DOI:10.19476/j.ysxb.1004.0609.2018.11.16
激光熔化沉积Inconel718合金温度场及形貌的数值模拟
谭树杰1,李多生1,叶 寅1,QIN Qing-hua2,何俊杰1,邹 伟1
1. 南昌航空大学 材料科学与工程学院,南昌 330063;
2. College of Engineering and Computer Science, Australian National University, Canberra, Australia
摘 要:开展了光内同轴送粉的激光熔化沉积技术研究,建立光-粉-基板三者间相互作用的热源模型,并使用此模型对不同工艺条件下激光熔化沉积Inconel718合金单道进行数值模拟。模拟采用生死单元技术,通过改变单元材料属性及重启求解器来实现金属粉末到实体的转变。模拟结果表明:当扫描速度不变时,随着激光功率从500 W到1000 W,熔池逐渐变大,熔池最高温度从2494 K升高到3456 K,沉积单道的宽度和高度变大。当激光功率不变时,随着扫描速度从5 mm/s增加到15 mm/s,熔池最高温度从2494 K下降到2047 K,沉积单道的宽度和高度变小。模拟结果与实验结果基本相同,该模型具有较好的可靠性和重要的应用价值。
关键词:激光熔化沉积;数值模拟;Inconel718;温度场
文章编号:1004-0609(2018)-11-2296-09 中图分类号:TG146 文献标志码:A
激光熔化沉积(Laser melting deposition,LMD)是金属3D打印的一个重要分支,它有着很高的灵活性和通用性,加工时不会受到零件尺寸限制;在航空航天、医疗、汽车、船舶等领域有着广泛的应用前景[1-4]。LMD是一个复杂的制造过程,涉及传热学、冶金学和力学,包括激光和粉末的相互作用、粉末熔化凝固、凝固过程中的相变及热应力和变形等,这使得人们很难通过实验来研究其沉积过程中的温度场、应力场变化以及金属凝固过程中的晶粒生长,而ANSYS有限元数值分析则是研究激光熔化沉积过程中温度场、应力场变化的一种有效的手段[5-6]。
与选择性激光熔化相比,激光熔化沉积过程的温度场、应力场有限元数值计算显得更为困难。李俐群等[7]采用有限元方法,模拟计算激光熔化沉积Ti6Al4V墙体熔池温度场及熔体冷却速率,模拟结果同实际测量结果的平均偏差约为11.9%,计算结果准确性较好,并以此来优化每层的能量输入,得到较为稳定的熔池尺寸。ZHAN等[8]通过有限元模拟计算Fe-36Ni激光熔化沉积过程的熔池温度场,分析了不同激光功率和扫描速度对激光热影响区域的影响。CAO等[9]通过有限元分析计算TiC/Inconel625 合金的激光熔化沉积过程的温度场变化,并分析了合金材料的凝固速度和微观组织的关系。然而上述研究在有限元模拟计算过程中,并未考虑粉末对激光的衰减,将高斯热源模型或双椭圆热原模型直接加载在粉末表面或者基体表面。有关文献研究表明[10-12],LMD送粉过程中,有部分光可以透过粉末达到基板表面,这使光-粉末-基板之间的耦合作用变得十分复杂,激光能量会因粉末散射而衰减,基板也会反射掉一部分光。本文作者通过APDL语言建立光-粉-基板的热作用模型,使用单元生死技术来模拟激光熔化沉积过程中沉积单道上的温度场及单道形貌,研究不同激光功率以及不同扫描速度对激光熔化沉积过程中单道温度场及形貌的影响,并进行了相关实验验证。
1 物理模型
1.1 激光熔化沉积传热模型
激光熔化沉积的温度场分析是一个非线性瞬态温度场问题,三维非线性瞬态温度场问题的控制方程[13]为
 (1)
(1)
式中:x、y、z为笛卡尔坐标系的三个坐标方向;c为材料比热容;ρ为材料密度;kx、ky、kz为材料导热系数;T为温度场分布函数;Q为内热源强度;t为传热时间。其中c、ρ、kx、ky和kz都是温度的函数。
初始条件:当t=0时刻,基体及粉末的温度为环境温度T0,即
