DOI: 10.11817/j.issn.1672-7207.2018.08.031
������������ �Ļ�������Ȼ��նη����Ż�
�Ļ�������Ȼ��նη����Ż�
���ɣ��߽�ҵ�����ʤ������
(������ѧ ���һ���������̬��ҵ�ص�ʵ���ң����� ������110819)
ժҪ���Ի�������Ȼ��ն�Ϊ�о������ڶ���ʺ;ֲ�������ѧƽ�����ۣ������������ά��̬��ֵ����ģ�͡���������������Ϸ�������COMSOL���о����������ڷ��ټ����Ȼ��նγ��ȶԻ�������ս����ȴ���̵�Ӱ����ɡ��Ի�����������������Ϊ�оݣ�����ȫ��������������������������Ȼ���Ч������Ч�������о��������������ij��ҵ�����390��t�ս��Ļ������������ȴ������ڱ������72��m3/h��������Ȼ��նγ���63.00 m���������������յ������£���С���ڷ���������ͬʱ�ӳ����Ȼ��նγ��ȣ��ɻ�ø��ѵ����Ȼ���Ч����
�ؼ��ʣ��ս���ȣ�����ֵģ�⣻�Ż�
��ͼ����ţ�TF046.4 ���ױ�־�룺A ���±�ţ�1672-7207(2018)08-2083-08
Simulation and optimization of heat recovery section of annular cooler based on enthalpy exergy of heat carrier
ZHANG Sheng, GAO Jianye, FENG Junsheng, DONG Hui
(SEP Key Laboratory of Eco-industry, Northeastern University, Shenyang 110819, China)
Abstract: Heat recovery stage of sinter annular cooler was taken as the research object. Two-dimensional steady-state numerical model of sinter annular cooler was established based on porous media and local thermodynamic equilibrium theory. With the help of multi-physics coupling simulation software COMSOL, the influence laws of inlet air velocity and length of heat recovery stage on sinter cooling process in sinter annular cooler were studied and analyzed. In order to recover more regenerative energy, enthalpy exergy of outlet air was regarded as evaluation index of parameter optimization, and full working condition method was used. The results show that for a sinter annular cooler with 3.9 million annual output, the best operating parameters are as follows. The inlet standard flow of cooling air is 720 000 m3/h, and the length of heat recovery stage is 63.00 m. On the premise of meeting production requirements, decreasing the inlet standard flow of cooling air and extending the length of heat recovery stage can obtain better effect of heat recovery.
Key words: sintering; heat transfer; exergy; numerical simulation; optimization
