���±�ţ�1004-0609(2014)05-1319-08
�������Զ�Ni60A-WC�����۸�Ϳ�����ܵ�Ӱ��
������������ɭ�������ͣ��ܴ��������Ȳ�����ѧ��
(�й���ѧԺ �뵼���о��� ȫ��̬��Դʵ���ң����� 100083)
ժ Ҫ����304�����(304SS)��Q235̼���Ϸֱ��۸�Ni60A��Ni60A-WC������ĩ���Լ�����Cr��Cr3C2��Ϳ�㣬���ù�ѧ����(OM)��ɨ��羵(SEM)��������(EDS)����Ϳ��ĺ����ò������֯��Ԫ�طֲ�������Ӳ�ȼƶ�Ϳ���Ӳ�Ƚ��в��Է��������������������Ԫ�سɷֵIJ�ͬ�ᵼ��Ϳ���������ƵIJ��죬Ni��CrԪ�غ����ߵ�304SS�ϵ�Ϳ���������������Ա�Q235̼���ϵ��٣����ĵĵ������ܶ�Ϳ���ϡ���������ܾ�������Ӱ�죬�������ܲ��304SSϡ���ʴ�WC�����ֽ�࣬Ϳ����֯�ִ�����Q235�������ܺã���ȴ���ʸߣ�����Ϳ��Ӳ�ȸߣ�Ni60A+40%WCͿ��ƽ��Ӳ�ȸߴ�1000HV0.2�����⣬Cr��Cr3C2�ļ�������Ч��ֹͿ�����IJ�����
�ؼ��ʣ�WCͿ�㣻�����۸�������֯����Ӳ��
��ͼ����ţ�TG174.44���� ���ױ�־�룺A
Effect of substrate on Ni60A-WC laser cladding coatings
LIU Fa-lan, ZHAO Shu-sen, GAO Wen-yan, ZHOU Chun-yang, WANG Yi-bo, LIN Xue-chun
(Laboratory of All-Solid-State Laser Sources, Institude of Semiconductors,
Chinese Academy of Scienses, Beijing 100083, China)
Abstract: Ni60A and Ni60A-WC laser cladding coatings were prepared on 304 stainless steel and Q235 carbon steel, respectively, as well as adding Cr and Cr3C2 coatings. The macroscopic morphology, microstructure and elemental distribution of the coatings were analyzed by optical microscopy (OM), scanning electron microscopy (SEM) and energy dispersive spectroscopy (EDS). The microhardness of the coatings were tested with microhardness tester. The results show that the element composition on the substrate can cause the differences of pores and cracks. The pores and cracks of the coatings on 304 stainless steel (with high contents of Ni and Cr elements) are significantly less than those of the the coatings on Q235 carbon steel. The thermal conductivity of the substrates have a significant impact on the dilution rate and performance of the coatings. Because of poor thermal conductivity, the coatings on 304 stainless steel have high dilution rate, more WC particles decompose and then coarsen the microstructure. The average hardness of Ni60A +40%WC coating on Q235 substrate up to 1000HV0.2 attributes to its good thermal conductivity and high cooling rate. Furthermore, pore free coatings adding with Cr and Cr3C2 are obtained.
