
Microstructure and mechanical properties of
friction stir welded thin sheets of 2024-T4 aluminum alloy
LI Lian(李 炼)1, TONG Jian-hua(佟建华)1, WAN Fa-rong(万发荣)1, LONG Yi(龙 毅)2
1. Department of Materials Physics and Chemistry,
University of Science and Technology Beijing, Beijing 100083, China;
2. Department of Materials Science, University of Science and Technology Beijing, Beijing 100083, China
Received 28 July 2006; accepted 15 September 2006
Abstract: Friction stir welding (FSW) is a new and promising welding processing that can produce low-cost and high-quality joints of aluminum alloys. 1 mm thick sheets of 2024-T4 aluminum alloys which are always used as building and decorating materials were welded by FSW. The microstructure and mechanical properties of friction stir welded 1 mm thick sheets of 2024-T4 aluminum alloy were studied. It was found that the thinner the 2024 aluminum alloy, the larger the FSW technological parameters field. The grains size of weld nugget zone (WNZ) is approximately 10 times smaller than that of the parent material, but the second phase in the material is not refined apparently in the welding. The FS welded joints have about 40% higher yield strength than the parent material, but the elongation of FS welded joints is under about 50% of the parent material. The electron backscattered diffraction (EBSD) results show that there are much more low angle boundaries (LAB) in WNZ than that in parent material, which indicates that FSW causes a number of sub-grain structures in WNZ, and this is also the reason of the increase of yield strength and Vickers hardness of the welded joint.
Key words: 2024-T4 aluminum alloy; friction stir welding; microstructure; tensile properties; Vickers hardness; EBSD; low angle boundary
1 Introduction
Heat-treatable aluminum alloys (especially the highly alloyed 2××× and 7××× series aluminum alloys) are difficult to fusion weld because some welding defects, such as crack and porosity, are easily formed during the welding process [1]. This difficulty has long inhibited the use of welding processes for joining bearing beam, stressed covering and aerospace structure [2]. Friction stir welding (FSW) was invented at The Welding Institute (UK) in 1991 [3]; it is a relatively new welding technology for making solid-phase connection in many light alloys, especially aluminum alloys. Because of welding with low defects and needing no filler materials, it is being widely used in many industries.
Many researchers have studied the microstructure and mechanical properties of the friction stir welded joint of aluminum alloys before. FONDA et al [4] have studied the grain structures surrounding FSW tool using electron backscattered diffraction (EBSD) to reveal the development of grain structure during FSW. It was suggested that subgrains were formed ahead of the FSW tool and gradually developed greater misorientations near the tool, while maintaining the same size, producing the final refined grain structure. JONES et al [5] have studied the correlation between microstructure and microhardness in a friction stir welded 2024 aluminum alloy. The results showed that the inner HAZ (heat affected zone) hardness minimum was a result of an overaged S phase, whereas an outer minimum was due to precipitate dissolution. An interjacent HAZ maximum was attributable to the presence of very fine S phase precipitates. BENAVIDES et al [6] have found that when 2024 Al alloy was FS welded at a starting temperature of -30 ℃, the maximum welded zone temperature did not exceed about 140 ℃, and the residual FSW zone grain structures consisted of equiaxed, fine-grains having a uniform size of about 0.8 μm throughout. This was compared with a central weld zone grain size of about 10 μm in 2024 Al FSW at a starting temperature of 30 ℃, where the weld zone temperature maximum was measured to be 330 ℃. And there are many other researchers studied the FSW of 2024 Al such as SUTTON et al [7], SQUILLACE et al [8] and so on.
Exploratory development works of FSW have encompassed the thickness of aluminum materials from 1 to 75 mm [9]. However, the researches before have been to join the thicker (usually greater than 3 mm) aluminum alloys, the studies on the thin sheets of aluminum alloys are few. In this paper, the friction stir welded 1 mm thick sheets of 2024-T4 aluminum alloy were studied to learn the mechanism of FS welded thin sheets, and make it possible to use the FS welded thin sheets on building and decorating structures such as aluminum-alloyed doors and windows. It is well known that the joints of aluminum-alloyed doors and windows are usually connected by riveting now, so the mechanical properties are not good.
2 Experimental
The material under investigation was a 2024-T4 aluminum alloy plate of 1 mm thickness, whose chemical composition is listed in Table 1. The plate was welded by the numerical control desktop friction stir welding machine FSW-3TS-006 which was produced by China FSW Center. The stirrer’s material was the standard 1/4-20 carbon steel, and consisted of a concave surface shoulder with a diameter of 10 mm and a columned pin with a diameter of 3 mm and a length of 0.9 mm. The angle of the stirrer to the vertical direction is 1.5?.
Table 1 Chemical composition of 2024-T4 aluminum alloy(mass fraction, %)

The specimens were welded with different technical parameters at room temperature at first, and then a specimen with the rotation speed of 900 r/min and translation speed of 60 mm/min was selected to check the microstructure and mechanical properties. The cross section and the top face of the welded sample were mechanically polished and finally etched with Keller’s reagent, and then observed by optical microscopy. In order to study the microstructure in the weld nugget zone, the cross section of the welded sample was electropolished for 60 s at room temperature in a solution of perchloric acid to ethanol equal to 1?5, and then observed by SEM and EBSD. SEM and EBSD analyses were carried out using Philips XL30 FEG-SEM interfaced to an HKL channel EBSD system. Two step sizes of 0.7 and 5 μm were used during EBSD mapping.
