
Flotation of Xinhua molybdenite using sodium sulfide as modifier
YIN Wan-zhong(印万忠)1, ZHANG Li-rong(张丽荣)1, Xie Feng2
1. School of Resource and Civil Engineering, Northeastern University, Shenyang 110004, China;
2. Department of Materials Engineering, University of British Columbia, 309-6350 Stores Road, Vancouver, BC, Canada V6T 1N6
Received 23 February 2009; accepted 2 September 2009
Abstract: The feasibility of using sodium sulfide as the sole modifier for the flotation of Xinhua molybdenite ore was examined. The potential mechanisms involved in the different flotation systems were discussed. The comparative flotation results reveal that in the kerosene-sodium silicate flotation system, better recovery and grade of the molybdenum are obtained using sodium sulfide as the slurry pH adjustment agent than using CaO. Under the optimal conditions (64 g/t kerosene and 6 kg/t Na2S), satisfied recovery and grade of molybdenite concentrate can be achieved (84% and 8.2%, respectively), indicating that sodium sulfide is a potential substitute modifier of sodium silicate. The open-circuit flotation test results further confirm the effectiveness of sodium sulfide which may render recycling the tailing water possible and make the flotation process more environmental acceptable and more economical due to the less use of kerosene and scavengers.
Key words: molybdenite; floatation; sodium sulfide
1 Introduction
The flotation process for recovery of molybdenum concentrate from the primary molybdenite is usually simple since molybdenite is basically a highly floatable sulfide mineral[1-2]. The most common sulfide collectors, such as xanthates, are known to be absorbed on molybdenite surface, however, they are not necessary for molybdenite flotation[3]. Instead, kerosene, vapor oil, fuel oil, transformer oil and other hydrocarbons are often employed in direct flotation of molybdenite or in molybdenite-copper separation[4-7]. A typical flotation process using kerosene as the collector has been developed and practiced in Xinhua Molybdenum Flotation Plant (Liaoning, China) in which about 1 000 t primary molybdenum ores are being processed every day.
It is known that depressants have played a very important role in the flotation of sulfide minerals in addition to oxide ones. The use of soluble sulfides as the depressants of copper and iron sulfides in the flotation separation of molybdenite concentrate has been practiced [1, 8-10]. However, sodium silicate is used as the dispersant and depressant to depress the flotation of gangue in the current practice in Xinhua Plant and the dosage as high as 15 kg/t has to be used due to the presence of high content of slime. The high content of residual sodium silicate in tailings leads to the deteriorated settling of tailings. As a result, the tailing reservoir is turning more toxic and dangerous and the tail water also cannot be recycling to the flotation process [11]. In this work, the effect of sodium sulfide on the flotation recovery of molybdenite concentrate from Xinhua molybdenum ore is examined under varied experimental conditions. The potential use of sodium sulfide as the substitute modifier of sodium silicate for flotation recovery of molybdenum is proposed.
2 Experimental
2.1 Samples and reagents
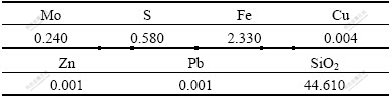
The ore sample was provided by Xinhua Molybdenum Floatation Plant (Liaoning, China). The chemical analysis results of the ore sample are shown in Table 1. The chemistry phase analysis of the sample indicates that molybdenum mainly occurs as sulfides (>94%) and trace amount as the other molybdenum minerals. The gangue minerals mainly occur as quartz, feldspar and other silicates.
