���±�ţ�1004-0609(2011)06-1328-07
������ĥ���ն�Cu-10Cr-0.5Al2O3��֯�����ܵ�Ӱ��
�� ������Сǿ��Ҷ��Ȩ����ԪԪ
(����������ѧ ��е����������ѧԺ������ 510640)
ժ Ҫ�����ø�����ĥ������Cu-10Cr-0.5Al2O3(����������%)��Ϸ�ĩ����Ԥ���������õ糡��սἼ������ĥ��ĩ�����սᣬ����XRD��SEM��Ӳ�ȡ�����ǿ�Ⱥ͵絼�ʵȲ��Է����о���ĥʱ���Cu-10Cr-0.5Al2O3���Ϸ�ĩ�ս�ǰ����֯�����ܵ�Ӱ�졣���������������ĥʱ������ӣ�Cu��������ϸ�����ڶ���ֲ�������ɢ�������ս���ϵ�ǿ�Ⱥ�Ӳ����������ĥ20 h���ս���Ʒ��ǿ�Ⱥ�Ӳ�ȷֱ�ﵽ952 MPa��285 HV�����ھ���ϸ�����߶���ɢ�ĵڶ����Լ�ͭ��ľ�������ǿ�Ե��ӵ�ɢ�����ã��ս������ĵ絼��Ҳ����ĥʱ����ӳ������½�����ĥ20 h��,�ս���Ʒ�ĵ絼���½���51%(IACS)��
�ؼ��ʣ�ͭ����ĩ���ڶ��ࣻ������ĥ���糡��ս�
��ͼ����ţ�TF124.5���� ���ױ�־�룺A
Influence of high-energy ball milling on
structure and performance of Cu-10Cr-0.5Al2O3
ZHANG Yin, LI Xiao-qiang, YE Yong-quan, LI Yuan-yuan
(School of Mechanical and Automotive Engineering, South China University of Technology, Guangzhou 510640, China)
Abstract: Cu-10Cr-0.5Al2O3 (mass fraction, %) powder mixtures were pretreated by high-energy ball milling and subsequently sintered by electric field activated sintering technique. The influence of milling time on the structure and performance of Cu-10Cr-0.5Al2O3 before and after sintering was studied by XRD, SEM, hardness, rupture strength and conductivity test. The results show that, with increasing the milling time, the Cu grain size decreases and the distribution of the second phase becomes more uniform, consequently the strength and hardness of the sintered samples increase and reach 952 MPa and 285 HV, respectively, after powders milled for 20 h. Because of the grain refinement, the uniform distribution of second phase and the lattice distortion of Cu phase, the electron scattering in the sintered samples is enhanced, causing a decrease of conductivity. After 20 h milling, the conductivity of sintered samples decreases to 51%(IACS).
