���±��: 1004-0609(2005)04-0596 -07
�����ͭ��������ĩѡ�������ս����ܻ�����
�˶���1, ���Ը�1, �����2, �� ��2
(1. �Ͼ����պ����ѧ ���Ͽ�ѧ�뼼��ѧԺ, �Ͼ� 210016;2. �й����������о�Ժ ��е���칤���о���, ���� 621900)
ժ Ҫ: �о���ѡ�������ս�ר�ö����ͭ��������ĩ(��ְ�����Cu, Ԥ�Ͻ�CuSn, CuP)���ս����ܡ� �������, ͨ���������Ƽ���ղ���(�ر��Ǽ���ʺ�ɨ������), ��˳��ʵ�ַ�ĩ�ս����, �������Եġ���ЧӦ���������Ρ� ɨ��羵��X�����������֤ʵ, �����ĩ��ϵ�ļ����ս��ǻ���Һ���ս����, �����۵�ϵ͵�CuSn�䵱ճ�����, �۵�ϸߵ�Cu�䵱�ṹ����; ������Ԫ��P����ϡ�ͼ�������, �ܱ���Cu�������������� �о��˷�ĩ��ϵ��ճ����������Է�ĩ�ս����ܻ����ս������֯��Ӱ�졣 �������, ��һ����Χ��ճ�������������������ڸ����ս����ܶ�; ����ճ���������, �������ЧӦ���������ܶȡ�
�ؼ���: ����ԭ������; ѡ�������ս�; ͭ��������ĩ; Һ���ս�; ���Ӽ� ��ͼ�����: TG14; TG665
���ױ�ʶ��: A
Densification mechanism of multi-component Cu-based metal powder
in selective laser sintering process
GU Dong-dong1, SHEN Yi-fu1, YANG Jia-lin2, WANG Yang2
(1. College of Materials Science and Technology, Nanjing University of Aeronautics and Astronautics, Nanjing 210016, China;
2. Institute of Machinery Manufacturing Technology,China Academy of Engineering Physics, Mianyang 621900, China)
Abstract: Selective laser sintering of a special multi-component Cu-based metal powder which consists of high-purity Cu, pre-alloyed CuSn and CuP was processed. The experimental results show that choosing suitable laser processing parameters, especially laser power and scanning rate, can effectively control ��balling�� effect and curling deformation during laser sintering. The scanning electron microscope (SEM) and X-ray diffraction (XRD) analyses show that the bonding mechanism of this process is liquid phase sintering, during which the Cu powder with higher melting point acts as the structure metal; while the CuSn powder with lower melting point acts as the binder. The element phosphorus acts as fluxing agent to react with oxygen, preventing the Cu particles form oxidation. The influence of the content of binder in powder system on the densification and attendant microstructural features of the sintered samples was investigated. It is found that with the increase of the binder content, the microstructures become denser; however, an excess of binder results in ��balling�� phenomena, hence damaging the densification.
