RE-Fe基合金热喷涂层的耐腐蚀性能
周白杨1, 高诚辉2
(1. 福州大学 材料科学与工程学院, 福州 350002;
2. 福州大学 机械工程及自动化学院, 福州 350002)
摘 要: 通过热喷涂的方法制备了添加稀土组分和适量铜组元的RE-Fe基合金涂层。 采用液态浸渍法、 电化学测试、 盐雾实验以及涂层表面腐蚀形貌SEM观察等方法对不同成分、 不同喷后处理工艺的RE-Fe基合金涂层的耐腐蚀性能进行研究。 结果表明: 添加适量的稀土组分和铜组元, 使Fe基合金涂层的自腐蚀电位正移, 维钝电流密度和致钝电流密度下降, 明显地提高了Fe基合金(Fe-Cr-Ni-B-Si)涂层在酸类腐蚀介质中的耐腐蚀性能; 同时也有效地提高了涂层抗盐雾气氛腐蚀的能力; 其中以添加2% RE氧化物(质量分数) 涂层(封孔后)的综合效果最佳。
关键词: 铁基合金涂层; 耐腐蚀性能; 热喷涂; 稀土 中图分类号: TG174.2
文献标识码: A
Corrosion resistance of RE-Fe alloy thermal spraying coatings
ZHOU Bai-yang1, GAO Cheng-hui2
(1. College of Materials Science and Engineering, Fuzhou University, Fuzhou 350002, China;
2. College of Mechanical Engineering, Fuzhou University, Fuzhou 350002, China)
Abstract: Through adding different kinds of rare earth(RE) compositions and moderate amount of copper constituent , RE-Fe based alloy coatings were prepared by thermal spraying(THSP).The corrosion resistance of RE-Fe based alloy coatings with different compositions and post-spraying treatments were investigated systematically by maceration corrosion test, electrochemical test, NSS test and scanning electron microscopy. The results show that the addition of moderate amount of rare-earth compositions and copper constituent can increase remarkably the corrosion resistance of iron-based alloy (Fe-Cr-Ni-B-Si) coating in the acid and salt corrosion media, and the coating with 2% RE oxide composition (mass fraction) possesses the best comprehensive effects.