Key words: WC coating; laser cladding; microstructure; microhardness
WC��ĩ���м��ߵ�Ӳ�ȣ������ڹ�ҵ������ĥ����ĥͿ����Ʊ�[1]��������Ni���Ͻ�-WC��������Ϳ��Ӧ����Ϊ�㷺[2-5]�������۸���Ϊһ�����˵ı�����Լ��������и�Ч��������������Ⱦ���ŵ㡣���ü����۸���ʽ�Ʊ�Ni���Ͻ�-WC��������Ϳ���ǽ����������۸���������о��ȵ㡣
HUANG��[6-7]���ü����۸�������H13���߸��ϻ����WC����Ϊ70%(��������)��Ӳ�ȸߴ�800HV��Ϳ�㡣WU��[8]��2 kW����CO2�������ڵ�̼�ֻ������۸�Ni35+50%(�������)WC-Ni (15%Ni������WC����������)��WC����������������Ƶ�Ϳ�㡣�������[9]���ò����ͷۼ����۸��ķ����õ���Ni���Ͻ��ĩ��50%WC������Ϳ�㣬Ӳ�ȴﵽ45�ֻ��ĵ�5�����ϡ�ZHOU��[10]���ü���-��Ӧ�����۸��ķ�����A3�ֻ����ϵõ���35%WC���������ס������Ƶ�Ϳ�㣬�۸�Ч������ͨ�����۸�������5�����Ϫ��[11-12]���ÿ����۸����ݶ��۸��ķ�����45�ֻ����ϵõ���WC����Ϊ60%���������Ƶ�Ϳ�㡣ZHONG��[13]����˫���ͷ۵ķ�ʽ���ڵ�̼�ֻ������о���Stellite6���벻ͬ����WC(0~100%���������)������֯�ṹ��CHEN��[14]�о���45�ֻ����ϼ����۸���ͬ����WC+Ni60B��Ϳ�����ܡ�
�������������е��о���Ҫ�������ͬ�ֻ������۸���ͬWC�����Ĺ���̽����Ȼ����Ni���Ͻ�-WC����Ϳ�㼤���۸����ղ���ѡ��Ϳ�������������û���������ء��ڲ�ͬ�����ϣ����������Զ����ˣ��б�Ҫ��Ի�����϶�WCͿ���۸����ռ�����Ӱ����ƿ�չ�о����������������ĵIJ������ԡ�������̬���ȴ���״̬�ȣ���Щ���ԶԼ����۸����վ�������Ҫ��Ӱ�죬Ȼ�������ؿ���ͨ����Ϊ��ʽ���ƣ�����ĵı�����ò���ֲڶȡ��ȴ���״̬�Լ��ȴ����̶ȣ����ǻ��ĵ��������ԣ��绯ѧ�ɷ֡��ȴ������ܵ��Dz��ϵĹ������ԣ���ʵ��Ӧ��������Ϊ��Ԥ������������������������ѡȡ304SS��Q235̼�����ֵ���Fe�����壬����Ni���Ͻ�-WC���Ϸ�ĩ�����۸������о����ص㿼����ijɷ֡��������ܵȻ��ĵĹ������Զ�ͬ��Ϳ�����۸����ա�Ϳ�����ܵȷ����Ӱ����ɣ�ΪNi���Ͻ�-WC����Ϳ���ڲ�ͬ�����ϵĹ�����ֲ�ṩ����ָ����
1 ʵ��
1.1 ʵ����Ϻͷ���
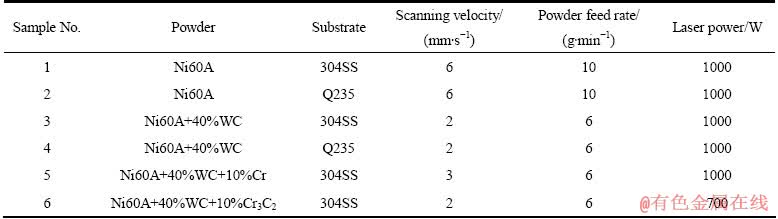
