���±�ţ�1004-0609(2015)-03-0589-06
����FSW��MIG���ղ���6005A-T6���Ͻ�Ľ�ͷ��ѧ����
Ҧ���裬�ص��������֣��� Ȼ��������
(���ϴ�ѧ ���繤��ѧԺ�������ܸ�����������ص�ʵ���ң�
��ɫ�����Ƚ��ṹ����������Эͬ�������ģ���ɳ 410083)
ժ Ҫ�����6005A-T6���Ͻ��ͲĽ���Ħ������ͷȱ�ݲ�����Ӧ��Ҫ���о�����Ħ����(FSW)�������ۻ������屣����(MIG)�������գ������ֲ�����ͷ����ѧ���ܽ��з��������������FSW������MIG������������������FSW��ͷȱ�ݣ����ֲ�����ͷ��ǿ�Ⱦ��ﵽ��ȱ�ݵ�FSW��ͷǿ�ȵ�88%���ϣ�FSW������ͷ��ƽ������ǿ��Ϊ216.72 MPa��ƽ������ǿ��Ϊ145.5 MPa���Ը���MIG������ͷ��ƽ������ǿ��(206.2 MPa)��ƽ������ǿ��(134.07 MPa)�����ֲ����Ľ�ͷӲ�����ֵ����������Ӱ���������ֵ��������ĸ������
�ؼ��ʣ�6005A-T6���Ͻ𣻽���Ħ�������ۻ������屣��������������ѧ����
��ͼ����ţ�TG453���� ���ױ�־�룺A
Mechanical properties of repairing welding joints of 6005A-T6 aluminum alloy prepared by FSW and MIG processes
YAO Jun-ge, HE Di-qiu, LAI Rui-lin, LI Ran, WANG Hai-jun
(Nonferrous Metal Oriented Advanced Structural Materials and Manufacturing Cooperative Innovation Centrer,
State Key Laboratory of High Performance Complex Manufacturing, School of Mechanical and
Electrical Engineering, Central South University, Changsha 410083, China)
Abstract: For the repairing welding demands of friction stir welding defects of 6005A-T6 aluminum alloy, the repairing welding processes of friction stir welding (FSW) and metal inert-gas welding (MIG) were investigated. The mechanical properties of the repairing welding joints prepared by FSW and MIG processes were analyzed. The results show that both the repairing welding methods can eliminate the FSW defects and the strength of the repairing welding joints can reach above 88% of the strength of defect-free FSW joints. The tensile strength and the yield strength of the FSW repairing welding joints are 216.72 and 145.5 MPa, which are slightly higher than those of MIG repairing welding joints (206.2 and 134.07 MPa), respectively. The lowest microhardnesses of both the FSW and MIG repairing welding joints appear in the heat-affected zone, and the highest microhardnesses appear in the base metal zone.
