文章编号:1004-0609(2009)09-1671-07
软接触电磁连铸高频调幅磁场作用规律的瞬态分析
王宏明1, 2,任忠鸣1,李桂荣2,赵玉涛2
(1. 上海大学 材料科学与工程学院,上海 200072;
2. 江苏大学 材料科学与工程学院,镇江 212013)
摘 要:利用软接触电磁连铸过程电磁场计算模型,对方波和正弦波调幅磁场进行瞬态分析,研究调幅激励电流密度与结晶器内金属液中的磁感应强度和电磁力之间的响应关系。结果表明:磁感应强度幅值与激励电流密度幅值呈正比关系,两者随时间变化规律一致;调幅磁场磁感应强度变化频率与高频激励电流密度的频率一致,且磁感应强度幅值和磁感应强度变化频率都与调幅波的频率无关,这是通过电流密度调幅获得调幅磁场的依据;调幅磁场电磁力与调幅磁场磁感应强度的平方成正比,与调幅电流密度的平方成正比,电磁力幅值变化周期与调幅电流密度幅值变化周期一致,电磁力变化频率是高频激励电流密度变化频率的两倍。这给调幅磁场通过控制激励电流密度来控制电磁力提供了依据。
关键词:电磁连铸;高频调幅磁场;瞬态分析;磁感应强度;电磁力
中图分类号:TG 249.7;TG 111.4 文献标识码:A
Transient analysis of high frequency amplitude-modulated magnetic field during soft-contact electromagnetic continuous casting
WANG Hong-ming1, 2, REN Zhong-ming1, LI Gui-rong2, ZHAO Yu-tao2
(1. School of Materials Science and Engineering, Shanghai University, Shanghai 200072, China;
2. School of Materials Science and Engineering, Jiangsu University, Zhenjiang 212013, China)
Abstract: A calculation model of electromagnetic field in soft contact electromagnetic continuous casting process was developed and a transient analysis on electromagnetic field amplitude-modulated with sine wave and square wave was carried out. The responsive relation of magnetic induction density (B) and electromagnetic force (Fem) to exciting current density of amplitude-modulate magnetic field (AMMF) was investigated via the model. The results show that the amplitude of magnetic induction density (Bm) is in direct proportion to the amplitude of exciting current density (Jm). The frequency of B is consistent with that of exciting current density. Both Bm and frequency of B are independent of the frequency of modulating wave. The results are theoretical basis of AMMF induced by modulating the exciting current density. The value of Fem is in direct proportion to the square of magnetic induction density as well as the square of the exciting current density. The variation cycle of amplitude of Fem is consistent with that of Jm. The frequency of Fem is doubled that of exciting current density. The results are bases for controlling Fem by adjusting exciting current density.