�ڸ��������У��սṤ���е�������Դ���ھ��з�ɢ����Ъ���ص㣬�����ܵ�������������������ص����ƣ�û�б���Ч�ػ������á������ս���ȴ�����ȶֿ�������20 kW��h�����нϴ������ռ�[1-2]�����֮�����������Ҫ��Ϊ�����ս����ȴ��Ҫ����ij��ҵ�����390��t�ս���Ӧ��405 m2�����Ϊ������̨�����з�������������ȴ����ƽ����Ϊ5�Σ��ӽ��϶������γ�Ϊ1�Ρ�2��ֱ��5�Σ������������飬1�κ�2�εij�����ȴ�����¶Ƚϸߣ�������Ϊ���Ȼ��նΣ����������ü����ֽ����ռ����������ȹ�¯���з��磬��3����ȴ����ֱ���ſա���ƽ���ַ�Ϊ���������Ȼ��նγ��������Ƿ�������Լ���������������Ȼ�������Ϊ���ǵĹ�ע���㡣Ŀǰ��������һЩ�о��߶Ի�������ս�����ȴ���̽�������ֵ�о���CAPUTO��[3]�����˻������һά��̬ģ�ͣ������ͬ����������������̬����ģ�ͣ���Ч�ܴ��ȵ�Ԫ�������м��㡣JANG��[4]����������ѻ�������ģ�͵�������������ϲ�ļ�ģ�ͣ�������ά����ģ�ͣ����ڲ����ȼ��������̽�����ģ����㡣ZHANG��[5-7]���Fluent�������û����庯��(UDF)���û��Զ������(UDS)��2��ܣ������˶���ʷ�����ѧ˫��������ģ�ͣ��Ż��ֲ㲼����ʽ�����ղ�������������Ȼ��������ʡ��Ľ�����[8]������ȴ�ܺ����ۣ�ͨ�����Ʊ������ֱ�Ե����ؽ����о�������ͨ���������õ�����������˲������������Ϲ��ڻ�������������̴��ȵ��о��д��ڲ���֮�������ȣ����ô�ͳErgun��ʽ�����ϲ�������ʧ���������ս��������ʧ�������ԣ���Σ��������ʾ��鹫ʽ���㴲�������̻���ϵ����û�жԴ��������̴��Ƚ�������Է���������Ի�����������������������Ϊ������Ե��ж����ݣ�ֻ����������ġ���������δ���ǡ��ʡ���LIU��[9]�Ի������ȵ��������ܼ�����������������Ż�������������˵����в�������������[10]������ƽ�������������������˻������������Դ�ڻ������ù����е�����ʧ����ʧ�����о���������������Ȼ����ʽϵ͵�������2����һ�ǻ����ȡ�ȶε�©�����⣬���ǻ������3�����������������δ�����ã������о���δ˵����ζԵ�3���ڵij������������ȡ�ȡ����������ڶ����ģ����ֲ�������ѧƽ�����ۣ�ͬʱ��̨���ƶ��ٶ�Ƕ��ģ���У������������ȴ���̵Ķ�ά��̬���̴���ģ�͡����ö�����������ģ��COMSOL���ս�������̴��ȹ��̽��з�����㣬���ݱ���������ǰ����ս��ĸ����о�[11-13]����������UDF���ܽ����̼��������ϵ�������崩���ϲ������ϵ����д��ģ�͵��С��ڴ˻����ϣ��о���ȴ������ڷ��ٺ����Ȼ��նγ��ȶԻ��������ȴ���̵�Ӱ����ɣ��Ի����������ȴ���������Ϊ�оݣ���ȡ����������ȹ�������
1 �����ģ�͵Ľ���
1.1 ����ģ��
�ڻ����ʵ�����й����У��ս���滷��̨������ˮƽ�˶������Ȼ��ն��²������������ȹ�¯��ѭ�����壬�������Ȼ��ն��ϲ����ü����ֽ����ռ�������������ȹ�¯���з��磻���ڷ����Ȼ��ն������������������¶ȽϵͶ�δ����Ч���ã�����ֱ�����ŵķ�ʽ���д��������ڻ���������Ȼ�����Ҫ���������Ȼ��նΣ���ˣ�����������Ի�������Ȼ��նν�������ģ�ͣ��ķ�ʽ�����ʾ��ͼ��ͼ1��ʾ��
�ս������֮���γ���״��С������ͬ�Ĺ����������Щ�����ѻ���һ���γɸ��Ӷ��Ŀռ��϶�������������Ҫ�����ܷ�ӳ��Ҫ���ɵ�ǰ���£����ս����м����������ӵĴ�����ȴ���̿���Ϊ��������̻��ȹ���[14]��Ϊ�ˣ��Ի����ģ���������¼��衣
1) ����������豸�����ȶ�������������ȡ�� ��ֵ��
2) �����ڻ��������ȴ�����о��������Զ������ȵ���ʽ���д��ݣ����䴫����ռ������С����˺��Է��䴫�ȵ�Ӱ�졣
3) ���������������Ϊ�����Ķ���ʹǼܣ��ɴ˺��Թ��������ĽӴ����ȣ���Ϊ��ͬ��������²���������ڲ����ȡ�

ͼ1 �ķ�ʽ�����ʾ��ͼ
Fig. 1 Diagram of air blast sinter cooler
1.2 ��ѧģ��
�Զ��������������COMSOLΪ����ƽ̨������������UDF���ܽ��ж��ο�������չ����������������ͻ��ȵ���ֵģ�⡣������������ģ���еĹ��崫�������崫�ȷֱ������ս��������Ļ��ȹ��̣����þֲ�������ѧƽ��ģ������̴��ȹ��̽�����ϡ���������ģ���е�����k-��Ӧ��ģ�Ͷ���ȴ���������ս��Ĺ��̽�����������ʵ�����崫�����������������������Ϻ��¶���ϡ�
1.2.1 �����Է���
 (1)
(1)
ʽ�У���Ϊ�����ܶȣ�kg/m3��ujΪ�����˶��ٶȣ�m/s��
1.2.2 �������䷽��
 (2)
(2)
ʽ�У�PijΪ������ʸ����������ѹ�����������ѹ����Pa��giΪ�����ڵ�λ�������i�����ϵ��������N/m3��fiΪ�����ڵ�λ������巴�����ϵ�������N/m3��
���ڶ����ģ�ͣ����ǵ�����ʹ���Ǽܶ���������������������Ӱ�����ã�Ҫͨ�����Ӷ�����ʧԴ��Si�Զ������̽�������[15]��
 (3)
(3)
ʽ�У���Ϊ���嶯���ȣ�Pa��s��1/��Ϊ�������ϵ����C2Ϊ��������ϵ����
��ʽ(3)��֪��Դ����2������ɣ��ֱ�Ϊ�����ʧ�ʽ(3)�ұߵ�1��Լ�������ʧ�ʽ(3)�ұߵ�2�
��������δ���ô�ͳErgun����[16]�����ݿ�����ǰ���о���ͨ��ʵ�������������������������Ե�����Ergun����[17]�����ڴˣ��������������������ϵ����������ϵ����
 (4)
(4)
 (5)
(5)
ʽ�У���Ϊ��϶�ʣ���Ϊ������״���ӣ�dpΪ����ֱ����m��
1.2.3 ��������
���þֲ�������ѧƽ��˫������������������ս������ȴ�����Ļ��ȹ���[18]���Ի�������ս������ȴ����ֱ����������̡�
���ࣺ
 (6)
(6)
���ࣺ
 (7)
(7)
ʽ�У���s�ͦ�f�ֱ�Ϊ�ս��������ܶȣ�kg/m3��cs��cf�ֱ�Ϊ�ս�����������ݣ�J/(kg��K)��us��uf�ֱ�Ϊ�ս����ƽ���ٶȺ�����������٣�m/s��ts��tf�ֱ�Ϊ����������¶ȣ��棻��s�ͦ�f�ֱ�Ϊ�ս������嵼��ϵ����W/(m��K)��hvΪ����֮�������������ϵ����W/(m3��K)������Achenbach ���ϵʽȷ����
 (8)
(8)
ʽ�У�hΪ����֮���������ϵ����W/(m��K2)���ο�������������ս�������̴���ϵ�����о��ɹ�[19]��ȷ��h��
 (9)
(9)
1.3 �߽�����
������ڲ����ٶȱ߽��������������Ȼ���������ȴ����Ϊ�������ȹ�¯��ѭ�����壬�¶�Ϊ�����ȹ�¯�����¶ȣ���ȴ������ڲ���ѹ���߽������������������ڴ������¶ȱ߽������������ս����뻷����ij�ʼ�¶ȡ�
1.4 ģ��ʵ����֤
���ó���ʽ�ȵ�ż�����ֳ��������������������������¶ȣ�����ģ�����Ա�����֤ģ�͵Ŀɿ� ��[20]������������Ȼ�����ƽ���ֳ�8�Σ�����������8�����(�ֱ���Ϊ1~8)��ÿ�������̨������ƽ��������3�������㣬ÿ��λ�ò�3�Σ�ȡƽ��ֵ��
��������Ȼ��������������¶ȵ�ģ��������Խ���Ա���ͼ2��ʾ����ͼ2��֪��ģ��������Խ��������Ϊ8%�������Ҫ��Դ�ڻ�������������IJ����Լ������豸�IJ��öԻ�����������¶ȳ��ĸ��ţ����������������Χ�ڣ������Ϊ������������ģ���Լ��������ǿɿ��ġ�

ͼ2 ��������ʵ��ƽ���¶���������Ա�
Fig. 2 Comparison of measured and simulated outlet air average temperatures
2 ��������ս����ȴ����Ӱ����ɷ���
����������������Ϊ���������м��㣬��Ӧ�ĸ���������1��ʾ��
����������Ȼ������ڶ������գ��������ȴ�������������ȫ��ת��Ϊ���ܣ��ɴ������������Ϊ��������������Ե��ж����ݡ�������ʽΪ
��1 ������������
Table 1 Parameters of sinter annular cooler at standard condition

 (10)
(10)
ʽ�У�Ex,HΪ����J/h��Ex,H(T)Ϊ�¶���J/h��Ex,H(P)Ϊѹ����J/h��
�¶��ı���ʽΪ
 (11)
(11)
ʽ�У�qm.gΪ��ȴ����������kg/h��cpΪ���ʱ����ݣ�J/(kg��K)��Tout��Tin�ֱ�Ϊ���ڹ����¶�����ڹ����¶ȣ�K��T0Ϊ�����¶ȣ�K��
ѹ���ı���ʽΪ
 (12)
(12)
ʽ�У�RΪ���峣����R=8.314 J/(mol��K)��MΪ����Ħ��������kg/mol��P��P0�ֱ�Ϊ����ѹ���뻷��ѹ����Pa��
ͨ�뻷�������ȴ���壬�ڴ����ϲ�ʱ�����ȵ��ս�������������������Я�����¶����ߣ������ڹ����ϲ�Ĵ��ڣ��������������Ʊػ����������ʧ�����߶����ȵĻ������ò���һ��һ��2��ЧӦ����ˣ����û����������ȴ���������Ϊ��������ж������ǽ�Ϊȷ�ġ�
�����ѽ�������ֵ����ģ�ͣ������о����ڷ��������Ȼ��նεij��ȶԻ��������ȴ���̼����Ȼ�������Ӱ�������
2.1 ���ڷ��ٵ�Ӱ��
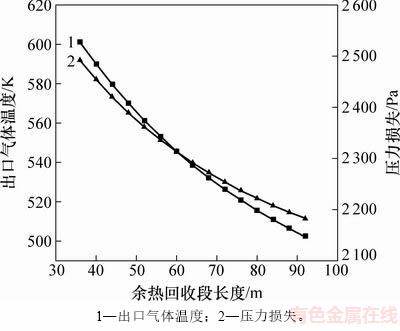
ͨ�����ڷ�����Ըı��������������������ı�̨���²����ڷ��١�ͼ3��ʾΪ�ڲ�ͬ���ڷ��������Ȼ��նγ�����ȴ����ƽ���¶���ѹ����ʧ�仯��
��ͼ3��֪������̨���²���ڷ������ӣ����Ȼ�������������ƽ���¶Ȳ��Ͻ��ͣ���������������ڷ������ӣ���λ�����ս����䵽����ȴ���������ӡ��������غ㶨�ɿ�֪������ʼ�¶�һ��ʱ����λ�����ս��Я�����������䣬���������������ӣ���λ��ȴ�����ȡ���������٣�����Ӧ�¶��������͡�������ڷ������ӣ����崩���ϲ��ѹ����ʧ�������ӡ����������崩���ս��������Ծ����ģ����ڹ�������Ĵ��ڣ�������������ͨ������ʱ����������ʧ�������ʧ����2����ʧ�ǹ����������ٵĵ�������������Ϊ�˷�2����ʧ��Ҫ����̨���²�ѹǿ����ͬʱ���ӷ���ĺĵ硣
