中国有色金属学报 2003,(01),193-197 DOI:10.19476/j.ysxb.1004.0609.2003.01.036
TiC颗粒增强钛基复合材料的制备及其微观组织
郭继伟 金云学 吕奎龙 荣守范
佳木斯大学材料学院,佳木斯大学材料学院,佳木斯大学材料学院,佳木斯大学材料学院 佳木斯154007 ,佳木斯154007 ,佳木斯154007 ,佳木斯154007
摘 要:
采用直接加入TiC粉的方法制备了原位自生TiC增强钛基复合材料 ,此法与国内研究者常用的加入石墨粉的方法相比 ,制备的复合材料成分准确 ,易于控制。制备的复合材料由Ti和TiC相组成 ,其中TiC为初生树枝状和短棒状共晶组成。TEM研究发现 :还存在 0 .3~ 0 .6 μm的规则块状TiC ,多分布在晶界上 ;TiC颗粒与基体界面干净、无反应层 ,基体中存在较多的位错 ,且位错线上存在析出物
关键词:
自生复合材料 ;钛合金 ;制备 ;TiC形貌 ;组织 ;
中图分类号: TB331
作者简介: 郭继伟(1954),男,高工;
收稿日期: 2002-03-11
基金: 金属精密热加工国防科技重点实验室开放基金项目 (99JS61.5 .1.ZS610 2 .);
Fabrication and microstructure of Ti-based composi te r einforced by TiC particles
Abstract:
The in-situ TiC particles reinforced Ti-based co mposite was fabricated by direct addition of TiC power. Using this way the compo sition of composite is accurate and controllable than direct addition of C power during fabricating composite. The composite consists of Ti and TiC phases, amon g them the dendrite TiC and short-bar shape TiC are primary