 (2)
(2)
本研究中T0取室温为T0=298 K。
图1所示为激光熔化沉积过程中的主要热量传递模式,本研究中使用的基板为304不锈钢,根据能量守恒定律有
 (3)
(3)
式中:ql为激光热源,qc为表面对流形式产生的热量;qr为热辐射产生的热量。
其中:
 (4)
(4)
 (5)
(5)
式中:hf为材料表面对流系数;Te为对流面温度;T∞为环境温度;ε为材料表面辐射系数;σ为Stefan-Boltzmann常数;Tr为辐射面温度。

图1 激光熔化沉积热量传递模式
Fig. 1 Model of LMD heat transfer
1.2 热源模型
一般认为激光热源能量分布符合高斯分布,本研究中采用高斯表面热源模型,环形光斑的高斯表面热源模型为[14]
 (6)
(6)
式中:r为热源平面上一点到热源中心的距离;ql(r)为该点的热流密度;A为材料对激光的吸收系数;P为激光的功率; 为激光光斑外径,
为激光光斑外径, 为激光光斑内径。
为激光光斑内径。
实际上,在激光熔化沉积-光内同轴送粉过程中,因孔隙率较大,部分光可以透过粉末到达基板上,因此使用式(6)作为整个模拟过程中的输入热源不太合适。

图2 光内同轴送粉光-粉作用示意图
Fig. 2 Illustration of coaxial powder delivery light-powder effect in light
图2所示为光内同轴送粉光-粉作用示意图;光与粉相互作用,然后部分光透过粉末作用在基板上。本研究中取靠近基板的一部分粉末作为研究对象,因粉末层较薄,认为粉末对光的衰减系数相同;设激光作用于第k层的功率为Pk,PJk为激光通过第k层粉末时的衰减功率,粉末层对激光的衰减率为α1,则
 (7)
(7)
 (8)
(8)
由式(7)、(8)可得
 (9)
(9)
 (10)
(10)
设第k层粉末吸收的功率为PXk:
 (11)
(11)
由式(6)和(11)得到改进后的模型:
 (12)
(12)
式中:φkw为激光作用于第k层粉末的环形光斑外径;φkn为激光作用于第k层粉末的环形光斑内径;第n+1层表示激光作用于304不锈钢基板上;A1为Inconel718粉末对激光的吸收系数;A2为304不锈钢板对激光的吸收系数;φ0、φ1分别为激光作用于304不锈钢基板上的光斑外径和内径。
本研究将送粉器送到基板上的粉末层分为5层,通过文献[10,12]估算出激光作用于基板上的功率,然后逐层加载高斯面热源。
1.3 熔化潜热
激光和粉末相互作用的过程中,粉末温度逐渐升高,当温度达到粉末熔点时,粉末开始熔化,粉末继续吸收热量,而温度保持不变。此处采用热焓法来处理激光熔化沉积过程中的熔化潜热。
热焓法[15]:
 (13)
(13)
 (14)
(14)
式中:H(T)为ANSYS中定义的材料热焓值;ρ为材料的密度;ρsl为材料在开始熔化到熔化过程终止时的平均密度;c为材料的比热容;Lf为材料的熔化潜热;f为液体体积分数;Ts为熔化过程的起始温度,本文模拟Inconel718计算时取Ts=1528 K;Tl为熔化过程的终止温度,计算时取Tl=1610 K。
1.4 有限元模型
图3所示为激光熔化沉积Inconel718合金数值模拟有限元模型,模型包括基板和粉末两个部分,模型上部分为Inconel718合金粉末,采用solid70单元,网格划分为六面体单元;模型下半部分为基板,采用solid70单元,网格划分为四面体单元。模型尺寸为40 mm×2 mm×h mm,随着扫描速度从5 mm/s增加到15 mm/s,h的值从1 mm降到0.5 mm,基体尺寸为80 mm×8 mm×8 mm;其中A(0,0,0.1)点为单道中心平面上距离基板高0.1 mm的一点。
本研究采用的Inconel718合金和304不锈钢的密度、比热容和热导率等热物性参数见文献[16-19]。
