文章编号:1004-0609(2012)06-1778-07
水钴矿中选择性提取铜和钴的新工艺
郭学益,姚 标,李晓静,石文堂,田庆华
(中南大学 冶金科学与工程学院,长沙 410083)
摘 要:针对某水钴矿的特点,采取还原酸浸-旋流电积新工艺选择性提取其中的铜和钴。系统考察初始硫酸浓度、温度、时间、Na2SO3用量、液固比等因素的影响,确定浸出最佳条件如下:初始硫酸浓度为75g/L,Na2SO3用量为7%,液固比L/S=4 mg/L,温度为70 ℃,时间为0.5 h。对浸出液进行了旋流电积提取铜和钴的探索实验研究,得到纯度分别为99.95%、99.97%的电积铜、钴产品,铜、钴的直收率分别达到98.23%和94.54%。
关键词:水钴矿;还原酸浸;旋流电积;钴;铜
中图分类号:X781.1;TF803.27 文献标志码:A
Novel process of selective extraction of copper and cobalt from heterogenite
GUO Xue-yi, YAO Biao, LI Xiao-jing, SHI Wen-tang, TIAN Qing-hua
(School of Metallurgical Science and Engineering, Central South University, Changsha 410083, China)
Abstract: Based on the characteristics of the tested heterogenite, a novel process for extracting copper and cobalt using reductive acid leaching-cyclone electrowining was carried out. The effects of initial concentration sulfate, temperature, time, Na2SO3 dosage, the liquid-solid ratio were systematically investigated. The optimum leaching conditions were determined as the initial concentration sulfate 75 g/L, Na2SO3 dosage 7%, the liquid-solid ratio of 4:1, temperature 70 ℃ and leaching time 0.5 h. The exploratory experiment of extracting copper and cobalt from the leaching solution was conducted, and the electrolytic copper and cobalt products with high purity of 99.95% and 99.97% are obtained, respectively. The direct recovery rate of copper and cobalt are 98.23% and 94.54%, respectively.
Key words: heterogenite; reductive acid leaching; cyclone electrowining; cobalt; copper
钴金属具有耐高温、耐腐蚀、高强度和强磁性等特点[1-2],广泛用于航空、航天、电器、机械制造、硬质合金、磁性材料、化学和陶瓷等工业,在国民经济和社会发展中具有特殊意义,因而一直被列为重要的战略金属,受到人们的关注和重视[3-5]。