Key words: rapid prototyping; selective laser sintering; Cu-based metal powder; liquid-phase sintering; additive
ѡ�������ս�(Selective laser sintering, SLS)��Ϊ����ԭ�����켼������Ҫ��֧, ��ֱ���ս������ĩ, ���θ����ܶ���ά�㲿��, ��һ�㲻��Ҫ�������Ҫ¯���ȴ���ǿ���ͽ��������۽��ȸ��������ֶ�, ���������������ڡ� ������Ӧ�г����� �����������ɱ����������������[1, 2]�� Ŀǰ, SLS���������㷺���ڿ���ģ������[3, 4], EDM�缫����[5], �ݶȹ��ܲ�������[6], �Լ����ա� ���������װ���ø����ܹؼ������㲿���ļ�����������[1, 7]��
Һ���ս����ͨ������Ϊ�ǽ�����ĩѡ�������ս�Ωһ���л���[2, 8, 9]�� ���ȵ��о�������Ni, Cu, Pb, Sn, Zn[9, 10]�ȵ���ֽ�����ĩ, ��������SLS������Һ��ճ�Ƚϸߡ� ��������ЧӦ����, �ʡ�����������, ����������ԵĹ���ȱ��; Ŀǰһ��ͨ��ʹ��Ԥ�Ͻ��ĩ��ϵ�����ֽ�����ĩ��ϵ�����Կ˷��� �������, ������ĩ�ڲ���SLS�������ձ���ڡ���ЧӦ����������, ʹ�þ�ȷ������״���ӵĽ���������нϴ��Ѷȡ� ����ԭ��, �ڲ��Ϸ���, Ŀǰ���о�һ���ѡ�����۷�ĩұ�������Ϊʵ��ԭ����, ���䲢��ר��Ϊѡ�������ս�����, ���仯ѧ�ɷֺ���������һ����������SLS����������Ҫ��, �Ӷ�ֱ��Ӱ���ս���̺��ս�����[11]; �ڼ���ղ�������, ���е��о�[12, 13]һ���Dz��ø߹��ʼ���(ʵ��ʹ�ù�����1kW����)�Խ�����ĩ���ж���۸���������άʵ��, ���߹��ʼ�������벻�ɱ���ص����ս�����С���ЧӦ����, ͬʱ�ս���й��ߵ���Ӧ������������������, �������ֿ��ѡ�
������ĩѡ�������ս��漰���ӵĻ�ѧұ�������ұ�����, ԭʼ��ĩ���Ժͼ���ղ�����ͬӰ��;����ս����ܻ����̺��ս��������, ���ߵ������ศ���[3, 11]�� �����������Ʊ�SLSר�ö����ͭ��������ĩ�Ļ�����, ѡȡ���ʵļ���ղ�����������ս�ʵ��, ��϶��ս���������֯�ķ���, �Ż���ĩ���; ��̽�ֶ���ֽ�����ĩSLS���ܻ�����, ������ƹ���ȱ�ݡ� �����ս��Եķ�����
1 ʵ��
1.1 ����
ʵ�����Ϊ�����ͭ��������ĩ, ��������3�����: ����Ϊ99%�ĵ��ͭ��, �����γʲ�����״, ����Ϊ50~80��m; ˮ����CuSnԤ�Ͻ��ĩ(10%Sn), ����Ϊ10~40��m, �ҳʸ�˹�ֲ�; ������CuPԤ�Ͻ��ĩ(8.4%P), ��ƽ������ֱ��Ϊ20��m, ����Ԫ��P�������Ԫ��Cu���ܵ���̬�����ĩ��ϵ, ��Ϊϡ�ͼ����������������ս��ԡ� ��Cu, CuSn��CuP��4�鲻ͬ�������ȼ��Ի�ϡ�
������������ȵĸ���ַ�ĩ������תʽ��ջ���豸��Բ������ǻ�ڼ��Ի��, ͨ�������豸��ת�ٶȡ� ��֤�㹻�Ļ��ʱ����ʵ�ֻ�۾����ԡ�
1.2 ʵ�鷽��
ʹ�ñ���¡Դ�Զ�����ϵͳ����˾�����ļ�����ٳ��ͻ��� �ս�ϵͳ��Ҫ��������CO2����(��=10.6��m), ����������Ϊ1kW, �ҹ��������ɵ�; ˫���Զ��̷�װ��, ���������۸ͳ��θס� �ս������, �̷۹�Ͳ�����۸��еĽ�����ĩ�����̷��ڳ��θĻ�����, ���������������һ��������Ϣ��ѡ����ս�۲�ijһ����, ���γ������һ��ˮƽ����Ķ�ά����; �����θ����½�һ������, ���۸���������ͬ����, �̷۹�Ͳ�ٴν���ĩ��ƽ, ��������ʼ��������ڶ�����Ϣɨ���ĩ; ��˷�������, ֱ�����ʵ��������ϡ�
�����ս��������½���, �Ҳ��ӱ������ա� ���ù��ղ���Ϊ: �����50~800W, ������ֱ��0.3mm, ɨ������0.01~0.10m/s, ɨ����0.15mm, �̷ۺ��0.25mm�� ʵ�������Ƚ��з�ĩ�����ս�, ��ȷ�������Ĺ��ղ���, �����Ʊ�����ս������� ���ڽ���������������չ涨�����Ʊ�, ��ʴ��ѡ�ú�FeCl3 5g, HCl 10mL, ����ˮ100mL����Һ, ��ʴʱ��30s�� ԭʼ��ĩ���ս���������������BRVKER D8 ADVANCE��X������������������ ����������֯����QUANTA 200��ɨ��羵�Լ���ѧ�������Է���, ��Ԫ�طֲ�����EDAX�������������� �ս�����ܶ����ð����¶��������㡣
2 ���������
2.1 �����սἰ���ղ���ȷ��
ͼ1��ʾΪ�������50~500W�� ɨ��������0.01~0.06m/s֮�������ɵ���������, �����ս��ĩ��ϵ(Cu, CuSn, CuP������Ϊ60��30��10)����õĹ���ʵ������ ����SLS�Dz��ü�����Ϊ��Դ, ���ڼ������ij����ƶ������С� ����ս���ν�����ĩ, �ʼ���ʺ�ɨ�����ʶ��ս���̺ͳ�������Ӱ����Ϊ����[9]�� ���ݹ���ʵ���е����ս����������, �ɽ����������-ɨ�����ʱ仯�����Ϊ����5������
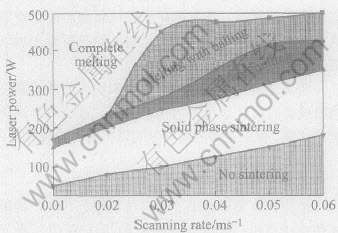
ͼ1 һ������ʺ�ɨ�������µĹ���ʵ����
Fig.1 Experimental results obtained within a range of laser powers and scanning rates
1)���ս���: ���������������ԶԷ۲�����κ�Ӱ�졣
2)�����ս���: �����������ܶԷ۲����Ӱ��, ��������ʹ������ĩ�����ۻ�, ��ĩ֮�����������ճ����
3)�����ۻ���: ����������ʹ������ĩ���������ۻ�����������Һ��, ͨ��Һ��ġ��Žӡ����ö�ճ��δ�۹������ʵ���ս����ܻ�(ͼ2(a))��
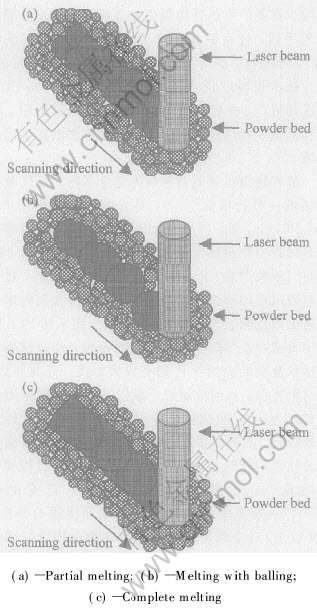
ͼ2 �����ս�����з�ĩ�ۻ���ʽ
Fig.2 Melting of metal powder during laser processing