粉末材料的热导率与合金有很大的差别,本研究中,采用式(15)[20]计算粉末热导率kp。
 (15)
(15)
 (16)
(16)
式中:kp为粉末热导率;kg为空气热导率;ks为粉末对应固体材料的热导率;α为送粉时粉末孔隙率,本研究中取α=0.5;kr为粉末中由辐射引起的导热系数。F为表观系数,此处取F=1/3;σ为Stefan-Boltzmann常数;T为粉末温度;D为粉末平均粒径。
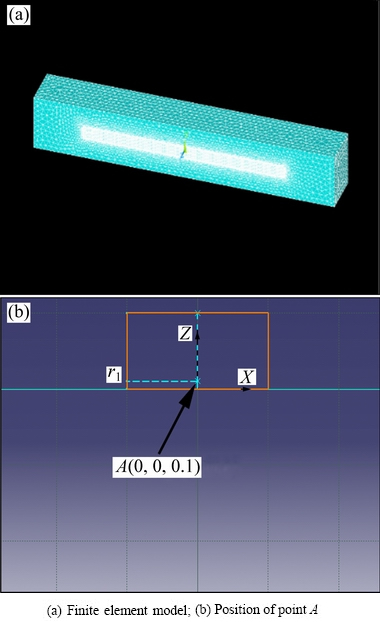
图3 激光熔化沉积Inconel718合金数值模拟有限元模型
Fig. 3 Numerical simulation finite element model of laser melting deposited Inconel718 alloy
粉末材料的辐射系数与固体材料也有区别,本研究采用式(17)[21]计算粉体材料的辐射系数εp。
 (17)
(17)
式中:εp为粉末的热辐射系数;AH为粉末表面的多孔面积系数,
 ;
;
εH是粉末表面孔隙的辐射系数,
 ;
;
εs是该材料固体的热辐射系数。
1.5 模拟流程
图4所示为激光熔化沉积Inconel718合金数值模拟流程图,模拟中采用单元生死技术来解决粉末堆积问题并通过改变已沉积单元的材料属性来实现已熔覆金属与未熔覆粉末的区别。

图4 激光熔化沉积Inconel718合金数值模拟流程图
Fig. 4 Flow chart of laser melting deposition use alloy Inconel718 by numerical simulation
2 实验
实验材料为Inconel718 粉末,粉末平均粒径为70 μm,如图5所示,实验设备为TH-2000F光纤激光机器人3D打印系统,激光器型号为YLS-2000,输出功率从0~2000 W连续可调,激光光斑为环形,本研究中聚焦时光斑外径为1.1 mm,内径为0.3 mm。采用光内同轴送粉的方式,送粉器的载气为氮气,整体装置在空气中,熔池部分采用局部氮气保护,实验参数如表1所示。

图5 Inconel718粉末SEM像
Fig. 5 SEM image of Inconel718 powders
表1 激光熔化沉积Inconel718 单道工艺参数
Table 1 Channel process parameters of laser melting deposition use alloy Inconel718

3 结果讨论
图6所示为不同工艺参数下激光熔化沉积单道形貌。从图6中可以看出,激光熔化沉积单道与基板结合牢固,熔道表面平整光滑、有金属光泽;部分熔道呈现出典型的球冠形貌。

图6 不同工艺参数下激光熔化沉积单道形貌
Fig. 6 Morphology of single channel in different process parameters of laser melting deposition
3.1 不同功率激光熔化沉积Inconel718合金单道温度场及形貌
图7所示为不同激光功率激光熔化沉积Inconel718合金单道第10个载荷步(t=1.1 s)温度场云图。从图7中可以看出,随着激光功率从500 W到1000 W,熔池逐渐变大,熔池中最高温度升高,熔池最高温度从2494 K变到3456 K。
图8所示为模拟不同激光功率激光熔化沉积Inconel718合金单道在第10个载荷步的几何形貌。从图8中可以看出,随着激光功率的提高,单道的宽度和高度变高,单道宽度从1.2 mm变到2 mm,单道高度从0.5 mm变到1 mm。当激光功率P=1000 W时(见图7(c)),熔池中局部区域温度过高,超过材料沸点,此时沉积的Inconel718合金可能发生汽化现象。此外,从图7(c)中还可以看出,熔池底部的宽度没有中间高,这表明在光内同轴送粉过程中,当激光功率达到1000 W时,粉末在到达基板前应该已经发生部分熔化现象,粉末打印呈现较多的中间堆积。