and eutectic phases respectively. TEM observe results indicate that there also have blocky TiC with size of 0.3~0.6 μm and they distribute at grain boundary. The interface betw e en TiC particle and matrix is clear and with no reaction existing. At the mean t ime, a number of dislocations can be found in the matrix and carbides precipitat e from dislocations line.
Keyword:
In-situ composite; titanium alloy; fabrication ; TiC morphology; microstructure;
Received: 2002-03-11
原位自生的颗粒增强钛基复合材料(PTMCS), 由于有着较好的应用前景, 已引起人们广泛的关注, 并成为钛基复合材料研究的热点。 PTMCS制备工艺方法很多, 如机械合金化法、粉末冶金法
[1 ,2 ]
, 自蔓延燃烧合成法、XDTM 法、熔铸法及以上多种工艺的组合方法
[3 ,4 ]
。 其中熔铸法具有简单易行、 成本低, 可得到近净型铸件等优点, 是民用工业上最具应用潜力的制备方法之一。 具体制备工艺上也存在许多细微的差别。 Zee
[5 ]
等将石墨粉和二硼化钛或硼粉混合, 在钛合金锭钻一个孔, 将混合粉末放入, 采用感应加热熔化钛合金, 获得了大小不同的TiC混合增强复合材料。 国内研究者也采用石墨粉与海绵钛直接混合后用非自耗电炉熔炼的方法, 但直接加石墨粉制备复合材料时成分波动比较大, 不易控制, 熔炼环境差。 为克服这些不足, Flower
[6 ]
等人采用加TiC粉末的方法, 在钛合金上钻孔, 把TiC粉加入到孔中用铝或钛盖住后进行熔炼。 但用海棉钛熔炼时不能采用Flower
[6 ]
