文章编号:1004-0609(2010)S1-s0203-04
SiCf/TC17复合材料的室温拉伸性能
张 旭,杨 青,王玉敏,雷家峰,杨 锐
(中国科学院 金属研究所,沈阳 110016)
摘 要:采用磁控溅射先驱丝法制备SiCf/TC17复合材料,结果表明:复合材料中SiCf纤维呈近六方排布,纤维与基体之间结合紧密,没有出现空洞;复合材料的室温抗拉强度为1 773 MPa,相比TC17基体提高83.3%;复合材料的拉伸断口宏观上属于脆性断裂,断口处有大量的界面分离、纤维拔出,其中界面分离最容易发生在C层与反应层间的界面处。
关键词:钛基复合材料;SiC纤维;先驱丝法;拉伸性能
中图分类号:TG 146.23 文献标志码:A
Tensile property of SiCf/TC17 composite at room temperature
ZHANG Xu, YANG Qing, WANG Yu-min, LEI Jia-feng, YANG Rui
(Institute of Metal Research, Chinese Academy of Science, Shenyang 110016, China)
Abstract: SiCf/TC17 composite was prepared by a method of precursor wire with magnetron sputtering. The results show that the fibers combine completely with the base composite and no porosity is detected, and the fibers are arranged nearly forming an hexagonal array. The tensile strength of the composite reaches 1 773 MPa, increased by about 83.3% compared with that of the matrix. Macroscopically, the fracture of the composite is brittle fracture, interface debonding and fibre pull-out are found universally and the interface debonding most easily occurs at the interface between the C-coating layer of SiC fibre and interfacial reaction layer.
Key words: titanium matrix composites; SiC fibre; precursor wire; tensile property
与传统钛合金相比,SiC纤维增强钛基复合材料(TMCs)具有更高的比强度、比模量和工作温度,因此,在航空航天领域具有更加广阔的应用前景。将其制成发动机的转子和风扇叶片等部件,可极大地减轻飞行器质量,提高飞行器的工作效率[1-2]。在国外,对于SiC纤维增强钛基复合材料的研究较早,已成功制备出Ti-6Al-4V、Ti-6242、Ti-15-3、Timetal 834等不同钛合金基体的复合材料[3-6],并且进行了各种性能测试以及典型构件的研制。近年来,一些国内单位在该领域的研究工作也相继展开,工作主要集中在对SiCf/Ti- 6Al-4V复合材料的研究,包括对其制备工艺的探索[7],微观结构的观察[8],界面反应机理的分析[9]等,而关于SiCf/TC17复合材料的研究却鲜见报道。TC17(Ti-5Al- 2Sn-2Zr-4Cr-4Mo)比Ti-6Al-4V具有更高的室温、高温强度和更大的蠕变抗力,常被制成盘状部件应用于涡轮发动机中。SiC纤维增强TC17复合材料,制成盘件后,可以起到减轻质量和增强性能的双重效果。
磁控溅射先驱丝法制备SiC纤维增强钛基复合材料可以根据部件形状要求设计纤维排布,并且能精确控制纤维的体积分数[7, 10],以获得适合制备形状复杂且性能要求较高的复合材料结构件。本研究采用该方法制备SiCf/TC17 复合材料,研究SiCf/TC17复合材料的室温拉伸性能及其断裂机制,为后续SiCf/TC17复合材料结构件的研制工作提供一定的性能依据。