图7 不同激光功率激光熔化沉积Inconel718合金单道第10个载荷步温度场云图
Fig. 7 Temperature field map about different laser powers of laser melting deposition Inconel718 single channel at tenth load
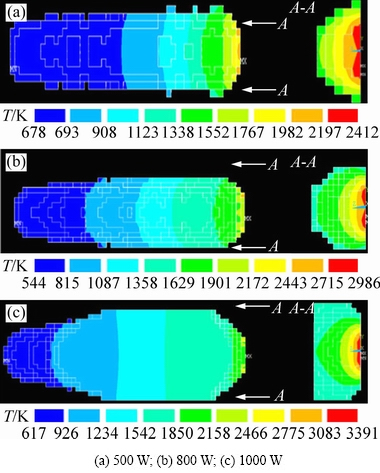
图8 不同激光功率激光熔化沉积Inconel718合金单道在第10个载荷步的几何形貌
Fig. 8 Geometric morphology maps about different laser powers of laser melting deposition Inconel718 single channel at tenth load

图9 不同功率模型中A点处温度循环曲线
Fig. 9 Temperature cycle curves of different power models at point A
图9所示为不同功率模型中A点处温度循环曲线,从图9中可以看出,随着激光功率的从500 W增加到1000 W,A点的最高温度从2250 K增大到3200K;同时也可以看出随着激光功率的升高,热循环曲线的峰宽变大,A点处粉末的熔化-凝固时间变长。
3.2 不同扫描速度激光熔化沉积Inconel718合金单道温度场及形貌
图10所示为不同扫描速度激光熔化沉积Inconel 718合金单道在第10个载荷步时的温度场云图,激光的扫描功率为500 W。从图10中可以发现,随着扫描速度的增加,熔池最高温度从2494 K下降到2047 K,熔池中心因环形光斑造成的低温区域越来越明显。
图11所示为不同扫描速度激光熔化沉积Inconel718合金单道在第11个载荷步时的几何形貌。从图11中可以看出,随着扫描速度v从5 mm/s增加到15 mm/s,激光熔化沉积单道宽度从1.2 mm下降到0.8 mm,高度从0.5 mm下降到0.3 mm;其中当v从10 mm/s到15 mm/s时,单道的宽度和高度几乎没有变化,熔池中心温度略微降低。
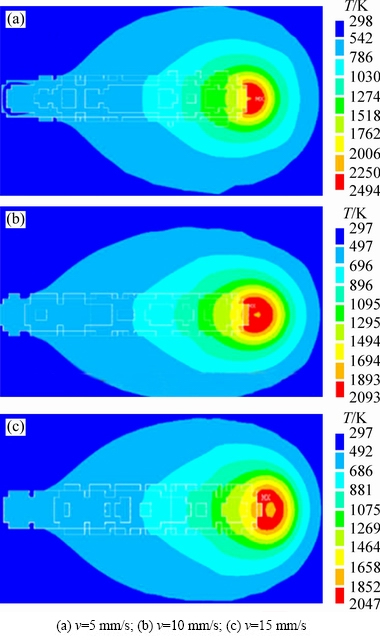
图10 不同扫描速度激光熔化沉积Inconel718合金单道在第10个载荷步时的温度场
Fig. 10 Temperature field about different scan speeds of laser melting deposition Inconel718 single channel at tenth load
图12所示为模拟不同扫描速度激光熔化沉积Inconel718合金单道中心A点的热循环曲线。从图12中可以看出,随着扫描速度v从5 mm/s增加到15 mm/s,A点的最高温度从2250 K降低到1900 K,同时可以看出,温度在1528 K到1610 K段内,曲线a的峰宽要远远大于曲线b和c的,在凝固过程降温段,曲线的斜率ka<kb<kc,这说明了随着扫描速度的提高,熔池中心A点处的冷却速度变快,沉积样件中的晶粒尺寸变小,这将在一定程度提高样件在侧面的硬度及强度。
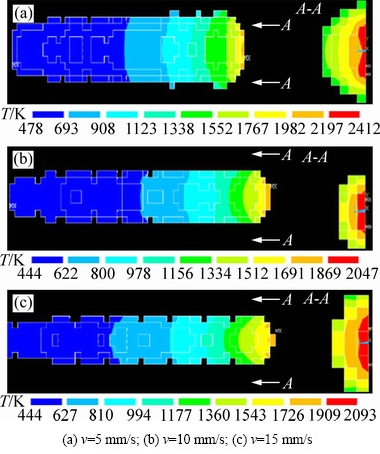
图11 不同扫描速度激光熔化沉积Inconel718合金单道在第10个载荷步时的几何形貌
Fig. 11 Geometric morphologies about different scan speeds of laser melting deposition Inconel718 single channel at tenth load

图12 不同扫描速度激光熔化沉积Inconel718合金单道中心A点的热循环曲线
