷģ�����ӵ�ʾ��ͼ
Fig.2 Dimensions of Sn-xZn/Cu solder joint specimen(mm)
��ͼ2��ʾ��0.3g Sn-Zn�Ͻ�ԲƬ������������֮��, ������һ��������260��ĺ�������, ����20min�γɺ��ӵ�, ��ȡ�����䡣 ������������ʱЧԼ48h���������ʵ�顣 ʵ��������λ���ٶ�Ϊ2mm/min, ��¼���������Ϊ�������������� ����ʵ���, ����������չʵ����ͬ�ķ�����������¼����ij�������� �Ժ��������ܵ����������뺸�����Ч����������㺸��Ľ������ǿ�ȡ� ÿһʵ���ظ�5�Ρ� ���о���ͬʱ��Sn-37Pb���ж���ʵ�顣
2 ���������
2.1 ���ȷ���
ͼ3������һϵ��Sn-Znϵ�Ͻ��DTA�������, ������Ӧ�����ȷ���¶����1��ʾ, ����ͬʱ������Sn-Zn��Ԫ�Ͻ���ͼ���õ�Һ�����¶�[13]�� ���Կ���, ����Zn��������, ��Ӧ�ںϽ�
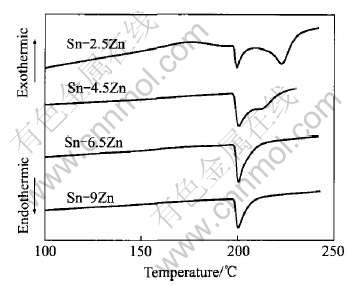
ͼ3 Sn-Znϵ�Ͻ��DTA �������
Fig.3 DTA profiles of Sn-Zn alloys
��1 Sn-Zn�Ͻ�����ȷ��¶�
Table 1 Endothermic peak temperatures of Sn-Zn alloys(��)
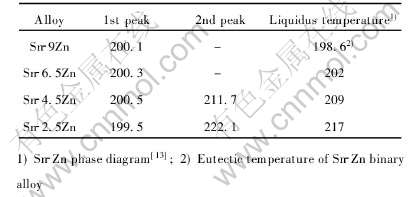
Һ���ߵĵڶ�����С���ڴﵽ6.5%(��������, ��ͬ)ʱ��ȫ��ʧ�� ���ܰ���ƽ����ͼ, Sn-6.5Zn��Sn-9Zn���۵����3.4��, ���������õ�5��/min�������ٶ���, Sn-6.5Zn�Ͻ��ʵ���۵���ۻ���Ϊ�빲���Ͻ�û������ �ڵ�������������������, ���ϵ������ٶ�һ�㶼��Զ����5��/min�� ������ɷֽӽ���������ǹ���Sn-Zn�Ͻ���ʵ��ʹ���е��ۻ���Ϊ�빲���Ͻ�������С, ʵ������ȫ���Ժ��ԡ�
2.2 Sn-xZn��Cu���ĵ���ʪ��
ͼ4��ʾΪ����ʵ�����չʵ��Ľ���� ��ͼ���Կ�����ʪ������չ������Zn�����ı仯��ʾ����ͬ������: ��Sn-9Zn��ʼ����Zn��������, ��ʪ������չ��������, ��Sn-6.5Znʱ�ﵽ���, ����Zn�����Ľ�һ������, ��ʪ������չ���½��� �������, �ǹ�����Sn-6.5Zn��Sn-9Zn�����Ͻ��Cu�����и��õ���ʪ�ԡ�
���ǹ�����Χ��, ����Zn����������, Sn-Zn�Ͻ���۵㽵��, ��һ�����¶�������Ĺ��ȶ�����(��ͼ4�е�������ʾ), ���������, ��������
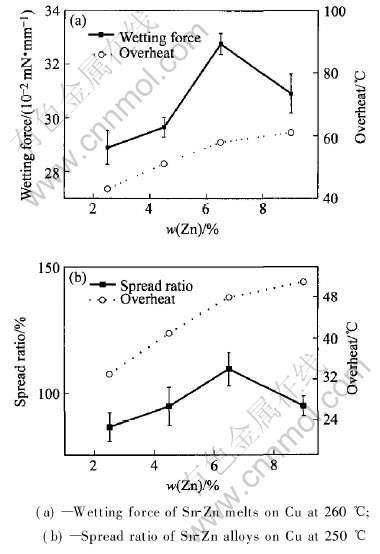
ͼ4 Sn-xZn��Cu���ĵ���ʪ��
Fig.4 Wettability of Sn-xZn on Cu
