���±�ţ�1004-0609(2015)-07-1773-08
����������Ʊ�Al-Zn-Mg-Cu-Zr�Ͻ������֯������
�� ��1��������1, 2���� ǰ1������¶1��������1���ݺ촺1
(1. ���ϴ�ѧ ���Ͽ�ѧ�빤��ѧԺ����ɳ 410083��
2. ���ϴ�ѧ ��ɫ�������Ͽ�ѧ�빤�̽������ص�ʵ���ң���ɳ 410083)
ժ Ҫ������������������Ʊ�Al-8.11Zn-2.01Mg-2.36Cu-0.12Zr(����������%)�Ͻ𣬲���������֯�����ܽ����о��������������������ij���̬�Ͻ�Ϊ������״���Ҿ�������ϸС���ߴ�ԼΪ50 ��m���ԺϽ����(470 �棬24 h)���Ȼ�������420 ���ȼ�ѹ(��ѹ��Ϊ39)��(470 �棬1 h)���ܴ�����(140 ��, 8 h)ʱЧ������Ͻ�������������ܣ��Ͻ�Ŀ���ǿ��Ϊ730 MPa������ǿ��Ϊ700 MPa���쳤��Ϊ11%���Ͻ���140 ��ʱЧ�����У�ʱЧ10 min���γ�GP����ʱЧ8 h����Ҫǿ����Ϊ��״�Ħ�'-MgZn2����״��Al3Zr���ӣ�ʱЧ72 h����״�Ħ�'-MgZn2���������Ϊ��״�Ħ�-MgZn2�ȶ��ࡣ������������Ʊ��ĺϽ���ֳ������ǿ�Ⱥ����ԣ��ɹ㷺Ӧ���ں��캽�չ�ҵ��������ҵ�������ͨ�����������ӵ繤������
�ؼ��ʣ�Al-Zn-Mg-Cu-Zr�Ͻ�������������ܴ�����ʱЧ����
��ͼ����ţ�TG146.21�� ���ױ�־�룺A
Microstructure and properties of Al-Zn-Mg-Cu-Zr alloy prepared by spray deposition method
LIU Bin1, WANG Ming-pu1, 2, LEI Qian1, DUAN Yu-lu1, LIU Lin-xian1, YU Hong-chun1
(1. School of Materials Science and Engineering, Central South University, Changsha 410083, China;
2. Key Laboratory of Nonferrous Metal Materials Science and Engineering, Ministry of Education,
Central South University, Changsha 410083, China)
Abstract: Al-8.11Zn-2.01Mg-2.36Cu-0.12Zr (mass fraction, %) alloy was prepared by spray deposition method, and the microstructure and relevant properties were studied in detail. The results show that uniform and fine equiaxed grains with grain size of about 50 ��m appears in spray deposition casting ingot. After homogenization treatment at 470 �� for 24 h, hot extrusion at 420 �� with extrusion ratio 39, solution treatment at 470 �� for 1 h, and aging treatment at 140 �� for 8 h, the alloy achieves excellent properties: the tensile strength is 723 MPa, yield strength is 700 MPa, elongation is 11%. When the alloy is aged at 140 ��, GP zones appear in the early state for 10 min, then ��'-MgZn2 phase and Al3Zr phase form as aged at 140 �� for 8 h and they are the main strengthening phases, as the aging time increases to 72 h, the meta-stable needle-shape ��'-MgZn2 phase gradually grows into stable rod-shape ��-MgZn2 phase. The studied alloy exhibits excellent strength and toughness, and the alloy can be widely used in aerospace, automotive, rail transportation, marine, electronic, electrical fields.