Fig. 12 Temperature cycle curves about different scan speeds of laser melting deposition Inconel718 single channel at point A
3.3 模拟结果验证
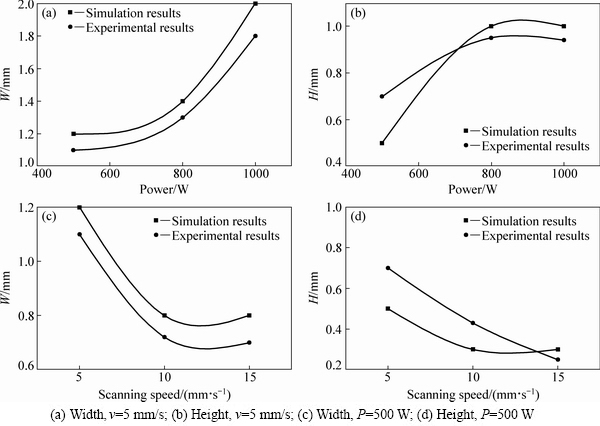
图13 单道模拟结果的宽高及实验测量值对比图
Fig. 13 Contrast maps between width height and experimental measurements about result of single channel simulation
单道模拟结果的宽高及实验测量值如图13所示。图13(a)所示为扫描速度v=5 mm/s时,实验单道宽度与模拟单道宽度随着激光功率变化曲线;图13(b)所示为扫描速度v=5 mm/s时,实验单道高度与模拟单道高度随着激光功率变化曲线;图13(c)所示为激光功率P=500 W时,实验单道宽度与模拟单道宽度随着扫描速度变化曲线;图13(d)所示为激光功率P=500 W时,实验单道高度与模拟单道高度随着扫描速度变化曲线。从图13(a)、(b)、(c)和(d)中可以发现,模拟结果与实验结果变化趋势基本一致:当激光扫描速度不变时,随着激光功率的增大,模拟单道宽度与实验测量宽度均变大;当激光功率保持不变时,随着激光扫描速度的增大,模拟单道宽度与实验测量宽度均减小。其中图13(a)和(c)显示实验单道宽度与模拟单道宽度值基本一致,误差小于10%;图13(b)和(d)显示单道高度与模拟高度在P=500 W、v=5 mm/s这点误差较大,而其他点误差较小,所建模型与模拟结果具有一定的可信性。
4 结论
1) 当扫描速度不变时,随着激光功率从500 W到1000 W,熔池逐渐变大,熔池最高温度从2494 K升高到3456 K,沉积单道的宽度和高度变大,单道宽度从1.2 mm增大到2 mm,单道高度从0.5 mm增大到1 mm;同时,随着激光功率的增大,沉积单道中心处的熔化-凝固时间变长;
2) 当激光功率不变时,随着扫描速度从5 mm/s增加到15 mm/s,熔池最高温度从2494 K下降到2047 K,沉积单道的宽度和高度变小,沉积单道宽度从1.2 mm下降到0.8 mm,高度从0.5 mm下降到0.3 mm。
REFERENCES
[1] THOMPSON S M, BIAN L, SHAMSAEI N, YADOLLAHI A. An overview of direct laser deposition for additive manufacturing; Part I: Transport phenomena, modeling and diagnostics[J]. Additive Manufacturing, 2015, 8: 36-62.
[2] 苏海军, 尉凯晨, 郭 伟, 马菱薇, 于瑞龙, 张 冰, 张 军, 刘 林, 傅恒志. 激光快速成形技术新进展及其在高性能材料加工中的应用[J]. 中国有色金属学报, 2013, 23(6): 1567-1574.
SU Hai-jun, WEI Kai-chen, GUO Wei, MA Ling-wei, YU Rui-long, ZHANG Bing, ZHANG Jun, LIU Lin, FU Heng-zhi. New development of laser rapid forming and its application in high performance materials processing[J]. The Chinese Journal of Nonferrous Metals, 2013, 23(6): 1567-1574.