我国钴资源缺乏,绝大多数是伴生矿,品位较低,主要作为副产品加以回收[6-7]。近年来,我国钴的消费大幅增长,消费总量仅次于美日两国。2009年,消费量总计达到1.2~1.3万t,其中自产钴仅1 100~1 200 t,其余的绝大部分由进口矿石原料来提取[8-10]。我国大部分钴矿石为从非洲刚果(金)进口的水钴矿,处理水钴矿的方法有浮选法[11]、高温还原熔炼法[12]和化学浸矿法[13]等。
采用浮选法处理水钴矿时,捕收剂吸附困难,浮选率低;采用高温熔炼还原时冶炼温度过高,操作环境差,同时出料操作困难。所以,目前处理水钴矿大多采用化学浸矿,主要的工艺流程为硫酸浸出-净化除铁-萃取分离-草酸铵沉淀[14]。硫酸浸出对设备要求以及环境都比较友好,被大多数的水钴矿处理厂家所采用。但浸出过程一般为非选择性,大量铁及其它杂质一同溶出,必须采用专门工序净化除铁。同时,萃取分离中萃取设备占地面积大,设备复杂,需要大量萃取剂。草酸氨沉淀钴时产生大量含铵根离子废水,其处理也是个难题。且整个处理工艺流程较长。针对现有处理工艺所存在的不足,本文作者以刚果(金)某含铜较高的水钴矿为原料,进行还原酸浸-旋流电积选择性提取铜和钴的新工艺研究。
1 实验
1.1 实验原料
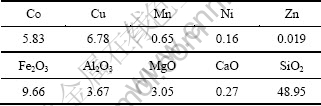
本实验原料是刚果(金)进口的某水钴矿,球磨破碎至粒度在250 μm以下,多元素分析结果见表1。
1.2 工艺流程选择
该水钴矿中的钴、铜含量较高,主要以氧化物的形态存在,其中铜可以较容易被硫酸直接浸出,而钴主要以三价的形式存在,采用常规的酸浸很难浸出,需添加还原剂Na2SO3进行还原酸浸。同时通过控制各浸出条件,最大限度的浸出铜和钴,使铁基本留在浸出渣中。过滤后浸出液先后旋流电积提取铜和钴,电积后液返回用于浸出。其工艺流程见图1。
表1 水钴矿多元素分析结果
Table 1 Results of elementary analysis of heterogenite (mass fraction, %)
1.3 实验装置
本实验采用的装置主要集中在旋流电积部分,图2所示为旋流电积铜和钴的装置图。
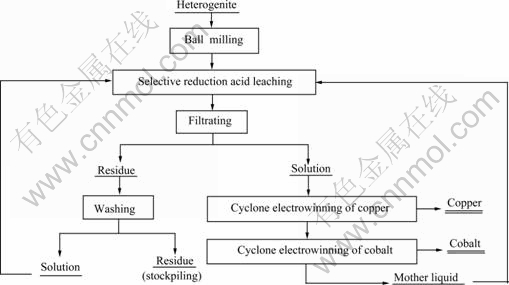
图1 旋流电积提取铜和钴的工艺流程图
Fig. 1 Technological process of copper and cobalt extraction by cyclone electrowinning
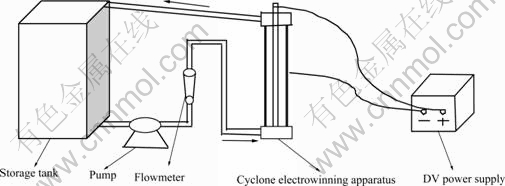
图2 旋流电积铜和钴的实验装置图
Fig. 2 Experimental device of copper and cobalt extraction by cyclone electrowinning
1.4 旋流电积技术
旋流电积技术是基于各金属离子理论析出电位的差异,即被提取的金属只要与溶液体系中其它金属离子有一定的电位差,则电位较正的金属易于在阴极优先析出,其关键是通过高速液流消除浓差极化等对电积的不利因素,保证目标金属优先析出。其工作原理如图3所示[15-16]。与传统电积技术相比,旋流电积技术可以在目标金属离子浓度较低的多金属溶液中进行选择电积,且获得高纯度金属产品。

图3 旋流选择电积工作原理图[15-16]
Fig. 3 Principle of cyclone electrowinning[15-16]
旋流电积装置如图4所示[15-16]。溶液在输液泵的作用下从槽底进入电解槽,在槽体内高速流动,阴极析出金属沉积物,阳极为惰性钛涂氧化铱阳极,在阳极上只析出气体。该气体通过槽顶的排气装置随时排除并集中进行后续处理。
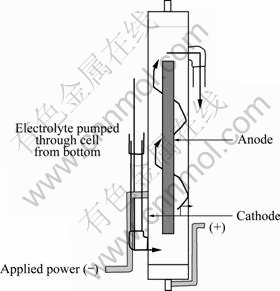
图4 旋流选择电积装置示意图[15-16]
Fig. 4 Schematic diagram of cyclone electrowinning apparatus[15-16]