Key words: Al-Zn-Mg-Cu-Zr alloy; spray deposition; solution treatment; aging treatment
1972�꣬Ӣ����˹����(Osprey)������˾���ȿ�������������������ղ�Ӧ���ڽ��������Ʊ�[1-3]���봫ͳ���������칤����ȣ�������������������õIJ��ϳɷ־��ȡ���֯ϸ�������ƫ�����������͡������Ʊ��������̶̡����������Ч�ʸߣ������Ը��Ʋ��ϵ��ۺ�����[4-7]��Al-Zn-Mg-Cu�Ͻ���г��ߵ�ǿ�ȼ����������ۺ����ܣ��㷺Ӧ���ں��캽�ա���������͵繤���Ӳ��ϵ�����[8-10]�����ǣ����������Ʊ���Al-Zn-Mg-Cu�Ͻ���ϴ���֦��ƫ�����ء��Ͻ�Ԫ���������ء��Ͻ�Ԫ�ع��ܶ��������⣬����Ӱ��Ͻ��ǿ�ȡ����ԡ�����ʴ���ܺ�ƣ�����ܵ�[11-12]����ˣ��������и�ǿ����Al-Zn-Mg-Cu�Ͻ��Ѿ���Ϊ�������ǿ���Ͻ���о��ȵ�[13-16]��Ŀǰ�����ڸ�ǿ����Al-Zn-Mg-Cu�Ͻ���о���Ҫ������С����ʵ�����Ʊ��Σ������ڴ��������о�ȴ�ʼ��������������߲���������������Ʊ��˴�������Al-Zn-Mg-Cu�Ͻ𣬲�����������������ղ����Դ���������������Ӱ�죬�ȼ�ѹ���α��ȴ������������ܵ�Ӱ����ɣ���Գ�������������ǿ��������ࡢ�ݱ估ǿ������������̽�֣�������Ʊ�����ǿ�����������Ͻ����Ҫ������
1 ʵ��
1.1 ���ϵ��Ʊ�
��ʵ���о�����Al-8.11Zn-2.01Mg-2.36Cu- 0.12Zr(����������%)�Ͻ�(�ƺ�7055)���Ͻ�Ĵ�����������������������й���Ȼ����˾�ڽ��У����õ��������������¶�Ϊ820 �棬���վ���Ϊ650 mm��������õ�����Ϊ1 800 mm��ֱ��Ϊ500 mm�����������������ȼ�ѹ�¶�Ϊ420 �桢��ѹ�ٶ�Ϊ3 mm/s����ѹ��Ϊ39���Լ�ѹ�����п��䡣��ѹ��İ�����470 ����ܴ���1 h��ˮ����ء�ѡȡ120��140��160��180 �� 4��ʱЧ�¶ȣ���̽����ͬʱЧ�¶ȶԺϽ��ʱЧ��Ϊ��Ӱ�졣
1.2 ���ϵķ��������
Ӳ�Ȳ�����HV-5��ά��Ӳ�ȼ��Ͻ��У��غ�Ϊ2 kg������ʱ��Ϊ15 s�����¿���ǿ�Ȳ�����MTS-810������������Ͻ��У�Ӧ������Ϊ2 mm/min�������ĺϽ�Ͽ���ò��ɨ����������Ͻ��й۲졣ѡȡ��ͬʱЧ̬((140 �棬20 min)��(140 �棬8 h)��(140 �棬72 h))�ĵ�����Ʒ��������羵������������ѹΪ200 kV��
2 ��������
2.1 ����������Ʊ�����������֯
Ϊ�˱Ƚ�ͬ�ɷֵĴ�ͳ����������������������Ʊ�������������֯�����Ȳ����������Ʊ���һ��������������̬��֯���н��������ͼ1��ʾΪ��ͳ�������Ʊ�������������������Ʊ��������Ĺ�ѧ����֯����ͼ1(a)���Կ����������취�Ʊ��ĺϽ�������֯��ҪΪ֦����֯���������ںϽ����������̹����У�Һ���е�ԭ����ɢ�ٶȿ죬���Ѿ����̵�ԭ����ɢ�ٶ�����������ʹ���Ⱥ����̵IJ��ֵijɷֲ�ͬ���Ӷ��γɾ���ƫ����ͬʱ�Ͻ�ľ����ߴ�ϴ�ԼΪ80~100 ��m��������������Ʊ��ĺϽ�ľ����ߴ�ϸС��ԼΪ30~50 ��m�������ڲ�������ƫ����

ͼ1 ����̬�ͳ���̬��Al-Zn-Mg-Cu�Ͻ�Ĺ�ѧ����֯
Fig. 1 Optical micrograph of casted (a) and deposited (b) Al-Zn-Mg-Cu alloys
ͼ2��ʾΪ�������̬Al-Zn-Mg-Cu�Ͻ�������SEM��ͼ2���Կ���������;��ھ��ֲ��з�ƽ�����������ӣ����������������ž�������������������״�������ڲ�������������״����״����״�ֲ���������������Ҫ�ֲ��ھ���Ľ���ڴ���HU��[17]��GRANT��[18]��Ϊ��ƽ�������������;����϶���빩Һ����ij̶��йأ������������ȴ�����У��ܽ�������δ�ܵ�Һ�������ھ����ϣ����ײ����ִ�ķ�ƽ������������ס�
ͼ3��ʾΪ����������Ʊ���Al-Zn-Mg-Cu�Ͻ������ľ��ڷ�ƽ�������ࡢ�����ƽ��������ͻ����SEM��EDS�������������1����Ϊ�������̬Al-Zn-Mg-Cu�Ͻ�������ͻ�����֯�ĺϽ�Ԫ�غ�������ͼ3�ͱ�1��֪������;��ڵĵڶ���������Ҫ��Zn��Mg��CuԪ����ɣ������������и�Ԫ�غ���������ͬ�������京������ȷ���������������Cu(MgZn)2�ࡣͬʱ���ھ����ϴ��ĵڶ���������Ҫ��Cu��FeԪ�ء�

ͼ2 �������̬Al-Zn-Mg-Cu�Ͻ��SEM��
Fig. 2 SEM images of spray-deposited Al-Zn-Mg-Cu alloys

ͼ3 �������̬Al-Zn-Mg-Cu�Ͻ�ͬ���SEM��EDS��
Fig. 3 SEM images ((a), (c), (e), (g)) and EDS spectrums ((b), (d), (f), (h)) of different spray-deposited Al-Zn-Mg-Cu alloys
��1 �������̬Al-Zn-Mg-Cu�Ͻ������֯��������Ļ�ѧ�ɷ�
Table 1 Chemical composition of spray-deposited Al-Zn- Mg-Cu alloy matrix and precipitates

Ϊ��Ū���ƽ������������࣬������������Ʊ�����������XRD������ͼ4��ʾΪ�������̬Al-Zn-Mg-Cu�Ͻ��XRD�ס���ͼ4��֪����ƽ����������ҪΪ��-MgZn2���CuAl2�ࡣ��˵���Ͻ�������������̹����У����ֺϽ�Ԫ���Ѿ��Ԧ�-MgZn2���CuAl2�����ʽ�ӻ����п���������

ͼ4 �������̬Al-Zn-Mg-Cu�Ͻ��XRD��
Fig. 4 XRD pattern of spray-deposited Al-Zn-Mg-Cu alloy
2.2 �Ͻ�ѹ̬����̬����֯
ͼ5��ʾΪ�������̬Al-Zn-Mg-Cu�Ͻ�ļ�ѹ̬����̬������֯����Ӧ�������EDS�ס���ͼ5(a)��(b)�п��Կ������Ͻ��ȼ�ѹ�����ܹ���Ч����������̬�е�����ȱ�ݣ���ߺϽ�����ܶȡ�ͬʱҲ�ܹ���������еĴִ�ڶ��࣬���ż�ѹ����ֲ��������ں����Ĺ��ܴ���ʱ�ڶ���Ļ��ܣ��õڶ�����ҪΪCu��Zn��Mg��Ԫ����ɵ��������һЩ�ִ�ĺ�Fe�ࡣ��ͼ5(c)��(d)��֪����ѹ̬�Ͻ����ܴ��������ĵڶ�����ܵ������У�ֻ����һЩ�ִ�ĺ�Fe�ࡣ

ͼ5 ��ѹ̬����̬�������Al-Zn-Mg-Cu�Ͻ������֯����Ӧ�������EDS��
Fig. 5 Microstructures ((a), (c)) and EDS spectrum ((b), (d)) of spray-deposited Al-Zn-Mg-Cu alloys
2.3 ʱЧ������Ͻ����ѧ����
ͼ6��ʾΪ����������Ʊ���Al-Zn-Mg-Cu�Ͻ�420 ���ȼ�ѹ��(470 �棬1 h)���ܴ������ڲ�ͬ�¶��µ�ʱЧӲ�����ߡ���ͼ6�ɼ����Ͻ��Ӳ������ʱЧʱ����ӳ���Ѹ�����ӵ���ֵ��Ȼ�����½���������ʱЧ������ʱЧ�¶ȵ����ӣ������ֵ��ʱ��Խ�̡��Ͻ���120 ��ʱЧʱ��Ӳ�ȴﵽ��ֵ(219 HV)Լ��24 h����140 ����ʱЧ�ﵽӲ�ȷ�ֵ(225 HV)Լ��8h����������ʱЧ�¶���160��180 �棬Ӳ����1~3 h�ھ�Ѹ�����ӵ���ֵ(218 HV)��

ͼ6 �������Al-Zn-Mg-Cu�Ͻ��ڲ�ͬ�¶��µ�ʱЧ����
Fig. 6 Age-hardening curves of spray-deposited Al-Zn-Mg- Cu alloys aged at different temperatures
ͼ7��ʾΪ��ͬ״̬����������Ʊ���Al-Zn- Mg-Cu�Ͻ����ѧ���ܡ�������ѹ���κϽ�Ŀ���ǿ��Ϊ401 MPa������ǿ��Ϊ280 MPa���쳤��Ϊ14.2%�����������ںϽ��ڣ�����һЩ�ִ�ĵڶ��࣬��������ʱ���ڵڶ��ദ����Ӧ�����У���Ϊ����Դ��Ӱ��Ͻ����չ�ԡ����Ͻ���470 �棬����1 h���俹��ǿ��Ϊ684 MPa������ǿ��Ϊ533 MPa���쳤��Ϊ17.4%���Ͻ����ܵõ��ܴ����ߡ�������Ϊ�������ܴ����Ͻ��ڲ��Ĵִ�ڶ�����״�ڶ����ܽ��ڻ����У����˹���ǿ����Ч�����Ͻ����չ�Եõ��ܴ����ߡ����ܺ�ĺϽ���140 �棬ʱЧ8 h��ﵽ��ʱЧ���俹��ǿ��Ϊ723 MPa������ǿ��Ϊ700 MPa���쳤��Ϊ11%��

ͼ7 ��ͬ״̬�������Al-Zn-Mg-Cu�Ͻ����������Ӧ����Ӧ������
Fig. 7 Ambient tensile stress�Cstrain curves of spray-deposited Al-Zn-Mg-Cu alloys after different treatments
��2��3��ʾ�ֱ�Ϊ������������������취�Ʊ���Al-Zn-Mg-Cu�Ͻ�ɷֺ���Ҫ��ѧ���ܡ���Ʒ1��2��3�Ŀ���ǿ������ƫ��[13, 19, 21]������Ʒ4��ȣ���ʵ�����о��ĺϽ���Ԫ�غ����ͣ�����ǿ���Ե�����Ʒ4�ģ������쳤�ʽϸߣ��Ͻ��ǿ�ܻ����Դ�����Ʒ4��[20]�����ͨ���Աȿɼ������������취��ȣ�������������������Ʊ����ܸ��������Al-Zn-Mg- Cu�Ͻ�
��2 ������������������취�Ʊ��Ļ�ѧ�ɷ�
Table 2 Chemical composition of main compositions of Al-Zn-Mg-Cu alloys prepared by spray deposition and melting casting method
��3 ������������������취�Ʊ���Al-Zn-Mg-Cu�Ͻ�����ܲ���
Table 3 Property parameters of Al-Zn-Mg-Cu alloys prepared by spray deposition and melting casting methods

2.4 �Ͻ������Ͽ���ò