ʪ; ��һ����, ����Zn���������γ��谭��ʪ��������, ��Zn����������ʹ����ı�����������[8], ��Щ��������ʪ�� ���Zn��������ʪ�Ե�Ӱ��Ӧ��������������������������Ľ���� ��ǰ����, ��Sn-9Zn��������Zn���������۵����ߺ�С, ��ʵ���������������¼����ɺ���, ������Zn�����ļ�������������������ʪ�����ػ�ռ������λ, ����ͼ4��ʾ�Ľ����
���о��еĽ������չʵ��ֱ�����˵��Ӳ�Ʒ������2����Ҫ��ǥ������, �����庸�ͻ������к��ϺϽ���Cu���ĵ���ʪ���Ρ� ͼ4�Ľ������, �����ڲ��庸�����ڻ�������, Sn-6.5Zn����Sn-9Zn�и��õĿɺ��ԡ� ��˿��Եó�, ���ӿɺ��ԵĽǶȿ���, δ��Sn-Znϵ��Ǧ�������Ӧ��Sn-6.5Zn��ijһ�Ͻ�Ϊ�����ɷ�, ����Ŀǰ�о��϶��Sn-9Zn�� ����Sn-9ZnΪ���ĺ��ϺϽ����, ������Zn�����ĺϽ��Լ���Zn�����������������⡣ ����, ���ݲ�ͬ�о���������Ͻ����Sn-9Zn�Ͻ���ʪ�ԵĻ���[1-5], ��Щ�Ͻķ�������6.5%Zn���ҵĺϽ�ʱЧ����������������
2.3 Sn-xZn�Ͻ����������
ͼ5��ʾΪSn-xZn�Ͻ���������ܡ� ���õ���Sn-9Znǿ����������(10-3 s-1����������, 55MPa, 25%)���������������ѧ����(NCMS)��Ǧ���ϼƻ�[14]�����Ľ��ʮ��һ�¡� ���Կ���, ��Zn�����½�, �ںܴ�Χ��Sn-Zn�Ͻ��ǿ�ȶ�Zn������������, ��ά������Sn-9Zn��ͬ��ˮƽ��, ����������Zn�����½�������ߡ� ��2����������������Zn��Ӱ�춼����ˡ� �ϵ͵����������ºϽ�������Խϵ͵�ǿ��, ������ص��о������һ��[15-16], ��ԭ������Ϊ�Ͻ���۵�ϵ�, ���������ܹ��������[17]��
����Sn-Zn�Ͻ���֯�и�Zn���ǿ�ȱ�Sn�����, ����ϸƬ״�ĸ�Zn��Ի�����ǿ�����á� �������, ���Ͻ��еĸ�Zn��ﵽһ������ʱ, ���Ի����ǿ�����ôﵽ���͡� ��ͼ5��ʾ, ��2.5%����, ��������Zn�����Ͳ���ʹǿ����������, ȴʹ������������, �ۺ���ѧ�����½��� ��ǰ����ʪ�Բ�����ȷ������ѳɷݺϽ�Sn-6.5Zn����, ��2����������������������Sn-9Zn�൱����ߵ�ǿ��, ������չ�������Ը���Sn-9Zn��
2.4 Sn-xZn/Cu����ļ���ǿ��
ͼ6��ʾΪ��ͬZn������Sn-Zn�Ͻ���Cu���γɵĴ�Ӻ�����������������ǿ�ȡ� �������ǿ��ϵ�������������Բ�õĺ�����Ч�Ӵ�����õ�, ����ӳ��������ʪ���Ľ�����ǿ��; ��������������������Ч�Ӵ����, ����ӳ���Ǻ��ϵĹ�����(��ʪ��)�ͺ������ǿ�ȵ��ۺ�Ч���� ��ͼ6���Կ���, �ϸߵ�Zn�����Ժ������ǿ���������, ���ﵽ6.5%�����ӾͲ�������;