Table 1 Chemical analysis results of ore sample (mass fraction, %)
2.2 Test procedures
The floatation test was carried out in XFD-63 floatation cells (Changchun, China). The ore sample was crashed and ground before being presented to the flotation test (60% of the particle sizes are less than 0.074 mm). For each flotation test, 250 g ore sample was used and the pulp density of 30% was adopted. The dosage of kerosene and 2# oil (an industrial frother produced by Tieling Agents Co., China) were 67 g and 192 g per ton ore, respectively (unless otherwise specified). After 2 min of pre-adjusting, the modifier (sodium silicate, CaO or Na2S) was introduced to the pulp. After mixing for 3 min, the collector (kerosene) and the frother (2# oil) were then introduced to the flotation cell. The total duration of the flotation test was about 10 min. A glass pH probe was used to measure the pH value of slurry. The slurry potential was measured with a platinum electrode and a calomel reference electrode. After flotation, both the froth product and the residual in the flotation cell were collected for further analysis and mass balance calculation.
3 Results and discussion
3.1 Effect of modifiers
The effect of the use of CaO and Na2S as the modifier on the flotation of the ore sample was examined. The dosage of sodium silicate used was 1.8 kg/t in the flotation tests. The flotation test results under varied levels of CaO and Na2S are summarized in Tables 2 and 3, respectively. The recovery of molybdenum increases steadily with the increase of CaO addition (from 74.8% up to 84.3% when the content of CaO is increased from 4 to 14 kg/t). However, the grade of molybdenum in the concentrate is relatively low and exhibits insignificant change with the variation of CaO addition (in the range of 1.64%-1.84%). The slurry pH increases from 11.2 up to 12.2 with increasing CaO levels. The slurry potential tends to decrease with the increase of CaO addition.
In the case of Na2S, the recovery of molybdenum increases with increasing Na2S levels when the consump- tion of Na2S varies from 1 to 6 kg/t. Further increase of Na2S addition results in decreasing molybdenum recovery.
Table 2 Flotation results under different contents of CaO
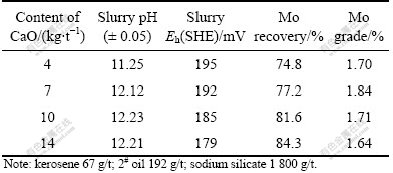
Table 3 Flotation results under different contents of Na2S
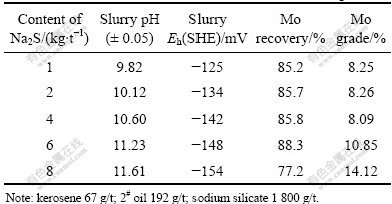
The highest recovery (88.3%) has obtained when 6 kg/t Na2S is used. The molybdenum grade in the concentrate increases evidently with the increase of Na2S consumption. The grade of the obtained concentrate is much higher than that using CaO as the modifying agent. It is also observed that both slurry pH and potential increase significantly with the increase of Na2S addition.
The effect of sodium silicate consumption on the flotation process was further examined and the flotation tests were carried out with an addition of 6 kg/t Na2S to the flotation system. The flotation results are presented in Table 4. It can be seen from Table 4 that the slurry pH exhibits insignificant change under the experimental conditions (varied in the range of 11. 14 to 11.69). The slurry potential varies in the range of -152 mV to -144 mV. The recovery and grade of molybdenum exhibit similar trends when the sodium silicate levels are varied. It is also found that though both the recovery and the grade are relatively high (85.0% and 13.10%, respectively) when 1 450 g/t sodium silicate is used and the molybdenum recovery in the case of without any addition of sodium silicate is more satisfied (as high as 87.1%). The flotation results under varied kerosene levels without any addition of sodium silicate are shown in Fig.1. The effect of kerosene consumption on molybdenum flotation indicates that the use of 64 g/t kerosene is enough to achieve the satisfied recovery and grade of molybdenite concentrate (a recovery of 84% with the grade of 16%). Higher levels of kerosene (> 256 g/t) result in decreasing recovery of molybdenum. It is observed that both pH and the slurry potential exhibit insignificant changes (around 11.5 and -150 mV (SHE), respectively) when the amount of kerosene varies from 32 g/t to 320 g/t.