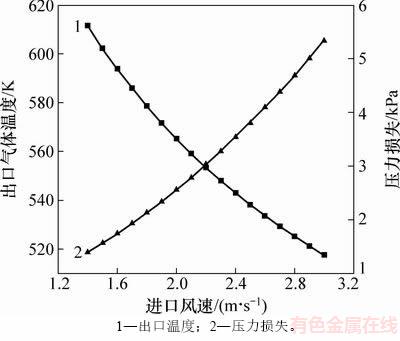
ͼ3 ��������ƽ���¶ȼ�ѹ����ʧ����ڷ��ٱ仯
Fig. 3 Changes of average temperature of outlet air and pressure loss with inlet air speeds
���Ȼ��նγ�������������������ڷ��ٱ仯��ͼ4��ʾ����ͼ4��֪�����Ž��ڷ�������ʼʱ���������������������������ʲ��ϼ������ڴﵽ��ֵ֮��ʼ���䣬�������ڳ������������¶���ѹ����2������Ӱ�졣����������Я�����¶�ȡ��������������¶ȣ����Ž��ڷ��������ڳ����������������������ӵ�ͬʱ�¶����½�����ζ�������ڲ������Ӷ��ܼ�ȴ���Ͻ��ͣ��¶�������������ƣ��������ٶȲ��ϼ����������Ž��ڷ����������崩���ϲ��������ʧ�������ӣ�ѹ������������Ϊ��ֵ���ۺ�����2��ԭ��������������ڷ��ٵı仯�����յ㣬�˹յ��Ӧ�ķ���Ϊ�����������µ���ѽ��ڷ��٣�Ϊ1.82 m/s����Ӧ��������������Ϊ36��m3/h��
2.2 ���Ȼ��նγ��ȵ�Ӱ��
ij��ҵ�������̨��ǰ������ƽ����Ϊ5�Σ�ȡǰ2��Ϊ���Ȼ��նΣ��ռ�����������������ȷ��磬��3����ȴ����ֱ���ſա�ͼ5��ʾΪ�ڲ�ͬ���Ȼ��նγ����³��������¶ȼ�ѹ����ʧ�ı仯��
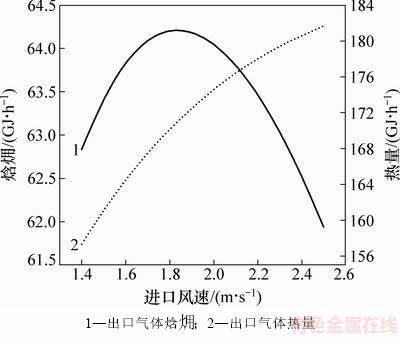
ͼ4 ��������������������ڷ��ٱ仯
Fig. 4 Changes of enthalpy exergy and heat quantity of outlet air with inlet wind speeds
ͼ5 ��������ƽ���¶ȼ�ѹ����ʧ�����Ȼ��նγ��ȱ仯
Fig. 5 Changes of average temperature of outlet air and pressure loss with the length of heat recovery stage
��ͼ5��֪���������Ȼ��նγ������ӣ���������ƽ���¶Ȳ����½�����������̨���ڵ��ս����ǰ���Ĺ������¶Ȳ����½������Ȼ��նγ���Խ�������ն����ս���ƽ���¶�Խ�ͣ�����������¶�Ҳ��֮�½���
��ͼ5����֪���������Ȼ��նγ������ӣ���������ƽ��ѹ����ʧ���Ͻ��͡�����̨��ǰ�����ս���¶Ȳ��Ͻ��ͣ����崩���ϲ�ʱ���յ��������٣������¶���������С�����ǵ�������������ԣ��¶�Խ��������Խ�ͣ���ˣ������ڴ����ϲ�ʱ�ٶ����ӱ仺���ϲ�������ʧ���ٶȵ�Ӱ�죬�ٶ�ԽС��������ʧԽС��
ͼ6��ʾΪ���������������������Ȼ��նγ��ȱ仯����ͼ6��֪���������Ȼ��նγ������ӣ�����������Ҳ�����˹յ㡣��ԭ����������ڷ��ٵ����ơ��ӳ����Ȼ��նγ��ȣ���������ƽ���¶������½���ͬʱҲ��ζ�ż�����������ӣ����ճ��������������ӡ���ͼ6��֪������Ȼ��նγ���Ϊ63.00 m��
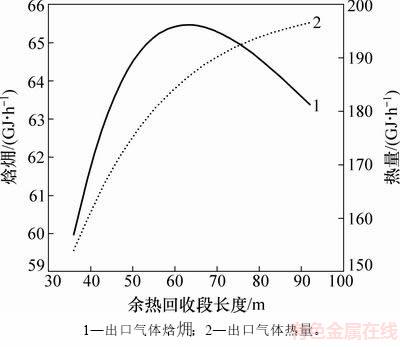
ͼ6 ���������������������Ȼ��նγ��ȱ仯
Fig. 6 Changes of enthalpy exergy and heat quantity of outlet air with length of heat recovery stage
3 ���������Ż�
3.1 ���㹤��
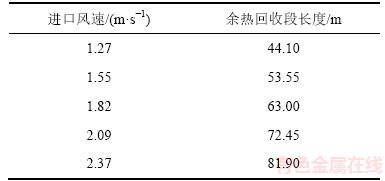