在材料中钻孔的方法加入TiC粉, 制备Ti-C合金也比较难。本文作者对熔铸法制备PTMCS过程的研究发现, TiC颗粒是合金的熔炼过程中重新生核长大的, 其形态与原材料中碳的存在形式无关。 因此采用直接加入TiC粉的方法, 同时为保证合金成分的准确性, 制备过程中TiC粉与纯钛粉混合均匀后, 冷压成一致密的块状再熔炼, 则可既保证成分的准确性, 又简化了制备工艺。 本研究中采用直接加碳黑和直接加入TiC粉2种工艺制备TiCP /Ti-6Al复合材料, 比较2种工艺的优点, 并通过SEM、 XRD、 TEM等手段研究了复合材料的铸态微观组织。
1 实验
原材料采用TiC粉(99.0%, 5~10 μm)、 高纯钛粉(99.2%, 45 μm)、 高纯铝(99.99%)、 碳黑(99.8%, <0.05 μm)、 一级海绵钛, 在钨极磁控水冷铜坩埚非自耗电弧炉熔炼, 为使化学成份均匀, 每个铸锭均经过3次熔炼, 每次的熔炼量为40 g。
实验时采用2种工艺制备PTMCS, 工艺一是直接用碳黑、 纯铝、 海绵钛熔配合金, 工艺二为用TiC粉和钛粉干混均匀后用30 kN压力机, 冷压成致密度为50%~60%, 尺寸为d 10 mm×10 mm的块样, 再与海绵钛、 纯铝熔配合金, 合金设计成分及分析结果如表1所示。 观察和研究两种方法制备材料的组织均匀性及化学成分的准确性。 X射线衍射分析是在RIKAGU D/MAX 衍射仪上进行, 采用Cu靶, 电压为40 kV。 在S-570型扫描电子显微镜上观察微观组织, TEM则在H800型透射电子显微镜上进行。
2 结果及分析
2.1 复合材料的制备
2.1.1 2种制备工艺
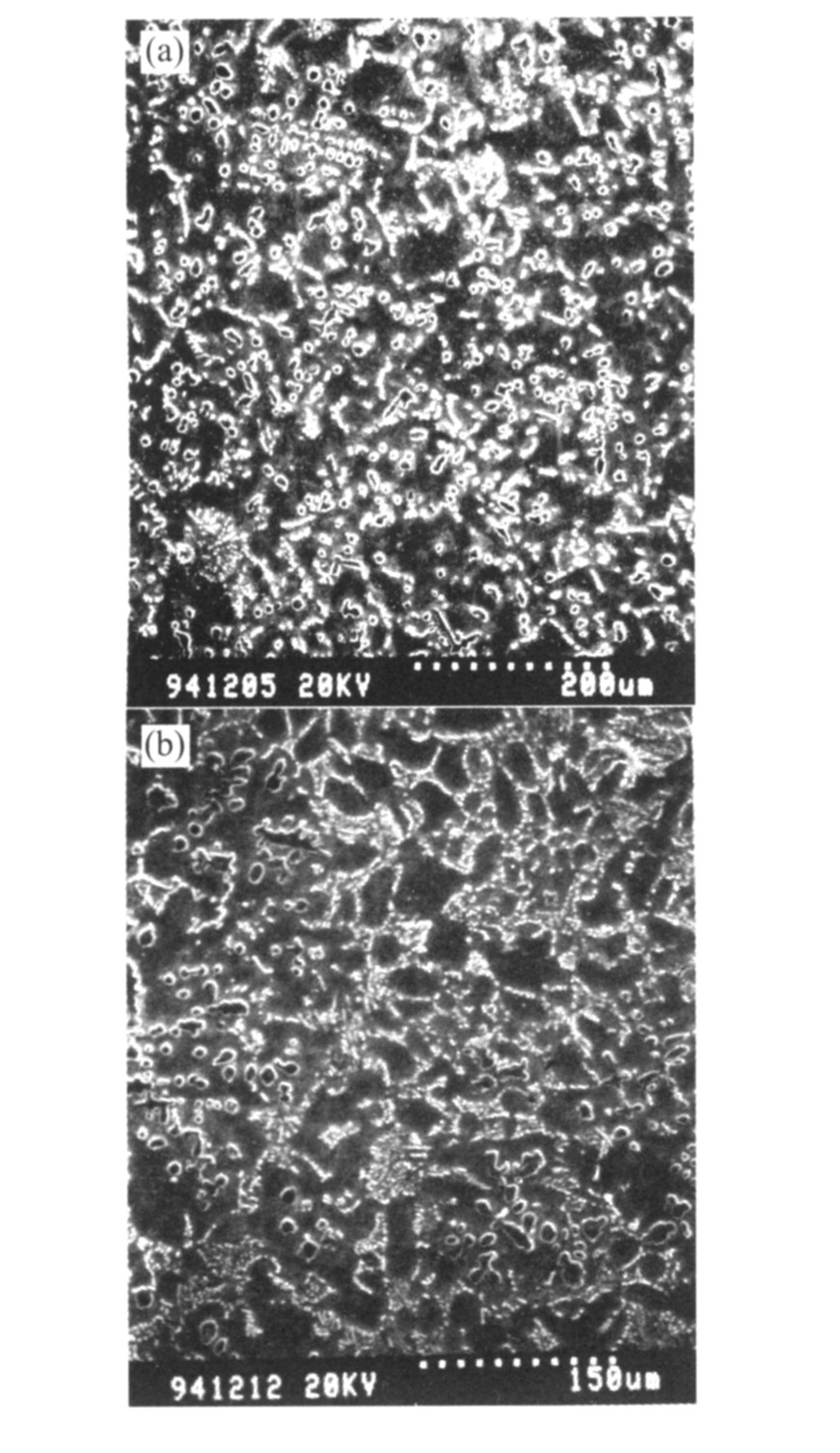
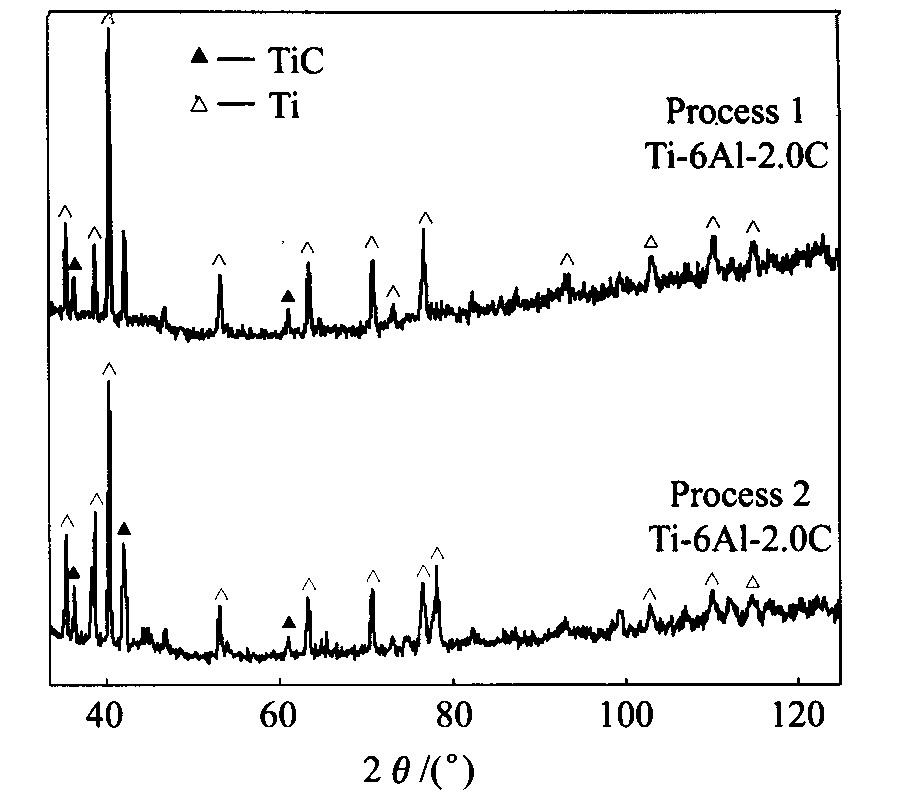
实验研究结果表明, 2种工艺均可制备合格的TiCP /Ti-6Al复合材料, 微观组织基本一致, 只是材料成分准确性的控制方面2种工艺存在一定差距。 图1所示为2种工艺制备试样的SEM照片, 可见增强相颗粒均匀地分布在基体中。 图2所示为材料的XRD分析结果, 材料均由Ti和TiC组成, 说明2种工艺均可制备出TiC颗粒增强钛基复合材料。 由表1可见2种工艺制备的材料铝元素烧损量基本一致, 且实际值基本接近于设计值, 但碳含量相差较大, 工艺2的碳损失少, 接近设计值, 而工艺1则碳的烧损量大。 