ͼ8��ʾΪ����������Ʊ���Al-Zn-Mg-Cu�Ͻ�ļ�ѹ̬������̬�ͷ�ʱЧ̬������Ͽ���ò����Ʒ�����ȼ�ѹ�Ͻ�ľ����õ�ϸ�����ڶ������ӷֲ����Ӿ��������������Ա������������Ų��죬�ڱ��ι����У�������Χ�ѻ���λ��������Ӧ�������������������Ǩ���γ��ף����ڴ˴��γ����Ʋ���������(��ͼ8(a))����ѹ̬����Ʒ�������ܺ�ʱЧ���������еڶ�������������һ��������������������ӣ��γɵ����ѽϴ�(��ͼ8(b)��(c))��ͬʱ���Կ������ѵijߴ�����������������Դ����û�й۲쵽�ڶ������ӣ����ѻ������ž�����С�������Ͻ����ܡ�ʱЧ�����Ͻ�Ķ��ѷ�ʽ���ؾ�����Ϊ����
2.5 �Ͻ�ʱЧ��ͬʱ�������֯
ͼ9��ʾΪ������������Ʊ���Al-Zn-Mg-Cu�Ͻ��ڼ�ѹ���κ��ܴ�����140 ����ʱЧ��ͬʱ���TEM����ѡ���������仨�����Ͻ���140 ��ʱЧ10 min�Ͻ��Ӳ�������˺ܶ࣬��������������ԭ���γ����Ŵػ�GP��(��ͼ9(a))������Al����[110]Al�����µ�ѡ���������仨���У�����Al�����������ߵ㣬�����Թ۲쵽һЩ���ĵڶ�������ߵ�(��ͼ9(b))���Ͻ���140 ��ʱЧ8 h�Ͻ��Ӳ�ȴﵽ��ֵ����ͼ9(c)���Կ�������Ҫ���������ֲ�ͬ��ò�Ķȵ������ࣺһ��Ϊ��״�Ħ�'-MgZn2�࣬���ȴ�ԼΪ5~10 nm������Al�����[100]Al��[010]Al����ֲ�����һ��Ϊ��״��Al3Zr�ֱ࣬��ԼΪ2~5 nm�����Ц�'-MgZn2������Ҫ��ǿ���ࡣ����ѡ���������仨�����������֪���Ͻ�����Ҫ�������塢��״�Ħ�'-MgZn2�ࡢAl3Zr�������������(��ͼ9(d))���Ͻ���140 ��ʱЧ72 h�Ͻ�����״��'-MgZn2��Ϊ��״������ԼΪ30 nm������ԼΪ12 nm��ͬʱ���Ͻ��е�Al3Zr������Ҳ����
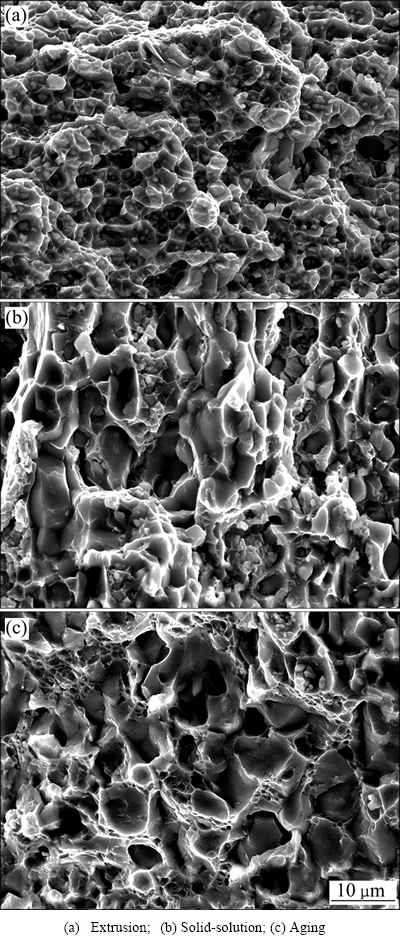
ͼ8 ��ͬ״̬���������Al-Zn-Mg-Cu�Ͻ������Ͽ�SEM��
Fig. 8 Tensile fracture morphologies of spray-deposited Al-Zn-Mg-Cu alloys with different states

ͼ9 �������Al-Zn-Mg-Cu�Ͻ�ͬʱЧ״̬��TEM����ѡ���������仨��
Fig. 9 TEM images and selected area electron diffraction patterns of spray-deposited Al-Zn-Mg-Cu alloys under different aging conditions
3 ����
1) ����������Ʊ��ĺϽ���Ϊ������״�������ڲ�������ƫ���������ߴ�ԼΪ30~50 ��m�������еķ�ƽ����������ҪΪ��-MgZn2���CuAl2�ࡣ
2) �Ͻ�ͨ���ȼ�ѹ���Ρ�(470 ��, 1 h)���ܴ�����(140 ��, 8 h)ʱЧ������Ŀ���ǿ��Ϊ723 MPa������ǿ��Ϊ700 MPa���쳤��Ϊ11%��
3) �Ͻ���140 ��ʱЧ���������У�ʱЧ������������干���GP�������GP��ת�����״�Ħ�'-MgZn2�����״Al3Zr�࣬��ʱЧ72 h��������ǿ�����-MgZn2�ʰ�״��
REFERENCES
[1] BROOKS R G, LEATHAM A G, MOORE C, COOMBS J S. The osprey process: A novel method of the production of forming[J]. Metallurgy and Metals Forming, 1977, 44(4): 157-160, 162-163.