4)����: ������������δʹ������ĩ��ȫ�ۻ�, �����ɹ�����Һ��; �ڽϸߵ�ɨ��������, �γ�Բ���ν����ۻ��켣, ������ܵĽ����������Һ�����ȶ��Ի�ʹ����ѳ�ֱ�������ڹ��ֱ������״, ����������(ͼ2(b))��
5)��ȫ�ۻ���: ����������ʹ������ĩ��ȫ�ۻ��γ�������Һ��, ��֮������, Һ���ڽϳ��ļ���ڷ�������, �Ӷ�Ҳ�γɷ������ս���(ͼ2(c))��
���͵ķ�ĩ�����ս�һ���漰������ԭ���ؿ������桢 ���缰����;������ɢ���ʵȹ��̡� ����ԭ����ɢ�ٶȻ���, ��ʵ�ַ�ĩ�ս����ܻ�, ����ʱ��ϳ�(һ������Сʱ)[9]�� ����SLS������, ��������һ��ĩ�����ϵij�������ʱ�伫��, ͨ����0.5~25ms֮��[9], ����˶��ݵ���ѭ��֮��, ����ճ������DZ����, ��ֻ��ͨ��Һ���ս���ʵ�֡� ���ǵ�����������ȫ�ۻ�����, �ս���ձ���п�϶�ʸߡ� ���������ԡ� �����������صȹ���ȱ��[11], ��˲�ȡ��ĩ�����ۻ��ķ�ʽ, ����������Һ����, �ǽ�����ĩSLS��Ωһ���еĻ��ơ� ���ڶ���ֽ�����ĩ, һ���ɸ��۵����(�ṹ����)�� ���۵����(ճ�����)��ijЩ����Ԫ�ػ�϶���, SLS�����н���ճ������ۻ��γ�Һ��, �Ӷ�ճ��δ�۽ṹ������ʵ���ս����ܻ���
��ɨ�����ʽϵ�ʱ(0.01~0.03m/s), ����ʹ��ĩ��ϵ�е�ճ����������ۻ�, �Լ���ʵĿ��Ƽ�Ϊ�ϸ�; ����ɨ�����ʽϸ�ʱ, ����ʱ仯������Ͽ�, �ս��������ڿ���(ͼ1)�� �������, ��ɨ������Ϊ0.04, 0.05�� 0.06m/sʱ, ����Ӧ�ļ���ʷ�Χ�ֱ�Ϊ275~350W, 315~400W��350~425W, ����ͨ����ĩ�����ۻ���Һ���ս����ʵ���ս����ܻ���
2.2 ����սἰ����
2.2.1 �ս�����
���ڹ���ʵ����, �Ż����ղ���(�����350W, ɨ������0.05m/s), ��������ĩ��ϵ���ж��(40��)�ս�, �Ʊ��˳ߴ�Ϊ45mm��20mm��10mm������, ��ͼ3��ʾ��
ͼ3 �ս�����ʵ��ͼ
Fig.3 Selective laser sintered sample
2.2.2 �������
ͼ4��ʾΪԭʼ��ĩ��ϵ�ͼ����ս�������X���������ס� ��ͼ4(a)�ɼ�, ��ĩ��ϵ�е�������Ҫ����Cu, Cu41Sn11��Cu3P�� Cu�����۵���Խϸ�, ����SLS�б�����Ӳ�ʺ���, ����Ϊ�ṹ����; Cu41Sn11���۵���Խϵ�, ����Ϊճ�����; ��Cu3P����Ԥ�Ͻ�CuP�ij�ʼ��������ࡣ
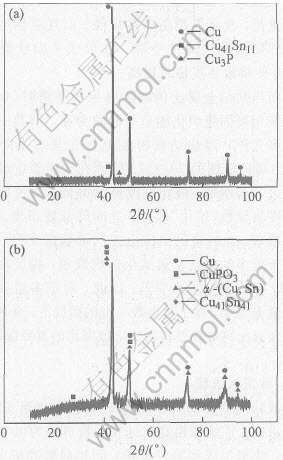
ͼ4 ԭʼ��ĩ(a)���ս�����(b)��X����������
Fig.4 XRD pattern of starting powder(a) and laser-sintered sample(b)