[3] 黄卫东, 林 鑫. 激光立体成形高性能金属零件研究进展[J]. 中国材料进展, 2010, 29(6): 12-27+49.
HUANG Wei-dong, LIN Xin. Research progress in laser solid forming of high performance metallic component[J]. Materials China, 2010, 29(6): 12-27+49.
[4] 郑玉峰, 吴远浩. 处在变革中的医用金属材料[J]. 金属学报, 2017, 53(3): 257-297.
ZHENG Yu-feng, WU Yuan-hao. Revolutionizing metallic biomaterials[J]. Acta Metall Sinica, 2017, 53(3): 257-297.
[5] 谭树杰, 李多生, QIN Qing-hua, 刘红兵, 廖小军, 蒋 磊. 激光3D打印80Ni20Cr合金微结构及力学性能研究[J]. 中国有色金属学报, 2017, 27(8): 1572-1579.
TAN Shu-jie, LI Duo-sheng, QIN Qing-hua, LIU Hong-bing, LIAO Xiao-jun, JIANG Lei. Microstructure and mechanical properties of 80Ni20Cr alloy manufactured by laser 3D printing technology[J]. The Chinese Journal of Nonferrous Metals, 2017, 27(8): 1572-1579.
[6] 闫学伟, 唐 宁, 刘孝福, 税国彦, 许庆彦, 柳百成. 镍基高温合金铸件液态金属冷却定向凝固建模仿真及工艺规律研究[J]. 金属学报, 2015, 51(10): 1288-1296.
YAN Xue-wei, TANG Ning, LIU Xiao-feng, SHUI Guo-yan, XU Qing-yan, LIU Bai-cheng. Modeling and simulation of directional solidification by LMC process for nickel base superalloy casting[J]. Acta Metall Sinica, 2015, 51(10): 1288-1296.
[7] 李俐群, 王建东, 吴潮潮, 章 敏, 赵维刚. Ti6Al4V激光熔化沉积熔池温度场与微观组织特性[J]. 中国激光, 2017, 44(3): 119-126.
LI Li-qun, WANG Jian-dong, WU Chao-chao, ZHANG Min, ZHAO Wei-gang. Temperature field of molten pool and microstructure property in laser melting depositions of Ti6Al4V[J]. Chinese Journal of Lasers, 2017, 44(3): 119-126.
[8] ZHAN Xiao-hong, MENG Yao, ZHOU Jun-jie, QI Chao-qi, ZHANG Cai-lin, GU Dong-dong. Quantitative research on microstructure and thermal physical mechanism in laser melting deposition for Invar alloy[J]. Journal of Manufacturing Processes, 2018, 31: 221-231.
[9] CAO Sai-nan, GU Dong-dong, SHI Qi-min. Relation of microstructure, microhardness and underlying thermodynamics in molten pools of laser melting deposition processed TiC/Inconel 625 composites[J]. Journal of Alloys and Compounds, 2017, 692: 758-769.
[10] 牛建强. 同轴送粉光纤激光增材制造激光与粉末相互作用机理研究[D]. 北京: 北京工业大学, 2014.
NIU Jian-qiang. Study on mechanism of interaction between laser and powder stream during coaxial fiber laser additive manufacturing[D]. Beijing: Beijing University of Technology, 2014.
[11] 王明娣. 基于光内送粉的激光熔覆快速制造机理与工艺研 究[D]. 南京: 南京航空航天大学, 2008.
WANG Ming-di. Research on mechanism and process of laser cladding rapid manufacturing using coaxial inside-beam powder feeding[D]. Nanjing: Nanjing University of Aeronautics and Astronautics, 2008.
[12] 靳绍巍, 何秀丽, 武 扬. 同轴送粉激光熔覆中粉末流对光束能量的衰减作用[J]. 中国激光, 2011, 38(9): 67-72.
JIN Shao-wei, HE Xiu-li, WU Yang. Laser power attenuation by powder flow in coaxial laser cladding[J]. Chinese Journal of Lasers, 2011, 38(9): 67-72.
[13] LI Ya-li, GU Dong-dong. Thermal behavior during selective laser melting of commercially pure titanium powder: Numerical simulation and experimental study[J]. Additive Manufacturing, 2014, 1/4: 99-109.
[14] 田美玲. 光内送粉多道搭接多层堆积实体成形及温度场模拟研究[D]. 苏州: 苏州大学, 2014.