1 实验
1.1 SiCf /TC17复合材料的制备
实验所用SiC纤维由中国科学院金属研究所采用化学气相沉积法(CVD)生产,直径100 μm,C层厚度约2 μm。利用双对靶磁控溅射仪将基体TC17合金沉积到SiC纤维表面制成复合材料先驱丝。将先驱丝装入TC17包套管中,经真空封装、热等静压成型后得到SiCf /TC17复合材料的棒状样品。
1.2 微观形貌观察
使用线切割机按垂直于纤维排列方向切取试样,试样经过研磨、抛光、腐蚀后,利用Hitachi S-3400N扫描电子显微镜(SEM)对其微观形貌进行观察。
1.3 室温拉伸实验
将SiCf/TC17复合材料棒状样品加工成拉伸试样,其示意图如图1所示。试样芯部复合材料的直径为3.75 mm,试样表面进行抛光以消除机械加工痕迹。同时,模拟热等静压的实验条件对TC17合金棒状样品进行热处理,加工成拉伸试样,进行室温拉伸试验。试验采用Instron-5582电子万能试验机。
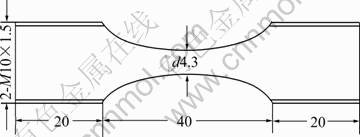
图1 SiCf /TC17复合材料拉伸试样示意图
Fig.1 Schematic diagram of tensile specimen of SiCf/TC17 composite (mm)
2 结果与讨论
2.1 SiCf /TC17复合材料形貌
图2所示为SiCf/TC17复合材料棒状样品横截面的形貌。由图2可以看出,纤维的分布均匀,呈现近六方排布。整个截面上没有发现孔洞和缝隙等未压实的迹象,表明制备过程所采用的固化工艺是合适的。
图3所示为SiC纤维与基体的界面形貌。由图3可知,SiC纤维与基体结合良好,在纤维和基体之间形成一个厚度约为1 μm的界面反应层,反应层主要成分是TiC[9];纤维与C层、C层与反应层、反应层与基体这3种界面都没有开裂的迹象;经热等静压处理后,未消耗的C层厚度为1.6 μm。
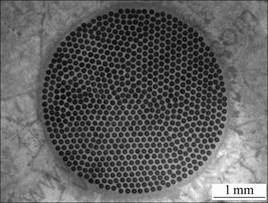
图2 SiCf /TC17复合材料的横截面形貌
Fig.2 Cross-sectional view of SiCf /TC17 composite
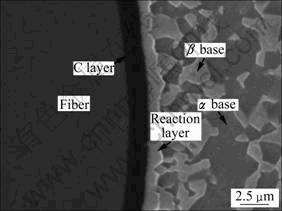
图3 纤维与基体的界面形貌
Fig.3 Interface morphology between fiber and matrix
2.2 SiCf /TC17复合材料室温拉伸试验
图4所示为复合材料和TC17合金的应力―位移曲线。从图4可知,TC17合金的屈服强度为967 MPa,抗拉强度1 053 MPa,复合材料在室温拉伸过程中始终表现为弹性变形,没有屈服,属于脆性断裂,最终断裂时强度为1 773 MPa,相比基体屈服强度提高83.3%。复合材料强度计算一般采用混合定律进行估算[11]:
 (1)
(1)
其中:σc为复合材料断裂强度;σf为纤维断裂强度;σm为基体断裂强度;Vf为纤维体积分数。
本研究采用的纤维强度为3 150 MPa,纤维在复合材料中所占的体积分数为45.6%,计算得到复合材料的理论计算强度为2 009 MPa,实际强度是理论计算强度的88.2%,试验值低于理论值的主要原因有如下两个方面:1) 模型中复合材料的界面是理想刚性的,而实际并非如此;2) 复合材料在制备过程中产生的残余应力会对材料的性能产生很大影响。
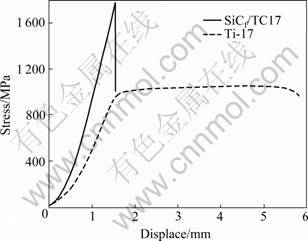
图4 SiCf /TC17复合材料和TC17合金的应力―位移曲线
Fig.4 Stress―displacement curves of SiCf /TC17 composite and TC17 alloy
2.3 SiCf /TC17复合材料室温拉伸断口分析
复合材料的断裂基本都是通过基体塑性形变,裂纹长大、偏转,界面分离,纤维拔出等几种方式进行,这些过程都是消耗能量的过程,其中界面分离和纤维拔出是纤维增强复合材料断裂的重要机制[12]。
