Low cycle fatigue improvement of powder metallurgy titanium alloy through thermomechanical treatment
来源期刊:中国有色金属学报(英文版)2008年第2期
论文作者:刘彬 刘咏 何小禹 汤慧萍 陈丽芳
文章页码:227 - 232
Key words:titanium alloy; powder metallurgy; low cycle fatigue; thermomechanical treatment
Abstract: A low-cost β type Ti-1.5Fe-6.8Mo-4.8Al-1.2Nd (mass fraction, %)(T12LCC) alloy was produced by blended elemental powder metallurgy(P/M) method and subsequent thermomechanical treatment. Low cycle fatigue(LCF) behavior of P/M T12LCC alloy before and after thermomechanical treatment was studied. The results show that the LCF resistance of P/M titanium alloy is significantly enhanced through the thermomechanical treatment. The mechanisms for the improvement of LCF behavior are attributed to the elimination of residual pores, the microstructure refining and homogenization.
基金信息:the National Advanced Materials Committee of China

LIU Bin(刘 彬)1, LIU Yong(刘 咏)1, HE Xiao-yu(何小禹)1,
TANG Hui-ping(汤慧萍)2, CHEN Li-fang(陈丽芳)1
1. State Key Laboratory of Powder Metallurgy, Central South University, Changsha 410083, China;
2. State Key Laboratory of Porous Materials Technology, Xi’an 710016, China
Received 5 June 2007; accepted 24 August 2007
Abstract: A low-cost β type Ti-1.5Fe-6.8Mo-4.8Al-1.2Nd (mass fraction, %)(T12LCC) alloy was produced by blended elemental powder metallurgy(P/M) method and subsequent thermomechanical treatment. Low cycle fatigue(LCF) behavior of P/M T12LCC alloy before and after thermomechanical treatment was studied. The results show that the LCF resistance of P/M titanium alloy is significantly enhanced through the thermomechanical treatment. The mechanisms for the improvement of LCF behavior are attributed to the elimination of residual pores, the microstructure refining and homogenization.
Key words: titanium alloy; powder metallurgy; low cycle fatigue; thermomechanical treatment
1 Introduction
Titanium alloys have been widely used in air and space applications for their high specific strength and good oxidation resistance at moderate temperatures. Recently, titanium alloys have a high potential in application in automotive industries. However, compared with steel and other metallic materials widely used nowadays, the application of titanium alloys is still limited due to the high manufacturing cost associated with the expensive raw materials and difficult processing. The titanium alloys prepared by blended elemental P/M method have the potential to overcome the cost problem [1-2].
Fatigue behavior is very important for titanium alloy. Thermomechanical treatment is an effective method for enhancing the fatigue resistance of ingot metallurgy(IM) titanium alloys. In near α type and α/β type IM titanium alloys, thermomechanical processing combined with subsequent annealing in the α/β two phase region is known to be effective to transform the colony microstructure into a fine equiaxed microstructure with small α grains[3], which shows good ductility and better fatigue behaviors. In β type IM titanium alloys, thermomechanical treatment is also involved to improve the low cycle fatigue(LCF) resistance through grain refinement and uniform distribution of α precipitates[4]. The fatigue behavior of P/M titanium alloys has been studied since 1980’s[5-9], and was found to be comparable to the cast and even wrought alloys. The fatigue properties of P/M titanium alloys obtained so far essentially meet the requirements for most applications. However, when considering applications in power train systems and advanced engine systems, high risk is still a concern because of the residual porosity and inhomogeneous grain size. Like P/M ferrous gears or connecting rods, secondary processing operations are needed. Thermomechanical treatment should be a suitable way for secondary processing operation and improving the fatigue behavior of P/M titanium alloys.
In this work, the low cycle fatigue(LCF) behaviors of P/M T12LCC alloys before and after thermomechanical treatment were studied. The mechanisms of the improvement were also studied.