Key words: iron-based alloy coating; corrosion resistance; thermal spraying; rare earths
镍基(Ni-Cr-B-Si)合金热喷涂层在表面工程技术中得到了广泛的应用[1], 其涂层的工艺性、 组织结构、 耐磨性以及对其进行重熔处理后喷焊层的耐蚀性等已有较多的研究报导[2-6]。 而铁基合金(Fe-Cr-Ni-B-Si)涂层的致密度及涂层的力学性能等都接近镍基涂层[7], 由于价廉实用, 在许多场合都可以替代镍基的铁基耐磨涂层也得到了广泛的研究和应用[8], 但在服役过程中, 其往往还与酸、 碱、 盐等腐蚀介质发生作用, 产生腐蚀, 从而导致零件失效。 如何进一步提高铁基涂层耐腐蚀性的问题还未得到应有的重视。 在材料表面工程技术中, 添加适量的稀土, 可起到改进工艺, 提高材料性能及延长零部件使用寿命的作用。 从20世纪90年代起, 国内外许多学者对稀土在热喷涂(熔)技术中的应用展开了研究[9, 10]。 为此, 本文作者在探讨稀土对铁基涂层孔隙率、 组织结构以及涂层摩擦学性能等影响的基础上[11, 12] , 通过采用液态浸渍法、 电化学测试、 盐雾实验以及涂层表面腐蚀形貌的SEM观察等方法对不同成分、 不同处理工艺的RE-Fe基合金涂层的耐腐蚀性能进行了较为系统的研究。
1 实验
1.1 涂层制备
采用氧乙炔火焰粉末喷涂的方法制备了RE-Fe基合金热喷涂层。 涂层所用合金粉末配方成分见文献[11] (其中涂层2为未添加稀土的Fe-Cr-Ni-B-Si合金涂层, 涂层1和4分别添加了2%与8%的RE氧化物组分和适量铜组元, 涂层3添加了0.7% RE硅铁组分和适量铜组元, 涂层1、 3和4样品配方中的含铜量为一定值)。 各类耐蚀性实验所用试样喷后经机加工后的涂层厚度为0.4~0.5mm。
1.2 涂层封孔与封装处理
铁基氧乙炔火焰热喷涂层是固有多孔隙的, 尽管通过添加稀土组分等方法可有效降低涂层的孔隙率, 但涂层中存在的孔隙仍可能互相连接并可从表面延伸至基体。 封孔作为一种喷后处理工艺, 可填充涂层中存在的孔隙, 防止或阻止涂层/基体界面处的腐蚀。 此次实验采用有机封孔剂进行封孔, 它具有不用真空而有渗透性和操作简便的特点。 将喷后的涂层表面经过简单机械清洁处理后, 在大气中直接将封孔剂刷涂到涂层表面, 利用其良好的渗透性自渗到涂层孔隙中, 且固化时间仅需几分钟。
为保证实验精度, 减少不必要的因素干扰, 所有耐腐蚀性实验所用的涂层试样, 除留出受试面外, 其余的部分都采用耐蚀性和绝缘性好的封装材料进行封装。
在实验了7种不同封装材料在酸性腐蚀介质中的封装效果后, 此次采用封装性好又易清除的封装材料配方为沥青+适量添加剂(松香)。
1.3 涂层耐腐蚀性的液态浸渍法实验
采用直径为35.5mm、 厚度为3.5mm的碳钢基材, 在其一个圆面上喷涂不同配方的涂层材料。 将封孔后的试样涂层表面磨光并进行非受试面的封装, 封装后留出d30mm的浸渍受试面。
采用静态全浸渍腐蚀实验法, 涂层受试面朝上, 离介质液面的距离大于40mm, 为减少不同成分涂层间的相互影响, 相同配方成分的涂层试样放在同一实验容器中。 腐蚀实验温度为25℃, 时间为120h , 每隔24h取出称量一次, 以单位面积质量损失来衡量涂层的耐蚀性能。
腐蚀介质分别采用3%HCl、 3%HNO3和10%NaOH溶液(质量分数)。
从浸渍的腐蚀介质中取出涂层试样, 用机械法去除腐蚀产物, 用流动的清水和温水清洗试样, 用热、 冷风吹干后在干燥皿内干燥24h后称取质量。 涂层试样浸渍腐蚀实验前后的质量变化在瑞士产Sartorius Reaseach电子天平上称量计算。 用3个平行试样的数据取平均值。
1.4 涂层耐蚀性的电化学测试
采用直径为10mm、 厚度为2mm的碳钢基材, 其余同前文1.3节。 封装前, 在试样涂层背面基板上焊接一条引出导线, 用以与测试仪器电极相接。 封装后, 留出d10mm的浸渍受试面。
用BAS-100A电化学测试系统对涂层进行阳极极化曲线测试。 实验温度为19~20℃, 腐蚀介质为3%HNO3溶液。 动电位极化测量采用650μV/s扫描速度。 实验用辅助电极为Pt电极, 参比电极为222型甘汞电极, 测试电极为涂层试样。 通电测试前涂层试样在同一介质中活化1h左右, 使试样的自腐蚀电位恒定后开始进行测试。
1.5 涂层耐蚀性的盐雾实验
采用52mm×35mm×3mm的碳钢基材, 其余同前文1.3节。 样品封装后, 涂层面留出45mm×20mm的盐雾实验受试面。
按照国标GB6458—86《金属覆盖层中性盐雾试验》(NSS试验)中规定的实验要求和方法[13], 将涂层样品暴露于盐雾实验箱中(YQ—25D盐雾试验机)。 实验溶液为5%NaCl(质量分数)溶液, pH值用NaOH调节(pH=7)。 盐雾箱内温度恒定为(35±1)℃。 每组涂层试样采用3个平行样品, 3个平行试样在箱内交叉排列, 采用连续喷雾的方式, 实验时间共48h。
涂层试样经盐雾加速腐蚀后在室温自然干燥1h, 用流动的温水清洗, 吹干后在干燥皿内干燥24h后称取质量, 其余同前文1.3节。
1.6 涂层表面腐蚀形貌观察
采用与前文1.4节电化学测试中所用的相同涂层试样。 将制好的试样浸入5%NaCl(质量分数)溶液中, 相同配方成分的试样放在同一实验容器中, 浸渍120h, 腐蚀实验温度为(25±1)℃。 腐蚀后的涂层试样采用流动水与温水清洗, 吹干后在JSM-35CF扫描电镜下观察涂层表面腐蚀形貌。
2 结果与讨论
2.1 涂层的液态浸渍腐蚀实验
喷涂层耐腐蚀性能的液态浸渍实验, 一般是以实验前后涂层样品的质量变化来作为衡量涂层耐腐蚀性能的判据。 图1所示为各种配方涂层试样在两种酸类介质中的浸渍腐蚀实验结果。 图中数据为3个平行试样单位面积的平均质量损失(mg/cm2)。
在碳钢表面喷涂一层Fe-Cr-Ni-B-Si(18-8不锈钢型)合金涂层后, 耐蚀性理应提高, 但实际情况并非如此, 如图1 (a)与(c)中涂层2, 经一段时间腐蚀实验后(腐蚀时间分别为105h和91h), 涂层与基材脱开。 其原因主要是由于涂层中存在着许多孔隙, 腐蚀介质可以通过孔隙浸入并腐蚀碳钢基材。 另外, 涂层本身的自腐蚀电位比基材高, 因此, 在电解质作用下, 涂层与基材之间会形成双金属电池, 从而使基材遭受腐蚀。 在不断地腐蚀过程中, 涂层中的颗粒会发生松动、 脱落, 使腐蚀加剧, 最终导致涂层与基材脱离。 此时涂层试样的质量损失实际上应该是涂层本身和基材两部分的质量损失。