其原因主要在于碳黑粒度细, 海绵钛的吸附作用也有限, 操作过程中容易损失部分碳黑, 从而造成碳浓度的偏差。 工艺1中直接加碳黑时, 熔炼过程中产生大量黑烟, 使真空熔炼室熏黑, 而工艺2中加TiC时无此现象, 证明直接加碳黑时确实存在碳的燃烧损失。
2.1.2 自生复合材料的形成过程分析
直接用碳黑和海绵钛制备复合材料时, 原材料在加热过程中通过自蔓燃高温合成反应, 钛和碳反
图1 TiC/Ti-6Al-2C合金中TiC的分布 Fig.1 Distribution of TiC in TiC/Ti-6Al-2C (a)―Method 1; (b)―Method 2
图2 复合材料的XRD谱 Fig.2 XRD patterns of composites
表1 试样的设计成分及实际成分 Table 1 Nominal and chemical analysis composition of specimens (mass fraction, %)
Specimen
Nominal
Chemical analysis
Al
C
Ti
Al
C
O
Ti
Process 1
1
6.0
1.0
Balance
5.52
0.86
0.28
Balance
2
6.0
2.0
Balance
5.87
1.78
0.34
Balance
Process 2
3
6.0
0
Balance
5.81
0.32
Balance
4
6.0
1.0
Balance
5.83
0.97
0.31
Balance
5
6.0
2.0
Balance
5.65
1.94
0.35
Balance
应形成TiC
[7 ]
, 形成的TiC溶解于钛熔体中并在凝固过程中重新生核和长大, 形成颗粒状或枝晶状TiC
[8 ]
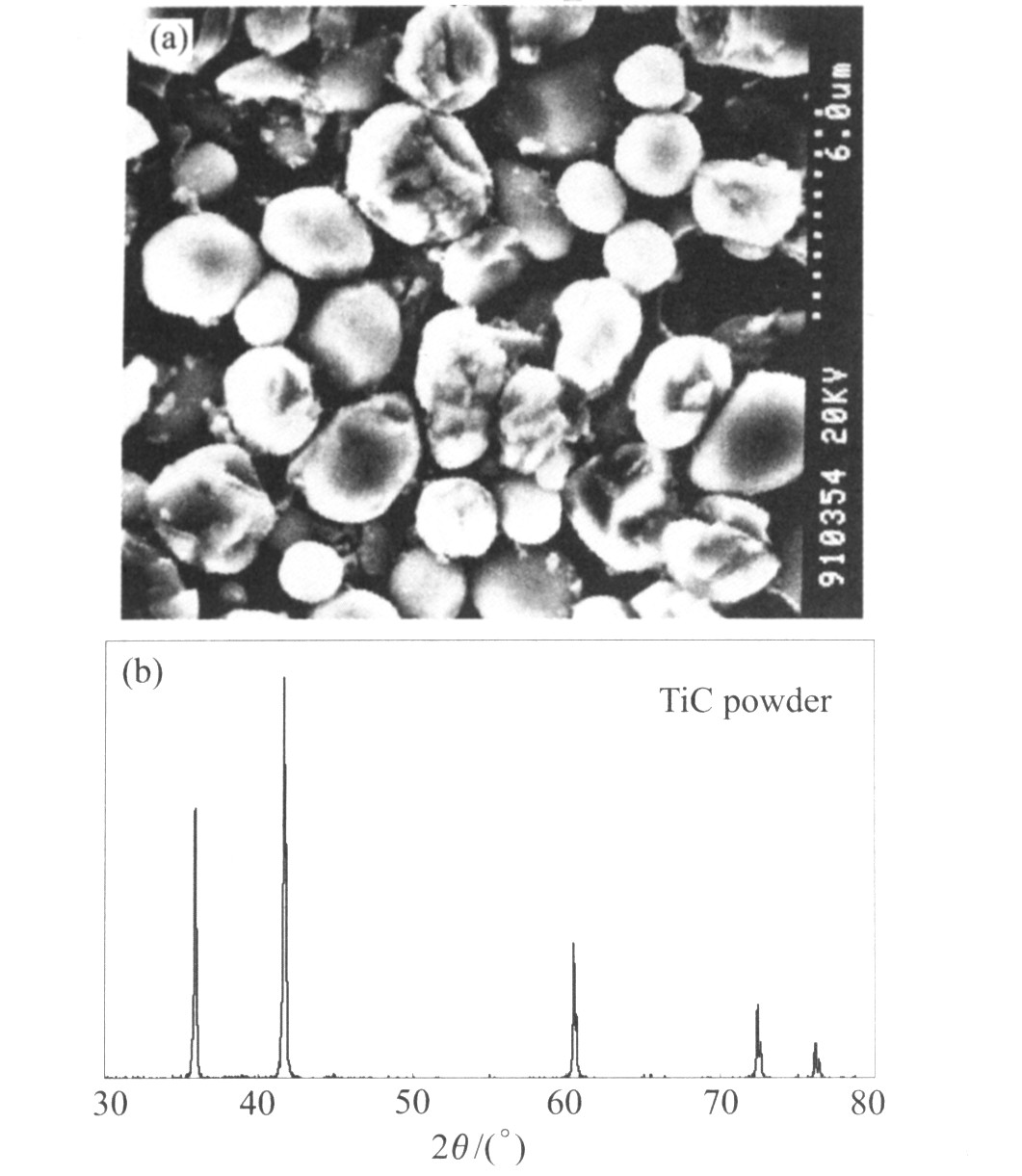
。 工艺2中直接加TiC粉时也发生TiC的溶解和重新析出。 图3所示为原材料中TiC的SEM像及XRD谱, 与复合材料中TiC相比颗粒形态完全不同, 原材料中的TiC为细小球状, 直径约为2~3 μm, 而复合材料的TiC形态为发达的枝晶状或短棒状。 图3(b)与图2及TiC标准衍射谱相比, 也存在差异。 原材料中TiC的XRD谱与标准谱接近, 但Ti-6Al-2C合金中TiC衍射峰明显右移, 晶格常数变小。 表明复合材料中的TiC不是原材料中所加的TiC, 而是合金凝固过程中自生的。 从Ti-C相图