Table 4 Flotation results under varied contents of sodium silicate
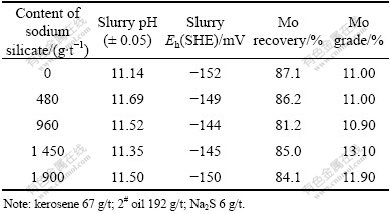
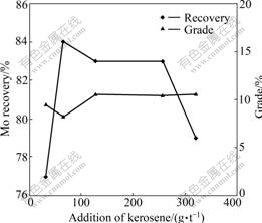
Fig.1 Plots of Mo recovery and grade vs kerosene addition (2# oil, 192 g/t; Na2S, 6 kg/t)
3.2 Potential mechanism
It has been well-known that sodium silicate is an effective depressant for quartz minerals. The dissociation of sodium silicate in water can be simply represented by the following equilibriums[12]:
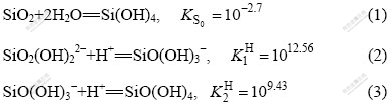
The mass balance of dissolved silicon can be expressed as

Accordingly, when pH is in the range of 9.4-12.6, SiO(OH)3- is the dominant species. When pH is higher than 12.6, SiO2(OH)22- dominates. Subsequently, SiO(OH)4 and SiO(OH)3- are the main functional species under the normal flotation process. Since the negative charged SiO(OH)3- renders the quartz minerals hydrophilic when they are adsorbed on the surface of quartz, the presence of sodium silicate can facilitate the flotation of molybdenite (Table 4). The dissociation of CaO in water can be expressed by the following equilibriums[13]:

As a result, when pH values vary in the range of 10 to 13, both Ca2+ and CaOH+ occur in the solution. When pH is higher than 13, Ca(OH)2 will be the dominant species. Since quartz can be activated by CaOH+ under the strong alkaline conditions, increasing CaO level tends to decrease molybdenum grade in the concentrate (Table 1).
Comparatively, the dissociation of Na2S in water can be expressed as

When pH value is lower than 7, H2S is the dominant species. HS- dominates in the range of pH 7 to 13.9 and when pH is higher than 13.9, S2- is the dominant species [10, 13]. According to the slurry pH measured in the flotation tests, it can be concluded that HS- is the main functional species involved in the flotation process. The use of soluble sulfide has long been recognized as the depressants of sulfide minerals. It is believed that the addition of Na2S may significantly depress the flotation of the common sulfide minerals such as copper and iron sulfides. However, the depression of molybdenite by HS- will be insignificant due to the fact that molybdenite differs from other sulfides in that its surface is hydrophobic. The natural floatability of molybdenite is attributed to its crystal structure. Molybdenite surfaces formed by rupture of weak Van der Waal’s bonds is hydrophobic and consequently, naturally floatable[1, 14]. There is a possibility that the oxidation characteristics of molybdenite are different from the other sulfides which may have an effect on the natural floatability of molybdenite. The local oxidation status of the molybdenite under the introduction of Na2S may have great influence on its surface properties. This has been reflected by the variation of slurry potential during flotation. Since Na2S is a moderate strong reductant, the introduction of Na2S into the flotation system results a decrease in the slurry potential as expected (Table 3). The development of the electrochemical potential controlling flotation has confirmed that the slurry potential has played an important role in the flotation separation of sulfide minerals[14-19]. A typical Eh―pH diagram of Mo-S-H2O system is shown in Fig.2. It can be seen from Fig.2 that the oxidation of MoS2 is controlled by both pH and the potential (Eh). Under the acidic to neutral conditions, when the potential is higher than 220 mV (SHE), Mo4+ will be the main active species on the surface of MoS2. At an elevated slurry potential, Mo(OH)4 may occur in the range of pH 8.6 to 11.5, and H2MO42- with pH above 11.5. Under the experimental conditions (pH varied from 9.8 to 12), the main functional species will be HS- with the introduction of Na2S and molybdenum mainly will mainly occur as MoS2 which favors the flotation due to its hydrophobic nature. The formation of Mo(OH)4 or H2MO42- will be highly depressed due to the presence of HS- and S2- species. They may undergo some extent of oxidation if there are any oxidant species in the ore and may result in the formation of element sulfur, S2O32- or even SO42-. Any formation of the element sulfur on the surface of MoS2 will render the mineral particles more hydrophobic and a high recovery of molybdenite will thus be obtained. As a result, the more Na2S is added, the more flotation of molybdenite is achieved. However, according to Table 3, both the recovery and grade decrease when the addition of Na2S exceeds 6 kg/t indicating the introduction of Na2S to the flotation system has to be controlled at an optimal level in practice.