分别比较图1(a)与(c)中的涂层1、 3和4与涂层2数据可以看出, 通过在铁基合金中添加一定量的稀土组分和铜组元, 可以很明显地提高涂层在两类酸性介质中的耐蚀性。 主要原因是由于添加稀土组分能有效的降低涂层的孔隙率[11], 改变了涂层的自腐蚀电极电位(使其正移)。 根据文献[14]介绍, 铜可提高合金在氧化性和非氧化性酸中的耐蚀性, 故铜组元的加入对提高涂层的耐蚀性也有一定的作用。 通过分析图1(b)和(d)可知, 添加2% RE氧化物的涂层(封孔后) 在HNO3中的耐蚀能力优于添加RE硅铁的涂层; 而在HCl介质中, 添加RE硅铁的涂层(封孔后) 的耐蚀能力略优于添加RE氧化物的涂层。
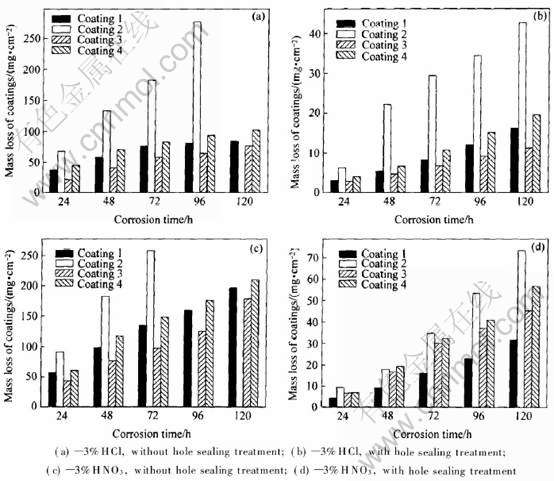
图1 涂层试样在酸类介质中的浸渍腐蚀实验结果
Fig.1 Maceration corrosion results of coating specimens
RE-Fe基涂层中有机封孔剂的封孔防蚀效果明显。 在HCl介质中, 封孔涂层的耐蚀性比未封孔的同配方涂层提高5~7倍; 而在HNO3介质中, 提高4~6倍。
喷涂(焊)层一般来说对碱性腐蚀介质有很好的耐蚀作用。 本文作者进行了4种不同配方喷涂层的耐碱性介质的腐蚀实验。 将喷涂样品在10%NaOH(质量分数)溶液中共浸渍腐蚀120h, 每隔24h取出观察一次, 发现涂层受试面几乎无任何变化(包括亮度、 光泽、 形貌等); 经120h浸渍腐蚀后涂层受试面除了亮度稍微有些暗淡外, 其余没有什么变化, 浸渍腐蚀前后涂层样品重量变化极小, 说明实验所喷制的铁基涂层对碱性介质有很强的耐蚀作用, 故终止实验。
2.2 涂层耐蚀性的电化学测试
不同配方涂层试样在3%HNO3腐蚀介质中的阳极极化曲线如图2所示。
由图2可知, 所有铁基喷涂层在3%HNO3中均表现出不同程度的钝化现象, 钝化区电位为0.20~0.95V。 由实验过程的现象可知, 铁基涂层的极化电位从各自的自腐蚀电位开始升至约1.0~1.1V, 涂层表面都保持原来的白亮色; 超过该值后, 涂层面开始发灰, 且溶液中有少许黄绿色沉淀(其中以涂层2表面颜色最为灰黑, 黄色沉淀物较多), 出现过钝化趋势。
所有添加了稀土组分和铜组元的铁基涂层的自腐蚀电位都比涂层2明显正移 (实验过程同时测定了碳钢基材的极化曲线, 其自腐蚀电位为-0.449V), 表明使它们产生阳极溶解所受阻力加大。 由图2中还可看出, 适量稀土组分和铜组元的添加, 使涂层1、 3和4的维钝电流密度和致钝电流密度都比未添加的涂层2明显减小, 特别是添加2% RE氧化物和0.7% RE硅铁的涂层1和3更是远小于其它涂层, 表明适量RE组分及铜组元的加入提高了铁基涂层耐3%HNO3均匀腐蚀的性能, 其中添加2% RE氧化物的涂层1最好。
加入适量稀土组分可提高铁基涂层的耐蚀能力, 除了前面所提到的因素外, 还由于形成了稳定致密的稀土氧化物, 把喷涂层金属与腐蚀介质隔开来所致。 且稀土的净化作用, 使喷涂层表面的活性点减少, 表面电位基本达到均匀一致, 减小形成电化学腐蚀[15], 也对提高铁基涂层的耐蚀性有帮助。
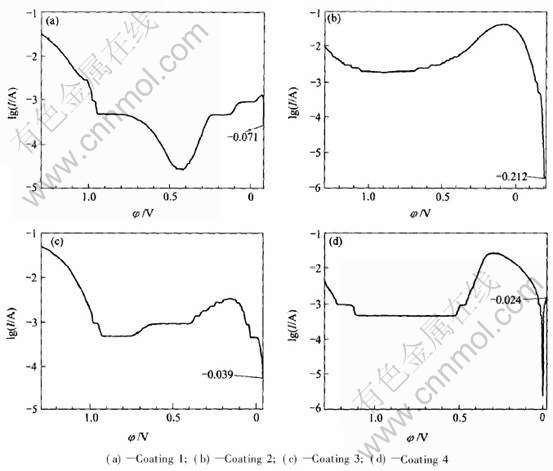
图2 涂层试样在3%HNO3腐蚀介质中的阳极极化曲线
Fig.2 Anodic polarization curves of coating specimens in 3%HNO3 corrosion medium