The mechanical properties of the welded materials were measured using hardness test and tensile test. Tensile and hardness specimens were cut perpendicular to the weld line. The shape and size of the tensile specimens of FSW and parent material are shown in Fig.1.

Fig.1 Shape and size of tensile specimens: (a) Parent material; (b) FSW joint in center (unit: mm)
3 Results and discussion
3.1 Microstructure
Through welding experiment, it is found that the welding parameters field of 1 mm thick 2024 aluminum alloy includes rotation speed range from about 500 to 1 500 r/min and translation speed range from about 0 to 150 mm/min. The welding parameters field of 5 mm thickness 2024 aluminum alloy includes rotation speed range from about 700 to 1 500 r/min and translation speed range from about 0 to 50 mm/min. The welding parameters field of 1 mm thick 2024 aluminum alloy is much larger than 5 mm thick 2024 aluminum alloy. It needs less heat to make thinner material soft in a certain time, so the translation speed can be increased, causing the welding parameters field extended.
As we know, the microstructure of friction stir welded joint is always divided into four zones: parent material, heat affected zone (HAZ), thermo-mechanically affected zone (TMAZ) and welded nugget zone (WNZ). The microstructures in each zone of the cross section of the welded specimen are shown in Fig.2.
It can be seen from Fig.2 that the particles’ size in WNZ are approximately the same as that in parent material, but there are more small particles in WNZ than that in parent material. These particles are confirmed to be the compound of copper and aluminum in the following experiments. The highest temperature of WNZ during the FSW process of 2024-T4 aluminum alloy was higher than 400 ℃ [10], some of the compound in WNZ could recrystallize and grow up, and the upsetting effect of the welding tool may break some big particles in WNZ into small ones. In the top face section, the microstructures of the welded joint and parent material are almost the same as that in the cross section, so the metallographs are not shown in this paper.
Fig.3 shows the SEM images and the EDS data of WNZ and parent material of 1 mm thick 2024-T4 aluminum alloy. Only the main elements are listed in the table. The EDS results demonstrate that the particles contain higher concentrations of Cu than the base material. The compositions are consistent with the identification of the typical particles in 2××× series aluminum alloys. The SEM observation shows again that the second phase of the material is not refined apparently by FSW. This phenomenon is different from that of FS welded 5 mm thick 2024 aluminum alloy. In the case of latter, the second phase is refined apparently, as shown in Fig.4.
Fig.5 shows EBSD maps and misorientation angle distribution of parent material and WNZ. In Figs.5 (a) and (b), the dark heavy line represents the misorientation angle higher than 15?, the fine line represents the misorientation angle lower than 15?. The grains size of WNZ is about several microns which is much smaller than that of parent material. The low angle boundaries (LAB,≤15?) in WNZ are about 30%, much more than the value of 10% in parent material. These results demonstrate that the FSW process causes a number of sub-grain structures in WNZ. These sub-grain structures form due to the stirring effect of the welding tool, and gradually develop greater misorientations and then produce the final refined grain structure which causes the increase of tensile strength and hardness in WNZ as FONDA et al [4] pointed out.
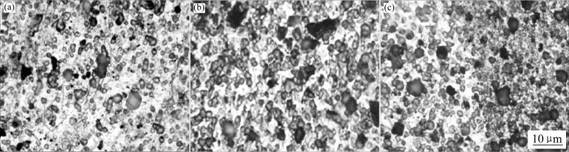
Fig.2 Metallographs in each zone of cross section of FSW joint: (a) Parent material; (b) WNZ; (c) Transition zone between parent material and WNZ
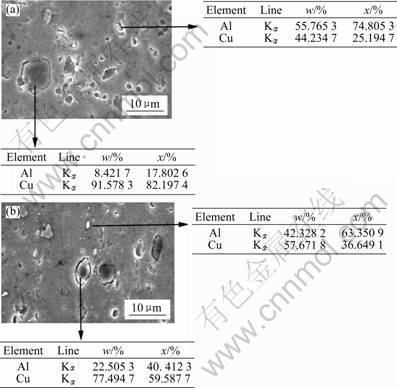
Fig.3 SEM images and compositions of particles: (a) Parent material; (b) WNZ