Key words: 6005A-T6 aluminum alloy; friction stir welding; metal inert-gas welding; repairing welding; mechanical property
�����г��ٶȵIJ�����ߣ����г����������Լ��г���ȫ�Ե�Ҫ��Խ��Խ�ߡ�6005A���Ͻ���б�ǿ�ȸߡ��ȵ��ʸߡ���ʴ��ǿ����ѧ�����������ص㣬�Ǹ����г�����쳵�����������г����峣�õ����Ͳ��ϡ���ǰ�������Ͻ�����Ҫ���ۻ���Ϊ���������Ͻ����ۺ������о�����������ס����ơ�������ȱ�ݣ����ڽϴ�IJ���Ӧ���ͺ�����Σ������˺��ӽ�ͷ��ǿ�ȣ�����Ӱ���˺���������[1-4]��
����Ħ������һ�ֹ������Ӽ��������ں����¶ȵ��ڱ����������۵㣬�������ۺ����׳��ֵ��������ơ�����ȱ�ݣ����ӱ���С����ͷ��ѧ���ܺã���ˣ�����FSW������������г������Ѿ���Ϊ������������[5-10]��
�ڽ���Ħ�������ӹ����У�����FSW�����IJ��Ȼ��ƾ��ͺ��ӹ��մ��ڽ�խ�������ղ������䲻�����߲�������ʱ���׳��ֹ��ۡ�����δ���ϵ�ȱ��[11-12]�������Щȱ�ݣ�LIU��[13]��Ҧ��ɽ��[14]�о������Ͻ�FSW����ȱ�ݵ�FSW�������գ�����FSW������������FSW����ȱ�ݣ��Ժ���ͬһλ�ý��в�����3�ε��ظ�FSW��������ͷ����ѧ���ܲ��������½���������[15]�����ҽܵ�[16]����褵�[17]�о����Ͻ���MIG����ȱ�ݵ�MIG�������գ�����MIG�����������ӣ�������Ӱ�����Ĺ�������ʱЧ���Ŀ������ӣ���ͷ��ѧ�������½�����Щѧ�ߵ��о��ֱ�˵����FSW������MIG�����Ŀ����ԣ��Լ�FSW����ȱ�ݲ���FSW�������գ�MIG����ȱ�ݲ���MIG�������գ��������ͷ��������֯�仯�������FSWȱ�ݣ��ֱ����FSW��MIG�ķ�����ͬһ�ֲ��Ͻ��в�����������Ľ�ͷ��ѧ���ܵı仯��ȱ��������о���
�����������FSW��ͷȱ�ݣ��ֱ����FSW��MIG�������в����������Ա������ֲ�����ͷ����ѧ���ܣ��о����Ϊ6005A-T6���Ͻ��Ͳ�FSW����ȱ�ݵIJ�������ѡ���ṩ�������ݺ�ʵ�������
1 ʵ��
��BSEN755-2Ϊ����EN 6005A-T6���Ͻ��Ͳ�Ϊʵ����ϣ���ͷΪ�Դ�ӽṹ����ͷ������Ϊ4.3 mm���ӷ���������0.3 mm����5 mm�Ĺ���̨����ͼ1��ʾ��MIG����ʵ����õĺ�˿ΪER5356����˿ֱ��1.2 mm��6005A-T6���Ͻ�ͺ�˿�Ļ�ѧ�ɷ����1���У�6005A-T6�Ͳĵ���ѧ�������2���С�
ʵ�������õĽ���Ħ������Ϊ���ϴ�ѧ�����з���FSW1609K�ͺ������״�FSW��FSW�������õĽ���ͷΪ�����з���ƵĽ���ͷ�����ֱ��Ϊ12 mm�������볤��Ϊ4.6 mm����������״Ϊ�Σ������ƣ��������Ϊ5.4 mm��С��Ϊ4.3 mm�� MIG����ʵ�����MIG/MAG-500���ʽ���廡������

ͼ1 6005A-T6���Ͻ��ͷ
Fig. 1 Joint of 6005A-T6 aluminum alloy