2 结果与讨论
2.1 浸出实验
水钴矿浸出以锥形瓶为反应容器,并将其置于恒温水浴振动器中,主要考察初始硫酸浓度、温度、时间、Na2SO3用量(其表示为水钴矿质量分数)和液固比等对选择性还原浸出效果的影响。
2.1.1 初始硫酸浓度的影响
实验条件:水钴矿10 g,Na2SO3用量为6%,液固比L/S=4 mL/g,温度为70 ℃,时间t=2 h。在初始硫酸浓度分别为75、100、125、150、175 g/L的条件下实验结果见图5。
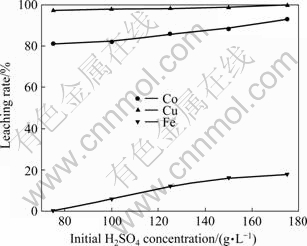
图5 初始硫酸浓度对铜、钴、铁浸出率的影响
Fig. 5 Effect of initial H2SO4 concentration on leaching rate of copper, cobalt and ion
结果表明:初始硫酸浓度对铜的浸出率影响不大,但随着初始硫酸浓度的增加,钴、铁的浸出率均随之提高。采用还原酸浸,铁的浸出被抑制,铜较钴更易浸出。其它条件不变的条件下,初始硫酸浓度的增加相当于硫酸用量的增加,因此,有利于钴和铁的浸出。铁离子浓度太高不利于铜和钴的电积,必须增加专门工序净化除铁,导致成本增加。考虑到抑制铁的浸出,选择酸度75 g/L为宜。
2.1.2 温度的影响
浸出温度越高,反应速度越快,越有利于矿石中有价金属的浸出,但温度过高,能耗增大,生产成本上升。在水钴矿10 g,初始硫酸浓度为75 g/L,Na2SO3用量为6%,液固比L/S=4 mL/g,时间t=2 h不变的条件下,改变温度条件实验结果见图6。
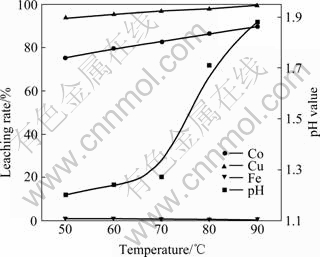
图6 温度对铜、钴、铁浸出率及浸出液pH值的影响
Fig. 6 Effects of temperature on leaching rate of copper, cobalt, ion and pH value of leaching solution
实验结果表明:随着温度的升高,铜和钴的浸出率随之提高。同时,浸出液pH值也呈升高趋势,铁的浸出率略有降低。温度升高金属离子活性增强,使反应更充分,有利于提高金属的浸出率。但原料中铁主要以Fe3+的形式存在,进入溶液中的Fe3+随着pH的升高有部分被水解沉淀。综合以上分析,选择浸出温度为70 ℃。
2.1.3 浸出时间的影响
在水钴矿10 g,初始硫酸浓度为75 g/L,Na2SO3用量为6%,液固比L/S=4 mL/g,温度为70 ℃等固定条件下,增加浸出时间实验结果如图7所示。
由图7可看出,随着浸出时间的增加,浸出液pH值略有升高,铜、钴、铁的浸出率没有变化。表明该矿石的酸浸过程反应较快,浸出时间在0.5 h后可以达到平衡,这主要是由于矿石经球磨破碎后,粒度较小,比表面积增大,浸出速率加快。浸出时间越短工艺流程周期越短,因此,选择浸出时间为0.5 h比较适宜。
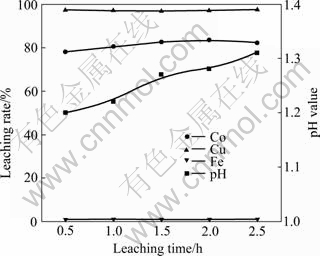
图7 浸出时间对铜、钴、铁浸出率及浸出液pH值的影响
Fig. 7 Effect of leaching time on leaching rate of copper, cobalt, ion and pH value of leaching solution
2.1.4 Na2SO3用量的影响
Na2SO3用量太少,无法完全将钴还原浸出,用量过多,铁也将被还原浸出,从而影响到后续的电积工艺。因此控制好Na2SO3用量对于钴和铁的浸出率至关重要,在水钴矿10 g、初始硫酸浓度为75 g/L、液固比L/S=4 mL/g、温度为70 ℃、时间为0.5 h等条件下,改变Na2SO3用量的实验结果见图8。
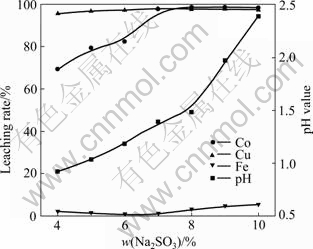
图8 Na2SO3用量对铜、钴、铁浸出率及浸出液pH值的影响