TIAN Mei-ling. Temperature field simulation of multi channel and multi-layer stacking and research of solid parts forming process based on coaxial inside-beam powder feeding[D]. Suzhou: Soochow University, 2014.
[15] SHEN N G, CHOU K. Thermal modeling of electron beam additive manufacturing process: powder sintering effects[C]// Proceedings of the 7th ASME International Manufacturing Science and Engineering Conference. Notre Dame, IN: ASME, 2012.
[16] DENLINGER E R, JAGDALE V, SRINIVASAN G V, EI-WARDANY T, MICHALERIS P. Thermal modeling of Inconel718 processed with powder bed fusion and experimental validation using in situ measurements[J]. Additive Manufacturing, 2016, 11: 7-15.
[17] AHN D G, BYUN K W, KANG M C. Thermal characteristics in the cutting of Inconel718 super alloy using CW Nd: YAG laser[J]. Journal of Materials Science & Technology, 2010, 26(4): 362-366.
[18] SHI Qi-min, GU Dong-dong, XIA Mu-jian, CAO Sai-nan, RONG Ting. Effects of laser processing parameters on thermal behavior and melting/solidification mechanism during selective laser melting of TiC/Inconel718 composites[J]. Optics & Laser Technology, 2016, 84: 9-22.
[19] SHIUE R K, CHANG C T, YOUNG M C, TSAY L W. The effect of residual thermal stresses on the fatigue crack growth of laser-surface-annealed AISI 304 stainless steel: Part I. Computer simulation[J]. Materials Science and Engineering A, 2004, 364(1/2): 101-108.
[20] 姚化山, 史玉升, 章文献, 刘锦辉, 黄树槐. 金属粉末选区激光熔化成形过程温度场模拟[J]. 应用激光, 2007, 27(6): 456-460.
YAO Hua-shan, SHI Yu-sheng, ZHANG Wen-xian, LIU Jin-hui, HUANG Shu-huai. Numerical simulation of the temperature field in selective laser melting[J]. Applied Laser, 2007, 27(6): 456-460.
[21] SAMUEL S, JOEL B. The prediction of the emissivity and thermal conductivity of powder beds[J]. Particulate Science and Technology, 2004, 22(4): 427-440.
Temperature field and morphology simulation of laser melting deposited Inconel718 alloy
TAN Shu-jie1, LI Duo-sheng1, YE Yan1, QIN Qing-hua2, HE Jun-jie1, ZOU Wei1
1. School of Materials Science and Engineering, Nanchang Hangkong University, Nanchang 330063, China;
2. College of Engineering and Computer Science, Australian National University, Canberra, Australia
Abstract: Laser melting deposited technology was applied using an internal laser coaxial-powder feeding way, and the heat source model of among light-powder-substrate interaction was built, which was used to simulate the single channel of laser melting deposited Inconel718 alloy under different process parameters. The simulation was used by dead-live unit method, via changing the unit material properties and restarting solver to finish the change of metal powder to solid. The results show that when the scanning speed is constant, with increasing laser power from 500 W to 1000 W, the molten pool increases gradually, the highest temperature of molten pool also increases from 2494 K to 3456 K, and the width and height of deposited single channel increase. When the laser power is constant, with increasing scanning speed from 5 mm/s to 15 mm/s, the highest temperature of molten pool decreases from 2494 K to 2047 K, meantime, the width and height of deposition single channel decrease. The simulation results are almost consistent with the experimental results, thus, the model has good reliability and important application value.
Key words: laser melting deposition; numerical simulation; Inconel718; temperature field
Foundation item: Projects(11372110, 51562027) supported by National Natural Science Foundation of China; Project (20181BCB24007) supported by the Advantage Technology Innovation Team Plan of Jiangxi Provence, China
Received date: 2017-09-05; Accepted date: 2018-05-03
Corresponding author: LI Duo-sheng; Tel: +86-18170089973; E-mail: duosheng.li@nchu.edu.cn
(编辑 何学锋)
基金项目:国家自然科学基金资助项目(11372100,51562027);江西省省级优势科技创新团队项目(20181BCB24007)
收稿日期:2017-09-05;修订日期:2018-05-03
通信作者:李多生,副教授,博士;电话:18170089973;E-mail:duosheng.li@nchu.edu.cn