2.3 涂层耐蚀性的中性盐雾(NSS)实验
图3所示为不同配方涂层的中性盐雾腐蚀实验结果。
经盐雾加速腐蚀实验后, 涂层试样均表现为腐蚀后质量增加。 由于盐雾实验后在喷涂层上形成的腐蚀产物与涂层结合较紧密, 不易清洗脱落, 故出现腐蚀后质量增加的现象。
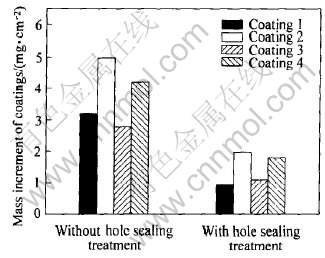
图3 涂层试样的中性盐雾腐蚀实验结果
Fig.3 NSS test results of coating specimens
由图3可见, 未添加稀土组分的涂层2耐盐雾腐蚀能力最差, 从实验过程的现象观察可知, 涂层2经24和48h盐雾腐蚀实验后, 其涂层面上产生的铁锈层最厚, 面积最大(48h后几乎达100%)。 而添加适量的稀土组分能不同程度地提高涂层抗盐雾腐蚀的能力。 其中以添加适量稀土成分的涂层1和3大幅度提高。 封孔剂能有效地提高铁基喷涂层耐盐雾气氛腐蚀的能力, 其中涂层1与3经封孔后的耐盐雾腐蚀能力分别比未封孔的提高3.4和2.5倍。
综上所述, 铁基涂层添加适量的稀土组分并采用有机封孔剂封孔能明显的提高其抗盐雾气氛腐蚀的能力, 其中以添加2% RE氧化物的涂层耐盐雾气氛腐蚀性能最好, 添加0.7% RE硅铁的涂层耐盐雾腐蚀性能次之。
2.4 涂层表面腐蚀形貌观察
图4所示为在5%NaCl溶液中浸渍120h后不同配方涂层的表面腐蚀形貌。
从图4可看出, 未添加稀土组分的涂层2经5%NaCl溶液浸渍腐蚀120h后, 表面腐蚀较严重(出现了大量的白色腐蚀产物); 而添加了稀土组分的涂层1、 3和4表面腐蚀程度较轻微, 其中以添加2% RE氧化物的涂层1的抗盐类介质腐蚀能力最强。 涂层表面腐蚀形貌观察的结果与NSS腐蚀实验所得结果基本一致。
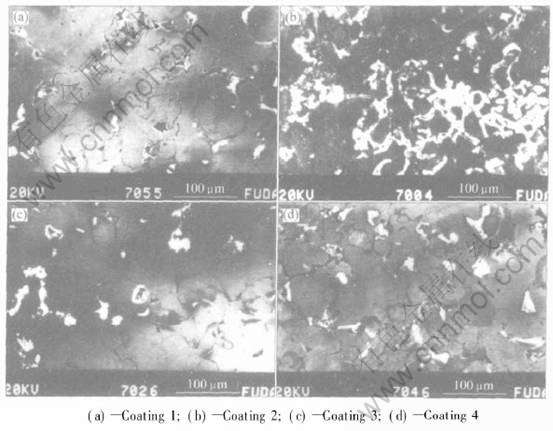
图4 涂层表面的腐蚀形貌
Fig.4 Morphologies of corrosive surfaces of coatings
REFERENCES
[1]徐滨士, 李长久. 表面工程与热喷涂技术及其发展[J]. 中国表面工程, 1998, 11(1): 3-6.
XU Bin-shi, LI Chang-jiu. The development of surface engineering and THSP technique[J]. The Surface Engineering of China, 1998, 11(1): 3-6.
[2]Ghosh P K. 热处理对气体热喷涂工艺生产的混加碳化钨镍基的耐磨涂层特性的影响[J]. 国外金属热处理, 1992, 13(4): 36-41.
Ghosh P K. Influence of heat treatment for WC doped Ni-based layer made by thermal gas spray on abrasion resistant[J]. Heat Treatment of Metals Abroad, 1992, 13(4): 36-41.
[3]王吉会, 姜晓霞, 李诗卓, 等. Ni-Cr-B-Si粉末喷焊层腐蚀磨损行为的研究[J]. 焊接, 1994(9): 7-9.