Fig. 8 Effect of Na2SO3 dosage on leaching rate of copper, cobalt, ion and pH value of leaching solution
由图8可看出,增加Na2SO3用量对铜的浸出率影响不大,水钴矿中的铜很容易被硫酸直接浸出。钴的浸出率随着Na2SO3用量的增加而提高,当Na2SO3用量为7%后,钴的浸出率达到最大值。铁的浸出率随Na2SO3用量的增加先降低后升高,Na2SO3用量为7%时,达到最低值。这主要是由于Na2SO3是强碱弱酸盐,浸出液pH值随其用量的增加而变大,Fe3+水解沉淀致使其浸出率降低;随着Na2SO3用量的继续增加,其还原钴的需求量达到饱和,过量的Na2SO3将Fe3+还原成Fe2+浸出,铁的浸出率随之升高。综上所述选择Na2SO3用量为7%比较适宜。
2.1.5 液固比的影响
实验条件:水钴矿10 g,初始硫酸浓度为75 g/L,Na2SO3用量为7%,温度为70 ℃,时间为0.5 h。不同液固比条件实验结果见图9。
实验结果表明:液固比对铜的浸出率没有影响。随着液固比增大,浸出液pH值降低,铁的浸出率随之提高,同时钴的浸出率液随之增大;液固比增到4以后,钴的浸出率基本不变化。增大液固比,相当于增加浸出体系中硫酸的量从而提高了铁的浸出率。同时,液固比太高将会导致浸出液中铜、钴的浓度过低,势必增加循环的溶液量。综合考虑,选择液固比L/S=4 mL/g比较适宜。
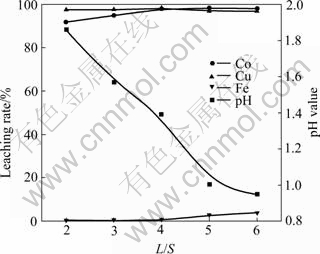
图9 液固比对铜、钴、铁浸出率及浸出液pH值的影响
Fig. 9 Effect of liquid-solid ratio on leaching rate of copper, cobalt, ion and pH value of leaching solution
2.1.6 浸出优化条件验证实验
通过上述条件实验,确定水钴矿还原酸浸的最佳条件为:初始硫酸浓度为75 g/L,Na2SO3用量为7%,液固比L/S=4 mL/g,温度为70 ℃,时间为0.5 h。采用上述条件,进行浸出优化条件实验。
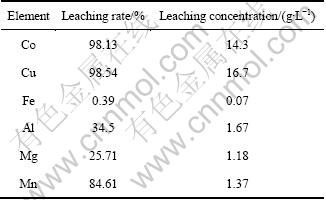
取水钴矿500 g,浸出酸度为75 g/L,Na2SO3用量为7%,液固比L/S=4 mL/g,温度为70 ℃,时间为0.5 h。在此条件下多次实验制备一批浸出液,浸出结果见表2,浸出优化条件实验较好地验证了条件实验结果。
表2 浸出优化条件实验结果
Table 2 Experimental results under optimum leaching conditions
2.2 旋流电积探索实验
表2中的浸出液、镁和铝对铜和钴的电积无害,低含量的锰也不会影响铜和钴的电积。铁浓度为0.07 g/L,符合铜和钴电积的标准,无需除铁可直接旋流电积提取铜和钴。钴的标准电位比铜的负,因此,首先采用旋流电积工艺提取铜,再进行旋流电积工艺提取钴。以该浸出液为原料进行旋流电积提取铜和钴的探索实验,主要考察铜、钴的电积效率以及电积铜、钴产品的纯度。
2.2.1 旋流电积铜
取浸出液10 L,循环流量为400 L/h,电流密度为360 A/m2,在常温下电积8 h后。铜浓度由16.7 g/L降至2.79 g/L,得到电积铜管(见图10(a))。铜管质量139.1 g,经分析铜纯度达到99.95%,电流效率可达97.73%。
其他条件不变,将电流密度升高到480 A/m2,电积2 h后,铜浓度降至0.01 g/L,得到铜屑(见图10(b))。铜屑质量27.8 g,分析纯度为98.62%,电流效率为58.6%。
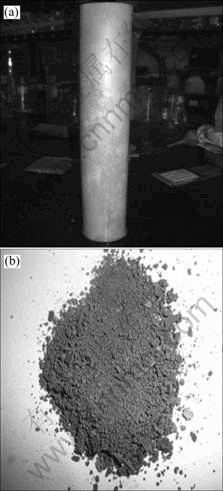
图10 铜电积产品