��1 6005A���Ͻ�ER5356��˿�Ļ�ѧ�ɷ�(����������%)
Table 1 Chemical compositions of 6005A aluminum alloy and ER5356 welding wires (mass fraction, %)
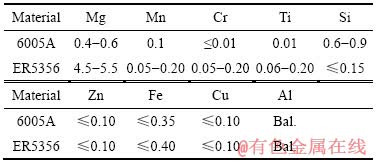
��2 6005A-T6���Ͻ����ѧ����
Table 2 Mechanical property of 6005A-T6 aluminum alloy

ʵ���ȶ�6005A���Ͻ��ͲĽ���FSWһ�κ���������õĺ�����������⣬ѡ��FSW��ȱ�ݼ���ȱ�ݺ��죬����ȱ�ݵ�FSW������в���ʵ�顣FSW�����Ĺ��ղ���Ϊ������Ϊ1200 mm/min������ͷת��Ϊ2800 r/min���������Ϊ3�㡣MIG�����Ĺ��ղ���Ϊ�����ӵ���Ϊ168 A���绡��ѹΪ20.5 V�������ٶ�ԼΪ60 mm/min���������Ϊ15~20 L/min��
������ɺ���ȱ�ݵ�FSW������MIG����������з���ʵ�顣���Ͳ��غ�����ʿ���ϳȥ��壬�����и�����˿�ķ�ʽ��ֱ������ȡ���������ͽ�����������MTS810����ʵ��������������������ܡ�����15%��NaOH��Һ��ʴ��������������DM2500M���������۲캸������֯������HXD-1000TM/ LCD����ʽ��Ӳ�ȼƲ���������Ӳ�ȡ�
2 ��������
2.1 ������ͷ������֯
ͼ2(a)��ʾΪFSW������ĺ�۽���ͼ��ͨ��FSW���������������֡���л���״���������߱�������ײ�ĸ�Ľ�����ã���ͷ�������������á�ͼ2(b)��ʾΪMIG������ĺ�۽���ͼ����ͷ�����Ͽ���խ�ij��ڡ��衱״����Ӱ������FSW���������Ӱ������Χ��
��һ��FSW�ĺ�����֯���ƣ�FSW����������֯Ҳ��Ϊĸ��������Ӱ�������Ȼ�Ӱ�����ͺ�������ͼ3��ʾΪFSW������ͷ�����Ľ�������Ƭ���۲췢�֣�������ΪϸС�ĵ��ᾧ������֯���ڽ���ͷ�Ľ����Ħ���ȵ������£����������������Ա��κ������Ķ�̬�ٽᾧ������ϸ������ɫ��ǿ����Mg2Si��֯�������ʵ�״���ȷֲ��ں��������Ȼ�Ӱ�����ܽ�������ۺ����ã�������ͬ�̶ȵ����Ա��κͲ����ٽᾧ���γ������ľ�����֯����Ӱ����ֻ�ܺ��������ã����������γɴ־�����֯��

ͼ2 FSW��MIG���ղ������ͷ��ò
Fig. 2 Morphologies of joints after different repairing welding processes
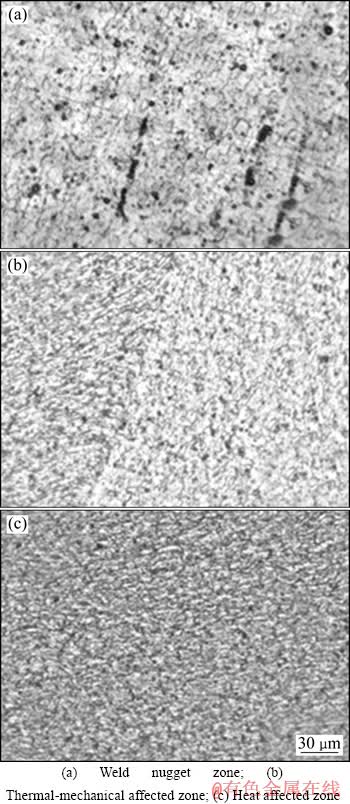
ͼ3 FSW������ͷ����������֯
Fig. 3 Microstructures of joints at different zones after FSW repairing welding
MIG�������������֯Ϊ���͵���̬��֯���������������Լ������¶ȼ����½���ʹ�ú�ɫ��ǿ����Mg2Si����ۼ����ʰߵ�״�ֲ��ڻ����ϣ���ͼ4��ʾ����FSW������֯��ȣ�MIG������ͷ��ǿ����������Ŀ���١���Ӱ������֯�����Ⱦ��������ִִ�ľ�����֯��

ͼ4 MIG������ͷ����������֯
Fig. 4 Microstructures of joints at different zones after MIG repairing welding
2.2 ��������
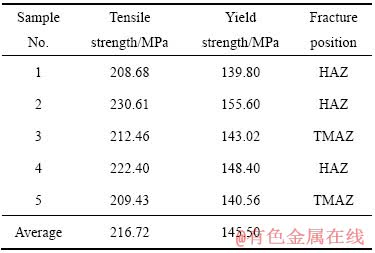
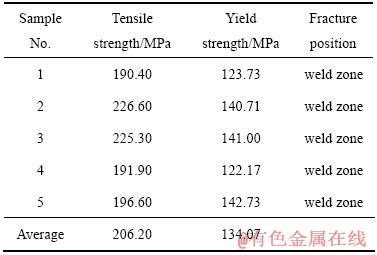
�������鰴��GB/T 2651-2008 (ISO 4136:2001, IDT)���У��ֱ����ȱ�ݵ�FSWһ�κ���FSW������MIG�����ĺ����ϸ�ȡ5�����������������������顣�����������ȱ�ݵ�FSWһ�κ���ͷ��ƽ������ǿ��Ϊ220 MPa��ƽ������ǿ��Ϊ151 MPa��FSW������ͷ��ƽ������ǿ��Ϊ216.72 MPa��ƽ������ǿ��Ϊ145.5 MPa���ֱ�����ȱ��FSWһ�κ���ͷǿ�ȵ�98.5%��96.4%��MIG������ƽ������ǿ��Ϊ206.2 MPa��ƽ������ǿ��Ϊ134.07 MPa���ֱ�����ȱ��FSWһ�κ���ͷǿ�ȵ�93.7%��88.8%���ɼ�FSW������ͷ��ƽ������ǿ�Ⱥ�ƽ������ǿ�ȶ��Ը���MIG������ͷ��������Ϊ��FSW������ͷ����֯�е�ǿ������Ŀ��Խ϶࣬���ڻ�������ɢ�ֲ��ø����ȣ�ǿ�����ýϳ�֣���MIG������ǿ�����ۼ���������Ŀ���٣�ǿ��Ч����Խϲ
��3 FSW������ͷ������������
Table 3 Tensile test data of joints after FSW repairing welding
��4 MIG������ͷ������������
Table 4 Tensile test data of joints after MIG repairing welding
FSW��������������Ҫ������Ӱ�������Ȼ�Ӱ�������Ͽ�����������н�ԼΪ45�㣬��������������������MIG������ͷ�Ͽ���Ҫ�ں����������ֶϿ�����������н�ԼΪ45�㣬����Ͽڻ�������������ֱ������������������ԡ�FSW������ͷ��MIG������ͷ����Ͽ���ò�ֱ���ͼ5��ʾ�����߶��д�С��һ�����ѣ������ѵı�Ե���Ϸֲ�����С���ѣ������Զ��ѡ�MIG�����Ͽڵ�������Դ�������������������ʱ���νϴ���FSW������ͷ����Ͽ���ȣ�MIG������ͷ����Ͽڵ����Ѵ�С���ϴֲ������ȡ�

ͼ5 FSW��MIG�������������Ͽ���ò
Fig. 5 Morphologies of fracture surface of tensile specimen after different repairing welding processes
2.3 ��Ӳ��
������ͷ����Ӳ�Ȳ����ھຸ���ϱ���1.5 mm�����Ժ�������Ϊ0λ��������Գ�ȡ�㣬���Ϊ1 mm ��ͼ6��ʾΪFSW������MIG������ͷ��Ӳ�ȷֲ���
��ͼ6�ɼ���FSW������ͷ����Ӳ�ȷֲ��ʡ�W���Σ����ֵ��������Ӱ������ԼΪ70 HV�����ֵ������ĸ������ԼΪ100 HV��������Ϊ��6005A-T6��ʱЧǿ�����Ͻ���Ӱ�����ں��ӹ����з�����ʱЧ��������'�࣬ͬʱ��Ӱ������֯�����ȵ��¾������ֻ�����Ҫǿ����Mg2Si����ۼ���ǿ��Ч����Խϲ��ĸ���к��д�����"�࣬ǿ��Ч����ã��Ȼ�Ӱ�������ڽ���ͷ�Ľ������ã������ߴ����Ӱ����С��λ���ܶȸߣ���ȻҲ���ڹ�ʱЧ״̬����Ӳ�ȱ���Ӱ�����ߣ�������ΪϸС�ĵ��ᾧ��֯��Ӳ�ȱ���Ӱ�������Ȼ�Ӱ�����ĸߡ�

ͼ6 FSW������ͷ��MIG������ͷ����Ӳ�ȷֲ�
Fig. 6 Microhardness distributions of joints after repairing welding processes
MIG��������Ӳ�ȷֲ����ֲ�����ġ�W���Ρ���FSW������ͷ��Ӳ�ȷֲ����ƣ�ĸ������Ӳ��ֵ��ߣ���Ӱ������Ӳ��ֵ��ͣ�ԼΪ60 HV������FSW������ͷ��Ӱ������Ӳ��ֵ�Եͣ�������ΪMIG�������������FSW���������룬��MIG������ͷ��ǿ�����̶Ƚϴ��Լ���ʱЧ�����Ħ�'����Ŀ���࣬��ˣ�MIG������ͷ��Ӱ������Ӳ��ֵ�Ե���FSW������ͷ����Ӱ����Ӳ��ֵ��
����������FSW������MIG��������������FSW����ȱ�ݣ�������ͷ��ǿ�Ⱦ��ﵽ��ȱ��FSW��ͷǿ�ȵ�88%���ϣ����㲹������Ҫ��MIG�������������FSW���������룬ʹ��MIG��������Ӱ������Χ�ϴ����ִ���������ԣ�����MIG������ͷ������ȴ��Ҳʹ��ͷ�������ס����ƿ���������ǿ�����ۼ���ǿ��Ч������FSW����ͨ������ͷ�Ļ�е�������ã�ϸ����������ͷ��֯��Ծ������ܡ��ɴ˿ɼ���MIG������ͷ�ڿ���ǿ�Ⱥ�����ǿ�ȵ���ѧ�������Ե���FSW������ͷ����ѧ���ܡ����⣬���ӻ������¶ȡ�ʪ�ȵ�������ض�MIG��������Ӱ��ϴ�ʹMIG������ͷ�����ܲ��ȶ�������MIG����ͨ����亸˿�����Բ����������ϴ��ȱ�ݣ���FSW����ֻ�ܲ�����������С�����������ϵ�ȱ�ݡ���ˣ�����С���Ⱥ�������С��ȱ�ݣ�����ѡ��FSW����������ǿ�ȸ��Ҳ���Ч�ʸߣ����ڽϴ�Ŀ���������ȱ���Լ��Բ������ͷ���³����нϸ�Ҫ���ȱ�ݣ����˲���MIG��˿������
3 ����
1) FSW������MIG��������������FSW����ȱ�ݣ�MIG��������Ӱ������Χ����FSW��������Ӱ������Χ��
2) FSW������ͷ��ƽ������ǿ�Ⱥ�����ǿ�ȷֱ�Ϊ216.72��145.5 MPa��MIG������ͷ��ƽ������ǿ�Ⱥ�����ǿ�ȷֱ�Ϊ206.2��134.07 MPa�����ֲ�����ͷ��ǿ�Ⱦ��ﵽ��ȱ�ݵ�FSW��ͷǿ�ȵ�88%���ϣ�FSW������ͷ��ƽ������ǿ�Ⱥ�����ǿ�ȱ�MIG������ͷ��ǿ���Ըߡ�
3) FSW������ͷ��MIG������ͷ����Ӳ�ȷֲ����ʡ�W���ͣ����ֵ����������Ӱ���������ֵ������ĸ������
4) FSW������ͷ���ۺ���ѧ�����Ը���MIG������ͷ���ۺ���ѧ���ܣ��ұ�MIG������ͷ���ȶ���FSW���ս��ʺϲ�����������Խ�С��ȱ�ݣ�MIG��������Բ����������ϴ��ȱ�ݡ�
REFERENCES
[1] �� ��, ���ǧ, ���÷, ���ı�, �� ��. 6005A-T6���Ͻ����Ħ������ͷ��֯����ѧ��������[J]. ���Ϲ���, 2012(4): 27-31.
