稀有金属 2005,(02),152-155 DOI:10.13373/j.cnki.cjrm.2005.02.007
通过控制δ相以优化IN718合金锻件的组织和性能
罗子健
西北工业大学材料科学与工程学院,西北工业大学材料科学与工程学院 陕西西安710072 ,陕西西安710072
摘 要:
在试验研究工作的基础上 , 提出了通过控制δ相获得细晶组织的IN718合金锻件的锤上锻造工艺 (以下简称细晶锻造工艺 ) 。通过光学金相检验 , 室温和 65 0℃拉伸试验 , 65 0℃光滑和缺口持久试验研究了细晶锻造工艺对IN718合金锻件的组组和性能的影响。试验结果表明 , 所提出的工艺可获得晶粒尺寸 11μm (ASTM 10级 ) 以下 , 且晶粒组织均匀的IN718合金锻件。锻件的力学性能指标能达到 , 甚至超过DA锻造工艺生产的IN718合金锻件的水平。上述结果是由于 , 所提出的锻造工艺要求在终锻工序之前 , 坯料在 90 0℃保温 4h , 即进行所谓中间热处理 , 以使δ相适当析出 , 形成魏氏体组织。这种组织 , 一方面 , 保证终锻后锻件的晶粒细小而均匀 , 从而达到要求的强度指标 ;另一方面 , 使δ相在终锻后直接时效过程中在晶界上呈不连续的颗粒或短棒状分布 , 从而使锻件的持久性能满足技术条件的要求。
关键词:
锻造工艺 ;细晶锻造工艺 ;δ相析出 ;IN718合金 ;
中图分类号: TG113
收稿日期: 2004-03-15
基金: 航空科学基金 (0 2H5 3 0 62 ) 资助项目;
Optimizing Microstructures and Properties of IN718 Alloy Forgings viaControl of δ Phase
Abstract:
A forging process for producing IN718 alloy forgings with fine grain structure via control of δ phase was put forward based on experimental study. Microscopic examination, room temperature and 650 ℃ tensile test, and 650 ℃ smooth and notched rupture test were performed in order to investigate the effect of the proposed forging process on microstructures and properties of IN718 alloy forgings. The experimental results indicate that IN718 alloy forgings with uniform grain size 11 μm (ASTM 10) can be produced by the proposed forging process on hammer. The mechanical performance indexes can attain, even exceed the targets set for the forgings produced by DA forging process. The above results are attributed to following fact. It is necessary for the proposed forging process to perform an intermediate heat treatment (holding at temperature of 900 ℃ for 4 h) before finish forging operation. During the intermediate heat treatment, the appropriate amount of δ phase was precipitated to form the widmastatten structure which is critical to control of microstructures and properties of the final forgings. On the one hand, the Widmastatten structure makes the grain structure of the forgings uniform and fine, thus the strength of the forgings can reach the targeted level. On the other hand, δ phase is precipitated on grain boundaries in granular or short-bar manner, resulting in reaching the targeted level for stress-rupture test.