Fig. 10 Products of copper electrowinning: (a) Copper pipe; (b) Copper scrap
实验证明:旋流电积铜可以得到高纯度的金属铜,同时可以将铜浓度电积到比较低的水平,铜的直收率达到98.23%。
2.2.2 旋流电积钴
与旋流电积铜相比,旋流电积钴条件更为苛刻,需将温度控制在55~60 ℃,溶液pH值控制在2.7~3.3,同时加入添加剂A、B分别为6.5 g/L和1.75 g/L。在循环流量为400 L/h,电流密度为360 A/m2的条件下电积9 h后,钴浓度由14.3 g/L降至0.52 g/L,得到电积钴管见图11。钴管质量137.8 g,分析纯度达到99.87%,电流效率为93.65%。

图11 钴电积产品
Fig. 11 Products of cobalt electrowinning
实验表明,旋流电积钴可以得到高纯度的金属钴,且可以将钴浓度电积到比较低的水平,钴的直收率达到94.54%。
3 结论
1) 某水钴矿采用还原酸浸-旋流电积提取铜和钴的新工艺是完全可行的,且该工艺流程短、设备简单、无废液排放、环境友好。
2) 通过系统的还原酸浸实验,得到最佳浸出条件:水钴矿10 g,初始硫酸浓度为75 g/L,Na2SO3用量为7%,液固比L/S=4 mL/g,温度为70 ℃,时间为1.5 h。
3) 进行旋流电积提取钴和铜的探索实验研究,得到纯度较高的铜、钴电积产品,铜、钴的直收率分别达到98.23%和94.54%。
REFERENCES
[1] 乐颂光. 钴冶金[M]. 北京: 冶金工业出版社, 1987: 7-35.
YUE Song-guang. Cobalt metallurgy[M]. Beijing: Metallurgical Industry Press, 1987: 7-35.
[2] 刘晓剑. 镍钴二次资源回收过程溶液深度净化及材料制备研究[D]. 长沙: 中南大学, 2007: 3-9.
LIU Xiao-jian. Studied on the solvent purification and the material preparation in the recycling process of cobalt and nickel secondary resources[D]. Changsha: Central South University, 2007: 3-9.
[3] 王永利, 徐国栋. 钴资源的开发和利用[J]. 河北北方学院学报: 自然科学版, 2005, 21(3): 18-21.
WANG Yong-li, XU Guo-dong. The development and use of cobalt resource[J]. Journal of Hebei North University: Natural Science Edition, 2005, 21(3): 18-21.
[4] 赵武壮. 应重视钴资源的战略地位[J]. 世界有色金属, 2007, 23(10): 6-7.
ZHAO Wu-zhuang. Attach importance to the strategic function of cobalt resources[J]. World Nonferrous Metal, 2007, 23(10): 6-7.
[5] 曹异生. 世界钴工业现状及前景展望[J]. 矿产资源, 2007, 27(4): 30-34.
CAO Yi-sheng. The status quo and prospect of world’s cobalt industry[J]. Mineral Resources, 2007, 27(4): 30-34.
[6] 王永利, 赵丽霞. 从含钴废料中提取钴的研究进展[J]. 再生资源研究, 2005, 26(2): 29-32.