2 Experimental
An alloy with nominal composition of Ti-1.5Fe- 6.8Mo-4.8Al-1.2Nd (mass fraction, %) was prepared by blended elemental powder metallurgy. The physical characteristics of elemental and master alloy powders used in fabrication of titanium alloys are listed in Table 1. To attain a density higher than 95%, fine titanium powder (<45 μm) produced by the hydride-dehydride (HDDH) process was used[6]. The Nd-Al master alloy was prepared by arc-melting 500 g ingot from high purity Nd (>99.9%) and aluminum (>99.9%) in dry argon atmosphere, and the nominal composition is 40Nd-60Al (molar fraction, %). Then the as-cast Nd-Al alloy ingots were crashed into powder. The processing steps for fabricating T12LCC alloy were presented in Fig.1. The raw powders were blended in a high efficient blender for 1 h under the protection of argon atmosphere, followed by cold isostatic pressing under a pressure of 200 MPa. The powder compacts were sintered at 1 300 ℃ for 3 h in a vacuum of 5×10-3Pa, followed by furnace cooling. Then hot forging was conducted at a temperature around 1 100 ℃ with a maximum strain of 50%, and then the forged billet was heat treated according to the following schedule: holding at 810 ℃ for 1 h, water quenching and then annealing at 580 ℃ for 8 h. With regard to the LCF testing, cylindrical specimens with gauge size of d 8 mm ×30 mm were used. The LCF tests were carried out at room temperature in air at a constant strain rate of 6×10-3 s-1 by using a MTS 810 Type fatigue property tester. The cyclic stress strain(CSS) behavior was determined under fully reversed axial loading(R=-1) using a triangular wave shape signal. The tests were continued till complete fracture. The microstructure of tested samples was examined by optical microscopy (OP), and the morphologies of the fracture surface were examined by scanning electron microscopy(SEM).
Table 1 Characterizations of raw elemental powders
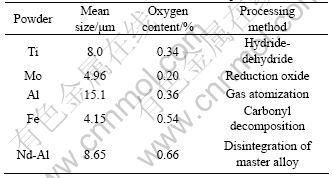
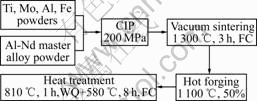
Fig.1 Processing steps for fabricating P/M T12LCC alloy
At last, the LCF behavior of the P/M T12LCC alloy was calculated and analyzed by the equation based on the Morrow, Coffin and Manson’s model[10]. The equation is expressed as follows:
![]() (1)
(1)
where ?εt/2 is the total strain amplitude, which comprises the elastic strain amplitude (?εe/2) and plastic strain amplitude (?εp/2); E is the elastic modulus; ![]() is the fatigue strength coefficient; b is the fatigue strength exponent;
is the fatigue strength coefficient; b is the fatigue strength exponent; ![]() is the fatigue ductility coefficient; c is the fatigue ductility exponent; and 2Nf represents the fatigue life. All these parameters are calculated using linear regression analysis of the logarithm of strain amplitudes, lg(εt/2), vs the logarithm of the fatigue life, lg(2Nf).
is the fatigue ductility coefficient; c is the fatigue ductility exponent; and 2Nf represents the fatigue life. All these parameters are calculated using linear regression analysis of the logarithm of strain amplitudes, lg(εt/2), vs the logarithm of the fatigue life, lg(2Nf).
3 Results
Microstructures of P/M T12LCC alloy before and after hot forging and heat treatment are shown in Fig.2. In the as-sintered state (Fig.2(a)), inhomogeneous microstructure with lower porosity (<2.5%, Table 2) is found, and the average primary β grain size is estimated to be 150 μm. After hot forging, all the primary coarse β grains are disintegrated (Fig.2(b)), and the residual pores almost disappear. As shown in Fig.2(c), much finer and homogeneous microstructure without any pores is obtained after subsequent heat treatment. The average grain size is about 60 μm. It can be concluded that the thermomechanical treatment is an effective method to densify the P/M titanium alloy and refine the microstructure. The monotonic tensile properties of the P/M T12LCC alloy are listed in Table 2. Compared with the as-sintered state, the tensile strength of T12LCC alloys increases by about 120 MPa. The ductility is also improved, in particular, the reduction of area is even doubled.