Key words: electromagnetic continuous casting; high frequency amplitude-modulated electromagnetic field; transient analysis; magnetic induction density; electromagnetic force
电磁软接触连铸技术[1-2]利用电磁场控制结晶器内金属凝固行为,该技术能显著提高铸坯的质量,成为近年来备受关注的研究方向[3-4]。施加的高频磁场形式对软接触效果有重要影响,在施加连续恒幅磁场的基础上,研究者根据结晶器振动导致弯月面变形和液面波动行为[5]以及保护渣道压力变化[6]等,相继提出采用间嵌磁场[7]、复合磁场[8]和调幅磁场[9-10]等方案,这些特殊磁场的共同特征是磁场的幅值随时间变化,在金属中产生随时间变化的电磁力,利用该变化的电磁力来抵消或减弱结晶器振动导致的初始凝固区域的弯月面变形、液面波动以及和渣道压力变化,达到准确控制初始凝固的目的。LI等[11]和ZHOU等[12]对间嵌磁场和复合磁场下弯月面行为及铸坯表面质量改善效果进行了实验研究,LEI等[13]研究了调幅磁场下耦合结晶器振动连铸技术和无振动结晶器电磁连铸技术。这些前期研究表明:采用调幅磁场可以有效减弱结晶器振动导致的弯月面变形、液面波动以及渣道压力波动,从而提高软接触电磁连铸效果。然而,以往这些研究多采用金属热模拟或半连铸试验考察不同磁场下弯月面变形和波动行为、拉坯阻力变化以及铸坯表面质量的改善效果等,对高频调幅磁场在结晶器内金属液中的作用规律缺少更深入的认识。因此,要实现外加调幅磁场准确控制结晶器内金属的凝固过程,不仅要考察不同调幅磁场的这种宏观作用效果,更需要弄清激励电流密度与结晶器内金属中的磁场、电磁力及感应热之间的响应关系,这需要对结晶器内的高频调幅磁场对激励电流密度的响应进行瞬态分析。
王宏明等[14]建立了软接触电磁连铸过程高频磁场瞬态分析计算模型,验证了模型计算结果的准确性并对连续恒幅高频磁场进行瞬态分析,研究了高频正弦波激励电流下磁场、感应电流和电磁力的瞬时变化规律。本文作者从调幅磁场的激发原理出发,研究高频调幅磁场的激励电流密度与磁感应强度、电磁力等的响应关系,以弄清高频调幅磁场的作用规律,为调幅磁场在软接触电磁连铸技术中的应用提供理论基础。
1 电磁场计算数学模型
软接触电磁连铸过程电磁场瞬态分析计算模型的建立及验证参见文献[14]。
2 高频调幅磁场激发原理与瞬态分析的必要性
调幅磁场的特征是磁感应强度幅值随时间按既定规律变化。目前,获得调幅磁场的方法主要有两种:一是对输出的恒幅磁场通过磁场叠加,改变磁场的幅值。这种方法往往需要两套磁场系统,对感应器的设计较复杂,因此该方法没有太多优势。另一种是对高频磁场的激励电源输出进行调制,使得施加到感应器上的电压或电流的幅值按既定规律变化,进而在感应器内激发出调幅磁场。该方法只需对普通的高频磁场电源进行输出控制,设备相对简单且容易调控,是获得高频调幅磁场较理想的方法,也是本文研究的调幅磁场的激发原理。
随时间作正弦变化的电磁场是材料电磁加工技术中最常用到的磁场,也是最基本的时变电磁场,不调幅时通入感应线圈的电流为高频正弦电流,在空载感应线圈内产生的高频磁场可近似认为是随时间作正弦变化的稳态时谐电磁场[14-15]。假定无调幅时线圈中的激励电流密度为
 因此,在感应线圈中激励产生频率为f1的连续恒幅磁场。引入调幅波函数F(t)(周期函数)对电流密度幅值Jm进行调制,则感应线圈中的激励电流密度函数为
因此,在感应线圈中激励产生频率为f1的连续恒幅磁场。引入调幅波函数F(t)(周期函数)对电流密度幅值Jm进行调制,则感应线圈中的激励电流密度函数为
 这样,在感应线圈中激励产生幅值随时间变化的非稳态调幅磁场。
这样,在感应线圈中激励产生幅值随时间变化的非稳态调幅磁场。