图5所示为SiCf /TC17复合材料拉伸试样断口的局部形貌。由图5(a)可以看到,试样断面凸凹起伏,有的区域出现一定的纤维拔出,有的区域相对平整。断口上有些区域纤维与基体的界面已经发生分离,形成一定的纤维拔出,这是由于在拉伸过程中,一方面横向裂纹尖端在基体中扩展,遇到纤维时,裂纹发生偏转,绕过纤维,形成纤维桥联;另一方面纵向裂纹的扩展导致纤维与基体的界面开裂,横、纵裂纹面在该区域交汇时,纤维与基体分离,纤维单独承力而被拉断,在最后的断裂面就形成了一定的纤维拔出。在断口上相对平整的区域,基体上有许多撕裂棱,并呈明显的方向性,说明该区域的断裂是横向裂纹快速扩展所至。
从图5(a)还可以看出,断口处纤维的断裂都属于解理断裂,但是断口纹路呈现出多种形状,有的呈混乱的河流状、有的呈发散状,有的呈高低起伏的阶梯状,间接反映出复合材料断裂的特点是裂纹萌生形式多样、扩展路径众多。由图5(b)可看出,基体的断口较平坦,塑性变形很小,宏观上属于脆性断裂,基体中存在大量细小韧窝,表明基体的断裂是切应力作用下的微孔聚集型断裂,断裂路径沿着基体的相界,由于基体中界面和纤维的束缚,使得基体塑性变形发展受到约束,因而变形仅以连续微孔的形式表现,没有形成大范围的塑性变形,仍然为脆性断裂。
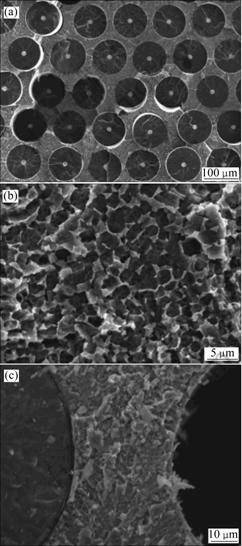
图5 SiCf /TC17复合材料的室温拉伸断口形貌
Fig.5 Room temperature tensile fractographs of SiCf /TC17 composite: (a) Partial crack propagation; (b) Dimple pattern in matrix; (c) Interface debonding and fibre pull-out
图5(c)所示为典型的SiC纤维与基体界面分离和纤维拔出的形貌。照片左侧为界面分离发生在C层与反应层间的界面;照片右侧为纤维拔出后,靠近基体的边缘仍存在反应层。由此可见,纤维拔出实际上是将C层与反应层分离,C层与反应层的界面结合强度是3种界面(SiC/C、C/反应层、反应层/基体)中最弱的。这是因为反应层主要成分是TiC,TiC是脆性产物,会使界面处的硬度和脆性增加[13]。界面结合强度对复合材料的性能有很大影响,界面结合强度太弱,载荷无法有效地从基体传递给纤维;而界面结合强度过大时,不利于纤维桥联的形成;当界面结合强度适中时,在拉伸过程中,纤维可以从基体中拔出,消耗大量能量,因而有利于提高材料的强度[14]。
3 结论
1) 采用磁控溅射先驱丝法制备了SiCf /TC17复合材料,材料内部完全压实,纤维分布均匀、排列规则,各界面结合良好。
2) SiCf /TC17复合材料的室温抗拉强度高达1 773 MPa,相比基体的屈服强度提高83.3%,增强效果十分明显。
3) SiCf /TC17复合材料的断裂宏观上属于脆性断裂,没有塑性变形。基体的断裂是微孔聚集性断裂,塑性型变量小,宏观上仍然属于脆性断裂。
4) 界面分离和纤维拔出等消耗裂纹能量和转移基体载荷的现象大量存在,纤维与基体的界面结合强度适中。
REFERENCES
[1] Christoph L, Frank K, Joachim H, Wolfgang A K. Materials and design concepts for high performance compressor components[J], Aerospace Science and Technology, 2003, 7: 201-210.
[2] Nicolas C, Frédéric F, Serge K. Multi-scale modelling of silicon carbide reinforced titanium MMCs: Application to advanced compressor design[J]. Aerospace Science and Technology, 2003, 7: 307-315.
[3] Hung Y C, Bennett J A, Garcia P F A, Michiel M D, Buffiére J Y, Doel T J A, Bowen P, Withers P J. Fatigue crack growth and load redistribution in Ti/SiC composites observed in situ[J]. Acta Materialia, 2009, 57: 590-599.