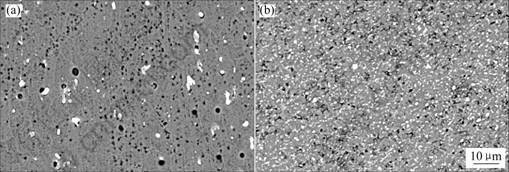
Fig.4 SEM images of particles in FS welded 5 mm thick 2024 aluminum: (a) Parent material; (b) WNZ
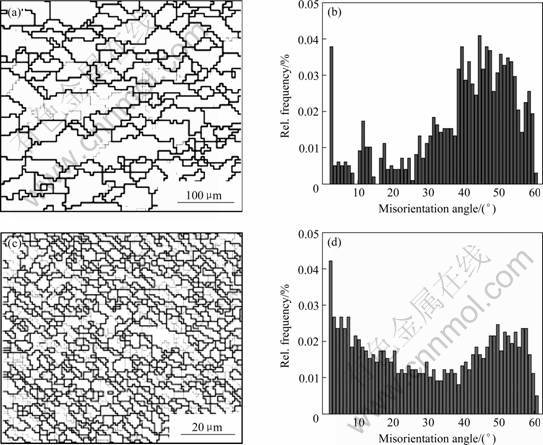
Fig.5 EBSD maps and misorientation angle distribution: (a), (b) Parent material; (c), (d) WNZ
3.2 Mechanical properties
Table 2 shows the tensile properties of parent material and FS welded joints. The FS welded joints have about 40% higher yield strength than the parent material, but the elongation of FS welded joints is under about 50% of the parent material, and the maximum is merely 8.1%. These results indicate that the FSW process refines the grains, enhances the strength of the material and decreases the elongation. The decreased levels of elongation of the joints may be affected by the increase of the sub-grain structures in WNZ. The configurations of the tensile specimens are shown in Fig.6. The fracture positions of the FS welded joints are always located in the transition zone between parent material and TMAZ, where is the joint of coarse grains of parent material and fine grains of WNZ, so the stress concentration may easily occur there. Fig.7 shows the hardness in WNZ is higher than parent material.
Table 2 Tensile properties of parent material and FS welded joints

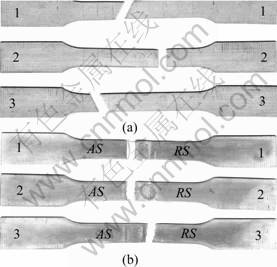
Fig.6 Configuration of tensile specimens(left ones are parent materials and right ones are FS welded joints in center)
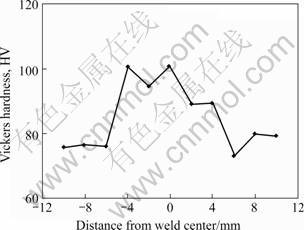
Fig.7 Microhardness distribution of welded joint
4 Conclusions
1 mm thick 2024 aluminum alloy can be welded by FSW. It was found that the thinner the materials, the larger the FSW technological parameters field. The grains size of WNZ is approximately 10 times smaller than that of the parent material, but the second phase in the material is not refined apparently in the welding. The FS welded joints have about 40% higher yield strength than the parent material, but the elongation of FS welded joints is under about 50% of the parent material. The hardness of the joint is also increased by FSW.
References
[1] DAWES C J, THOMAS W M. Friction stir process welds aluminum alloys [J]. Weld J, 1996, 75: 41-45.
[2] THOMAS W M, NICHOLAS E D, STAINES D G. Friction based welding technology for aluminum [J]. Materials Science Forum, 2002, 3(396-402): 1543-1548.
[3] THOMAS W M, NICHOLAS E D, NEEDHAM J C. TEMPLE-SMITH P, NURCH P, DAWES C J. PCT/GB92/02203 and GB Application Number, 9125978.8, 1991.
[4] FONDA R W, BINGERT J F, COLLIGAN K J. Development of grain structure during friction stir welding [J]. Scripta Materialia, 2004, 51: 243-245.
[5] JONES M J, HEURTIER P, DESRAYAUD C, MONTHEILLET F, ALLEHAUX D, DRIVER J H. Correlation between microstructure and microhardness in a friction stir welded 2024 aluminum alloy [J]. Scripta Materialia, 2005, 52: 693-697.
[6] BENAVIDES S, LI Y, MURR L E, BROWN D, MCLURE J C. Low-temperature friction stir welding of 2024 aluminum [J]. Scripta Materialia, 1999, 41(8): 809-815.
[7] SUTTON M A, YANG B, REYONLDS A P, TAYLOR R. icrostructural studies of friction stir welds in 2024-T3 aluminum [J]. Materials Science and Engineering A, 2002, 323: 160-166.
[8] SQUILLACE A, DE FENZO A, GIOLEO G, BELLUCCI F. A comparison between FSW and TIG welding techniques: modifications of microstructure and pitting corrosion resistance in AA 2024-T3 butt joints [J]. Journal of Materials Processing Technology, 2004, 152: 97-105.
[9] SEIDEL T U, REYNOLDS A P. Visualization of the material flow in AA2195 friction-stir welds using a maker insert technology [J]. Metall Mater Trans A, 2001, 32A: 2879-2884.
[10] WANG X J, HAN X H, GUO R J, LI J. Numerical simulation of temperature field in friction stir welding [J]. Transactions of the China Welding Institution, 2005, 26(12): 1.
(CHEN Ai-hua)
Corresponding author: WAN Fa-rong; Tel: +86-10-62334807; E-mail: wanfr@mater.ustb.edu.cn