DONG Peng, SUN Da-qian, LI Hong-mei, GONG Wen-biao, LIU Jie. Microstructural and mechanical characteristics of friction stir welded 6005A-T6 aluminum alloy[J]. Journal of Materials Engineering, 2012(4): 27-31.
[2] �� ��, �� ��, ���ı�, ����. 6005A���Ͻ����Ħ������ͷƣ�����ܵ��о�[J]. ������ҵ��ѧѧ��, 2009, 30(1): 12-17.
LIU Yan, WANG Huai, GONG Wen-biao, WANG Zhen-ji. Fatigue performance research of stir welding joint of 6005A alloy[J]. Journal of Changchun University of Technology, 2009, 30(1): 12-17.
[3] ����ΰ, ������, ��־��, ���M�M, �� ��, ������. �¶ȶ�6005A���Ͻӽ�ͷ��֯�����ܵ�Ӱ��[J]. ��Ͻ�ӹ�����, 2013, 41(9): 45-48.
LI Peng-wei, ZHANG Ming-ming, YANG Zhi-yong, QI Peng-peng, HUANG Ming, LIU Jing-gang. Effects of temperature on microstructure and properties of 6005A aluminum alloy welding joint[J]. Light Alloy Fabrication Technology, 2013, 41(9): 45-48.
[4] ����, ������. ���Ͻ�����6005A-T6�������ķ�ֹ[J]. �����ӹ�, 2012(14): 62-64.
GE Huai-pu, JIN Wen-tao. Methods to prevent welding porosity of 6005A-T6 aluminum alloy for vehicle body[J]. Metal Working, 2012(14): 62-64.
[5] SIMAR A, BRECHET Y, DE MEESTER B, DENQUIN A, PARDOEN T. Microstructure, local and global mechanical properties of friction stir welds in aluminum alloy 6005A-T6[J]. Materials Science and Engineering A, 2008, 486(1): 85-95.
[6] ����չ, �� ��, �ص���. 7A52���Ͻ������Ħ����[J]. �й���ɫ����ѧ��, 2006, 16(6): 964-970.
ZHOU Peng-zhan, ZHONG Jue, HE Di-qiu. Friction stir welding on thick plate of 7A52 aluminum alloy[J]. The Chinese Journal of Nonferrous Metals, 2006, 16(6): 964-970.
[7] ���ٿ�, �ﴺ��, �� ��. 6005A���Ͻ��ͲĽ���Ħ������ͷƣ�������о�[J]. ��ѧ����, 2012, 33(3): 443-448.
CHEN Rong-kang, SUN Chun-fang, DAI Ying. Fatigue property of friction stir welded extruded aluminum alloy 6005A[J]. Chinese Quarterly of Mechanics, 2012, 33(3): 443-448.
[8] ��ϣ��, �ﳯ��, �� ��, ���ҿ�. ����Ħ�������е���л��γɷ���[J]. �й���ɫ����ѧ��, 2006, 16(10): 1672-1678.
WANG Xi-jing, DA Chao-bing, LI Jing, ZHANG Zhong-ke. Analysis of formation of onion rings in friction stir welding[J]. The Chinese Journal of Nonferrous Metals, 2006, 16(10): 1672-1678.
[9] ����, ������, �Ѻ���. ���Ͻ����Ħ���������о����ڳǹ쳵���ϵ�Ӧ��[J]. ������������, 2011(5): 1-5.