[4] Bettge D, Gunther B, Wedell W, Portella P D, Hemptenmacher J, Peters P W M, Skrotzki B. Mechanical behavior and fatigue damage of a titanium matrix composite reinforced with continuous SiC fibers[J]. Materials Science and Engineering A, 2007, 452/453: 536-544.
[5] Tanaka Y, Deng Z Y, Liu Y F, Masuda C. In situ observation on fatigue crack growth in SCS-6/Ti-15-3 composite at elevated temperatures[J]. Acta Materialia, 2003, 51: 6329-6340.
[6] Peters P W M, Xia Z, Hemptenmacher J, Assler H. Influence of interfacial stress transfer on fatigue crack growth in SiC-fibre reinforced titanium alloys[J]. Composites A, 2001, 32: 561-567.
[7] 杨 锐, 石南林, 王玉敏, 雷家峰, 张国兴, 符跃春, 李艳华, 张德志. SiC纤维增强钛基复合材料研究进展[J]. 钛工业进展, 2005, 22(5): 32-36.
YANG Rui, SHI Nan-lin, WANG Yu-min, LEI Jia-feng, ZHANG Guo-xing, FU Yue-chun, LI Yan-hua, ZHANG De-zhi. Recent progress in SiC fibre reinforced titanium matrix composites[J]. Titanium Industry Program, 2005, 22(5): 32-36.
[8] 赵永庆, 周 廉, Alain Vassel. SiC 连续纤维增强钛基复合材料研究[J]. 稀有金属材料与工程, 2003, 32(3): 161-163.
ZHAO Yong-qing, ZHOU Lian, Alain Vassle. Study on SiC continuous fiber reinforced Titanium composites[J]. Rare Metal Materials and Engineering, 2003, 32(3): 161-163.
[9] 朱 艳, 杨延清, 马志军, 陈 彦. SiC/Ti基复合材料界面反应的热力学研究[J]. 稀有金属材料与工程, 2002, 31(4): 279-282.
ZHU Yan, YANG Yan-qing, MA Zhi-jun, CHEN Yan. Thermodynamic studies on interfacial reactions in SiC-fibre- reinforced Ti-matrix composites[J]. Rare Metal Materials and Engineering, 2002, 31(4): 279-282.
[10] 王玉敏, 符跃春, 石南林, 张德志, 杨 锐. 溅射参量对SiC涂层Ti-6Al-4V显微组织的影响[J]. 金属学报, 2004, 40(4): 359-362.
WANG Yu-min, FU Yue-chun. SHI Nan-lin, ZHANG De-zhi, YANG Rui. Effects of sputtering parameter on the microstructure of Ti-6Al-4V coating on SiC fibre[J]. Acta Metallurgica Sinica, 2004, 40(4): 359-362.
[11] HARRIS B. 工程复合材料[M]. 陈祥宝, 张宝艳, 译. 北京: 化学工业出版社, 2004: 69.
HARRIS B. Engineering composite materials[M]. CHEN Xiang-bao, ZHANG Bao-yan, transl. Beijing: Chemical Industry Press, 2004: 69.
[12] 哈宽富. 断裂物理基础[M]. 北京: 科学出版社, 1999: 427.
HA Kuan-fu. Elements of fracture physics[M]. Beijing: Science Press, 1999: 427.
[13] 杨延清, 朱 艳, 陈 彦, 张清贵, 张建民. SiC纤维增强Ti基复合材料的制备及性能[J]. 稀有金属材料与工程, 2002, 31(3): 201-203.
YANG Yan-qing, ZHU Yan, CHEN Yan, ZHANG Gui-qing, ZHANG Jian-min. Processing and property of SiC fiber reinforced Ti-matrix composite[J]. Rare Metal Materials and Engineering, 2002, 31(3): 201-203.
[14] HULL D. 断口形貌学[M]. 李小刚, 等, 译. 北京: 科学出版社, 2009: 317-318.
HULL D. Fractography[M]. LI Xiao-gang, et al, transl. Beijing: Science Press, 2009: 317-318.
(编辑 龙怀中)
通信作者:王玉敏;电话:024-83978948;E-mail: yuminwang@imr.ac.cn

