稀有金属 2006,(S1),168-171 DOI:10.13373/j.cnki.cjrm.2006.s1.042
高速电气化铁路接触网线用铜锡合金线坯生产实践
云南铜业铜材有限公司 云南昆明650102
摘 要:
介绍了采用SCR连铸连轧生产线生产高速电气化铁路接触网线用铜锡合金线坯的方法, 用该法生产的产品, 具有内部组织细小, 均匀的晶粒, 强度高, 软化温度高, 平直度好, 耐摩性好, 抗蠕变性好等特点。本文从技术原理, 工艺技术, 生产工艺参数优化, 产品性能等方面, 对CuSn合金线坯生产进行分析讨论。
关键词:
高速电气化铁路 ;铜锡合金 ;接触导线 ;SCR连铸连轧 ;
中图分类号: TG335
收稿日期: 2006-08-10
Trail of Making Cu-Sn Alloy Rod for High-Speed Rail Wire from SCR System
Abstract:
The method use SCR continuous casting-rolling system to make conducting wire (Cu-Sn alloy rod) for railway application was introduced.Various properties of product can be achieved, such as fine inner-structure, well-distributed crystalline grain, high hardness and softening temperature, good glancing flatness, wear resistance and creep resistance.The production evidence of copper-tin alloy rod based on technical principles, technology innovations and solutions to process problem was fully expounded.
Keyword:
high-speed electric railway;Cu-Sn alloy;contact wire;SCR continuous casting-rolling;
Received: 2006-08-10
为适应我国经济高速发展的需要, 我国电气化铁路正在不断的提速, 且国家把高速铁路的建设作为“十一五”的重点项目, 因此, 对接触网导线的质量要求越来越高。 随着电气化铁路向高速发展, 必然要求加大接触线的悬挂张力, 提高栽流能力, 以及提高其稳定性, 来改善机车受流质量。 在要求接触线材料有良好导电性的同时, 还有高的强度和高的抗软化温度。
目前欧洲、 中国采用CuAg合金接触线可以满足250 km・h-1 的列车运行速度, 但是要满足300 km・h-1 的列车运行速度, (如京沪高速铁路) 就要采用铜锡合金接触线。 因此研究开发铜锡合金接触线和铜锡合金线坯很有必要。