��ͼ4(b)���Կ���, ���ս������г���һ���������-(Cu, Sn), ����ʼ��Cu41Sn11�Դ��ڡ� ��������SLS�����м���������۲������ʱ�伫�����, ԭʼ��ĩ��ϵ�е�ճ�����Cu41Sn11δ����ȫ�ۻ�; ���ۻ����ɵ�Һ�����Ԧ�-(Cu, Sn)����̬������ ͼ4(b)������, ����Ԫ��P���ս����CuPO3����̬����, ��ͭ��������CuO��Cu2O��δ���֡� ������ΪPԪ����ϡ�ͼ���������������, ������������Ӧ����CuPO3�� �˷�Ӧʹ����Һ���ս�����н������������ܱ�������, �������γɽ���-�����Ӵ�����, ��������Һ��Թ������ʪ��, ����ս����ܶȡ� X������������������, ����ԭʼ��ĩ��ϵ�м��к��ʵ��ս�����Ԫ��, ʵ������δͨ�б�������, �����ս���������Ӱ�졣
2.2.3 ����֯����
ͼ5��ʾΪ�����ս��������͵ı�����ò�� ��ͼ�ɼ�, δ�۹��������ͨ��Һ�����̺����ɵġ��սᾱ�����γ���Ч���ӡ� ������Ϊ��SLS������, ��������ʹճ����������ۻ����γ�Һ��, Һ���������ʪ�ṹ��������, ʹ��������Ǻ�����λ�����ܽ�, ���������ٿ������š� δ�۹����������ͨ��Һ��ġ��Žӡ����ö��γɡ��սᾱ��, �Դ�ʵ�ֿ������ճ��; ͼ5�Ϻõ���֤��ͼ2(a)�����SLS���λ��ơ�
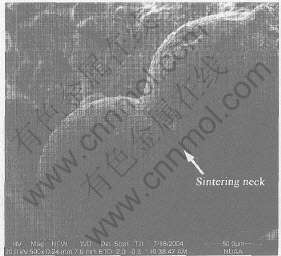
ͼ5 �ս������ı�����ò
Fig.5 Surface morphology of sintered sample
ͼ6��ʾΪ��ͬ�Ŵ������ս�����������֯�� ��ͼ6(a)�ɼ�, ����ͼ3��ʾ�ս����������Ϊ�ֲ�, �����ڲ�������֯���Ϊ����, ���������ԵĿ�϶�ֲ��� ��ͼ6(b)������������, ͼ��dz��ɫ��λ(����A)ֻ�ֲ���CuԪ��, �����ɫ��λ(����B)��ΪSnԪ�ظ������� �ɼ�, SLS������ճ�����CuSn�ۻ��γɵ�Һ��������ṹ����Cu����֮��, Һ��������֯������������״�ֲ�, �Դ˳��ճ��δ��Cu������ ���һ��˵��Һ���ս����Ϊ����ͭ��������ĩSLS�Ŀ��л��ơ�
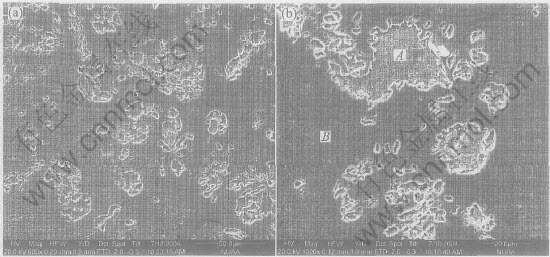
ͼ6 ��ͬ�Ŵ������ս�����������֯
Fig.6 Microstructures of sintered sample with different magnifications
2.2.4 ճ������������ս����ܻ���Ӱ��
ͼ7��ʾΪ��ͬճ������������ս�����������֯�� �Ʊ����������ü����350W, ɨ������0.05m/s, ��������ɨ�跽ʽ��ͼ8��ʾ�� ͼ9��ʾΪ�ս����������ܶ���ճ����������ı仯�� ���ڴ���ͭ��������ĩSLS����Һ���ս����, ������ɵ�Һ����(��ճ�������������)��ֱ��Ӱ��Һ����������� ճ�ȡ� ��ʪ�Ե�, ����Ӱ���ս����ܶȺ��ս������֯(���϶��״�ʹ�С�� �ս��������Ե�)��

ͼ7 ��ͬճ����������µ��ս���������֯
Fig.7 Microstructures of sintered samples with variation of binder content
ͼ8 ����ɨ�跽ʽʾ��ͼ
Fig.8 Schematic of scanning pattern used for laser sintering