WANG Yong-li, ZHAO Li-xia. The research progress of drawing the cobalt[J]. Recycling research, 2005, 26(2): 29-32.
[7] 唐娜娜, 莫 伟, 马少健. 钴矿资源及其选矿研究进展[J]. 有色矿冶, 2006(22): 5-8.
TANG Na-na, MO Wei, MA Shao-jian. Cobalt resource and the research progress of its beneficiation[J]. Non-ferrous Mining and Metallurgy, 2006(22): 5-8.
[8] 丰成友, 张德全, 凳兴彦. 中国钴资源及其开发利用概况[J]. 矿床地质, 2004, 23(1): 93-100.
FENG Cheng-you, ZHANG De-quan, DENG Xing-yan. Cobalt resources of China and their exploitation and utilization[J]. Mineral Deposit, 2004, 23(1): 93-100.
[9] 潘 彤. 我国钴矿矿产资源及其成矿作用[J]. 矿产与地质, 2003, 17(4): 516-517.
PAN Tong. Cobalt resources and its mineralization in China[J]. Mineral Resources and Geology, 2003, 17(4): 516-517.
[10] 邹仿棱. 钴的资源、市场与应用[J]. 硬质合金, 2006(23): 176-182.
ZOU Fang-leng. Cobalt resource and its market and application[J]. Cementend Carbide, 2006(23): 176-182.
[11] 赵华伦, 余 成, 李兵容, 杜 新. 难选氧化铜矿浸出-沉淀-载体浮选法实验研究[J]. 现代矿业, 2010(1): 52-55.
ZHAO Hua-lun, YU Cheng, LI Bing-rong DU Xin. Experimental study on one kind of refractory copper oxide ore by L-P-CF process[J]. Modern Mining, 2010(1): 52-55.
[12] 彭忠东, 万文治, 胡国荣. 造渣熔炼-浸出方法处理Cu-Co-Fe合金的研究[J]. 有色矿冶, 2007, 23(1): 30-33.
PENG Zhong-dong, WAN Wen-zhi, HU Guo-rong. Study of pre-process slag roasting during leaching Cu-Co-Fe alloy for cobalt[J]. Non-ferrous Mining and Metallurgy, 2007, 23(1): 30-33.
[13] MEHTA K D, DAS C, PANDEY B D. Leaching of copper, nickel and cobalt from Indian Ocean manganese nodules by Aspergillus Niger[J]. Hydrometallurgy, 2010, 105(1/2): 89-95.
[14] 赵中伟, 王多冬, 陈爱良, 霍广生, 陈星宇. 从铜钴合金及含钴废料中提取钴的研究现状与展望[J]. 湿法冶金, 2008, 27(4): 195-199.
ZHAO Zhong-wei, WANG Duo-dong, CHEN Ai-liang, HUO Guang-sheng, CHEN Xing-yu. Application and prospect of leaching processes of cobalt from Cu-Co alloy and slag[J]. Hydrometallurgy of China, 2008, 27(4): 195-199.
[15] IAN E, TONY T. The EMEW cell―An alternative to Merrill crowe[EB/OL]. http://www.electrometals.com.au/papers/tech- paper-alternative-to-merrill-crowe.pdf.
[16] 郭学益, 石文堂, 李 栋, 田庆华. 采用旋流电积技术从电镀污泥中回收铜和镍[J]. 中国有色金属学报, 2010, 20(12): 2425-2430.
GUO Xue-yi, SHI Wen-tang, LI Dong, TIAN Qing-hua. Recovery of copper and nickel from electroplating sludge by cyclone electrowinning[J]. The Chinese Journal of Nonferrous Metals, 2010, 20(12): 2425-2430.
(编辑 李艳红)
基金项目:国家自然科学基金资助项目(51104181);中国博士后科学基金资助项目(20110491279);中央高校基本科研业务费(2011QNZT071)
收稿日期:2011-03-30;修订日期:2012-09-10
通信作者:田庆华,讲师,博士;电话:0731-88877863;E-mail: qinghua@csu.edu.cn