WANG Ji-hui, JIANG Xiao-xia, LI Shi-zhuo, et al. Investigation on corrosion and abrasion behavior of spray welding layer with Ni-Cr-B-Si powder[J]. Welding, 1994(9): 7-9.
[4]Lu S P, Kwon O Y. Microstructure and bonding strength of WC reinforced Ni-base alloy brazed composite coating[J]. Surface and Coatings Technology, 2002, 153: 40-48.
[5]吴萍, 周昌炽, 唐西南. 激光熔覆镍基合金和Ni/WC涂层的磨损特性[J]. 金属学报, 2002, 38(12): 1257-1260.
WU Ping, ZHOU Chang-chi, TANG Xi-nan. Wear characteristics of Ni-base alloy and Ni/WC coatings by laser cladding[J]. Acta Metall Sin, 2002, 38(12): 1257-1260.
[6]揭晓华, 陈素荣. 用氧乙炔火焰重熔法提高Ni-Cr-B-Si合金粉末热喷涂层的耐蚀性能[J]. 材料保护, 1993, 26(8): 24-26.
JIE Xiao-hua, CHEN Su-rong. The improvement of corrosion resistance for Ni-Cr-B-Si alloy THSP coatings by the method of oxygen-acetylene flame remelting[J]. Materials Protection, 1993, 26(8): 24-26.
[7]鲍明远. 氧乙炔火焰粉末喷涂和喷焊技术[M]. 北京: 机械工业出版社, 1993.
BAO Ming-yuan. The Oxygen-Acetylene Powder Spraying and Spray Welding Technology[M]. Beijing: China Machine Industry Press, 1993.
[8]Li G M, Krzysztof J K, Krzysztof R, et al. Study of the surface morphology and microhardness of regular arc and high velocity arc spraying FeCrNi coating on 0.45%C carbon steel substrates[J]. Materials Protection, 1999, 32(10B): 117-120.
[9]杜挺. 稀土元素在金属材料中的作用与机理[J]. 中国有色金属学报, 1996, 6(2): 13-18.
DU Ting. The effect and mechanism of rare-earth elements in metals[J]. The Chinese Journal of Nonferrous Metals, 1996, 6(2): 13-18.
[10]Bell T, Liu Z, Yan M, et al. Rare earth surface engineering[J]. Materials Protection, 1999, 32(10B): 1-12.
[11]ZHOU Bai-yang, GAO Cheng-hui. A study on the structure of RE iron-base alloy FLSP coating[A]. GAO Wan-zhen, LI Jian. Proc of Ⅲ International Symposium on Tribo-Fatigue[C]. Changsha: Hunan University Press, 2000. 493-498.
[12]周白杨, 高诚辉. 稀土对铁基合金粉末热喷涂层摩檫学性能的影响[J]. 摩檫学学报, 2002, 22(S4): 219-222.
ZHOU Bai-yang, GAO Cheng-hui. Effect of rare-earths on tribological properties of Fe-based alloy FLSP coatings [J]. Tribology, 2002, 22(S4): 219-22.
[13]GB6458—86. 金属覆盖层中性盐雾试验(NSS试验)[S].
GB6458—86. Metallic coatings—neutral salt spray test(NSS test)[S].
[14]孙秋霞. 材料腐蚀与防护[M]. 北京: 冶金工业出版社, 2001. 34-114.
SUN Qiu-xia. Materials Corrosion and Protection[M]. Beijing: Metallurgical Industry Press, 2001. 34-114.
[15]李慕勤. 稀土对喷焊层耐蚀性的影响机制[J]. 中国稀土学报, 1994, 12(2): 163-166.
LI Mu-qin. Mechanism of the effect of RE on the corrosion resistance of spray welding layer [J]. Journal of Rare Earths, 1994, 12(2): 163-166.
(编辑李艳红)
基金项目: 福建省属高等院校测试基金资助项目(980029)
收稿日期: 2005-10-21; 修订日期: 2005-12-28
作者简介: 周白杨(1957-), 男, 副教授
通讯作者: 周白杨, 副教授; 电话: 0591-26300370; E-mail: zby@fzu.edu.cn