��ճ����������ϵ�ʱ(10%), ����ɨ�����е�Һ��������֯�ʶ�����խ��״�ֲ�, �����������ս���֮�伸��δ��ճ��, ���������������ֲ��Ŀ�϶, ��ͼ7(a)��ʾ; �����ս����ܶȽ�Ϊ�����ܶȵ�64.8%�� ��ԭ������, ����ճ�����CuSn����ƫ��, ���ۻ��γɵ�Һ��ֻ������ճ��������Χ��Cu����, ��ֻ���γɶ�����������֯; ͬʱ����Һ����ƫ��, ����ʹ��Cu������������, ���´�����϶�������ս���С�
����ճ���������������(20%), �ս������в����������ֲ��Ŀ�϶, ������������֯�Գ����Ե���״�ֲ��� �����ս��ߵ�������֯�����Ե������, �����������ս����ճ������ϵ�, ����Էֲ���С�ߴ�Ŀ�϶, ��ͼ7(b)��ʾ; �����ս����ܶ������������ܶȵ�74.3%�� ������Ϊ�������ɵ�Һ��������, Һ��ճ�Ƚ���, Cu����λ�÷�������, ����Һ��Ǩ��������ɨ���ߵ����ĵش�, ���̺��γ������ս��ߡ�
��ճ�����������������ʱ(30%), �ս������������ԵĿ�϶, ������֯�в��ٳ����ս��߹켣, ���dz�������ƽ��״�ֲ�, ����֯�������������, ��ͼ7(c)��ʾ; �ս����ܶȴ������ܶȵ�83.6%�� ��ʱ���������㹻��Һ����, Һ�������ȫ��������ʪ�����ս����е�Cu����, �������������, ���ƿ������ճ����; ����Һ��������������ս���֮��Ŀ�϶, ���γ�ƽ��״������֯, ��ʹ�����ܶ�������ߡ�
����ճ������������������ϸ���ʱ(40%), ��ȻҺ��������֯���ܳ�ƽ��״�ֲ�, �����зֲ��н϶��϶; ���ս����ܶ�Ҳ������ʾ�½�������, Ϊ�����ܶȵ�78.7%�� ԭ�������������ɵ�Һ������һ������, Һ��ճ����������, �����͵�Һ��ճ�Ƚ����¡���ЧӦ, �����������ܶȡ� ʵ���л�����, ��ʱ�ս��������־ֲ���������, ԭ�������ڸ����ճ������ۻ��γ�Һ��, �۲������Ӿ�, �ʵ��·����ս���Ρ� ���, ���ڶ���ֽ�����ĩ�����ս�, �ڹ��ղ���һ����ǰ����, ��������ճ����������ǻ�ýϸ��ս����ܻ�����Ҫ��֤��
2.3 ���ܻ�����
Һ���ս�����Ƕ���ֽ�����ĩ��ϵSLS�Ŀ��л��ơ� ��ͳҺ���ս���̴��¿ɷ�Ϊ����3����: Һ�����ɺͿ�������; �����ܽ������; ����Ǽ��γɡ� ����SLS��ѭ�����̼�Ϊ����, Һ������������̹��̼���, ��˽��д�ͳҺ���ս�ĵ�һ�ζԽ�����ĩSLS���ܻ���������������[2, 9, 11]�� ��SLS��ʼ��, ���ż�������ע��ijһ�ս�����, �۲����۵�ϵ͵�ճ������������ۻ��� ���Ÿ����Һ������ճ������ľ���Ϳ�����ĽӴ��������, ԭʼ��ĩ��ϵ�ĸ��ԡ��Ǽܡ�������̮��, ��������۲������� ��϶�ʽ��͡� ��ճ�������ȫ�ۻ�ʱ, Һ���������ʪ�������, ����Һ����ʩ�ӵ�ëϸ��������������ճ������, �ṹ�����������ż���, �⽫����۲����ܻ��̶Ƚ�һ����ߡ�
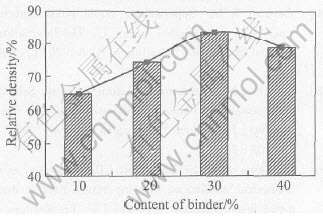
ͼ9 �ս��������ܶ���ճ����������ı仯
Fig.9 Variation of density of laser-sintered samples with content of binder SLS
���������ɵ�Һ������ֱ��Ӱ���ս�����ѧ�Ͷ���ѧ����, ��Һ��ճ�ȡ� ��ʪ�ԡ� ��Һ�����ϵ�����Ե�, ����Ӱ���ս�����ܻ��̶�[2, 9]�� ��������Һ������, ��Һ��ճ�Ƚϵ�, ��Һ��ϵ�������õ�����������, ��Һ���ܾ�����ɢ�ڹ����������, ����������������ʪ�ԡ� ��߿��������ʼ��������ܻ��̶ȡ� ���ڼ����ս��, �����յ�����ܶ�ds�ɱ�ʾΪ[14]
�ɼ�, �ս�����ܻ��̶���۲�����ܶ�dp��Һ�����������l����������� ����Ҫָ������, Һ������������ܹ�������, �����Һ�����ϵճ�ȹ���, ֱ�ӵ��½�����ĩSLS�еġ�������[15], �⽫���������ս����ܶȡ�
ʽ(1)����, ���Ƽ����ս����ܶȵ�;����2��: ����ս�ǰ�ķ۲�����ܶ�; �����ս������Һ����������� �����о�����[2, 16], SLS���������ɵ�Һ���������ȡ�����ս��¶�, �ں������ƹ��ղ�����������, ��ȡ���ڷ�ĩ��ϵ��ճ����������� ���, ������������������ڷ�ĩ�Ʊ������м��Կ��ǡ� �ڱ�ʵ����, ������ĩ���������ջ���豸�г�ʱ����, �Ի�ȡ�㹻�Ļ�۾�����, ������߷�ĩ��װ�ܶ�; ͬʱ, ��϶��ս������֯�ķ���, �Ż���Ʒ�ĩ��ϵ��ճ����������� ���о��������, ͨ������������������ۺϿ���, ��ʹ�Ʊ��ļ����ս����ý�Ϊ��������ܶȡ�
3 ����
1)����Ʊ���ѡ�������ս�ר�ö����ͭ��������ĩ, �����Ҫ������Cu, Ԥ�Ͻ�CuSn��CuP��
2)ͨ���������Ƽ���ղ���(�ر��Ǽ���ʺ�ɨ������), ��Һ���ս����ʵ�ַ�ĩ�ս����, �������Եġ���ЧӦ���������Ρ�
3)��һ����Χ��, ճ�������������������ڸ����ս����ܶȺ���֯������; ����ճ���������, �������ЧӦ���������ܶȡ�
REFERENCES
[1] Das S, Beaman J J, Wohlert M, et al. Direct laser freeform fabrication of high performance metal components[J]. Rapid Prototyping Journal, 1998, 4(3): 112-117.
[2] Zhu H H, Lu L, Fuh J Y H. Influence of binder��s liquid volume fraction on direct laser sintering of metallic powder[J]. Materials Science and Engineering A, 2004, 371(1-2): 170-177.