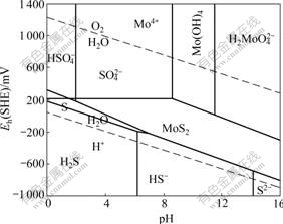
Fig.2 Eh―pH diagram of Mo-S-H2O system ([M]=[S]=2×10-2 mol/L, 25 ℃, 0.1 MPa)
3.3 Open-circuit flotation tests
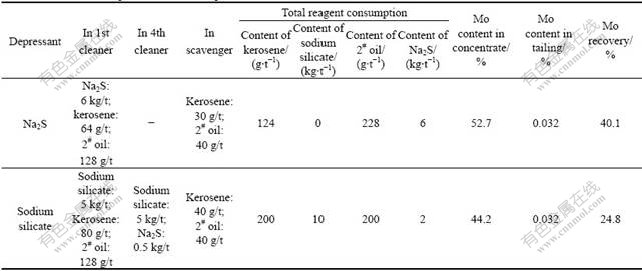
Two open-circuit flotation tests (with and without the use of Na2S as modifier) were conducted to predict the potential effectiveness of the reagent in practice. The flow sheet for the flotation test without the use of Na2S is shown in Fig.3 (in the practice of Xinhua Flotation Plant, seven cleaners were used). For the test with the use of Na2S, two scavengers were used instead of four. The experimental conditions and the flotation results are summarized in Table 5. It can be seen from Table 5 that both the recovery and grade of molybdenum in the case of using Na2S as the modifier in the rougher are significant higher than those using sodium silicate. The consumption of kerosene is lower than the case of using sodium silicate. More important, the elimination of the use of sodium silicate may render recycling the tailing water possible and make the flotation process more environmental acceptable. The less use of the collector kerosene and less scavengers also make the process more economically reasonable.
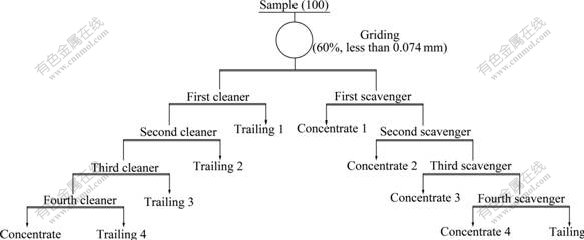
Fig.3 Flow sheet for open-circuit flotation with sodium silicate
Table 5 Results of two open-circuit flotation process
4 Conclusions
1) The potential use of sodium sulfide as the substitute modifier in flotation recovery of Xinhua molybdenite was examined. Under the kerosene-sodium silicate flotation system, the grade of molybdenum in the concentrate is much higher when sodium sulfide is used as the modifying agent compared with the case of using CaO.
2) When sodium sulfide is added, satisfied recovery and grade of molybdenum can be obtained in both cases of with and without the presence of sodium silicate.
3) Comparative open-circuit flotation test results show that both the grade and recovery of molybdenite concentrate are higher in the case that sodium sulfide is used than that soluble sodium silicate is used in modifier. The potential of using sodium sulfide to replace sodium silicate in the flotation of Xinhua molybdenite concentrate may render recycling the tailing water to be possible and make the flotation process more environmental acceptable and more economical due to the less use of kerosene and less scavengers.