Key words: copper base powders; second phase; high-energy ball milling; electric field activated sintering
����ͭ�����ϲ�����Ϊһ�����˲��ϣ����ھ��нϸ�ǿ�ȼ������ĵ��絼�����ܣ���������ҵ��������ҵ�����������ܿ��ߡ����ӡ�����������������ž��Ӧ��DZ��[1-3]��Cu-Cr�Ͻ���Ϊ����ͭ�����ϲ��ϵ�һ�֣��ѱ�����Ϊ��������տ��ػ���Ҫ�����Ѵ�ͷ����֮һ���������ڹ�����õ����ձ�Ӧ��[4]����Ŀǰ������Cu-Cr�Ͻ�����һЩ�������⣬����������庬�����ߣ�������Cr������ߴ����ڿ��ơ����Գ�����ܵȡ������Ҫ��������Cu-Cr�Ͻ���Ʊ����������������µļ��������µ�[5]������ո�Ӧ���������Ʊ�Cu-Cr�Ͻ�����ո�Ӧ�����ͽ�ע���̶�������������½��еģ�����˲��ϵĺ�����������˺Ͻ�Ĵ��ȣ��Ҹ÷������ռ��ɱ�����������Ϊ��һ�ִ��ģ����Cu-Cr��ͷ���ϵķ���[6]��������Cu��Cr���۵����⣬���ܶ����ϴ�������ʱ�ײ���ƫ������������Cr�����ߵĺϽ��С�LI��[7]�����ƽ��[8-9]�Ի�е�Ͻ��Ƶõ�Cu-Cr�Ͻ�۽��б�ը�սᣬ�����������ը�ս�����Կ˷�Cu-Crƫ�������������ڼ���ʱ���ڱ�ը�ϳɣ����������������Ա�����е�Ͻ��Ƶõ������ij�ʼ��������������õ����ܽϺõ�Cu-Cr��ͷ���ϣ�����ըʱ��ըҩ�������Կ��ơ����⣬��Ϊ��������ܶȶ�ʹ�ø߱���ըҩ����ըѹʵ���ڲ���������������ơ����ø�����ĥ���Ʊ�Cu-Cr��ĩ���ж��ص����ƣ���������������ܶȣ��ٽ��ڶ������ɢ�ֲ���ϸ�����Ϸ�ĩ�����Ⱥ;����ȣ�����ս���ԣ������ս��¶Ⱥ�����ս����ܶȣ��Ҹ÷����ռ��ɱ�Ҳ�ܵ�����������Ѹ�ٷ�չ�����ļ����κ��ս���һ��ĵ糡��սἼ��[10-12]���и�Ч�����ܡ������Ͳ�������һϵ���ŵ㣬ͬʱ�÷������ɾ��������ĩ���棬������ɢ�����ܣ��ٽ��սᣬ��Ч���ƾ����������⣬�ս������ʩ�ӵ��ս�ѹ��Ҳ���ڻ�ø���������ȫ���ܵIJ��ϡ�Ϊ�ˣ��������߲��ø�����ĥ��糡��ս����ϵķ����Ʊ���ǿ����ͭ�����ϣ����Ȳ��ø�����ĥ�����Ʊ�Cu-10Cr-0.5Al2O3ϸ��ͭ�����Ϸ�ĩ���ٶ���ĥ��ķ�ĩ���е糡��սᣬ���ص��о�������ĥ���ն�Cu-10Cr-0.5Al2O3�Ͻ�����֯�����ܵ�Ӱ�졣
1 ʵ��
1.1 ʵ����ϼ����Է���
ʵ��ѡ�õ�ͭ��Ϊ���ͭ�ۣ�����Ϊ��е������ۣ���������Ϊ�������ۣ���ʼ��ĩ���������1���С�
��1 ��ʼ��ĩ������
Table 1 Characteristics of original powders
������X�������������D/max-��A��ȫ�Զ�X�����������Ͻ��У����ٵ�ѹΪ50 kV��ɨ���ٶ�Ϊ10 (��)/min����ò�۲���JEOL-6460LAɨ����������Ͻ��У����ٵ�ѹΪ15 kV��Ӳ�Ȳ�����HX-1000��ά����Ӳ�ȼ��Ͻ��У������غ�Ϊ9.8 N��ÿ�μ���ʱ��Ϊ10 s��ÿ��������Ӳ��ȡ7�����ƽ��ֵ���������ǿ�Ȳ�����CMT5105������ʵ����Ͻ��У��絼�ʵIJ��������QJ19��˫�����õ��Ų����ǡ�
1.2 ͭ�����ϲ��ϵ��Ʊ�����
1.2.1 ������ĥ�Ʊ���ĩ
��������ʼ��ĩ��Cu-10Cr-0.5Al2O3�ɷ���Ⱥ����ݻ�Ϊ2 L��V�ͻ�ۻ���Ԥ���12 h��Ȼ��װ��QM-2SP������ĥ���н��и�����ĥ����ĥ��ĥ����Ͼ�ΪGCr15����ĥ�д���(ֱ��20 mm)������(ֱ��8 mm)��С��(ֱ��4 mm)��������Ϊ1?2?1������������Ϊ10?1����ĥ��ת��Ϊ226 r/min������ת����ʱ��Ϊ15 min������ʱ��ͼ���ʱ���Ϊ10 s����ĥ����Ϊ�ߴ������Ϊ��ֹ��ĥ�����з�ĩ���Ⱥ��ϣ�������ˮ�ƾ���Ϊ���̿��Ƽ���
1.2.2 �ս����
ÿ���ս�ʱ����20 g��Cu-10Cr-0.5Al2O3��ĩװ���ھ�Ϊ20 mm���⾶Ϊ50 mm��Al2O3�մ�ģ�� �У��������Ƶĵ糡��ս��豸�����ս���Ρ�ѡ�õ���������������£���ֵ����Ϊ120 A����ֵ����Ϊ2.7~3.0 kA��Ƶ��Ϊ50 Hz��ռ�ձ�Ϊ50%��ͨ��ʱ��(���ս�ʱ��)Ϊ3~7 min���ս�ѹ��Ϊ30 MPa���ϵ��������ģ������100 �����£�Ȼ����ģȡ����
2 ���������
2.1 ��ĥ��ͭ����ĩ��Ӱ��
ͼ1��ʾΪ��ͬ��ĥʱ���ĩ��SEM����ͼ1���Կ�������ĥ5 h���Ϸ�ĩ����Ƭ״��ò������ÿһ����ĩ�����ɶ�������Ƭ������(��ͼ1(b))����10 h��е��ĥ���Ϸ�ĩ�Գ�Ƭ״�����ں�������ǿ����ĩ���������������ĩ��������Ǵ��ж��Ѻۼ���������ĥ�����з������ϵ�ͬʱ�������˶��ѣ���15 h��ĥ���Ϸ�ĩ�ʽ���״����ĩ����Ҳ�϶���һ������20 h��ĥ�����ڼӹ�Ӳ�����ϴ�ķ�ĩ�������������Ϊ�ߴ��С�Ŀ�������ĩ�����ɽϴ�Ľ���״�����ͽ�С�Ŀ�״������ɣ�������ͭ�������õ����ԣ���ĩƽ���ߴ���ԼΪ50 ��m����ʱ����ĩ�����Ƚ���ʵ����ͼ1(e)��ʾ�����Ͻ������������ĥ�����У���������״�ͳߴ綼�����������仯����ĥ��ĩ�Ƿ�ĩ���������������ӡ��亸�������Լ��غ��Ĺ���[13-14]������ĥ�ij��ڽΣ�������ĩ�ڲ���ȱ���٣� �������õ����ԣ���ˣ��ڸ���ĥ����������ѹ���������£���ͬ��ĩ��ĺ����γ��˸��Ϸۣ�ͬʱ����ĩ��ĥ��ķ�������·�����ѹ�����Ա��Σ���ĩ����˲�Ƭ״�������״��������ĥʱ����ӳ������Ϸ�ĩ�����Ա��β����ۻ�����ĥ���¸��Ϸ�ĩ���ϼӹ�Ӳ����ͬʱ��ĥ����Al2O3��Cr��Cu���е���ɢ�ֲ��Լ�Cr��Cu��ʵ��ǿ�ƹ��ܣ���Щ���ؾ���ʹ��ĩ���Խ��Խ�࣬�ټ��Ͽ����в�����ķ�϶��ʹ�÷�ĩ��ĥ��ĸ���ײ���²��Ϸ������ѡ���ĩ���Ѻ�¶�������ʽ���������ĥ��������������º��ϡ���ĥ���ڣ���������ǿ�ڶ��ѣ����ԣ�����ĥʱ����ӳ�����ĩ�ߴ������ʱ����ĥ�������ЧӦ�õ�ǿ�����ֵ��·�ĩ�ߴ����½���
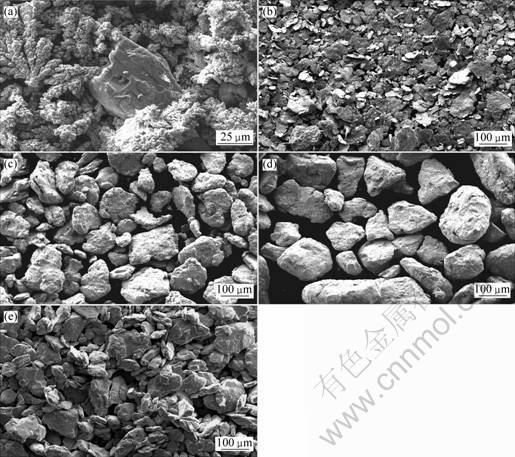
ͼ1 ��ĥ��ͬʱ����ĩ��SEM��
Fig.1 SEM images of composite powders milled for different times: (a) 0; (b) 5 h; (c) 10 h; (d) 15 h; (e) 20 h
����ĥ�����У�Cu��Cr�������������Ա��Σ������Ա����շ����Ϸ�ĩ��Cu��Cr����˾�����䣬ͬʱ��������λ�����γ���λ�������Ǿ���������ϸ����Cu��Cr�ľ�������ĥ��ĩ��XRD��(��ͼ2)Ҳ֤ʵ����һ�㣬����ĥʱ����ӳ���Cu��Cr��������䰫���������Al2O3�ĺ����dz��٣��ڻ�Ϸ�ĩ����ĥ��ĩ���������в�δ�۲쵽��Ӧ������塣

ͼ2 ��ͬ��ĥʱ��Ϸ�ĩ��XRD��
Fig.2 XRD patterns of composite powders milled for various times
2.2 ��ĥʱ����ս��������֯��Ӱ��
ͼ3��ʾΪ��ĥ��ͬʱ���ĩ�糡��ս��Ľ�����֯����ͼ3���Կ���������ĥʱ����ӳ���Cr��Al2O3�Ŀ����ߴ粻�ϼ�С������ͭ�����еķֲ�Խ��Խ���ȡ���Ϸ۾��ս�ڶ���Cr(��ͼ3�лҰ�ɫ)��ò�����˸ı䣬���ս�ǰ�Ľ����α�Ϊ�ִ�ı�ƽ״��ͬʱ��������������������״����������Cr���ս�Ĺ������ս�ѹ���������·��������Ա��Σ�ֻ�DZ���������Cr����Cu�����еķֲ����Բ����ȡ���ĩ��ĥ5 h�����սᣬCr���ڻ����г�����״�ֲ�����ԽϾ��ȡ�����Cr�������״��ԭ���������������棺һ����ĥ������Cr��ĩ����������η�������ײ�ͼ��б������ã���Ϊ��Ƭ״���ڶ��������ײ�£�Cr���ڸ��Ϸ�ĩ�з���Ť�����Σ�����Ť����Ƭ״Cr���ں����糡��ս��м�����������������ò����Ҳ�ǵ����ս��Cr��ĺ�������������״����Ҫԭ���ǵ���ѹ�Ʊ�����Ȼ�ں��������ƽ��Ӧ�䣬������ÿһ��Cr����Բ������ϸ��ƽ��Ӧ�䣬����Cr�����������ṹ���ڱ��ι����У�Cr�ı�����Ҫ��{011}�������ϣ����Ʒ���Ϊ ����ÿ���������Ͻ����������Ʒ����ս��ѹ����ʱ��������������������Σ�Cr��ᷢ��Ť��[15]����Ȼ��Cr�������������ò�������谭Cu����ı��Σ���ǿ�������á�����ĥ10 