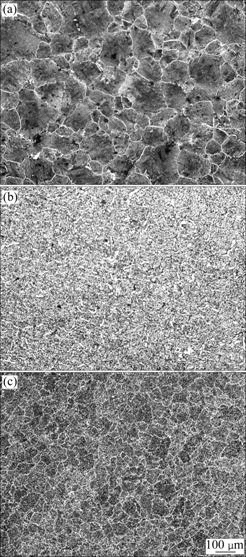
Fig.2 Optical microstructures of P/M T12LCC alloys: (a) As- sintered; (b) As-forged; (c) As-forged and heat treated
Table 2 Mechanical properties of P/M T12LCC alloys tested at room temperature

The LCF behavior of the Ti12LCC alloy is analyzed using the relationship between total strain amplitude (?εt/2) and the number of reversals to failure (2Nf) according to the Eqn.(1). The values of the fatigue parameters are listed in Table 3. The strain-life equations of as-sintered state (Eqn.(2)) and as-forged and heat treated state (Eqn.(3)) are presented as follows:
![]() (2)
(2)
![]() (3)
(3)
Table 3 Fatigue parameters of P/M T12LCC alloys before and after hot forging and heat treatment

From above experimental results, the cyclic strengthfactor(K′) and the cyclic work hardening exponent(n′) for hot-forged and heat-treated P/M T12LCC alloy are both higher than those of the same alloy in the as-sintered state. The fatigue life data in terms of cycles to failure against the plastic strain amplitude are plotted in Fig.3. It can be seen that the fatigue life for hot-forged and heat-treated P/M T12LCC alloy is much higher than that of the alloy in the as-sintered condition at the same strain amplitude. The above results declare that the as-forged and heat treated alloy has a good fatigue resistance than the as-sintered one. The values of b and c are also calculated by using the value of cyclic work hardening exponent(n′) and the relationships proposed in Ref.[11]. There is not good agreement between the experimental and calculated values of b and c as listed in Table 3. This disparity is attributed to the inhomogeneous nature of deformation.
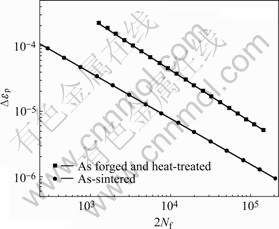
Fig.3 Low cycle fatigue behaviors of as-sintered and as-forged and heat treated P/M T12LCC alloys
The fracture behavior of the P/M T12LCC alloy specimens is illustrated by the fractographs of Fig.4. It can be seen that some residual pores exist in the as-sintered samples (Figs.4(a) and (b)). Pores and inclusions, both on the specimen surface and in the interior can be found as sites for microcracking. At the same time, the colony microstructure results in a rough surface morphology, indicating that the specimen is failed by transgranular fracture. In contrast to the as-sintered state, there are almost no residual pores in the microstructures after forging and heat treatment, as shown in Figs.4(c) and (d). The fractographic features exhibit a relatively plan morphology and are characterized by transgranular fracture combined with ductile tearing of the dimple-type (Fig.4(d)).
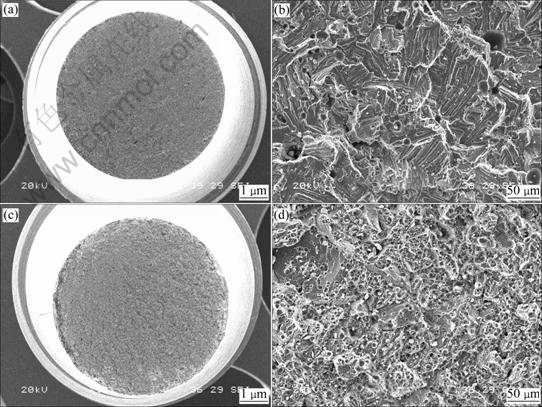
Fig.4 Fractographs of as-sintered (a, b) and as-forged and heat treated (c, d) P/M T12LCC alloys
4 Discussion
Fatigue crack initiation in polycrystalline materials is controlled by the occurrence of various stress raisers such as fatigue slip bands, impurities, and precipitates. As for the P/M materials, the effect of these stress raisers is accumulated with pore structure characterized by pore size, shape, density and distribution. It is more difficult to describe accurately the crack initiation process in porous materials compared with fully dense materials [12]. Fatigue testing of P/M titanium alloys has revealed that crack initiation is frequently localized at pore groups, mostly at/near the specimen surface[13-14]. Residual pores are an intrinsic characteristic of alloy fabricated by blended elemental P/M method with cold pressing and pressureless consolidation. In T12LCC alloy studied, Kirkendall effect between elemental titanium powders and aluminum powders even increases the porosity. Though the formation of instantaneous liquid phase resulting from the melting of Nd-Al master alloy would enhance the sintering density[15], the sintered compact can not reach full density, and about 2.5% porosity is also retained. The distribution of retained pores in P/M T12LCC alloy is non-uniform, as shown in Fig.2(a) and Fig.4(a). The raw powders exhibit a particle size range and some segregation, which can not be avoided during die filling. During compaction, bridging occurs, resulting in an inhomogeneous porosity distribution in the cold compact. During sintering, packing inhomogeneities are not eliminated but are rather accentuated in both solid state and liquid phase sintering. Because of the existing and inhomogeneous distribution of retained pores, the fatigue crack propagated by the mechanism of crack linking and/or joining of isolated pores is present, as shown in Fig.4(b). This phenomenon extremely increases the speed of crack propagation.