Keyword:
forging process; forging technology for fine grain structure; precipitation of δ phase; IN718 alloy;
Received: 2004-03-15
由于IN718合金在高温下具有优异的力学性能, 因而航空发动机的涡轮盘、 压气机盘、 轴和承力环等受力转动件至今采用这种合金制造。 由于这些重要零件在工作过程中承受很高的蠕变载荷和交变应力, 因此, 作为这些零件坯料的锻件的晶粒度必须细小而均匀
[1 ]
。 上述情况促使科研工作者致力于探索使IN718合金锻件具有要求的细晶组织的锻造工艺。 研究结果表明, 在锤上锻造时采用所提出的工艺, IN718合金锻件的晶粒尺寸在11 μm (ASTM10级) 以下, 而且晶粒组织均匀
[2 ]
。
有关文献资料报道, 细晶组织可提高IN718合金的强度和低周疲劳性能, 但对合金的持久和蠕变性能有不利影响
[3 ,4 ,5 ,6 ,7 ,8 ,9 ,10 ,11 ]
。
作者就所提出的细晶锻造工艺对IN718合金锻件的组织和性能的影响进行了试验研究。 本文介绍部分试验研究结果, 以便推广应用所提出的细晶锻造工艺。
1 试验材料和方法
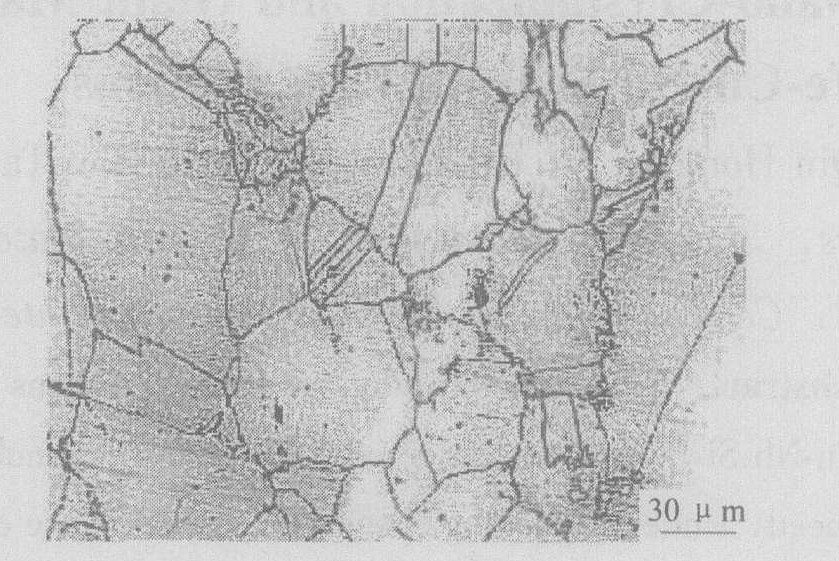
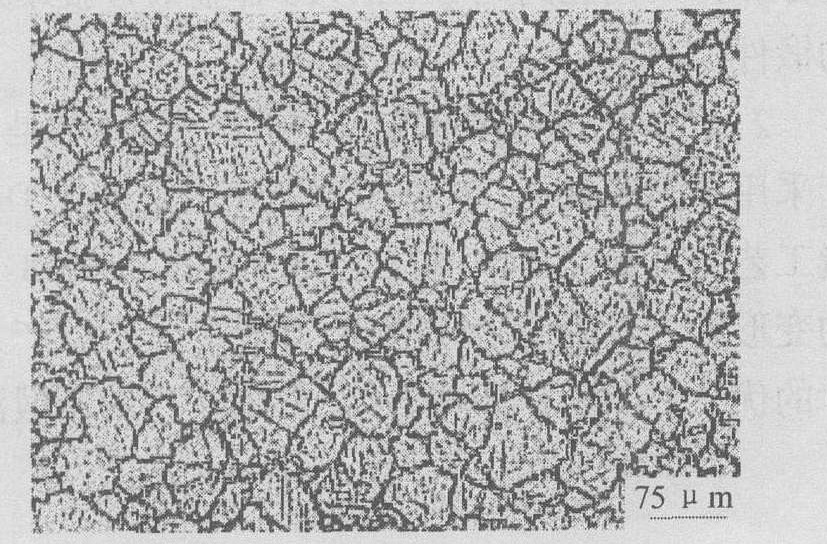
试验所用材料为Φ240 mm的IN718合金棒材。 冶炼方法为真空感应加真空自耗。 其化学成分如下 (%, 质量分数) 16.39 Fe; 19.08 Cr; 5.22 Nb; 2.93 Mo; 0.96 Ti; 0.64 Al; 0.034 C; 0.03 Si; <1.0 Mn; 0.003 B; 0.004 Mg; <0.05 Cu; <0.02 Co; <0.01 Ca; 0.003 S; 0.003 P; 其余Ni。 试验材料的显微组织示于图1。
将Φ 240 mm的IN718合金棒材切割成截面尺寸为50 mm×50 mm的坯料。 参照DA锻造工艺, 首先在750 kg空气锤上将坯料进行拔长 (预锻工序) 。 预锻工序的始锻温度1040 ℃, 变形程度 (断面收缩率) 70%。 预锻后, 坯料进行中间热处理, 其规范为在900 ℃保温4 h。 之后, 在250 kg空气锤上将坯料进一步拔长 (终锻工序) 。 终锻工序的始锻温度1020 ℃, 变形程度40%。 坯料经终锻工
图1 试验材料的显微组织Fig.1 Microstructure of test material
序后, 直接进行时效处理, 其规范为: 在720 ℃保温8 h , 以50 ℃・h-1 随炉冷却到620 ℃, 保温8 h 后空冷。 最后, 将经时效处理的坯料机械加工成要求的试样。 预锻和终锻时采用FR-45玻璃润滑剂进行润滑。 采用电解腐蚀方法制备金相试样。 电解液为浓草酸溶液。