ZHU Xiang-dong, LIU Li-qiong, PU Hong-zuo. Research of FSW techniques for aluminum alloys and the application to mass transit vehicles[J]. Locomotive & Rolling Stock Technology, 2011(5): 1-5.
[10] �� ��, ���, ������, ���ı�. ������Ͻ����Ħ�����ײ�����ͷ��֯������[J]. ���Ϲ���, 2012(7): 29-33.
LIU Jie, YANG Jing-hong, HAN Feng-wu, GONG Wen-biao. Microstructures and properties of thickness aluminum alloy eleocellarium repairing welding joint by friction stir welding[J]. Journal of Materials Engineering, 2012(7): 29-33.
[11] ���ѱ�, �����, �� ��, ��־��, ������. ���ָ�ǿ���Ͻ����Ħ������ӽ�ͷ��ȱ�ݺ���������[J]. �й���ɫ����ѧ��, 2014, 24(5): 1167-1174.
SONG You-bao, YANG Xin-qin, CUI Lei, SHEN Zhi-kang, HOU Xiao-peng. Defects and tensile properties of friction stir welded joints for dissimilar high-strength aluminum alloy[J]. The Chinese Journal of Nonferrous Metals, 2014, 24(5): 1167-1174.
[12] �� ��, ���Ը�, ��ΰҶ. ����ʽ����ͷ������Ħ����ȱ�ݼ��䲹������[J]. �й���ɫ����ѧ��, 2012, 22(1): 62-71.
LI Bo, CHEN Yi-fu, HU Wei-ye. Friction stir welded defects and repairing weld process of thick aluminum plates with telescopic stir-pin[J]. The Chinese Journal of Nonferrous Metals, 2012, 22(1): 62-71.
[13] LIU Hui-jie, ZHANG Hui-jie. Repair welding process of friction stir welding groove defect[J]. Transactions of Nonferrous Metals Society of China, 2009, 19(3): 563-567.
[14] Ҧ��ɽ, �Ŵ���, κ ޱ. ����Ħ������ͷ������ȱ�ݵ�ǿ��������[J]. ����Ϲ���, 2012, 42(1): 73-81.
YAO Jun-shan, ZHANG Chun-jie, WEI Wei. Repair welding technique for tunnel defects of FSW joints[J]. Aerospace Materials & Technology, 2012, 42(1): 73-81.
[15] ������. 6082-T6���Ͻ�MIG����ͷ����֯����ѧ�����о�[D]. ����: ���ִ�ѧ, 2013.
WANG En-ze. Study on microstructures and mechanical properties of MIG welded 6082-T6 aluminum alloy[D]. Changchun: Jilin University, 2013.
[16] ���ҽ�, ������, �� ��, ��ѩ��, ����Ԩ. A7N01���Ͻ��ͷ���ӵIJ������ܷ���[J]. ����ѧ��, 2014, 35(5): 51-54.
YAN Zhong-jie, CHEN Shu-xiang, SHANG Zhe, LIU Xue-song, FANG Hong-yuan. Properties analysis of A7N01 aluminum alloy repair welding joints[J]. Transactions of the China Welding Institution, 2014, 35(5): 51-54.
[17] �� �, ������, ������, �ﰮ��, ʷ��Ԫ. �ظ�������ѭ�������Ͻӽ�ͷ����������Ե�Ӱ��[J]. ���Ӽ���, 2014, 43(6): 64-67.
ZHANG Yu, WAGN Yu-xi, CHEN Shu-xiang, TIAN Ai-qin, SHI Chun-yuan. Influence of repeated repair weldingthermalcycle on the tensile and fracture properties for aluminum alloy joints[J]. Welding Technology, 2014, 43(6): 64-67.
(�༭ �� ��)
������Ŀ�������ص�����о���չ�ƻ�(2014CB046605)
�ո����ڣ�2014-05-28�������ڣ�2014-11-01
ͨ�����ߣ��ص����ڣ���ʿ���绰��13974973948��E-mail��hdqzzp@163.com