����ֻ��Խ��ڷ��������Ȼ��նγ�����2�����������Ż�������Ϊ�˵õ������꾡���о����������ȫ�����������Ż�������ȡ2�����������������5���������������ֵ���2��ʾ��ʵ���Ż���ָ��ΪÿСʱ������������
3.2 ������
����COMSOL����������������ϲ���ˮƽ���м��㣬������3��ʾ��
��2 ����������ʵ����ֵ
Table 2 Operating parameters and experimental values
��3 ��ͬ�������������
Table 3 Simulation results from different operating conditions
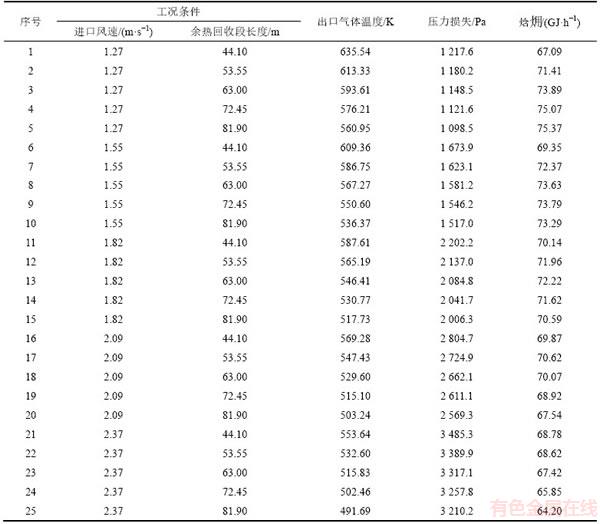
�ɱ�3��֪�ڿ���2�����ع�ͬӰ�������£�˫��������ˮƽ������£����ڷ���Ϊ1.274 m/s�����Ȼ��նγ���Ϊ81.90 m���ɴ˵õ����Ź�����ÿСʱ���ճ����������Ϊ75.37 GJ�������й���������17.4%��
Ȼ������2�����ص����ˮƽΪ�о������ı�Ե��ֵ�������ڷ���Ϊ�о���Χ�ڵ���Сֵ�����Ȼ��նγ���Ϊ�о���Χ�ڵ����ֵʱ�����õĹ�������ﵽ���š����潫̽������������ͽ��ڷ��ٻ����ӳ����Ȼ��նγ��ȣ��Ƿ���Եõ����ŵĽ����
��ͬ���Ȼ��նγ����³�������������ڷ��ٱ仯��ͼ7��ʾ����ͼ7��֪���ڲ�ͬ���Ȼ��նγ��������£����Ž��ڷ��ٸı䣬��λʱ��������������������С���ɴ˿��Եõ���ѵĹյ�λ�ã������Ȼ��նγ���Ϊ44.10 mʱ����Ӧ����ѽ��ڷ���Ϊ1.90 m/s�������Ȼ��ճ���Ϊ55.35 mʱ����ѽ��ڷ���1.61 m/s�������Ȼ��ճ���Ϊ63.00 mʱ����ѽ��ڷ���1.30 m/s���������Ȼ��նγ������ӣ����Ӧ����ѽ��ڷ���ԽС���ҷ�ֵ��λ�ø��ߡ�����ζ���ӳ����Ȼ��նγ��ȣ��ܹ��ﵽ���õ����Ȼ���Ч����
ͼ8��ʾΪ�ڲ�ͬ���ڷ��������£����������������Ȼ��նγ��ȱ仯����ͼ8��֪��ͬ�Ľ��ڷ���Ҳ�����Ӧ��������Ȼ��նγ��ȣ������ڷ���Ϊ1.55 m/sʱ����Ӧ������Ȼ��նγ���Ϊ70.00 m�������ڷ���Ϊ1.82 m/sʱ����Ӧ��ѳ���Ϊ61.00 m�������ڷ���Ϊ2.10 m/s��Ӧ��ѳ���Ϊ55.00 m�����Ž��ڷ������ӣ����Ӧ��������Ȼ��նγ���ԽС������ֵ�����ͣ���������ͽ��ڷ��ٿɴﵽ���õ����Ȼ���Ч����
ͨ�����Ϸ�����֪���ӳ����Ȼ��նγ��Ȳ�ͬʱ���ͽ��ڷ��٣����Եõ����ߵĵ�λʱ����������������õ����Ȼ���Ч����
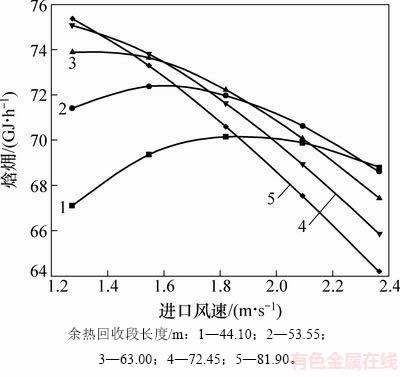
ͼ7 ��ͬ���Ȼ��նγ��������³�������������ڷ��ٱ仯
Fig. 7 Changes of enthalpy exergy of outlet air with inlet wind speeds at different length of heat recovery stage
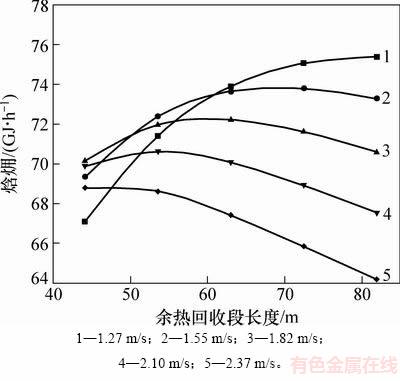
ͼ8 ��ͬ���ڷ��������³��������������Ȼ��նγ��ȱ仯
Fig. 8 Changes of enthalpy exergy of outlet air with length of heat recovery stage at different inlet wind speeds
4 ����
1) ��������ǰ���о���õ��������������ս�����������������ϵ���Լ��ս�����̴���ϵ����ͨ��UDF���ο�������Ƕ��ģ���У������������˵��ս����ȴ���̼���ģ�͡�
2) �Գ�����������Ϊ���Ȼ���Ч�����ж����ݣ��о���һ���ضԻ�������ս����ȴ���̵�Ӱ�죻�ڱ������£��ı䵥һ���صõ�������Ȼ���Ч�������ڷ���Ϊ1.82 m/s�������й����½��ڷ�����ȣ�����5.36%�����Ȼ��նγ���Ϊ63.00 m����Ŀǰ������ȣ�����31.25%��
3) �ۺϿ��ǽ��ڷ����Լ����Ȼ��նγ���2�����ضԻ�������Ȼ��յ�Ӱ�죬����ˮƽ���Ϊ���ڷ���1.27 m/s�����Ȼ��նγ���Ϊ81.90 m�������й�����ȣ��˹����³������������17.4%��������������Ҫ�������£���������ͽ��ڷ��ٲ�ͬʱ�ӳ����Ȼ��նγ��ȣ��ɻ�ȡ���ѵ����Ȼ���Ч����
�ο����ף�
[1] �̾ž�, ������, �´�ϼ, ��. ������ҵ������Դ�Ļ���������[J]. ����, 2007,42(6): 1-7.
CAI Jiuju, WANG Jianjun, CHEN Chunxia, et al. Recovery of residual-heat integrated steelworks[J]. Iron and Steel, 2007, 42(6): 1-7.
[2] �̾ž�, ����, ����, ��. �ս����������Դ�ּ��������ݼ������о�[J]. ����, 2011,46(4): 88-92.
CAI Jiuju, DONG Hui, DU Tao, et al. Study on grade recovery and cascade utilization of waste heat from sintering-cooling process[J]. Iron and Steel, 2011, 46(4): 88-92.
[3] CAPUTO A C, CARDARELLI G, PELAGAGGE P M. Analysis of heat recovery in gas-solid moving beds using a simulation approach[J]. Applied Thermal Engineering, 1996, 16(16): 89-99.
[4] JANG J Y, CHIU Y W. 3-D Transient conjugated heat transfer and fluid flow analysis for the cooling process of sintered bed[J]. Applied Thermal Engineering, 2009, 29(14/15): 2895-2903.
[5] ZHANG Xiaohui, CHEN Zhuo, ZHANG Jiayuan, et al. Simulation and optimization of waste heat recovery in sinter cooling process[J]. Applied Thermal Engineering, 2013, 54(1): 7-15.
[6] �ż�Ԫ, ����һ, ������, ��. ������ֲ㲼�Ϸ������Ż�[J]. ����ѧ��, 2012, 63(5): 1385-1390.
ZHANG Jiayuan, TIAN Wanyi, DAI Chuande, et al. Simulation and optimization of sinter annular cooler layer-loading[J]. CIESC Journal, 2012, 63(5): 1385-1390.
[7] ��ï, ĸ��ͬ, �ż�Ԫ, ��. �սỷ����ֲ㲼�ϵ���ֵģ�����Ż�[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2013, 44(3): 1228-1234.
LI Mao, MU Yutong, ZHANG Jiayuan, et al. Numerical simulation and optimization of sinter cooler in multilayered burden distribution[J]. Journal of Central South University (Science and Technology), 2013, 44(3): 1228-1234.
[8] �Ľ���, ������, ������. ���ڻ������ȴ�ܺ���СĿ��Ĺ��ղ����Ż�[J]. �����о�ѧ��, 2016, 28(1): 13-19.