������Ϸֱ�Ϊ304SS��Q235̼�֣���ߴ�Ϊ200 mm��100 mm��10 mm�����۸�����ֲڶȾ�ΪRa=3.2��Ԥ����200 �档�۸�����ΪNi60A(����Ϊ45~109 ��m)��Co��WC(����Ϊ15~45 ��m)������Ni60A�ijɷ����1���С�ʵ����WC�����ֱ�Ϊ0��40%(��������)�����幤�ղ������2���С�
��1 Ni60A��ĩ�ɷ�
Table 1 Composition of Ni60A powder (mass fraction, %)

1.2 ʵ�鷽�����豸
����3KW���弤�������м����۸�ʵ�飬����ͨ�����˴��������������Ļ��������������ý���Ϊ120 mm�ľ۽����۽����뽹15 mm���õ�ֱ��Ϊ5 mm��Բ�ι�ߡ���ĩ��ͬ���ͷ۵ķ�ʽ�����۳��У����õ����ͷۣ�����Ϊ3 L/min���ĵ�����۸��������Ϊ30%���ڼ����۸������Ͻ�ȡ��������������ĥ�������ˮ��ʴ������QUANT FEG-450��ɨ��羵��9XB-PC�ͽ����������۸����������֯�ɷֽ��з���������HXD-1000TMS/LCD����Ӳ�ȼƽ���Ӳ�Ȳ��ԣ��ش�ֱ���۸���ķ���ÿ��100 ��m���в��ԣ��غ�Ϊ1.96 N������ʱ��15 s��
��2 �����۸�ʵ�鷽��
Table 2 Experimental technology parameters of laser cladding
2 ��������
2.1 Ϳ������ò����
ͼ1��ʾΪ��Ʒ1~4�ĺ�۽�����òͼ����ͼ1(a)�ɼ���304SS���۸���Ni60AͿ����������ƺ����ף�����ƽ���⻬����ͼ1(b)�ɼ���Q235̼�����۸���Ni60AͿ�������һ�������ƺ����������ף������������İ��ӣ���ͼ1(c)�ɼ���304SS���۸���Ni60A+40%WCͿ�����û���������ƣ�����ֻ��������WC������Ϳ��ϡ���ʴ�(ϡ����ԼΪ60%)����ͼ1(d)�ɼ���Q235̼�����۸���Ni60A+40%WCͿ������д��������ף����ȷֲ��˴�����WC����(ͼ�лҰ�ɫС����)��Ϳ��ϡ����ԼΪ30%����Ȼͼ����ʾ�Ľ���û�����ƣ����Ǵ������¹۲쵽�����۸���ı���������ơ���֮��304SS�ϵ�Ϳ�����û�����ƺ����ף�Q235̼�ְ��ϵ�Ϳ�������ڴ������������ƣ�WC����Ϊ40%ʱ��304SS���ϵ��۸���ϡ���ʴ�
2.2 �������Զ�Ϳ��ϡ���ʡ��������Ƶ�Ӱ��
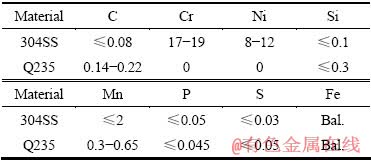
��3����Ϊ304SS��Q235̼�ֵ��������ܡ��ӱ�3���Կ�����304SS�ĵ���ϵ��Ϊ17 W/(m��K)��Q235̼�ֵĵ���ϵ��Ϊ60.5 W/(m��K)��304SS�ĵ��������ϲ����ͬ�Ĺ��ղ��������µ���304SS���۸�Ni60A+40%WCͿ��ϡ���ʴ�����Ϳ�����ɢ�������е�Ԫ����ɢ��Ϳ�㣬�Ӷ�Ӱ��Ϳ������ܡ�
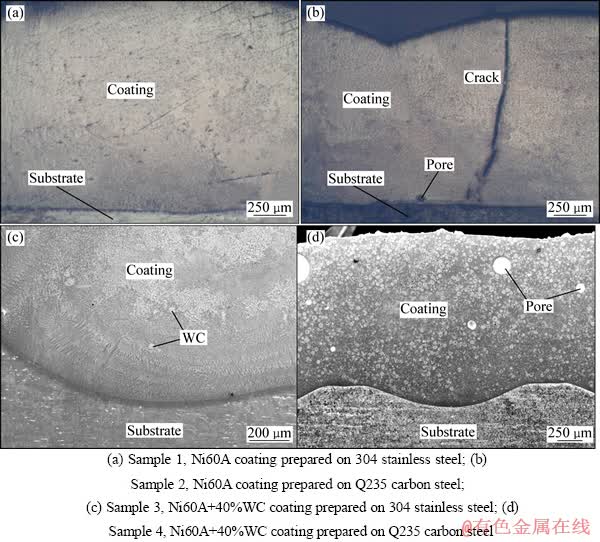
ͼ1 �۸�Ϳ������SEM��
Fig. 1 SEM images of cross-sections of laser cladding coatings
��3 304SS��Q235̼�ֵ���������
Table 3 Physical properties of 304 stainless steel and carbon steel Q235

�����۸�����WCͿ��������Ҫ��Դ��C��O��Ӧ���ɵ�CO��CO2���壬����O����Դ�������۸���ĩ�ӿ�������ȡ��ˮ�֣�Ҳ�������۳ط������ҵ�������ѧ�仯����Χ���������Ŷ�����������û��ʼ�������۳���Χ��ʹ�����������벢�Ӵ��۳أ�O�ͽ����۳أ���C��Ҫ��Դ��Ni���Ͻ������ӵ�WC�ڼ�������������ȷֽ����ɵ�����C�������C����O�������CO��CO2���壬�������۳ؼ������ȴ�ٶ��£��������ݳ����γ������ס�
Ϳ�������IJ�����WC�������۽�������أ�WC������Ȼ��һ��������Ӳ���࣬�����ڸ���������������̼����������֤ʵ[15-16]WC����̼�������£�
2WC��W2C+C��W2C��2W+C (1)
���������������[17]��
2C+O2��2CO����C+O2��CO2����2CO+O2��2CO2�� (2)
��ˣ�ͨ�������۳���C��O������������Ϳ�������IJ�����
��4����Ϊ304SS��Q235̼�ֵijɷ֡��ӱ�4���Կ�����304SS��Q235̼���ڳɷ��ϵ����������304SS�к��д�����Cr��NiԪ�أ���ǰ��ķ�����֪��304SS���۸�Ni60A+40%WCͿ��ϡ���ʴ����е�CrԪ����ɢ��Ϳ������Ϳ���е�C����γ�̼�������Ϳ���е�C����������CO��CO2����IJ������Ӷ�����Ϳ���е����ס���ˣ�304SS���ϵ�Ϳ�����û�����ף���Q235̼�ְ��ϵ�Ϳ����ڴ��������ס�
��4 304SS��Q235̼�ֵijɷ�
Table 4 Composition of 304 stainless steel and carbon steel Q235 (mass fraction, %)
�����۸�Ϳ�����ƵIJ�����Ҫ��Ӧ���йأ������۸���һ�����ټ��Ⱥ���ȴ�Ĺ��̣�����ʱ�¶��ݶȵ��¼����۸�Ϳ���ڲ�����Ӧ��������Ӧ�����ڸ��¶��²���ǿ�ȼ���ʱ���۸����������[18]��Ϳ�����״�Ӧ�������У����ٺͿ������������������Լ������Ƶij��֡��ӱ�4���Կ�����304SS�к��д�����NiԪ�أ�һ���棬NiԪ����ɢ��Ϳ��������۸��Ͻ�Ի������ʪ�ԡ������۸����������ϵ�������ٺϽ���ۻ��¶����䣬�Ӷ������۸�������������ԣ���һ���棬304SS�ϵ�Ϳ�����û������һ��������Ϳ������������ԣ���ˣ�304SS�ϵ�Ϳ�����û�����ƣ���Q235̼�ְ��ϵ�Ϳ����ڴ��������ơ�
2.3 �������Զ�Ϳ����֯�ͳɷֵ�Ӱ��
ͼ2��ʾΪ��Ʒ1��2�оֲ������SEM��ͼ2(a)�ɼ���304SS����Ni���Ͻ����֯���ڹ����Ļ����Ϸֲ��ź�ɫ����״�����ͻ�ɫ��״�࣬��֯�ִ����к�ɫ����״�����϶࣬�ߴ���5~10 ��m֮�䣬�����������15%���ҡ���ͼ2(b)�ɼ���Q235̼�ֱ���Ni���Ͻ����֯���ڹ����Ļ����Ϸֲ��ź�ɫԲ�ο����ͻҰ�ɫ��״�࣬��֯ϸС��Q235̼�ֱ��漤���۸�Ϳ����֯��ϸ��ԭ���Ǽ����۸�Ϳ�����֯��Ҫ�ܳɷ֡����Ⱥ���ȴ�ٶȵ�Ӱ�졣304SS��Q235̼����ȣ�304SS�ĵ��������ϲ����۳��ڵ���ȴ�ٶȽ������Ӷ�ʹ�۳��ڵľ������㹻��ʱ�䳤���۸����ڵ���֯�ִ�Q235̼�ֻ������ڵ��ȿ죬���۳ص���ȴ�ٶȿ죬ʹ�۳��ڵľ������ڿ�����ȴ��������������ˣ���õ�Ϳ����֯ϸС��

ͼ2 �۸�Ϳ������SEM��
Fig. 2 SEM images of cross-sections of laser cladding coatings
��5����Ϊͼ2��304SS��Q235̼�ֱ���Ϳ�����֯������SEM������������ӱ�5�ɼ�����ɫ����A��D������ҪԪ�غ�����Cr��B���Լ�������Fe��Ni��C�ȣ�˵����ɫ����������������Ʒ1�дӻ�����ɢ��CrԪ�ض࣬��ˣ�Ϳ�������ɵ�������������Ʒ2�Ķࣻͼ��B��C��E��F�������ҪԪ�غ�����Ni���Ǧ�-Ni�Ĺ�����֯�����й�����������Fe��Cr��
��5 ͼ2����Ʒ1��2��ͬ������ҪԪ�صĺ���
Table 5 Chemical compositions of main elements in different areas of samples 1 and 2 shown in Fig. 2

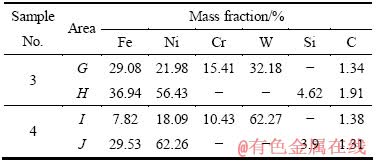
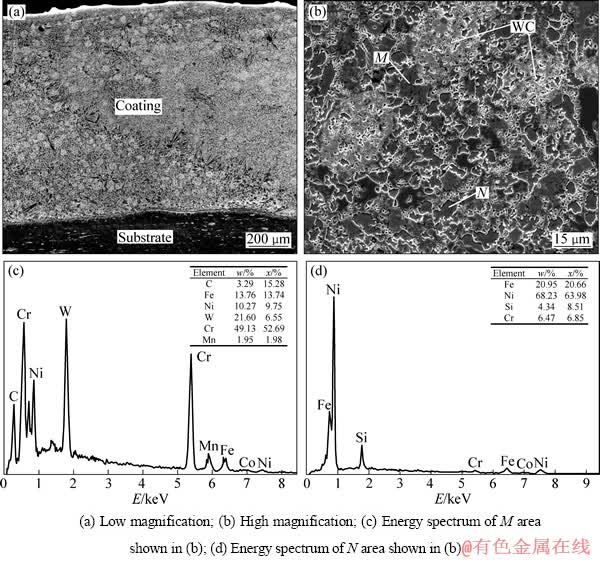
ͼ3��ʾΪ��Ʒ3��4�ֲ������SEM��ͼ3(a)�ɼ�����304SS���۸���Ni60A+40%WC�Ͻ����֯���ں�ɫH�������Ϸֲ��Ų����۽��WC�����ʹ�������İ�ɫ��֦������Щ��ɫ��֦��ռͿ�����������50%���ҡ��ӱ�6��Ԫ�ط�������ɼ�����ɫH������ҪԪ�غ�����36.90%Fe��56.43%Ni����ɫG�����д�����WԪ�أ�˵��WC�ֽ��WԪ����Fe��Ni��Cr�γɵ�̼������ȷֲ���Ϳ���еĦ�-(Fe��Ni)�������ϣ��Ҵ�����ռ����������ɼ�����Ϳ����WC�����ֽ�ࡣ��ͼ3(b)�ɼ�����Q235̼�����۸���Ni60A+40%WC�Ͻ����֯�Ǻ�ɫ��J�����Ϸֲ��Ų����۽��WC�����ʹ�������״����״�İ�ɫ�࣬���а�ɫ��ռ����Ϳ�����������30%���ң����Ե�����Ʒ3�а�ɫ��֦����ռ��������ӱ�6������������ɼ�������״����״��ɫ����WԪ�غ����ߴ�62.27%(��������)��Fe��Ni��CrԪ�غ������Ե�����Ʒ3��ɫ���ģ�˵����Ʒ4��WC�����ķֽ����Ʒ3�е��٣���Ʒ3Ϳ��������CrԪ�غ����ߣ��ٽ���WC�����ķֽ⡣��Ʒ4Ϳ��������Cr�����٣�WC�����ֽ������CԪ�صò�����Ч��϶�������е�������Ӧ�������壬������������γ�����(��ͼ1(d))��
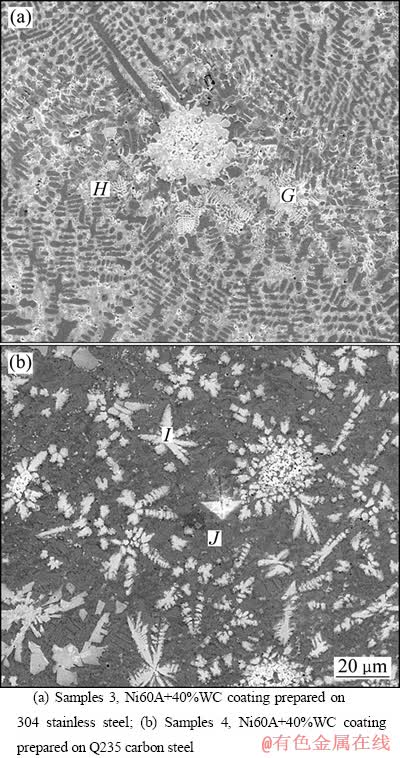
ͼ3 �۸�Ϳ�����SEM��
Fig. 3 SEM images of cross-sections of laser cladding coatings
��6 ͼ3����Ʒ3��4��ͬ�������ҪԪ�غ���
Table 6 Chemical compositions of main elements in different areas of samples 3 and 4 shown in Fig. 3

ͼ4 ��Ʒ5�Ľ�����ò
Fig. 4 SEM images of cross-sections of Sample 5
2.4 Cr��Cr3C2�ļ����Ϳ����֯��Ӱ��
�����������֣�������CrԪ������Ϳ������Ч����Ϳ������ף��ڴˣ��ֽ�һ���о�Ni60A+40%WC�зֱ����10%��Cr��Cr3C2(����2����Ʒ5��6)��������ò�ֱ���ͼ4��5��ʾ����ͼ4(a)�ɼ�������10%Cr��Ϳ��ƽ���⻬�����ף���Ϳ����漸��û��������WC������˵��Cr�ļ����ܴٽ�WC�ķֽ⡢��Ч������Ϳ�������IJ�����ͼ4(b)��ʾΪͼ4(a)�оֲ�����Ŵ�ͼ����ͼ�п��Կ�����Ϳ����������һЩ��ɫ��״��K��������������K����Ԫ�غ�����ͼ4(c)��ʾ���������д�����W(60.25%����������)��˵��Cr�ļ���ٽ���WC�ķֽ⣬�ֽ�������W��CԪ����Fe��Ni��Cr�Ⱦۼ��γ���״��Ӷ������������ɡ���ͼ5(a)�ɼ���Ni60A+40%WC+ 10%Cr3C2(��������)Ϳ���зֲ��˴�����WC����������û�����ף���֯ϸ�ܾ��ȣ���ͼ5(b)�ľֲ��Ŵ�ͼ���Կ�����WC������Χ�ֲ����������ɫ��״��ͻ�ɫ��֯��ͼ5(c)��(d)��ʾ�ֱ�Ϊ�����������������ͼ����ͼ5(c)�ɼ������ɫ��״������Ԫ�غ���Ϊ49.13%Cr��21.60%W��13.76Fe��10.27Ni��3.29C��1.95Mn(��������)�����к��д�����Cr ���Ʋ��Ǹ��Ļ������ͼ6(d)�ɼ�����ɫN������ҪԪ����Ni��˵����Ni�Ĺ����壬���й����˴�����Fe��������Cr��Si��Cr3C2�ļ��벻����������Ϳ�������IJ����������䱾���ͺ���Cԭ����˻���������WC�����ķֽ⡣
ͼ5 ��Ʒ6������ò
Fig. 5 SEM images of cross-sections of Sample 6
2.5 �������Զ�Ϳ������Ӱ��
ͼ6��ʾΪWC����Ϊ40%ʱ��ͬ������Ϳ�������Ӳ�ȶԱ����ߡ���ͼ6���Կ��������ĵ�ƽ��Ӳ��Ϊ200 HV0.2����Q235������Ϳ���ƽ��Ӳ�ȸߴ�1000HV0.2���ǻ��ĵ�5����304SS������Ϳ���ƽ��Ӳ��Ϊ600HV0.2���ǻ��ĵ�3��������Ӳ�����ϴ�����Ӳ�Ȳ������Ҫԭ����304SS�ĵ���������Q235̼�ֵIJ����Ϳ��ϡ���ʴ����е�Ԫ������Ϳ��Ӱ��Ϳ������ܣ�WC�����ֽ�࣬���ͼ1(c)��(d)�������Կ�����ͼ1(d)�е�WC�������Զ���ͼ1(c)�еģ���WC�������۸���Ӳ�ȵ���ҪӲ�ʿ������ÿ����ļ��ٻ����������۸����Ӳ�ȡ�
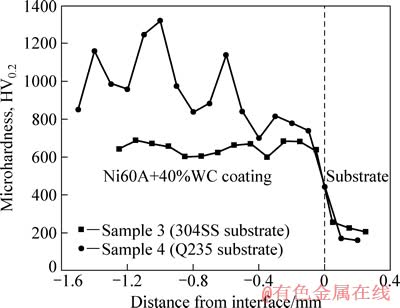
ͼ6 ��Ʒ3��4�Ľ�����Ӳ������
Fig. 6 Microhardness comparisonof samples 3 and 4
ͼ7��ʾ�ֱ����10%��Cr��Cr3C2����Ʒ5��6��Ӳ�ȶԱ����ߡ���ͼ7�ɼ�������10% Cr3C2����Ʒ6��ƽ��Ӳ�ȸߴ�900HV0.2������Ʒ4�൱������10%Cr����Ʒ5��ƽ��Ӳ��Ϊ600HV0.2�Ҵ��ڸ���Ӳ�Ƚϵ͵ĵ㣬���Ե�����Ʒ6�ģ�����Ҫ������Cr�ļ���ʹͿ���е�WC�������ܽ⣬��ˣ���Cr����Ʒ��Ӳ�Ƚϵ͡�

ͼ7 ��Ʒ5��6�Ľ�����Ӳ�ȶԱ�
Fig. 7 Microhardness comparison of samples 5 and 6
3 ����
1) 304SS��Q235̼��Ԫ�سɷֲ�ͬ����Ϳ�����ס����Ʒ�����ںܴ���졣����CrԪ���ܹ���Ϳ���е�C���γ�̼���������Ϳ���е����ף�NiԪ��������۸��Ͻ�Ի������ʪ�ԡ������۸����������ϵ�������ٺϽ���ۻ��¶����䣬�Ӷ������۸�������������ԣ���ˣ�Ni��CrԪ�غ����ߵ�304SS�ϵ�Ϳ�������������Ա�Q235̼���ϵ��٣����ĵĵ������ܶ�Ϳ���ϡ���������ܾ�������Ӱ�죬�������ܲ��304SS��ϡ���ʴ�WC�����ֽ�϶࣬Ϳ����֯�ִ�����Q235�������ܽϺã�ʹͿ����ȴ���ʸߣ�����Ϳ��Ӳ�ȸ��ߣ�Ni60A+40%WCͿ��ƽ��Ӳ�ȸߴ�1000HV0.2��
2) Cr��Cr3C2�ļ�������Ч��ֹͿ�����IJ�����CrԪ�ش�ʹWC�ֽ⣬Ϳ��Ӳ�Ƚϵ�(ƽ��Ӳ�Ƚ���600HV0.2)������Cr3C2��Ϳ����WC����δ�۲쵽���Էֽ⣬��ƽ��Ӳ�ȸߴ�900HV0.2��
REFERENCES
[1] ������, ����Ȫ, ������. �����۸�WC ������ǿ����Ϳ�����֯����ĥ��[J]. �й���ɫ����ѧ��, 2012, 22(9): 2600-2607.
LIU Jian-di, ZHANG Shu-quan, WANG Hua-ming. Microstructure and wear resistance of aser cladding WC particles reinforced composite coatings[J]. The Chinese Journal of Nonferrous Metals, 2012, 22(9): 2600-2607.