本文涉及的性能试验内容如下: 室温拉伸, 650 ℃拉伸, 650 ℃光滑持久和缺口持久。 根据HB5143-93, 室温和650 ℃拉伸试验采用圆柱形短试样。 持久试样根据HB5150-93制备, 但缺口持久试样的缺口半径按有关技术标准放大到R0.2 mm。 性能试验按Q/6S 88 7-91 DA IN718合金锻件技术条件进行
[12 ]
。
2 结果与讨论
2.1 显微组织
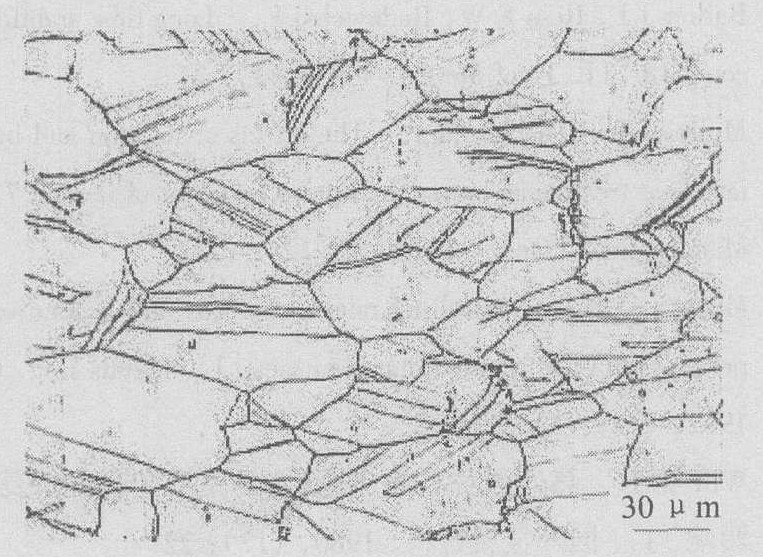
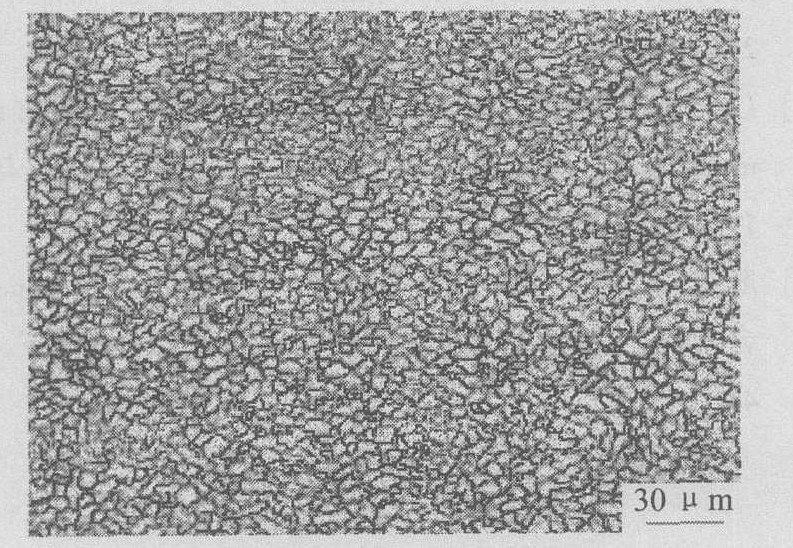
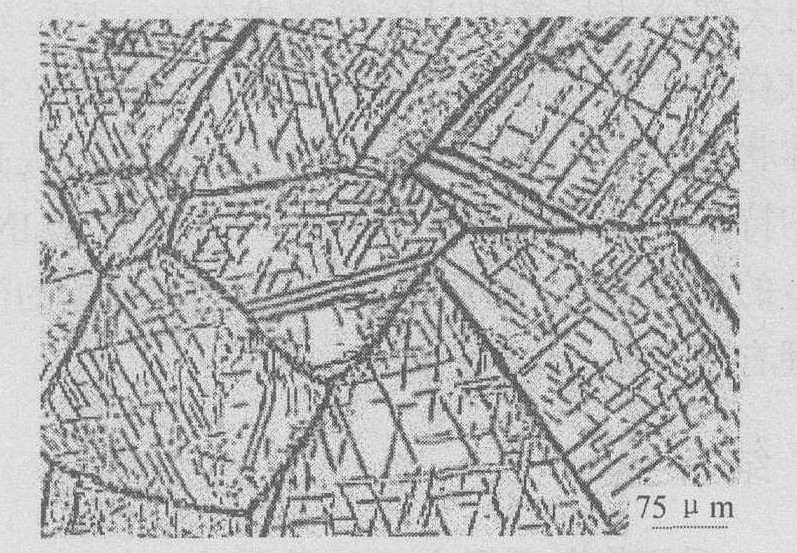
预锻后, 坯料的晶粒粗大, 平均尺寸约为100 μm (ASTM 3~4级) (图2) 。 经过在900 ℃保温4 h, 即中间热处理后, 由于较多的δ相析出, 形成典型的魏氏体组织 (图3) 。 终锻后坯料的晶粒组织细小而均匀, 晶粒平均尺寸8 μm (ASTM 11级) (图4) 。 虽然预锻后坯料的晶粒粗大, 但由于采用了中间热处理, 经过变形程度40% 的终锻后, 晶粒尺寸细化为8 μm左右。 从而可知, 可通过δ相有效控制组织和细化晶粒。 经过时效处理后坯料的显微组织示于图5。 从图可以看出, δ相呈颗粒状或短棒状分布于晶界。
2.2 力学性能
由于DA锻造工艺生产的IN718合金锻件的力学性能代表这种合金锻件的力学性能的最高水平, 将DA锻造工艺生产的 IN718合金锻件应达到力学性能指标列于表1和2
[12 ]
。
经上述细晶锻造工艺锻造的IN718合金的每种力学性能试验的两个试样的数据分列如下: 20 ℃拉伸, 抗拉强度1542, 1558 MPa, 屈服强度 1501, 1517 MPa, 延伸率13.6%, 12.8%, 断面收缩率38.7%, 35.7%。 650℃ 拉伸, 抗拉强度 1180, 1192 MPa, 屈服强度 1138, 1150 MPa, 延伸率14.1%, 13.1%, 断面收缩率43.2%, 39.8%。 光滑试样在650 ℃, 700 MPa下的持久时间112 h
图2 预锻后显微组织Fig.2 Microstructure after perform
图3 中间热处理后的组织Fig.3 Microstructure after intermediate heat treatment
图4 终锻后的显微组织Fig.4 Microstructure after finish forging
图5 时效处理后的显微组织Fig.5 Microstructrue after ageing treatment