h�ķ�ĩ�ս������Cr�������״���խ���������������������ѡ�����Ҫ������������ĥʱ������ӣ�Cr����μӾ硣�ս������Ԫ����ɢ��Cr����������ܽ����������������ѵ���һԭ������ĥʱ��Ľ�һ���ӳ����ս�Ͻ���Cr������ݱ������ϸС�����ӣ�Cr���ڻ����еķֲ�Ҳ���Ӿ��ȡ�����Ҫ��������ĥʱ���ӳ���һ���̶Ⱥ�Cr������Ա�úܲ�ڱ��ι��������������ѡ����Ѻ��Cr���ӷdz�ϸС��������ɢ�ֲ��ڻ����У���ϸС��Al2O3����һ��Ի�������ɢǿ�������á�
����ÿ���������Ͻ����������Ʒ����ս��ѹ����ʱ��������������������Σ�Cr��ᷢ��Ť��[15]����Ȼ��Cr�������������ò�������谭Cu����ı��Σ���ǿ�������á�����ĥ10 h�ķ�ĩ�ս������Cr�������״���խ���������������������ѡ�����Ҫ������������ĥʱ������ӣ�Cr����μӾ硣�ս������Ԫ����ɢ��Cr����������ܽ����������������ѵ���һԭ������ĥʱ��Ľ�һ���ӳ����ս�Ͻ���Cr������ݱ������ϸС�����ӣ�Cr���ڻ����еķֲ�Ҳ���Ӿ��ȡ�����Ҫ��������ĥʱ���ӳ���һ���̶Ⱥ�Cr������Ա�úܲ�ڱ��ι��������������ѡ����Ѻ��Cr���ӷdz�ϸС��������ɢ�ֲ��ڻ����У���ϸС��Al2O3����һ��Ի�������ɢǿ�������á�
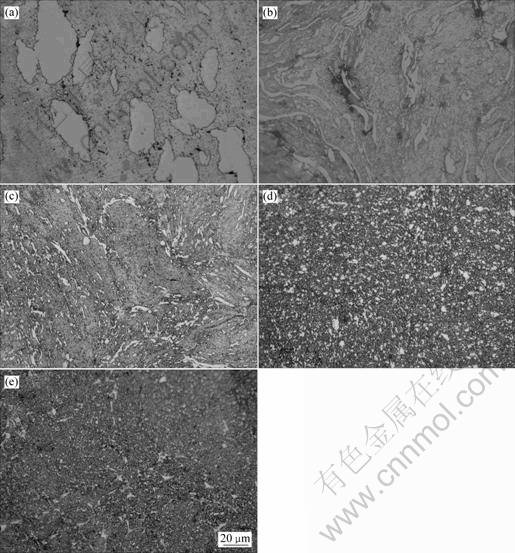
ͼ3 ��ĥ��ͬʱ���ĩ�ս�������֯
Fig.3 Microstructures of sintered milled by different times: (a) 0; (b) 5 h; (c) 10 h; (d) 15 h; (e) 20 h
2.3 ��ĥʱ����ս�������ܵ�Ӱ��
ͼ4��ʾΪ��ĥʱ��Է�ĩ�糡��ս����ѧ���ܵ�Ӱ�졣��ͼ4�ɼ���������ĥʱ����ӳ�����ĩ�ս�������ǿ�Ⱥ�Ӳ�ȶ���Ӧ�õ���ߡ�����δ��ĥ�Ļ�Ϸ�ĩ�����ս���Ӳ�Ⱥ�ǿ�Ƚ��ֱ�Ϊ120 HV��474 MPa������ĥ5 h��ĩ�ս���Ӳ�Ⱥ�ǿ���д������ߣ�Ӳ�ȴﵽ240 HV��Ϊ���ʱ��2����ǿ��Ҳ������690 MPa������ĥʱ������ӳ����ս���ǿ�Ⱥ�Ӳ��Ҳ�������ӣ��������ٶ�������������ĥ20h��ĩ�ս���ǿ�Ⱥ�Ӳ�ȷֱ�ﵽ952 MPa��285 HV��
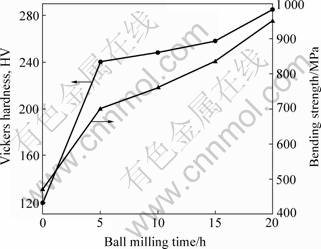
ͼ4 ��ĥʱ����ս����Ӳ�Ⱥ�����ǿ�ȵ�Ӱ��
Fig.4 Effect of milling time on hardness and bending strength of sintered specimens