[2] SPIEGELHAUER C, SHAW L, OVERGAARD J, OAKES G. Spray-forming of large diameter steel products by osprey process [J]. Advances in Powder Metallurgy and Particulate Materials, 1995, 2 (7): 41-46.
[3] LEATHAM A G, LAWLEY A. The osprey process: Principles and applications[J]. International Journal of Powder Metallurgy, 1993, 29(4): 321-329.
[4] �ܰ���, ������, ʯ����. ������������Ʊ����������Ͻ����[J]. ���ϵ���, 2000, 14(12): 50-55.
XIONG Bai-qing, ZHANG Yong-an, SHI Li-kai. High-property aluminum alloys prepared by spray-forming process[J]. Materials Review, 2000, 14(12): 50-55.
[5] WEI Qiang, XIONG Bei-qing, ZHANG Yong-an, ZHU Bao-hong, SHI Li-kai. Production of high strength Al-Zn-Mg-Cu alloys by spray forming process[J]. Transactions of Nonferrous Metals Society of China, 2001, 11(2): 258-261.
[6] GRANT P S. Spray forming[J]. Progress in Materials Science, 1995, 39(4/5): 497-545.
[7] �����, �ƽ���, �� ��, �ż�ɽ, ������, �ܰ���. Al-Zn-Mg-Cuϵ����ǿ�����Ͻ���о���״�뷢չ����[J]. ���ϵ���, 2003, 17(9): 1-4.
WANG Hong-bin, HUANG Jin-feng, YANG Bin, ZHANG Ji-shan, ZHANG Yong-an, XIONG Bai-qing. Current status and future directions of ultrahigh strength Al-Zn-Mg-Cu aluminum alloys[J]. Materials Review, 2003, 17(9): 1-4.
[8] ��־��, ������, ������, ̷��ǿ. ��ǿ���Ͻ���о���״��չ��[J]. ���ӹ�, 2001, 24(4): 39-41.
PAN Zhi-jun, LI Wen-xian, MA Zheng-qing, TAN Dun-qiang. Development and present states of researching high strength aluminium alloys[J]. Aluminium Fabrication, 2001, 24(4): 39- 41.
[9] SRIANTSAN T S, SRIRAM S, VEERARAGHAVAN D, VASUDEVAN V K. Microstructure, tensile deformation and fracture behavior of aluminium alloy 7055[J]. Journal of Materials Science,1997, 32(11): 2883-2894.
[10] WAGNER J A, SHENOY R N. Effect of copper, chromium, and zirconium on the microstructure and mechanical properties of Al-Zn-Mg-Cu alloys[J]. Metallurgical Transactions A, 1991, 22A(11): 2809-2818.