[9 ]
可知, 熔炼温度超过1 648 ℃(含碳量超过共晶点时, 此温度也随液相线升高)时, 以单相存在, 即所加的TiC会溶解到钛合金中。 证明上述分析是正确的。
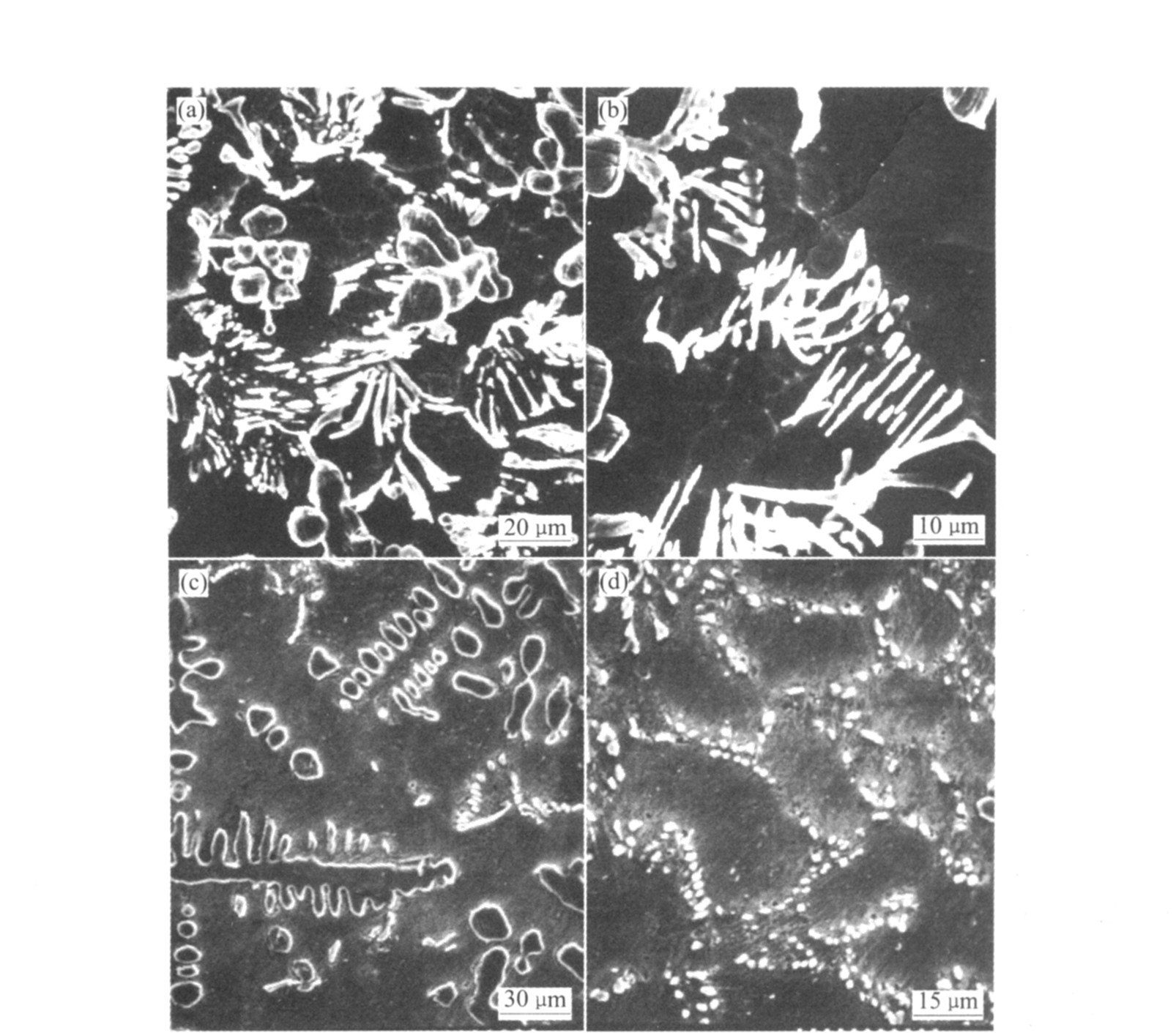
2.2 TiC/Ti复合材料的组织图4所示为用工艺2制备的复合材料铸态组
图3 TiC粉的SEM像及XRD谱 Fig.3 SEM image(a) and XRD pattern(b) of TiC powder
织, 可见材料中TiC增强相常见形态为树枝状(图4(a), (c))和短棒状(图4(b), (d)), 短棒状的长度多为4~10 μm, 直径约为2~3 μm, 枝晶的一次轴长为40~150 μm。 其中短棒状TiC为共晶体中TiC, 而枝晶状TiC为初生TiC。 初生TiC在过冷熔体中自由生长, 因此易长成枝晶状, 而共晶体中TiC的体积分数很低, 容易生长成棒状
[10 ]
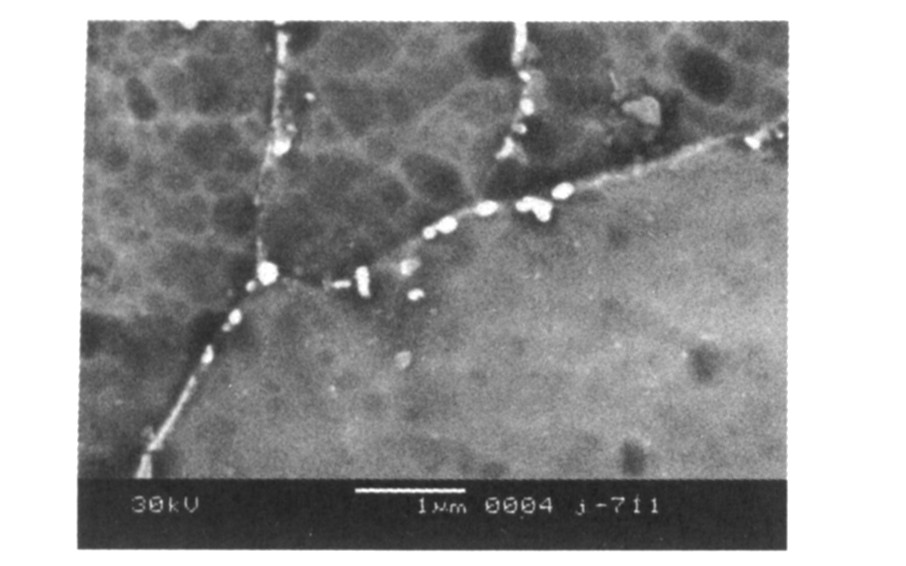
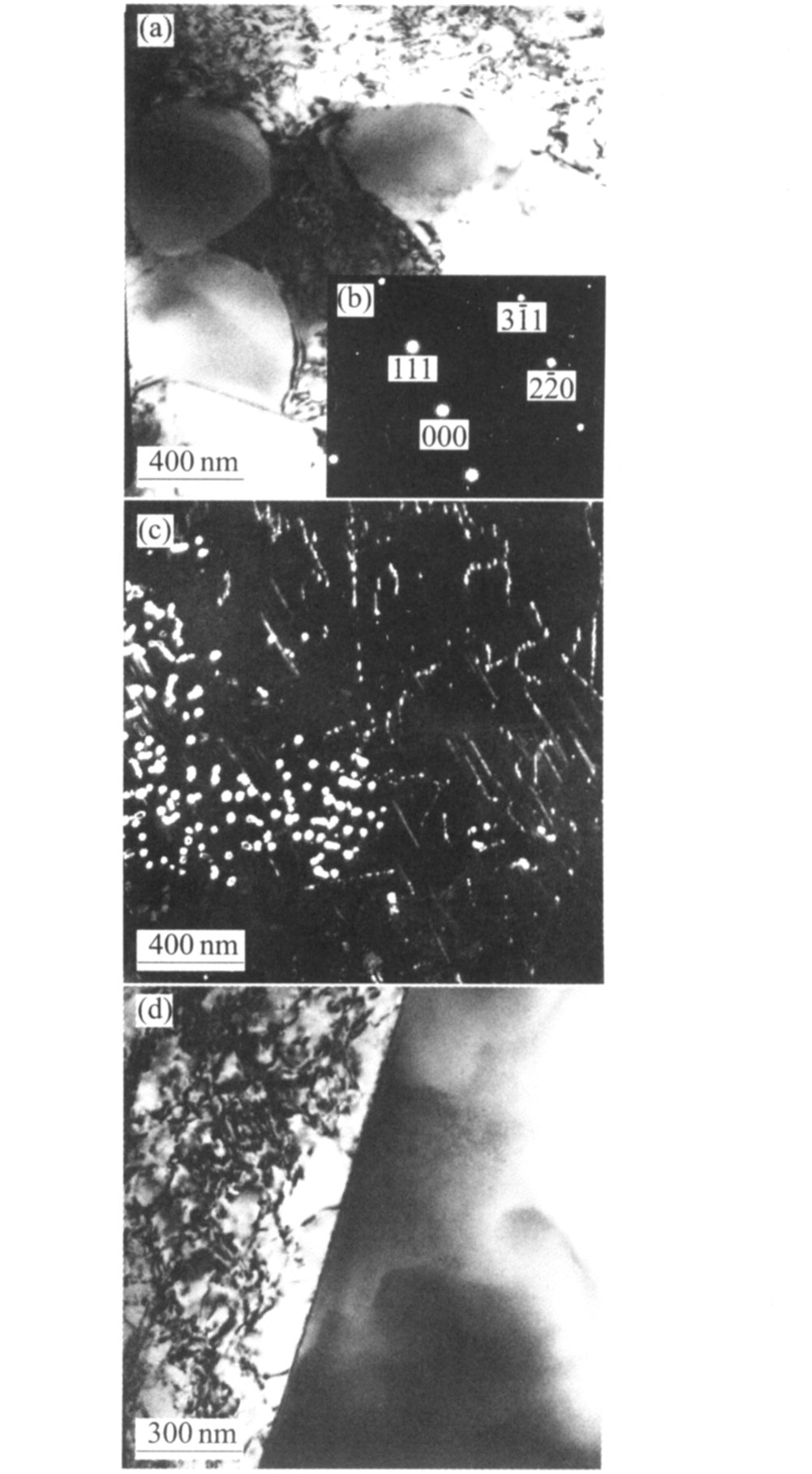
。 材料中TiC除了图4所示的两种形态外还存在很多分布在晶界上的细小颗粒, 如图5所示。 对微观组织的TEM研究也表明, 存在较多尺寸为0.3~1.0 μm的细小颗粒, 形状多为规则形态, 多数呈三角晶界分布特征。 图6所示为细小颗粒TEM(图6(a))及微区衍射斑点(图6(b)), 此颗粒为TiC
[ 1 ? 1 ? 2 ]
[
1
?
1
?
2
]
晶带轴的衍射斑。 小尺寸的TiC颗粒(0.2~0.6 μm)与基体间界面很干净见不到反应层。 另外基体中存在大量的位错线, 并且位错线上存在析出物(图6(c)), 另外, 复合材料中晶粒尺寸仅为微米级(图6(c)), 而未加TiC颗粒的Ti-6Al基体晶粒尺寸为500~2 000 μm。 这些析出物对位错有钉扎作用, 能增加位错运动的阻力, 同时晶粒的显著细化, 也会增加位错运动的阻力。 这些均有利于材料性能的提高。