����ĥ�����У���ĩ�ڳ�������к�Ħ���ȶ������������£���Cu��Cr�����˾���ϸ���;�������������⣬��ʹ��Al2O3�������Ӿ�����ɢ�ֲ���Cu�����У����⣬��ĥ����Cr���������������Σ��ɿ���״����ϸ����״��ϸС����״ת�䣬�������²���Cr��Cu���γ�ǿ�ƹ��ܣ������ϣ�ͭ������Cr�ķֲ�����ĥʱ����ӳ����Խ��Խ���Ⱥ���ɢ���糡��ս�������ս��¶ȵͺ��ս�ʱ��̵��ص㣬���ڽϴ�̶���ά��ԭʼ��ĩ�ڲ�����֯��̬������ʹ����ĥ�������γɵ�ϸ����֯������ɢ�Լ�Cr������̬�ȽϺõر��������������ľ��硢�ڶ������ɢ�ֲ����α�Cr�Լ�Cu��ǿ�ƹ��ܵ�Cr��λ���������谭���ã��Ӷ������ս��IJ��Ͼ��нϸߵ�ǿ�Ⱥ�Ӳ�ȡ���ĥʱ��Խ��������Խ�࣬Al2O3��Cr�����ɢ��Խ�ߣ�Cr�ı�����Խ��Cr��Cu�еĹ�����Խ�����Ƕ�λ�����谭����ҲԽǿ�������ս���ϵ�ǿ����Ӳ��ҲԽ�ߡ������Ͼ���ʱ����ĥ����ϸ���ٶȡ��ڶ�����ɢ���ٶȾ������������Cr����ϸ����״������γ�ϸС����ɢ�ֲ��Ŀ�����Cr��Cu�еĹ���������ƽ�⣬��ˣ�ǿ��Ч��Ҳ��Ӧ�仺�����������ս����ǿ����Ӳ��ֵ�����Ӽ�����
��ĥʱ����ս���ϵ絼�ʵ�Ӱ����ͼ5��ʾ����ͼ5��֪��������ĥʱ������ӣ��ս���ϵĵ絼�ʳ������Ե��½����ơ����ڻ�Ϸ�ĩ���ս��ĵ絼��Ϊ87%����ĩ��5 h��ĥ���ս�絼�������½���67%��������ĥʱ��Ľ�һ�����ӣ��ս���ϵĵ絼���½��仺��
�ɽ����������ۿ�֪�������������������ƻ�ʱ����Ե��Ӳ�����ɢ�䣬�Ӷ��γɵ��裻�����е�����ԭ�ӡ�λ������λ�������������ʹ���������������������ƻ����Ӷ����ͽ����ĵ����ԡ�����ĥ�����У�Cu��Cr��Ϸ������Ա��Σ��Ӷ�����Cu��Cr������䣬�γɴ���λ����Cu��Cr����ϸ�����������ӣ�ͬʱ������ԭ��Cr����ĥ������ǿ�ƽ���Cu�ľ�������У���һ��������Cu����ľ�����䡣���⣬Cr�༰Al2O3������Ϊ�ڶ�����ɢ�ֲ���Cu�����У����������������Щ���ؾ���Ȼ���ӶԵ��ӵ�ɢ�����ã������ս�Ͻ�ĵ絼���½������Ͼ���ʱ����ĥ�����ھ���ϸ���ٶȡ�λ����ֳ�ٶȺ�Cr��Cu�еĹ����ٶȼ��ڶ���������ɢ�ٶȵȾ���������ˣ����µ絼�ʵ��½�����Ҳ��Ӧ������
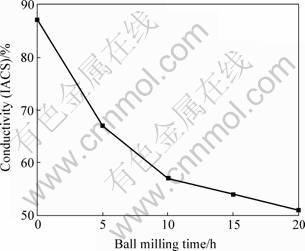
ͼ5 ��ĥʱ����ս���ϵ絼�ʵ�Ӱ��
Fig.5 Effect of ball milling time on conductivity of sintered specimens
2.4 ��ĥʱ����ս���϶Ͽ���ò��Ӱ��
ͼ6��ʾΪ��ĥ��ͬʱ��ķ�ĩ���糡��ս���(���ܶȾ�����94%)�����Ͽ���ò����ͼ6��֪�����жϿھ�����Ϊ���Զ��ѣ���������ĥʱ����ӳ����Ͽ�������С��������������ĥʱ����ӳ����ڶ���Cr��Al2O3�����ȼ�����Cu�ľ����ߴ����С���ҵڶ���ķֲ�Խ��Խ���ȣ����⣬��ĥ��ĩ���ڼӹ�Ӳ�������Ա���������Ӧ��Ӳ��ָ��������������Խ��Խ���ڷ������Ӷ������ijߴ����ȼ�С���ӶϿ����ѵļ�С�����ƶϲ��ϵ�����Ҳ��Ӧ��С����Ӳ����Ӧ��������ĥʱ��϶�ʱ�ĶϿڣ����ɹ۲쵽�ֲ�����Cu��Cr�����ķ������������������ĥʱ����ӳ���Cu��Cr����������洦���Կ���Խ��Խ���Ե�˺���⣬��Щ˺�����ǽ��������Զ������µĺۼ�������Cu��Cr�������ĥ�͵糡��ս����������γ����൱��ֵ�ұ���ϣ�������ĥ�����ڴٽ�Cu��Cr����γ�ұ���ϡ���ʱ����ĥ������Cr��ij��ϸ������Cu�е���ɢ�ֲ��Լ���������õ�ұ���ϣ��ʽ��ӶϿ������Էֱ�Cu��Cr����Ľ��档
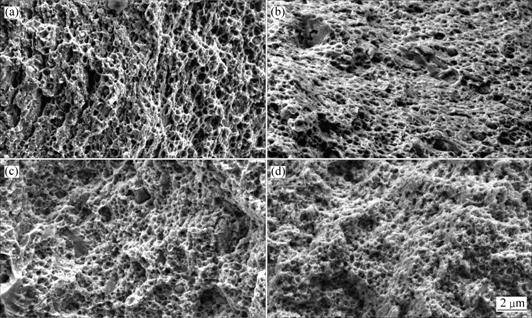
ͼ6 ��ĥ��ͬʱ���ĩ�ս��ĶϿ���ò
Fig.6 Fracture surface morphologies of sintered specimen milled by different times: (a) 5 h; (b) 10 h; (c) 15 h; (d) 20 h
3 ����
1) ���ø�����ĥ������Cu-10Cr-0.5Al2O3��Ϸ�ĩ����Ԥ�������ٲ��õ糡��սἼ������ĥ��ĩ�����սᣬ���Ʊ�����ǿ����Ӳ��ͭ��������ϡ�
2) ������ĥʱ����ӳ���Cu��������ϸ�����ڶ���ֲ�������ɢ���ȣ��ս���ϵ�ǿ�Ⱥ�Ӳ�ȳ��������������ƣ���ĥ20 h��ĩ�ս���ǿ�Ⱥ�Ӳ�ȷֱ�ﵽ952 MPa��285 HV�������ھ���ϸ�����ڶ���ĸ߶���ɢ��ǿ�ƹ����Լ������������ã��ս������ĵ絼�ʷ�������ĥʱ����ӳ����½���
REFERENCES
[1] ������, ��³��. ��ɢǿ��ͭ�����ϲ��ϵ���״�뷢չ[J]. ÷ɽ�Ƽ�, 2009(1): 56-60.
XUAN Shou-rong, FAN Lu-hai. Current state and development trend of dispersion strengthened copper matrix composites[J]. Baosteel Meishan, 2009(1): 56-60.
[2] �̽���, ������. ��ǿ�ߵ���������ɢǿ��ͭ�Ͻ���о���״[J]. ���ϵ���, 2004, 18(2): 38-41.
CHEN Jian-yi, WANG Ming-pu. Progress in research on high-strength high-conductivity and high-heat resistance dispersion strengthened copper alloy[J]. Materials Review, 2004, 18(2): 38-41.
[3] ������, �� ��, ������, ������. ��ǿ����ͭ�����ϵ��о���״�ͷ�չǰ��[J]. ���ϵ���, 2005, 19(7): 8-11.
LIU Jing-lei, RUAN Feng, WANG Er-de, LIU Zu-yan. Progress in research on high-strength and high-conductivity copper- matrix material [J]. Materials Review, 2005, 19(7): 8-11.
[4] ������, ����. �ȵ������弼������տ���ͭ����ͷ���������е�Ӧ��[J]. ���ϵ���, 1996(6): 32-34.