1 铜锡合金导线生产工艺简介
1.1 技术原理
优质的阴极铜、 合金材料和稀土加入感应电炉 (边加料, 边熔化, 熔化的液体金属经溜槽连续地流入中间包, 或是在溜槽末端配入合金元素, 在中间包内实现合金化) 再经浇管注入旋转的轮带式铸机内, 经冷却凝固成型, 形成铸坯。 浇铸过程中要控制好铜水化学成分、 温度、 浇涛速度、 冷却强度以保证得到质量优良的铸坯。 铸坯经校直、 铣棱后送入轧机内进行连续轧制, 经轧制变形成为各种规格的铜及铜合金线坯。 在轧制过程中要严格控制铸坯轧制工艺条件、 进轧温度和轧机内乳化液的冷却、 润滑条件, 以保证得到外观质量过关、 物理性能指标合格的铜银合金坯料。 轧制成的铜锡合金坯料再经冷却、 润滑、 清洗、 涂蜡工序, 由绕线机绕制成卷, 经检验合格后, 压实、 包装、 过磅、 入库。 根据顾客的不同要求, 可通过改变轧机技术参数可以生产Φ18 mm~Φ25 mm多种规格的铜锡合金线坯。 将Φ18 mm~Φ25 mm的铜及铜合金连铸连轧杆经矫直处理, 采用接触网导线专用拉拔机经冷拉成型, 生产出铁路专用接触网导线, 在冷加工过程中控制好冷拉工艺条件, 就得到符合质量要求的高速电气化铁路用接触线, 并可通过更换不同的加工模具生产出不同尺寸规格的最终接触网导线产品
[1 ,2 ,3 ,4 ]
。
1.2 生产工艺流程
加料机 (高纯阴极铜) ――感应电炉 (加锡、 稀土、 连续熔化) ――溜槽――中间包――五轮轮带式连续铸造机 (连续铸造) ――九机架连轧机 (连续轧制) ――锡铜合金线坯 (Ф18 ~Φ25 mm) ――合金线坯盘卷――接触网导线专用拉拔机――接触网导线――检验 (合格) ――包装――入库。
2 铜锡合金导线生产工艺技术特点及生产实践
2.1 铜锡合金配置
采用在感应炉中连续加锡锭的方法, 使其锡的波动大大小于标准充许范围, 由于有心感应炉具有强烈的搅拌作用, 锡分布均匀, 同时还研究出从流槽中连续加锡粒的方法, 也能使锡的合金化和锡的波动在标准范围内, 同时还节省了由于产品品种转换洗炉的成本, 并创新了锡粒均匀加入设备。
2.2 工艺设备特点
采用木碳预热装置, 中间包容量扩大, 改进铸机高压水系统、 轧机乳化液高压系统, 连续定量加锡粒装置, 轧机孔型系统改造, 绕线机系统改造, 浇管加热烘烤系统改造等。
2.3 加入适量晶粒细化剂 (稀土元素)
加入适量的稀土元素, 以达到除气细化晶粒, 造渣的目的, 这样可以提高铜锡合金的塑性。
2.4 在线连续涡流探伤仪
使用在线连续涡流探伤仪, 探测Ф18~25 mm铜锡合金线坯的裂纹和磁性夹杂物等缺陷, 以便保证产品出厂质量。
3 产品指标测试结果
见表1, 2。
4 产品的金相显微组织
从表1可以看出本项目开发的铜锡合金线坯的各项指标已达到或接近日本同类产品的指标。