表1 拉伸性能指标Table 1 Target for tensile properties
试验温度/
抗拉强度/
屈服强度/
延伸率/
断面收缩率/
20
≮1400
≮1180
≮12.0
≮15.0
650
≮1120
≮970
≮12.0
≮15.0
表2 持久性能指标*Table 2 Target for rupture time
试验类型
试验温度/℃
应力/MPa
持久时间/h
延伸率/%
光滑
650
700
≮25
≮5.0
缺口
650
700
≮25
≮5.0
* 如持久试样拉伸到48 h不断, 开始加载, 每隔8 h增加34 MPa, 直至拉断为止; 缺口试样的持久时间应大于光滑试样的持久时间
46 min, 106 h 44 min。 缺口试样在650 ℃, 700 MPa下的持久时间188 h 57 min, 180 h 53 min。 将试验数据与表1和表2中所列相应指标相比, 可以认为, 所提出的细晶锻造工艺不仅可以保证IN718合金锻件的力学性能指标达到相应标准的要求, 而且大部分指标都超过标准要求较多。 晶粒细化是试样具有高强度的主要原因之一。 呈颗粒状或短棒状分布于晶界的δ相使晶界强化, 从而提高试样的持久性能, 避免缺口敏感性。 δ相细化IN718合金的晶粒组织, 改善IN718合金力学性能的微观机理有待于进一步深入研究。
3 结 论
1. 采用作者所提出的细晶锻造工艺, 在锻锤上锻造IN718合金, 可获得具有细晶组织、 且强度指标和持久性能满足DA IN718合金锻件技术条件的锻件。
2. 所提出的细晶锻造工艺的一个特点是, 由于采用中间热处理, 终锻工序的始锻温度比DA锻造工艺的可提高20 ℃左右。 众所周知, IN718合金的变形抗力对温度十分敏感。 因此, 对于生产大尺寸的优质IN718合金涡轮盘, 终锻工序的始锻温度提高20 ℃可大幅度降低对锻造设备的吨位要求。
3. 所提出的细晶锻造工艺的另一个特点是, 在预锻工序和终锻工序之间进行中间热处理, 使适量的δ相析出, 形成魏氏体组织。 但δ相细化IN718合金锻件的晶粒组织, 改善锻件的力学性能的微观机理需要进一步深入研究。
参考文献
[1] BrandAJ , KarhansenK , KoppR . MicrostructuralsimulationofnickelbasealloyInconel718inproductionofturbinedisk[J].MaterialsScienceandTechnology, 1996, 12:963.
[2] 唐 浩, 罗子健, 徐好义, 等. GH4169合金细晶锻造工艺研究[J].航空学报 (B辑) , 1991, 12 (6) :B317.