图4 复合材料的微观组织 Fig.4 Microstructures of composites (a), (c)―Dendrite TiC; (b), (d)―Short-bar shape TiC
图5 晶界上的TiC Fig.5 TiC at grain boundary
2.3 实验结果的讨论
目前复合材料的“组织设计”中有个重要的原则, 就是加入不同形态和体积分数的增强相来提高综合性能。 如加入(或生成)细小的硬颗粒来提高材料的强度的同时加入有弹性的软相(如块状相)来提高材料的韧性和加入(或自生)晶须或大尺寸的增强相来提高材料的抗蠕变性能。
欲提高合金的蠕变强度, 增强相的尺寸必须足够大
[11 ]
, 因此大尺寸的TiC枝晶可能有利于材料蠕变性能的提高。 根据切变滞后理论, 颗粒增强金属基复合材料的强度为
[11 ]
σ MMC =σ m [φ (s +4)/4+(1-φ )] (1)
式中 σ m ―基体材料的强度; φ ―增强相的体积分数; s ―增强相粒子纵横比。
式(1)表明了增强相粒子的形状和体积分数对复合材料强度的贡献。 可见具有一定纵横比的短棒状TiC比等轴状颗粒增强效果可能更好。 式中的σ m 是复合后基体材料的强度, 基体材料强度的提高来自两个方面; 首先是细化晶粒作用而产生的强度增量, 其次是由位错与增强相粒子相互作用而产生的强度增量, 颗粒的尺寸越小、 粒子间距越小时这种强化作用越强。 自生TiC增强复合材料的晶粒尺寸远比纯基体材料的晶粒尺寸细小, 而且存在细小的TiC颗粒和较多的位错线, 位错线上的细小颗粒状析出物对位错起到钉扎作用, 这些都将有助于材料性能的提高。
3 结论
1) 熔铸法制备自生TiC/Ti复合材料时, 原材料用TiC粉要比直接用碳粉制备更容易得到组织均匀, 成分准确的复合材料。
2) 复合材料中TiC的宏观形态为初生树枝状
图6 复合材料微观组织 Fig.6 TEM images of composites a)―Fine TiC Particles; b)―TiC selected area diffraction spots; c)―Nanometer particles and precipitates in dislocation; d)―Interface between TiC particle and matrix