对式(1)中的连续恒幅电流所激发的稳态磁场可以采用瞬态分析和谐波分析,但对式(2)中的调幅激励电流密度所激发的非稳态磁场则必须采用瞬态分析,即将高频电流在一个连续时域内离散化,计算不同时刻的电流密度载荷,在ANSYS瞬态分析模块中,增加载荷施加模块,按时间步加载对应的电流密度载荷,计算瞬态电磁场。
3 结果与分析
3.1 调幅磁场磁感应强度的变化规律
3.1.1 方波调幅磁场磁感应强度的变化规律
方波调幅磁场的实质是两个或多个幅值不同的恒幅磁场按一定时间顺序依次施加,为研究磁场的幅值与激励电流密度幅值的关系,计算了20 kHz的高频正弦电流在幅值电流密度分别为J1m=3.3 MA/m2和J2m=6.6 MA/m2时激励出的磁场特征。
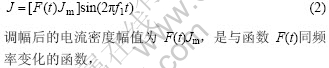
图1所示为激励电流密度曲线及瞬态分析得到结晶器内金属液面下方5 mm处(沿结晶器高度方向上磁感应强度最大值位置[15])金属液柱侧表面上分瓣体中心对应点的磁感应强度随时间的变化规律。由图1可以看出,幅值恒定的高频正弦激励电流激发幅值恒定的高频交变磁场,磁场的幅值与激励电流密度的幅值呈正比关系,磁场频率与激励电流密度变化频率相同,近似符合简谐波的变化规律。但仔细研究发现,磁感应强度随时间变化曲线稍滞后于激励电流密度曲线(滞后约2.0 μs),该滞后时间与激励电流密度幅值及磁场的幅值无关,这说明结晶器内金属液中的磁场不是真正的简谐波磁场,但由于该滞后时间非常短,前期研究将高频正弦电流在结晶内激发的磁场按简谐波磁场计算时不会带来明显误差。
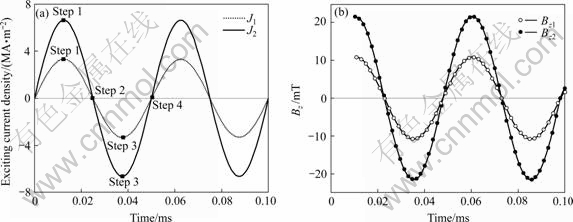
图1 不同电流幅值时,磁感应强度随时间的变化特征
Fig.1 Character of magnetic flux density varied with time at different exciting current density amplitude values: (a) Exciting current density; (b) Magnetic induction density
图2所示为不同电流密度幅值时,金属液柱侧表面分瓣体中心线和切缝中心线上的磁感应强度在一个变化周期内(图1中Step 1~4)的变化情况。结果表明,作用在金属液柱侧表面的磁感应强度都与激励电流密度幅值呈正比关系,即Bm∝Jm;激励电流密度幅值的改变只影响磁感应强度的大小,不影响金属液柱侧表面的磁感应强度分布规律,这给方波调幅磁场的幅值控制提供了理论依据。另外,在激励电流密度归零时,由于结晶器壁涡流的存在,作用在金属液上的磁感应强度不为零,特别是在磁场集中区域,结晶器壁的感应涡流会产生明显的磁场,使得结晶器内金属液中的磁场不再是简谐波磁场。
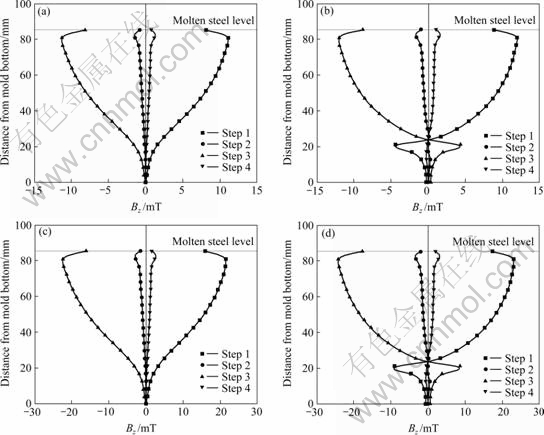
图2 不同电流密度幅值时,金属液柱侧表面磁感应强度分布在一周期内的变化特征
Fig.2 Character of magnetic flux density distribution on molten metal side surface in one cycle at different exciting current densities: (a) J1, center of segment; (b) J1, center of slit; (c) J2, center of segment; (d) J2, center of slit
3.1.2 正弦波调幅磁场磁感应强度的变化规律
对20 kHz标准正弦激励电流密度J=6.6× sin(40 000 πt) MA/m2采用200 Hz的正弦波函数调幅,调幅后的激励电流密度函数为J=6.6×[sin(400πt)]× sin(40 000πt) MA/m2。图3所示为在调制波一个周期的时段内,调幅后的激励电流密度及瞬态分析计算得到调幅磁场的磁感应强度随时间的变化特征。
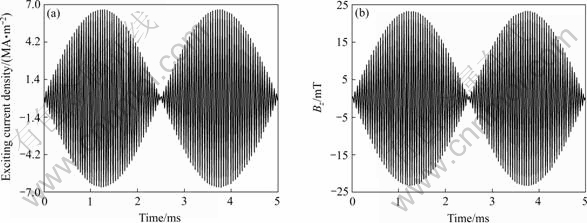
图3 200 Hz正弦波调幅后的激励电流密度和磁感应强度变化特征