[3] Simchi A, Petzoldt F, Pohl H. On the development of direct metal laser sintering for rapid tooling[J]. Journal of Materials Processing Technology, 2003, 141(3): 319-328.
[4] Khaing M W, Fuh J Y H, Lu L. Direct metal laser sintering for rapid tooling: processing and characterisation of EOS parts[J]. Journal of Materials Processing Technology, 2001, 113(1-3): 269-272.
[5] ZHAO Jian-feng, LI Yue, ZHANG Jian-hua, et al. Analysis of the wear characteristics of an EDM electrode made by selective laser sintering[J]. Journal of Materials Processing Technology, 2003, 138(1-3): 475-478.
[6] Pintsuk G, Br��nings S E, D��ring J E, et al. Development of W/Cu-functionally graded materials[J]. Fusion Engineering and Design, 2003, 66-68: 237-240.
[7] Engel B, Bourell D L. Titanium alloy powder preparation for selective laser sintering[J]. Rapid Prototyping Journal, 2000, 6(2): 97-106.
[8] Simchi A, Pelzoldt F, Pohl H. Direct metal laser sintering: material considerations and mechanisms of particle bonding[J]. The International Journal of Powder Metallurgy, 2001, 37(2): 49-61.
[9] Agarwala M, Bourell D, Beaman J, et al. Direct selective laser sintering of metals[J]. Rapid Prototyping Journal, 1995, 1(1): 26-36.
[10] Kathuria Y P. Microstructuring by selective laser sintering of metallic powder[J]. Surface and Coatings Technology, 1999, 116(119): 643-647.
[11] �˶���, ���Ը�, ������, ��. ֱ�ӽ�����ĩ�����ս���λ��Ƶ��о�[J]. ���Ϲ���, 2004, 5: 42-48.
GU Dong-dong, SHEN Yi-fu, PAN Yan-feng, et al. Research on mechanism of direct metal laser sintering[J]. Journal of Material Engineering, 2004, 5: 42-48.
[12] �Ž���, ���Ը�, �Խ���, ��. Ni��������ĩ�������������о�[J]. ����ѧ��, 2002, 23(3): 221-225.
ZHANG Jian-feng, SHEN Yi-fu, ZHAO Jian-feng, et al. Study on laser sintering of Ni-based alloy powder[J]. Acta Aeronautica et Astronautica Sinica, 2002, 23(3): 221-225.
[13] �Ž���, �Խ���, ���ھ�, ��. �����Ͻ��ĩ��ѡ���Լ����ս������о�[J]. �й���е����, 2004, 15(5): 431-434.
ZHANG Jian-hua, ZHAO Jian-feng, TIAN Zong-jun, et al. Experimental research on selective laser sintering of nickel-based alloy powder[J]. China Mechanical Engineering, 2004, 15(5): 431-434.
[14] German R M. Supersolidus liquid phase sintering(part ��): densification theory[J]. The International Journal of Powder Metallurgy, 1990, 26(1): 35-42.
[15] Tolochko N, Mozzharov S, Laoui T, et al. Selective laser sintering of single- and two-component metal powders[J]. Rapid Prototyping Journal, 2003, 9(2): 68-78.
[16] GU Dong-dong, SHEN Yi-fu, LIU Man-cang, et al. Numerical simulations of temperature field in direct metal laser sintering process[J]. Transactions of Nanjing University of Aeronautics & Astronautics, 2004, 21(3): 225-233.
������Ŀ: ������Ȼ��ѧ����ίԱ��-�й����������о�Ժ���ϻ���������Ŀ(10276017);���տ�ѧ����������Ŀ(04H52061);�Ͼ����պ����ѧ���д��»���������Ŀ(S0403-061)
�ո�����: 2004-10-08; ������: 2005-01-10
�����: �˶���(1980-), ��, ��ʿ�о���.
ͨѶ����: ���Ը�, �绰: 025-85687494; E-mail: yifushen@nuaa.edu.cn
(�༭ �°���)