和共晶短棒状TiC。
3) 基体或晶界上存在很多细小TiC颗粒, 包括纳米级TiC颗粒, TiC颗粒与基体的界面干净, 无反应产物。
4) TiC的加入使合金的晶粒尺寸显著减小, 基体中形成较多的位错。
参考文献
[1] TakahashiT .In situsynthesisofTiBwhisker reinforcedtitaniumbymechanicalalloying[J].JJapanInstMetals.1995,59(3):244250.
[2] KawabeiY ,HagiwaraM ,EmuraS ,etal.RelationshipbetweenfracturetoughnessandmicrostructureofTi6Al2Sn4Zr2MoalloyreinforcedwithTiBparticles[J].Ma terialsScienceandEngineering,1999,263:319325.
[3] RanganathS ,RoyT ,NishraRS .MicrostructureanddeformationofTiB +Ti2Creinforcedtitaniummatrixcomposites[J].MaterialsScienceandTechnology.1996,12(3):219226.
[4] EeTW ,LeeCH ,HwangSK .In situsynthesisofTiC2 particlereinforcedTiAlbasedintermetalliccompos ites[J].JKoreanInstMetMater.1996,34(7):902908.
[5] ZeeR ,YongmC ,LinY ,etal.Effectsofboronandheattreatmentonstructureofsual phaseofTiTiC[J].JMaterSci,1991,26:38533857.
[6] CamG ,FiowerHM ,WestDRF .ConstitutionofTiAlCalloysintemperaturerange1250750℃[J].Ma terialsScienceandTechnology.1991(6):505511.