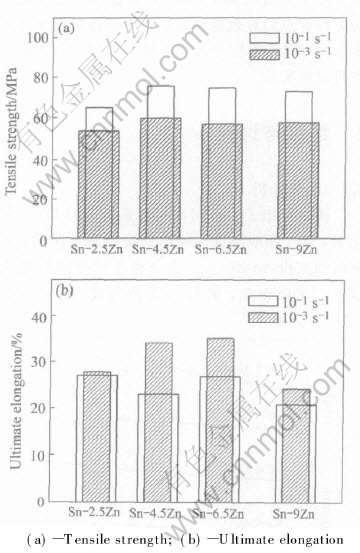
ͼ5 Sn-Zn�Ͻ��������ܵ�Ӱ��
Fig.5 Tensile properties of Sn-Zn alloys
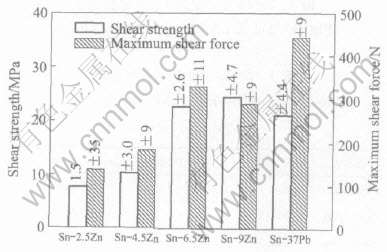
ͼ6 ����ͷ�ļ���ǿ�ȼ�����������Zn�����ı仯
Fig.6 Shear strength and maximum shear force of Sn-xZn/Cu joints
�� ��������������Zn����6.5%��������ߡ� ��һ���ʮ����������ʾ��Sn-6.5Zn�����ơ�
������������Zn�����ı仯���ƴ���������ʪ��(ͼ3)�����ú������ǿ��(ͼ6)��������Zn�����ı仯���Խ���; ���������ǿ����Zn�����ı仯��û�����ԵĽ��͡� ����ʵ��[18]��ʾ, ��������ijɷݷ�Χ(2.5%~9.0%Zn)��ǥ���¶���, Sn-Zn��Cu�����ϵ��ȶ����Cu5Zn8�� ���������仯�������γɶ���ʪ�ͽ�������������, ��Zn�ĺ����ϵ�, ����Cu5Zn8����ܾͲ�����, ʹ�ý��ǿ��ƫ��, ����Ӱ���ڽϸ�Zn����ˮƽ�²�����, ���ڵ�Zn�����±��ͻ���� ������Ǻ������ǿ����Zn�������Ͷ��½�, ��ֻ�ڽϵ�Zn����ʱ�����е�ԭ��, ���д��ڽ�һ������ȷ�ϡ�
ͼ6ͬʱ������ͬ��������õ�Sn-37Pb���ϵĽ����Ϊ����, ���Կ����ͺ������ǿ�ȶ���, Sn-Zn�ĽϺ�ˮƽ�����ɸ���Sn-37Pb, ��ӳ��Sn-Znϵ�������������õĽ��ǿ��; Ȼ����������ȴ���ڽϴ���, ��ӳ��Sn-Zn�����ڹ���������ȷʵ���DZȴ�ͳSn-Pb���ϲ�, �д��ڽ�һ���о����ơ�
3 ����
1) ��һ���ƽ�����������(��5��/min), �ǹ����Ͻ�Sn-6.5Zn�빲���Ͻ�Sn-9Zn���۵���ۻ�����û�����Բ��
2) ��ʪ���� ��ʪ��չ����� ������������3����֤����ʾ: Sn-6.5Zn��Cu���ĵ���ʪ������Sn-9Zn��
3) ��Sn-9Zn���, Sn-6.5Zn����ǿ���൱, ����������������ߡ�
4) Sn-Zn/Cu���������ǿ����Zn�������Ӷ����, ��6.5%�����������ȶ�; ��������������6.5%Znʱ�������, ����Sn-6.5Zn��Sn-Znϵ����Ծ�����õ�ǥ���������ܡ�
��л:
���߸�л����������ѧ�������������ڷ��������и����֧�ֺͰ�����
REFERENCES
[1]Wu C M L, Law C M T, Yu D Q, et al. The wettability and microstructure of Sn-Zn-RE alloys[J] . Journal of Electronic Materials, 2003, 32(2): 63-69.