References
[1] Gupta C K. Extractive metallurgy of molybdenum [M]. London: CRC Press, 1992: 104-108.
[2] Pearse M J. An overview of the use of chemical reagents in mineral processing [J]. Minerals Engineering, 2005, 18: 139-149.
[3] bel’kova o n, levkovskaya g g, mirskova a n. Effective reagent for collective flotation of copper-molybdenum ores [J]. Journal of Mining Science, 1997, 33(3): 265-268.
[4] BULATOVIC S M, WYSLOUZIL D M, KANT C. Operating practice in the beneficiation of major porphyry copper/molybdenum plants from Chile: Innovated technology and opportunities, a review [J]. Minerals Engineering, 1998, 11(4): 311-331.
[5] Rubio J, Capponi F, Rodrigues R T, Matiolo E. Enhanced flotation of sulfide fines using the emulsified oil extender technique [J]. International Journal of Mineral Processing, 2008, 84: 41-50.
[6] Rath R K, Subramanian s. Adsorption, electrokinetic and differential flotation studies on sphalerite and galena using dextrin, [J]. International Journal of Mineral Processing, 1999, 57: 265-283.
[7] Schena G, Casali A. Column flotation circuit in Chilean copper concentrates [J]. Minerals Engineering, 1994, 7(12): 1473-1486.
[8] Ansari A, pawlik M. Floatability of chalcopyrite and molybdenite in the presence of lignosulfonates (Part I): Adsorption studies [J]. Minerals Engineering, 2007, 20: 600-608.
[9] Ansari A, pawlik M. Floatability of chalcopyrite and molybdenite in the presence of lignosulfonates (Part II): Hallimond tube flotation [J]. Minerals Engineering, 2007, 20: 609-616
[10] Herrera-Urbina R, Sotillob F J, Fuerstenaua D W. Effect of sodium sulfide additions on the pulp potential and amyl xanthate flotation of cerussite and galena [J]. International Journal of Mineral Processing, 1999, 55(3): 157-170.
[11] Yuan Z t, Zhao L q, HAN Y X, LIU X H, LIANG Y M. Study on tailing water treatment of Chaoyang Xinhua Molybdenum Mine with coagulation [J]. Mining and Metallurgy, 2007, 16(2): 57-60. (in Chinese)
[12] Sun C Y, Yin W Z. Principles of silicate flotation [M]. Beijing: Science Press, 2001: 187-189. (in Chinese)
[13] Weast R C, Astle M J, Beyer W H. CRC handbook of chemistry and physics [M]. 69th edition. Florida, US: CRC Press, 1989.
[14] Chander S, Fuerstenau d w, Electrochemical flotation of separation of chalcocite from molybdenite [J]. International Journal of Mineral Processing, 1983, 10: 89-94.
[15] Woods R. Electrochemical potential controlling flotation [J]. International Journal of Mineral Processing, 2003, 72: 151-162.
[16] Ralston J. Eh and its consequences in sulfide mineral flotation [J]. Minerals Engineering, 1991, 4: 859-878.
[17] Jones M H. Some recent developments in the measurement and control of xanthate, perxanthate, sulphide and redox potential in flotation [J]. International Journal of Mineral Processing, 1991, 33: 193-205.
[18] Feng Q m, Chen J. The electrochemistry of sulphide floatation [M]. Changsha: Central South University Press 1992, 102-103. (in Chinese)
[19] Chander S. A brief review of pulp potentials in sulfide flotation [J]. International Journal of Mineral Processing, 2003, 72: 141-150.
Foundation item: Project(NCET-05-0291) supported by Program for University Talents in the New Century of China
Corresponding author: XIE Feng; Tel/Fax: 1-604-822-3619; E-mail: xiefeng@interchange.ubc.ca
DOI: 10.1016/S1003-6326(09)60201-6
(Edited by LI Xiang-qun)