Fig.3 Character of exciting current density and electromagnetic flux density of magnetic field amplitude-modulated with 200 Hz sine wave: (a) Exciting current density curve; (b) Magnetic induction density curve
本研究还对低频(1 Hz、5 Hz)正弦调幅波调制的磁场进行了计算。图4所示为调幅波变化的一个周期内,结晶器中金属液面下方5 mm处液柱侧表面上分瓣体中心对应处的磁感应强度幅值轮廓线随时间的变化规律。
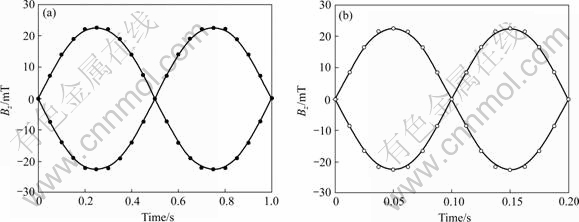
图4 正弦波调幅时,磁感应强度幅值轮廓线的变化规律
Fig.4 Character of amplitude curve of electromagnetic flux density of electromagnetic field amplitude-modulated with sine wave: (a) 1 Hz sine wave; (b) 5 Hz sine wave
研究表明,采用正弦波调幅时,调幅后激励电流密度幅值和磁感应强度幅值均按调幅波的规律周期性变化,并且,调幅电流密度幅值和磁感应强度幅值轮廓线变化的频率是正弦调幅波频率的两倍,这是采用正弦波调幅的特别之处。因此,对高频磁场的激励电流密度进行调幅后,得到调幅磁场。调幅磁场磁感应强度的变化频率与基准波的频率相同,与调幅波的频率无关,而调幅磁场的幅值则按调幅波的变化规律变化,调幅磁场磁感应强度的最大值也与调幅波的频率无关。这给通过激励电流密度调幅获得调幅磁场提供了理论依据。
3.2 调幅磁场电磁力的变化规律
3.2.1 方波调幅磁场的电磁力变化特征
为研究方波调幅磁场作用于结晶器内金属上的电磁力的变化特征,计算了20 kHz的高频正弦电流在电流密度幅值分别为J1m=3.3 MA/m2和J2m=6.6 MA/m2时激励出的不同幅值磁场作用在结晶器内金属液中的电磁力。图5所示为不同电流密度幅值时,金属液柱侧表面分瓣体中心线和切缝中心线上的电磁力在高频正弦电流密度一个周期内的4个步段特征点时刻的变化情况。
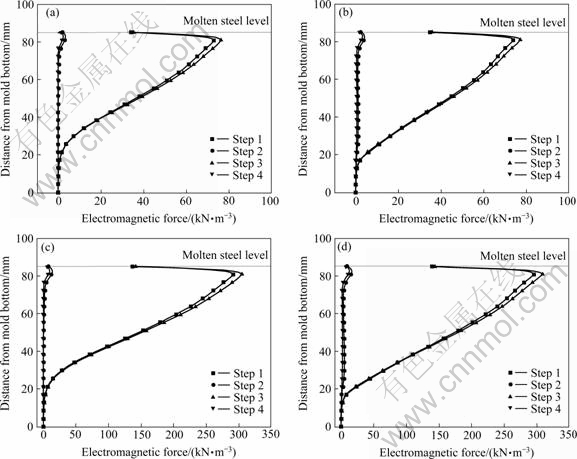
图5 不同电流密度幅值时,电磁压力分布在一周期内的变化特征
Fig.5 Character of electromagnetic force distribution in one cycle at different amplitudes of exciting current density: (a) J1, center of segment; (b) J1, center of slit; (c) J2, center of segment; (d) J2, center of slit
研究表明:方波调幅时,激励电流密度幅值提高一倍,可使磁感应强度的幅值变为原来的两倍(B∝Jm),而磁场施加给结晶器内金属液的电磁力幅值则变为原来的4倍,即电磁力Fem∝B2或Fem∝Jm2。据此关系,根据软接触需要电磁力的幅值变化规律,确定所需调幅磁场幅值的变化,并进而确定调幅激励电流密度幅值的变化。另外,在激励电流密度正弦变化的一个周期内,电流密度达到正、负两个幅值时,电磁力都接近最大值,而在电流密度归零的两个时刻,电磁力接近最小值,换言之,激励电流密度正负变化一周期,电磁力在最大值与最小值之间变化两个周期,这说明电磁力变化频率与基准波激励电流密度变化频率的两倍关系。
3.2.2 正弦波调幅磁场的电磁力变化特征
为研究正弦波调幅磁场作用于结晶器内金属上的电磁力的变化特征,计算了1 Hz和5 Hz正弦波调幅磁场的电磁压力。
图6所示为结晶器内金属液面下方5 mm处(沿结晶器高度方向上电磁力最大值位置),金属液柱侧表面上分瓣体中心对应处的电磁力幅值随时间的变化规律。与图4磁感应强度幅值轮廓线随时间的变化规律比较可知,电磁力幅值随时间的变化周期与磁感应强度幅值轮廓线随时间变化的周期一致,都是调幅正弦波周期的1/2。磁感应强度达到正或负的最大值时,电磁压力达到正的最大值,当磁感应强度接近或达到零时,电磁力也接近或达到0。
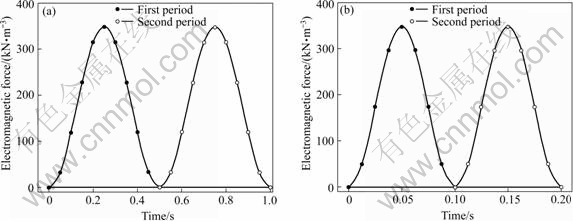
图6 正弦波调幅时,电磁力幅值轮廓线的变化规律