[2]Lin K L, Shih C L. Wetting interaction between Sn-Zn-Ag solders and Cu[J] . Journal of Electronic Materials, 2003, 32(2): 95-100.
[3]л��ƽ, �ڴ�ȫ, ������, ��. Sn-Zn-Cu��Ǧǥ�ϵ���֯�� ��ʪ�Ժ���ѧ����[J]. �й���ɫ����ѧ��, 2004, 14(10): 1694-1698.
XIE Hai-ping, YU Da-qun, MA Hai-tao, et al. Microstructure, wettability and mechanical properties of Sn-Zn-Cu lead free solder[J]. The Chinese Journal of Nonferrous Metals, 2004, 14(10): 1694-1698.
[4]Wei X Q, Huang H Z, Zhou L, et al. Effect of microalloying on wettability, oxidation and solidification morphology of Sn-9Zn alloy[J]. Journal of Rare Earths, 2005, 23(2): 220-223.
[5]Harris P. Interfacial reactions of tin-zinc-bismuth alloys[J]. Soldering & Surface Mount Technology, 1999, 11(3): 46-52.
[6]Vaynman S, Fine M E, Development of fluxes for lead-free solders containing zinc[J] . Scripta Materialla, 1999, 41(12): 1269-1271.
[7]��Ȫ��, ����, ���|, ��. Sn-9Zn��Ǧ����ǥ���������о�[J] . ����Ԫ�������, 2005, 24(5): 27-29.
JIN Quan-jun, ZHOU Lang, SUN Wei, et al. Development of fluxes for Sn-9Zn lead-free electronic solders[J]. Electronic Components & Materials, 2005, 24(5): 27-29.
[8]Yoon S W, Choi W K, Lee H M. Calculation of surface tension and wetting properties of Sn-based solder alloys[J]. Scripta Materialia, 1998, 40(3): 297-302.
[9]Suganuma K. Advances in lead-free electronic soldering[J] . Current Opinion on Solid State Materials Science, 2001, 5(1): 55-64.
[10]Abtew M, Selvaduray G. Lead-free solders in microelectronics[J] . Mater Sci Eng A, 2000, A27(1): 85-141.
[11]Lee N C. Reflow Soldering Processes and Troubleshooting[M]. Boston: Newnes, 2001.
[12]Wei X Q, Zhou L, Huang H Z, et al. Viscosity transition of ZnO containing rosin[J]. Materials Letters, 2005, 59: 1889-1892.
[13]Massalski T B. Binary Alloy Phase Diagrams[M]. Ohio: ASM International, 1990.
[14]National Center for Manufacturing Sciences. Room temperature tensile properties of lead-free solder alloys[EB/OL]. www.boulder.nist.gov/div853/lead%20free/props01.html, 1998.
[15]Shohji I, Yoshida T, Takahashi T , Hioki S. Tensile properties of Sn-Ag based lead-free solders and strain rate sensitivity[J]. Mater Sci Eng A, 2004, A366: 50-55.
[16]����, ����ƽ, ������, ��. Ӧ�����ʶ�Sn-9Zn�����Ͻ��������ܵ�Ӱ��[J]. ����ѧ��, 2004, 40(11): 1151-1154.
Zhang L, Xian A, Wang G Z, et al. Effect of strain rate on the tensile properties of Sn-9Zn eutectic alloy[J]. Acta Metallurgica Sinica, 2004, 40(11): 1151-1154.
[17]Mavoori H, Vaynman S, Moran B, et al. Creep, stress relaxation, and plastic deformation in Sn-Ag and Sn-Zn eutectic solders[J]. Journal of Electronic Materials 1997, 27(6): 783-790.
[18]Suganuma K, Niihara K, Shoutoku T, et al. Wetting and interface microstructure between Sn-Zn binary alloys and Cu[J] . Journal of Materials Research, 1998, 13(10): 2859-2865.
(�༭����Ⱥ)
�ո�����: 2005-11-05; ������: 2006-10-18
ͨѶ����: κ����, ������; �绰: 0791-3969553; E-mail: xqwei@ncu.edu.cn