[7] 吕维洁,张小农,张 荻等.原位合成TiC/Ti基复合材料增强相的生长机制[J].金属学报,1999,35(5):536540. L Wei jie,ZHANGXiao nong,ZHANGDi,etal.Growthmechanismofreinforcementinin situprocessedTiC/Ticomposites[J].ActaMetallurgicaSinca.1999,35(5):536540.
[8] 张二林,金云学,曾松岩,等.原位自生TiCP/Ti复合材料组织与铝含量的影响[J].材料研究学报,2000(3):2528. ZHANGer lin,JINYun xue,ZENGSong yan,etal.Microstructureofin situTiCreinforcedtitaniumalloymatrixcomposites[J].ChineseJournalofMaterialsRe search.2000(3):2528.
[9] MurrayJL ,LawrnceH .BinaryAlloyPhaseDiagrams[M].AmericanSocietyforMetals,1986.595597.
[10] ZHENGEr lin,JINYun xue,ZENGSong yan,etal.Microstructureofin situTiC particlereinforcedtitani umalloymatrixcomposites[J].TransNonferrousMetSocChina,2000,10(6):764768.
[11] 张廷杰,曾泉浦,毛小南,等.颗粒增强MMCS中小粒子的强化作用[J].稀有金属材料与工程,1999,28(1):1417. ZHANGTing jie,ZENGQuan pu,MAOXiao nan,etal.Strengtheningeffectofsmall sizedparticlesinparti cle reinforcedMMCS [J].RareMetalMaterialsandEngineering,1999,28(1):1417.