Hot forging is effective to densify the P/M alloy and is widely used to improve the applied performance. As shown in Fig.2(b), P/M T12LCC alloy is fully densified after hot forging and heat treatment. Simultaneously, the impurities are also broken up and dispersed in the alloy matrix. The densification and impurities dispersion make the source of crack initiation reduced extremely, and the propagation speed of cracks is also reduced. Thus the fatigue resistance is significantly improved.
The dependency of the fatigue crack nucleation under high stress amplitudes (LCF regime) on the microstructures can be explained in terms of the slip path of fatigue slip bands[16]. The longer slip path is expected to easily cause slip-off of the intense slip band, thereby leading to fatigue crack initiation even at the lower stress level. In IM titanium alloys, a microstructure containing large colonies of similarly orientated platelets causes long slip path of the dislocations, and is found to be responsible for the low smooth fatigue life[17-18]. Compared with the coarse colonies, the homogeneous and fine grains can shorten the slip path of dislocations, thus decreasing the probability of fatigue fracture[19]. Furthermore, the increase of interface density caused by the grain refining would also lead to temporary crack arrest and then slow down the microcrack propagation. Thus, refining and homogenization of the microstructure is effective to enhance the fatigue resistance. In the P/M T12LCC alloy studied, the as-sintered microstructure (Fig.2(a)) exhibits a relatively coarse microstructure (150 μm) because of the high sinter temperature (1 300 ℃), and the microstructure is also inhomogeneous due to the different driving forces of sintering resulted from the inhomogeneous deformation of particles with different sizes during compaction. Ostwald ripening effect also affects the microstructure homogeneity[20]. Such coarse and inhomogeneous microstructure possesses a weak fatigue resistance as discussed above. Hot forging is a process combined with the compression and shearing. Under the severe shearing stress, all the primary coarse β grains are disintegrated. Much finer and homogeneous microstructure is obtained through complete recentralization in subsequent heat treatment (Fig.2(c)). Therefore, the fatigue performance is improved due to the microstructure refining and homogenization after hot forging and subsequent heat treatment. Similar results are obtained by researches on the β-C[21], Ti-10-2-3[22] and Ti-8-8-2-3[23] alloys.
It is known that the ductility of a material is an important factor of low-cycle fatigue life. In general, a specimen with poor ductility has a relatively short low-cycle fatigue life in comparison with one with good ductility. The densification and refining of microstructure through thermomechanical treatment increase the ductility of the P/M Ti12LCC alloy as shown in this work and our previous work[15]. Then the specimen with better ductility (after forging and heat treatment) will possess relatively higher fatigue resistance than that with lower ductility (in as-sintered state).
5 Conclusions
1) The residual porosity and inhomogeneous grain size in blended elemental P/M titanium alloys weaken the fatigue resistance, and thermomechanical treatment can solve this problem and improve the fatigue behavior.
2) The controlling mechanisms can be explained by the residual pores elimination and grain refining and homogenization.
3) For application in fatigue tolerant parts, blended elemental P/M titanium alloys should be thermomechanically treated.
References
[1] ABKOWITZ S, WEIHRAUCH P. Trimming the cost of MMCs [J]. Advanced Materials & Processes, 1989, 136: 31-34.
[2] SAITO T, FURUTA T. Blended elemental P/M synthesis and property evaluation of Ti-1100 alloy [C]// BANDO Y, KOSUGE L. Proceedings of Powder Metal World Conference. JPMA-JSPM, Kyoto, 1993: 606.
[3] AKAHORI T, NIINOMI M, FUKUI H, OGAWA M, TODA H. Improvement in fatigue characteristics of newly developed beta type titanium alloy for biomedical applications by thermo-mechanical treatments [J]. Materials Science and Engineering C, 2005, 25: 248-254.
[4] BOYER R R, RACK H J, VENKATESH V. Influence of thermomechanical processing on the smooth fatigue properties of Ti-15V-3Cr-3Al-3Sn [J]. Materials Science and Engineering A, 1998, 243: 97-102.