Fig.6 Character of amplitude curve of electromagnetic force of electromagnetic field amplitude-modulated with sine wave: (a) 1 Hz sine wave; (b) 5 Hz sine wave
图7所示为金属液柱侧表面分瓣体中心线上各点的电磁力在电磁力变化的1/2周期(正弦调幅波的1/4周期)内的变化情况。
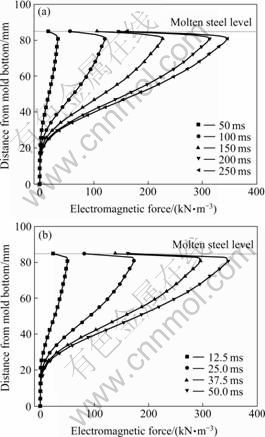
图7 正弦波调幅时,电磁力沿高度方向分布随时间的变化特征
Fig.7 Character of electromagnetic force distribution along height direction changed with time: (a) 1 Hz sine wave; (b) 5 Hz sine wave
研究结果表明:在磁场集中作用区域,金属液柱侧表面电磁力幅值随时间按一定规律变化,其变化规律与电磁力沿高度方向最大值点电磁力的变化规律相同。另外,正弦调幅波频率变化只改变电磁力变化的周期,并不改变电磁力变化的幅值。
4 结论
1) 高频调幅磁场磁感应强度幅值随时间变化规律与调幅激励电流密度幅值随时间变化规律一致,磁感应强度幅值与激励电流密度幅值呈正比关系,即Bm∝Jm。调幅磁场磁感应强度幅值与调幅波的频率无关,调幅磁场磁感应强度变化频率与高频激励电流密度的变化频率一致,也与调幅波的频率无关,这是通过电流调幅获得调幅磁场的依据。
2) 调幅磁场电磁力与调幅磁场磁感应强度或调幅电流密度之间是二次函数关系,即Fem∝B2或Fem∝J2。调幅磁场电磁力变化频率是高频激励电流密度变化频率的两倍,电磁力幅值变化周期与调幅电流密度幅值变化周期一致,这给调幅磁场通过控制电流密度来控制电磁力提供了依据。
REFERENCES
[1] VIVES C. Electromagnetic refining of aluminum alloys by the CREM process: Part I. Working principle and metallurgical results[J]. Metal Trans B, 1989, 20B(10): 623-629.
[2] 夏小江, 王宏明, 戴起勋, 李桂荣, 赵玉涛. 电磁软接触连铸高频磁场的数值模拟[J]. 中国有色金属学报, 2008, 18(3): 529-534.
XIA Xiao-jiang, WANG Hong-ming, DAI Qi-xun, LI Gui-rong, ZHAO Yu-tao. Numerical simulation of high frequency magnetic field for electromagnetic soft-contact continuous casting[J]. The Chinese Journal of Nonferrous Metals, 2008, 18(3): 529-534.
[3] 金百刚, 王 强, 刘 燕, 崔大伟, 吴成涛, 王恩刚, 赫冀成. 软接触电磁连铸结晶器内磁场分布与弯月面行为[J]. 中国有色金属学报, 2006, 16(11): 1931-1938.
JIN Bai-gang, WANG Qiang, LIU Yan, CUI Da-wei, WU Cheng-tao, WANG En-gang, HE Ji-cheng. Magnetic field distribution and molten metal meniscus behavior in soft contact electromagnetic continuous casting mold[J]. The Chinese Journal of Nonferrous Metals, 2006, 16(11): 1931-1937.
[4] DENG An-yuan, WANG En-gang, HE Ji-cheng. Meniscus behavior in electromagnetic soft-contact continuous casting round billet mold[J]. J Iron Steel Res Int, 2006,13(4): 13-16.