[11] OSAMURA K, KOHNO K, OKUDA H, OCHIAI S, KUSUI J, FUJII K, YOKOE K, YOKOTE K, YOKOTE T, HONO K. Mesoscopic structure of super-high strength P/M Al-Zn-Mg-Cu alloys[J]. Materials Science Forum, 1996, 217: 1829-1834.
[12] LI L, ZHOU T T, LI H T, CHEN C Q, XIONG B Q, SHI L K. Effect of additional elements on aging behavior of Al-Zn- Mg-Cu alloys by spray forming[J]. Transactions of Nonferrous Metals Society of China, 2006, 16: 532-538.
[13] YU H C, WANG M P, SHENG X F, LI Z, CHEN L B, LEI Q, CHEN C, JIA Y L, XIAO Z, CHEN W, WEI H G, ZHANG H, FAN X, WANG Y G. Microstructure and tensile properties of large-size 7055 aluminum billets fabricated by spray forming rapid solidification technology[J]. Journal of Alloys and Compounds, 2013, 578: 208-214.
[14] YU H C, WANG M P, JIA Y L, XIAO Z, CHEN C, LEI Q, LI Z, CHEN W, ZHANG H, WANG Y G, CAI C Y. High strength and large ductility in spray-deposited Al-Zn-Mg-Cu alloys[J]. Journal of Alloys and Compounds, 2014, 601: 120-125.
[15] JIA Y D, CAO F Y, NING Z L, GUO S, MA P, SUN J F. Influence of second phases on mechanical properties of spray-deposited Al-Zn-Mg-Cu alloy[J]. Materials and Design, 2012, 40: 536-540.
[16] SANCTIS M D. Structure and properties of rapidly solidified ultrahigh strength Al-Zn-Mg-Cu alloys produced by spray deposition[J]. Materials Science and Engineering A, 1991, 141(1): 103-121.
[17] HU H, LEE Z H, WHITE R D, LAVERNIA E J. On the evolution of porosity in spray-deposited tool steels[J]. Metallurgical and Materials Transactions A, 2000, 31(3): 723-733.
[18] GRANT P S, KIM W T, CANTOR B. Spray forming of aluminium-copper alloys[J]. Materials Science and Engineering A, 1991, 134: 1111-1114.
[19] �¿���, �����, �� ��. ��������Zr��Cr��Pr��Al-Zn-Mg-Cu�Ͻ���֯�����ܵ�Ӱ��[J]. �й���ɫ����ѧ��, 2010, 20(2): 195-201.
CHEN Kang-hua, FANG Hua-chan, CHEN Xiang. Effects of Zr, Cr and Pr additions on microstructure and properties of Al-Zn-Mg-Cu alloys[J]. Transactions of Nonferrous Metals Society of China, 2010, 20(2): 195-201.
[20] CHEN L, YAN A, LIU H S, LI X Q. Strength and fatigue fracture behavior of Al-Zn-Mg-Cu-Zr(-Sn) alloys[J]. Transactions of Nonferrous Metals Society of China, 2013, 23: 2817-2825.
[21] ��С��, �ܰ���, ������, ������, �� ��, �챦��. �������Al-Zn-Mg-Cu�Ͻ��ڼ�ѹ���ȴ��������֯�ݱ�[J]. ϡ�н��������빤��, 2008, 37(3): 534-537.
HE Xiao-qing, XIONG Bai-qing, SUN Ze-ming, ZHANG Yong-an, WANG Feng, ZHU Bao-hong. Microstructural evolution of the spray formed Al-Zn-Mg-Cu alloy during extrusion and heat treatment[J]. Rare Metal Materials and Engineering, 2008, 37(3): 534-537.
(�༭ �� ��)
������Ŀ��������Ȼ��ѧ����������Ŀ(51271203)
�ո����ڣ�2014-08-04�������ڣ�2015-04-12
ͨ�����ߣ������ӣ����ڣ��绰��0731-88830264; E-mail: wangmp@csu.edu.cn