[5] ABKOWITZ S, ROWELL D. Superior fatigue properties for bended elemental P/M Ti-6Al-4V [J]. Journal of Metals, 1986, 38: 36-39.
[6] HAGIWARA M, KIM S J, EMURA S. Blended elemental P/M synthesis of Ti-6Al-1.7Fe-0.1Si alloy with improved high cycle fatigue strength [J]. Scripta Materialia, 1998, 39: 1185-1190.
[7] GLOANEC A L, HENAFF G, BERTHEAU D, BELAYGUE P, GRANGE M. Fatigue crack growth behaviour of a gamma-titanium-aluminize alloy prepared by casting and powder metallurgy [J]. Scripta Materialia, 2003, 49: 825-830.
[8] MASUO H, SATOSHI E. Blended elemental P/M synthesis and property evaluation of Ti-1100 alloy [J]. Materials Science and Engineering A, 2003, 352: 85-92.
[9] IVASISHIN O M, BONDAREVA K A, BONDARCHUK V I, GERASIMCHUK O N, SAVVAKIN D G, GRYAZNOV B A. Fatigue resistance of powder metallurgy Ti-6Al-4V alloy [J]. Strength of Materials, 2004, 36: 225-230.
[10] WILLIAMS C R, LEE Y L, RILLY J T. A practical method for statistical analysis of strain-life fatigue data [J]. International Journal of Fatigue, 2003, 25: 427-436.
[11] GANESH SUNDARA RAMAN S, RADHAKRISHNAN V M. On cyclic-strain behaviour and low cycle fatigue life [J]. Materials and Design, 2002, 23: 249-254.
[12] HADRBOLETZ A, WEISS B. Fatigue behaviour of iron based sintered material: A review [J]. International Materials Reviews, 1997, 42: 1-44.
[13] HERBERT D, DAVOR S, BRIGITTE W. Microstructural features limiting the performance of P/M steels [J]. International Journal of Powder Metallurgy, 1997, 33: 43-53.
[14] SUDHAKAR K V. Fatigue behavior of a high density powder metallurgy steel [J]. International Journal of Fatigue, 2000, 22: 729-734.
[15] LIU Y, CHEN L F, TANG H P, LIU C T, LIU B, HUANG B Y. Design of powder metallurgy titanium alloys and composites [J]. Materials Science and Engineering A, 2006, 418: 25-35.
[16] NAKA S, THOMAS M, SANCHEZ C, KHAN T. Development of third generation castable Gamma titanium aluminides: Role of solidification paths [C]// NATHAL M V, DAROLIA R, LIU C T, MARTIN P L, MIRACLE D B, WANGNER R, YAMAGUCHI M. Proceedings of Structural Intermetallics 1997, TMS, Warrendale, PA, 1997: 313-329.
[17] EYLON D, STROPE S. Fatigue crack initiation in Ti-6t%Al-4wt%V castings [J]. Journal of Materials Science, 1979, 14: 345-353.
[18] EYLON D. Fatigue crack initiation in hot isostatically pressed Ti-6Al-4V castings [J]. Journal of Materials Science, 1979, 14: 1914-1922.
[19] STUBBINGTON C A, BOWEN A W. Improvements in the fatigue strength of Ti-6Al-4V through microstructure control [J]. Journal of Materials Science, 1974, 9: 941-947.
[20] ARDELL A J. Temporal behavior of the number density of particles during Ostwald ripening [J]. Materials Science and Engineering A, 1997, 238: 108-120.
[21] FERRERO J G, WOOD J R, RUSSO P A. Microstructural/ mechanical property relationships in bar products of beta-C (Ti-3Al-8V-6Cr-4Mo-4Zr) [C]// EYLON D. Proceedings of TMS. Warrendale, PA, 1993: 211.
[22] CHAIT R, DESISTO T S. Influence of grain size on the high cycle fatigue crack initiation of a metastable beta Ti alloy [J]. Metallurgical Transactions A, 1977, 8: 1017-1020.
[23] BANIA P, LENNING G A, HULL G A. Microstructure and properties of Beta titanium alloys [C]// BOYER R R. Proceedings of TMS. Warrendale, PA, 1984: 209-230.
Foundation item: Project(2001AA332010) supported by the National Advanced Materials Committee of China
Corresponding author: LIU Yong; Tel: +86-731-8830406; Fax: +86-731-8710855; E-mail: yonliu@mail.csu.edu.cn