从表2可以看出本项目开发的铜锡合金线坯的各项指标已达到铁道部行业标准指标。
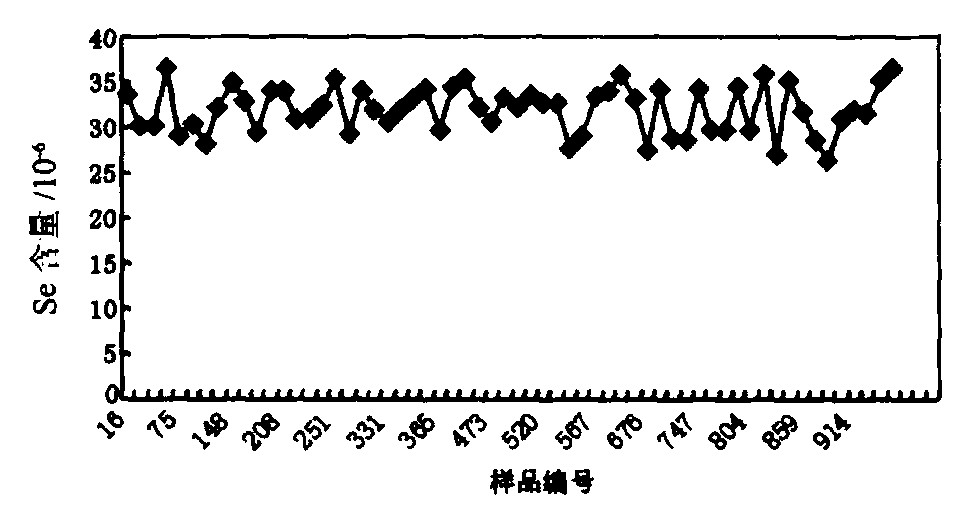
从图1可以看出锡含量控制在2700×10-6 ~3500×10-6 之间, 成分均匀。 符合铁道部行业标准。
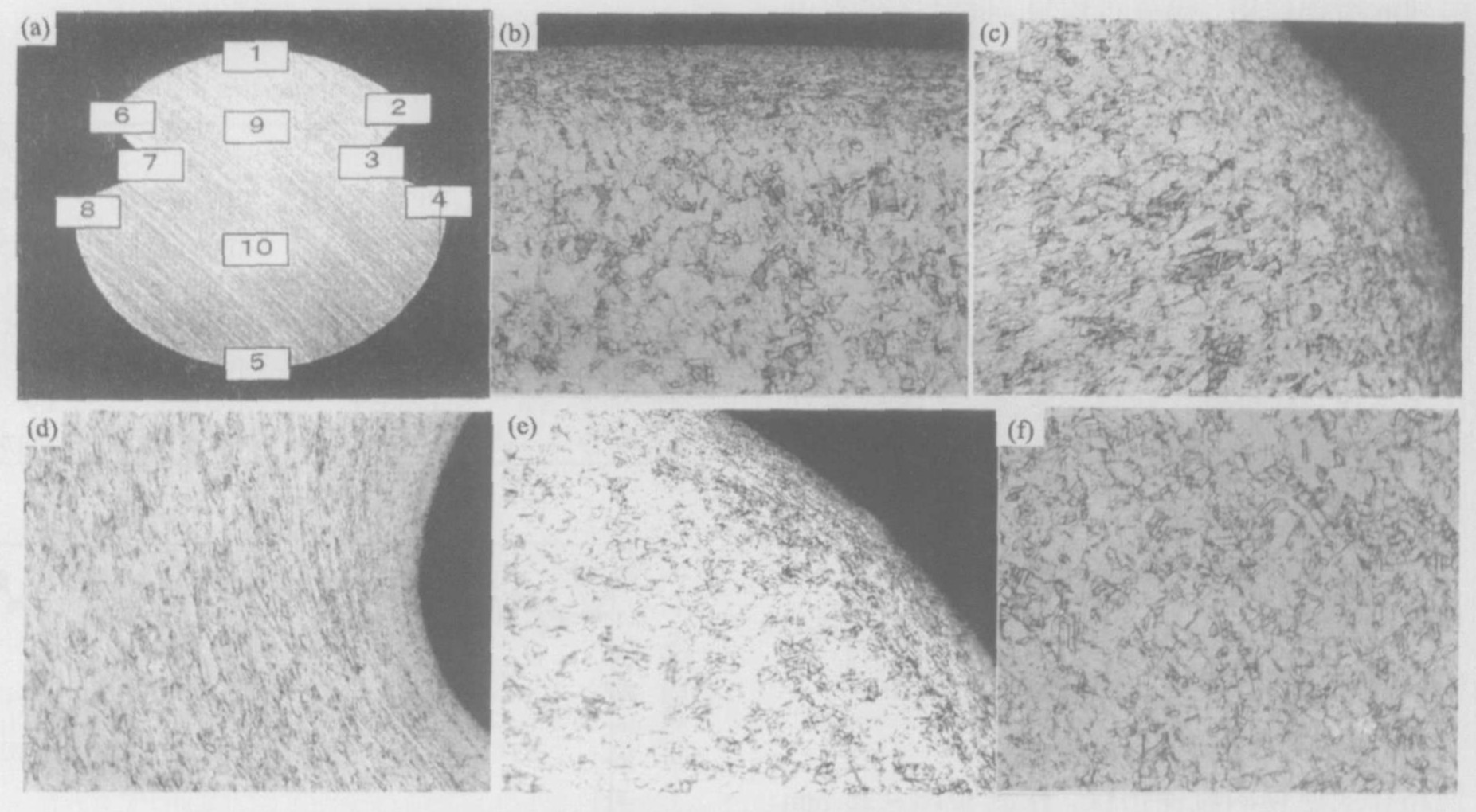
从图2可以看出采用连铸连轧及冷加工成型工艺制造的接触线, 断面形状规整, 尺寸精度高, 断面无裂痕。 从横断面金相显微组织看, 组织细小均匀, 金相显微组织为等轴加工态组织, 横向金相组织是细小均匀的分布, 晶粒度参照YB27-77晶
表1 与国外铜锡合金导线同类产品指标对照表Table 1 Properties of Cu-Sn alloy contact wire
性能参数
日本产品检测结果
本项目实际检测结果
抗拉强度σ b /MPa
>400
平均402
导电率/%IACS
80
平均83
硬度HV
130
130
延伸率δ /%
≥4
平均4.3
线膨胀系数/℃
≤17×10-6
15.8×10-6
表2 与铁道部行业标准指标对照表Table 2 Contract table of properties
铁道部行业标准
(旧)
(新)
试验产品
牌号
CTHC120
CTS120
CTS120
拉断力 (未软化) /kN
不小于 43.32
不小于 50.82
50.86
拉断力 (软化后) /kN
不小于 38.99
不小于 45.74
46.18
伸长率/%
不小于 2.8
不小于 3.0
4.3
扭转至断裂 (转数)
不小于 3
不小于 5
5.9
电阻率/ (Ω・mm2 ・m-1 )
不大于 0.02463
不大于 0.02395
0.01788
图1 铜锡合金锡含量波动图 Fig.1 Sn content flultuate of Cu-Sn alloy
粒度标准识别图可达到8级, 在加工变形量大的槽沟部位晶粒更为细小。
5 生产实践中值得注意的几个问题
5.1 铜锡合金易氧化
Sn-Cu合金易氧化, 含Sn 0.15%的Sn-Cu合金, 一旦氧含量超过350×10-6 , 极易在线杆上出现SnO2 夹杂, 同时中间包液面上也出现SnO2 浮渣, 当氧含量降至300×10-6 以下后, 这一现象消失。 而含Sn 0.50%的Sn-Cu合金, 氧含量在300×10-6 时, 线杆上就连续的出现多量的SnO2 夹杂以及由其产生的裂纹缺陷, 中间包液面上虽有木炭, 但仍出现大量的SnO2 浮渣, 在氧含量降至200×10-6 以下后, 这一现象才得到轭制。
5.2 铜锡合金热轧过程中的硬化趋势比纯铜和银铜有较明显的增大
低Sn高Cu合金热轧过程中的硬化趋势比纯铜和银铜有较明显的增大, 表现在正常生产Φ8 mm纯铜杆时, 不改变任何铸轧工艺条件和工艺参数, 在中间包内加入3000×10-6 的锡粒后, 在进轧温度还略有提高的情况下, 产出的线杆屈服