[5] 张林涛, 邓安元, 张兴武, 王恩刚, 赫冀成. 矩形电磁软接触连铸结晶器内弯月面行为[J]. 中国有色金属学报, 2006, 16(8): 1405-1410.
ZHANG Lin-tao, DENG An-yuan, ZHANG Xing-wu, WANG En-gang, HE Ji-cheng. Behavior of meniscus in soft-contact electromagnetic continuous casting (EMCC) rectangular mold[J]. The Chinese Journal of Nonferrous Metals, 2006, 16(8): 1405-1410.
[6] 雷作胜, 任忠鸣, 闫勇刚, 邓 康. 软接触结晶器电磁连铸保护渣道的动态压力[J]. 金属学报, 2004, 40(5): 546-550.
LEI Zuo-sheng, REN Zhong-ming, YAN Yong-gang, DENG Kang. Mold flux channel dynamic pressure in electromagnetic continuous casting[J]. Acta Metallrugica Sinica, 2004, 40(5): 546-550.
[7] TANI M, SHIO K, WAJIMA K. The control of initial solidification by the imposition of pulsative AC electromagnetic field[C]//Proceeding of the 3rd International Symposium on EPM. Japan: Nagoya, ISIJ, 2000: 381-384.
[8] LI T J, LI X T, ZHANG Z F, JIN J Z. Effect of multi- electromagnetic field on meniscus shape and quality of continuously cast metals[J]. Ironmaking and Steelmaking, 2006, 33(1): 57-60.
[9] LEI, Z S, REN, Z M, DENG, K, LI W X, ZHONG Y B. Amplitude-modulated magnetic field coupled with mold oscillation in electromagnetic continuous casting[J]. ISIJ Int, 2006, 46(5): 680-686.
[10] 雷作胜, 任忠鸣, 闫勇刚, 邓 康. 高频调幅磁场下无结晶器振动电磁连铸技术的实验研究[J]. 金属学报, 2004, 40(9): 995-999.
LEI Zuo-sheng, REN Zhong-ming, YAN Yong-gang, DENG Kang. Experimental study on mold oscillation-less continuous casting process under high frequency amplitude-modulated magnetic field[J]. Acta Metallrugica Sinica, 2004, 40(9): 995-999.
[11] LI T J, SASSA K, ASAI S. Surface quality improvement of continuous cast metals imposing intermittent high frequency magnetic field and synchronizing the field with mold oscillation[J]. ISIJ Int, 1996, 36(4): 410-416.
[12] ZHOU Y, SASSA K, ASAI S. Experimental study of feasibility on mold oscillation substituted by the imposition of an intermittent alternating magnetic field in continuous casting[J]. Acta Metallurgica Sinica, 2001, 37(7): 777-780.
[13] LEI Z S, REN Z M, DENG K, LI W X, WANG H M. Experimental study on mould oscillation-less continuous casting process under high frequency amplitude-modulated magnetic field[J]. ISIJ Int, 2004, 44(11): 1842-1846.
[14] 王宏明, 任忠鸣, 李桂荣. 软接触电磁连铸高频磁场的瞬态分析[J]. 中国有色金属学报, 2009, 19(4): 701-707.
WANG Hong-ming, REN Zhong-ming, LI Gui-rong. Transient analysis of high frequency electromagnetic field during electromagnetic soft contact continuous casting[J]. The Chinese Journal of Nonferrous Metals, 2009, 19(4): 701-707.
[15] 王宏明, 任忠鸣, 夏小江, 戴起勋, 李桂荣. 电磁软接触结晶器内钢液面高度对磁场分布的影响[J]. 北京科技大学学报, 2008, 30(7): 797-801.
WANG Hong-ming, REN Zhong-ming, XIA Xiao-jiang, DAI Qi-xun, LI Gui-rong. Effect of molten steel level on magnetic field distribution in electromagnetic soft-contact continuous casting mold[J]. Journal of University of Science and Technology Beijing, 2008, 30(7): 797-801.
基金项目:江苏省高技术研究计划资助项目(BG2007030);江苏大学高级人才基金资助项目(07JDG084)
收稿日期:2008-10-27;修订日期:2009-03-26
通信作者:王宏明,副教授;电话:0511-88780191;E-mail: whmlgr@ujs.edu.cn
(编辑 李向群)