WANG Yong-xing, ZOU Ji-yan. Application of hot plasma technology in producing CuCr contact materials[J]. Materials Review, 1996(6): 32-34.
[5] �� ��, �� ��, �����, ��־��. �������Ʊ�CuCr�Ͻ���о���״[J]. �����豸�о�, 2004(6): 51-54.
HU Yong, ZHAO Cai, DANG Shu-e, FAN Zhi-kang. The research actualities of CuCr alloy prepared by melting methods[J]. Research Studies on Foundry Equipment, 2004(6): 51-54.
[6] �ų���, �� ��, �� ��, ��־��, ������, �ع���. CuCr25ϵ�кϽ���͵�ǿ��[J]. ��ѹ����, 2001, 37(4): 749-752.
ZHANG Cheng-yu, WANG Jiang, ZHANG Hui, YANG Zhi-mao, DING Bing-jun, QIN Guo-yi. Dielectric strength of CuCr25 series alloys[J]. High Voltage Apparatus, 2001, 37(4): 749-752.
[7] LI Jing-ping, MENG Song-he, HAN Jie-cai. Structure and flaws of CuCr alloys by explosive compaction[J]. Journal of Harbin Institute of Technology, 2005, 12(2): 135-138.
[8] ���ƽ, ���ɺ�, ���ά, �� ��. ��ըѹʵCuCr�Ͻ��ѹʵ����ѹʵ�ܶȹ�ϵ���о�[J]. ���������빤��, 2004, 27(4): 44-47.
LI Jing-ping, MENG Song-he, LI Guang-wei, JI Song. Study on the relationship between compact density and compaction energy of CuCr alloys by explosive compaction[J]. Ordnance Material Science and Engineering, 2004, 27(4): 44-47.
[9] ���ƽ, �� ��, ���ɺ�, ���ؾ�, �� ��, ������. ��ըѹʵCuCr�Ͻ�����е����������[J]. ���Ͽ�ѧ����, 2004, 12(2): 117-120.
LI Jin-ping, LI Yao, MENG Song-he, LUO Shou-jing, JI Song, CHEN Zi-ming. Energy and deformation during explosive compaction of CuCr alloys[J]. Material Science and Technology, 2004, 12(2): 117-120.
[10] MUNIR Z A, ANSELMI-TAMBURINI U, OHYANAGI M. The effect of electric field and pressure on the synthesis and consolidation of materials: a review of the spark plasma sintering method[J]. Materials Science, 2006, 41(10): 763-777.
[11] KIM Y M, LEE K H, KIM E P, CHEONG D I, HDNG D S H. Fabrication of high temperature oxides dispersion strengthened tungsten composites by spark plasma sintering process[J]. International Journal of Refractory Metals and Hard Materials, 2009, 27(5): 842-846.
[12] WANG X, CASOLCO S R, XU G. Finite element modeling of electric current-activated sintering[J]. Acta Materialia, 2007, 55(10): 3611-3622.
[13] MURTY B S, RANGANATHAN S. Novel materials synthesis by mechanical alloying/milling[J]. International Materials Reviews, 1998, 43(3): 1-141.
[14] MAURICE D, COURTNEY T H. Modeling of mechanical alloying: part ��. Deformation coalescence and fragmentation mechanisms[J]. Metallurgical and Materials Transactions, 1994, 25A(1): 147-158.
[15] SUN S J, SAKAI S, SUZUKI H G. TEM observation of Cr fibers in Cu-15Cr-0.5Fe in situ composites[J]. Materials Transactions, 2000, 41(5): 613-616.
(�༭ ������)
������Ŀ�����Ҹ����о���չ�ƻ�������Ŀ(2007AA03Z112)�������������˲�֧�ּƻ���Ŀ(NCET-10-0364)�������У��������ҵ���ר���ʽ��ص���Ŀ(2009ZZ0019)���㶫ʡ��Ȼ��ѧ����������Ŀ(x2jqB6080210)
�ո����ڣ�2010-06-22�������ڣ�2010-09-03
ͨ�����ߣ���Сǿ�����ڣ��绰��13535428716��E-mail: Lixq@scut.edu.cn