图2 CTHC120横断面金相显微组织图 (5×、 200×) Fig.2 Optical image of CTHC120 transect
强度和硬度显著增加, 塑性则相应降低, 以至无法正常的绕制成卷并出现表面裂纹, 测其力学性能, 抗拉强度达到了289 MPa, 延伸率降到了27%, 成为半硬态杆, 通过大幅度减小轧机内的冷却强度和调整适中的轧制速度, 线杆基本恢复到软态, 能正常绕制成卷和裂纹消除, 抗拉强度降至260 MPa, 延伸率恢复到36%。
5.3 铜锡合金高温热脆性
低Sn高Cu合金的高温热脆性, 随Sn含量的增加和温度的升高而增大, 含Sn 0.15%的铸坯, 在超过800 ℃的温度下也未出现开裂, 含Sn 0.50%的铸坯, 在800 ℃时已出现边角开裂, 温度再高则出现断坯。 根据几次生产试验的结果来看, 连铸连轧产业化生产, 根据Sn含量的不同, 轧制温度在680~780 ℃的温度范围内选择比较合适。
5.4 铜锡合金的逆偏析
铜锡合金铸造时易产生逆偏析, 是其一个显著特点, 但不同的铸造方法, 产生的逆偏析差别很大, 如水冷模铸锭与结晶器半连续铸锭QSn6.5-0.1出现的逆偏析, 后者比前者减小了3倍, 那么金属型的轮式连铸, 四壁喷水强制快速冷却对低锡高铜合金的小截面铸坯的结果如何, 也是我们弄清Sn含量偏差过大的一个重要根源。 为此, 我们对几个铸坯作了靠近表面4个边缘部分与铸坯中心的Sn含量的光谱分析, 分析结果, 铸坯中心与铸坯表面边缘的Sn含量, 并未出现明显的中心Sn含量低, 边缘Sn含量高的差异, 靠近表面的四个边缘, Sn含量的最大差值为57×10-6 , 中心与四个边缘, Sn含量的最大差值为+4×10-6 , -53×10-6 , 但与炉内加Ag合金化的Ag-Cu合金相比, 其Ag的波动可控制在±50×10-6 以内, 而Sn-Cu合金Sn波动的最好记录是±200×10-6 , 这说明Sn在Cu中的扩散极缓慢, 则不应排除存在有一定程度晶内偏析的可能性。
6 结 语
在SCR连铸连轧生产线上完全能生产出 (Φ18~Φ25 mm) 的高速电气化铁路接触网线用铜锡合金线坯, 经冷拉或冷轧能生产铜锡合金接触线。 其产品具有内部组织细小, 均匀的晶粒, 强度高, 软化温度高, 平直度好, 耐摩性好, 抗蠕变性好等特点。 可满足机车300 km・h-1 以上的应行速度。
参考文献
[1] 吴予才.高速电气化铁路接触网导线[J].稀有金属, 2004, 28 (1) :289.
[2] 刘辉, 胡忠卫, 樊刚, 等.铜银合金接触线 (CTHA) 的性能研究[J].云南冶金, 2004, 33 (3) :34.
[3] 姚再起, 葛继平, 刘书华, 等.新型接触线材料的研究[J].中国铁道科学, 2004, 25 (6) :99.
[4] 张强, 宋卫星.我国铜及铜合金接触线与承力索的研究和创新[J].现代城市轨道交通, 2004, 2:18.