[3] BarkerJF , KruegerDD , ChangDR . Thermomechanicalprocessingofinconel718anditseffectonproperties[A].AllenSM , etal.AdvancedHighTemperatureAlloy:ProcessingandProperties[C].Cambridge, USA :1985.125.
[4] FurrerD , FechtH . Ni basedsuperalloysforturbinediscs[J].JOM , 1999, January:14.
[5] StroupJP , HeacoxRA . Effectofgrainsizevariationsonthelong timestabilityofalloy718[J].J.ofMetals, 1969, (11) :46.
[6] BarkerJF , RossEW , RadavichJF . Longtimestabilityofincond718[J].J .ofMetals, 1970, (1) :31.
[7] MullerJF , DonachieMJ . Theeffectsofsolutionandinter mediateheattreatmentsonnotch rupturebehaviorofIncond718[J].MetallurgicalTrans., 1975, 6A (12) :2221.
[8] MuzykaDK . Controllingmicrostructuresandpropertiesofsu peralloysviauseofprecipitatedphases[J].MetalsEng.Quart., 1971, (11) :12.
[9] WillWJ. 热处理对GH4169合金的室温和高温断裂韧性的影响[J].国外金属材料, 1980, (12) :22.
[10] MuzykaDR . Physicalmetallurgyandeffectsofprocessvari ablesonthemicrostructureofwroughtsuperalloys[A ].DonachieMJ, Jr.Superalloys[C].AmericanSocietyforMet als, 1984.248.
[11] CremisioRS , ButterHM , RadavichJF . Theeffectofther momechanicalhistoryonthestabilityofalloy718[J].J.ofMetal, 1969, (11) :55.
[12] 航空工业总公司第621研究所. GH4169合金 (Inconel718) 合金国内外标准选编[M ].北京:《材料工程》印刷厂, 1995.48.