XIA Jianfang, YU Xiangyang, ZHAO Xianqiong. Optimization of process parameters based on minimum target of cooling energy consumption of sinter cooler[J]. Journal of Iron and Steel Research, 2016, 28(1): 13-19.
[9] LIU Yan, YANG Jian, WANG Jin, et al. Energy and exergy analysis for waste heat cascade utilization in sinter cooling bed[J]. Energy, 2014, 67(4): 370-380.
[10] ������, �����, ���ā�, ��. ��������Ȼ���������ϵͳ����������[J]. ����, 2015, 50(12): 60-66.
LIU Chuanpeng, LI Guojun, LIN Wenquan, et al. Energy analysis of waste heat recovery and utilization system for ring cooler[J]. Iron and Steel, 2015, 50(12): 60-66.
[11] ����, ����, �̾ž�, ��. �ս�-��ȴϵͳ��©������[J]. ����, 2012, 47(1): 95-99.
DONG Hui, ZHAO Yong, CAI Jiuju, et al. Leakage of sintering-cooling system[J]. Iron and Steel, 2012, 47(1): 95-99.
[12] ���þ�, ����, ���ʤ, ��. �ս�-��ȴ-���Ȼ���ϵͳ����ѧ����[J]. �����о�ѧ��, 2015, 27(1): 16-21.
XUN Yongjun, DONG Hui, FENG Junsheng, et al. Thermodynamic analysis of waster heat recovery for sinter-cooling system[J]. Journal of Iron and Steel Research, 2015, 27(1): 16-21.
[13] FENG J, DONG H, DONG H. Modification of Ergun��s correlation in vertical tank for sinter waste heat recovery[J]. Powder Technology, 2015, 280(1): 89-93.
[14] HINKLEY J, WATERS A G, LITSTER J D. An investigation of pre-ignition[J]. International Journal of Mineral Processing, 1994, 42(1/2): 37-52.
[15] ��ΰ, ������, ������. ����ʴ��ȴ���������Ӧ��[M]. ����: ��ѧ������, 2006: 28-32.
LIU Wei, FAN Aiwu, HUANG Xiaoming. Porous media theory and application of heat and mass transfer[M]. Beijing: Science Press, 2006: 28-32.
[16] LEONG J C, JIN K W, SHIAU J S, et al. Effect of sinter layer porosity distribution on flow and temperature fields in a sinter cooler[J]. International Journal of Minerals, Metallurgy and Materials, 2009, 16(3): 265-272.
[17] ���ʤ, ����, ������, ��. �ս����Ȼ��������ڹ̶��������������[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2014, 45(8): 2566-2571.
FENG Junsheng, DONG Hui, LI Mingming, et al. Resistance characteristics of fixed bed layer in vertical tank for recovering sinter waste heat[J]. Journal of Central South University: Science and Technology, 2014, 45(8): 2566-2571.
[18] FENG Junsheng, DONG Hui, GAO Jiaye, et al. Numerical investigation of gas-solid heat transfer process in vertical tank for sinter waste heat recovery[J]. Applied Thermal Engineering, 2016, 107(25):135-143.
[19] ���ʤ, ����, ������, ��. �ս�����Ȼ������������̴�������[J]. ����ѧ��, 2015, 66(11): 4418-4423.
FENG Junsheng, DONG Hui, LIU Jingyu, et al. Gas-solid heat transfer characteristics in vertical tank for sinter waster heat recovery[J]. CIESC Journal, 2015, 66(11): 4418-4423.
[20] ��С��, �ż�Ԫ, ������, ��. �ս����ȴ������ֵ�������Ż�[J]. ����ѧ��, 2011, 62(11): 3081-3087.
ZHANG Xiaohui, ZHANG Jiayuan, DAI Chuande, et al. Optimization and simulation of sinter cooling process[J]. CIESC Journal, 2011, 62(11): 3081-3087.
(�༭ �����)
�ո����ڣ�2017-08-03�������ڣ�2017-09-23
������Ŀ(Foundation item)����ʮ���塱���ҿƼ�֧�żƻ���Ŀ(2015BAB18B00)(Project(2015BAB18B00) supported by the National Science and Technology Pillar Program during the 12th ��Five-year�� Plan Period of China)
ͨ�����ߣ����ԣ����ڣ���ʿ����ʦ������ұ������������ܸ�Ч���������о���E-mail��Dongh@mail.neu.edu.cn