[2] ST-GEORGES L. Development and characterization of composite Ni-Cr+WC laser cladding[J]. Wear, 2007, 263(1): 562-566.
[3] GUO Chun, ZHOU Jian-song, CHEN Jian-min, ZHAO Jie-rong, YU You-jun, ZHAO Hui-di. High temperature wear resistance of laser cladding NiCrBSi and NiCrBSi/WC-Ni composite coatings[J]. Wear, 2011, 270(7): 492-498.
[4] XU J S, ZHANG X C, XUAN F Z, WANG Z D, TU S T. Microstructure and sliding wear resistance of laser cladded WC/Ni composite coatings with different contents of WC particle[J]. Journal of Materials Engineering and Performance, 2012, 21(9): 1904-1911.
[5] NURMINEN J,  J, VUORISTO P. Microstructure and properties of hard and wear resistant MMC coatings deposited by laser cladding[J]. Journal of Refractory Metals & Hard Materials, 2009, 27(2): 472-478.
J, VUORISTO P. Microstructure and properties of hard and wear resistant MMC coatings deposited by laser cladding[J]. Journal of Refractory Metals & Hard Materials, 2009, 27(2): 472-478.
[6] HUANG S W, NOLAN D, BRANDT M. Pre-placed WC/Ni clad layers produced with a pulsed Nd:YAG laser via optical fibres[J]. Surface and Coatings Technology, 2003, 165(1): 26-34.
[7] HUANG S W, SAMANDI M, BRANDT M. Abrasive wear performance and microstructure of laser clad WC/Ni layers[J]. Wear, 2004, 256(11): 1095-1105.
[8] WU P, ZHOU C Z, TANG X N. Microstructural characterization and wear behavior of laser cladded nickel -based and tungsten carbide composite coatings[J]. Surface and Coatings Technology, 2003, 166(1): 84-88.
[9] �����, �� ѩ, �����, ������, �ڶ���, ������. Ni���Ͻ���WC ��Ϸ�ĩ�ļ����۸�����֯[J]. Ӳ�ʺϽ�, 2012, 29(5): 297-308.
XU Guo-jian, HUANG Xue, FU Xin-hao, HANG Zheng-xiang, YU En-hong, LI Yong-bo. Microstructure of laser cladding layer prepared by mixed powder of Ni-based alloys and WC[J]. Cemented Carbide, 2012, 29(5): 297-308.
[10] ZHOU Sheng-feng, DAI Xiao-qin. Laser induction hybrid rapid cladding of WC particles reinforced NiCrBSi composite coatings[J]. Applied Surface Science, 2010, 256(14): 4708-4714.
[11] �Ϫ, �� ��, ������, ������. �����۸�WC-Ni����Ӳ�ݶȸ���Ϳ�����֯������[J]. �����ȴ���, 2009, 34(11): 5-9.
YANG Jiao-xi, YAN Ting, LIU Hua-dong, ZUO Tie-chuan. Microstructure and properties of laser clad WC-Ni base superhard gradient composite coating[J]. Heat Treatment of Matals, 2009, 34(11): 5-9.
[12] �Ϫ, �� ��, ��ϲ��, �� ��, ������, ������. ��������۸�̼����/�ܻ��Ͻ����֯������[J]. ������Լ���, 2007(11): 26-29.
YANG Jiao-xi, YAN Ting, WANG Xi-bing, GUO Jiang, ZUO Tie-chuan, XU Wen-qing. Microstructure and properties of laser wide-strip clad WC/Co-base alloy[J]. Surface Modification Technology, 2007, (11): 26-29.
[13] ZHONG Min-lin, LIU Wen-jin, YAO Ke-fu, GOUSSAINB J C, MAYER C, AHIM B. Microstructural evolution in high power laser cladding of stellite 6+WC layers[J]. Surface and Coatings Technology, 2002, 157(2): 128-137.
[14] CHEN Hua-hui, XU Cai-yun, CHEN Jun, ZHAO Hui-you, ZHANG Lei, WANG Zhen-ting. Microstructure and phase transformation of WC/Ni60B laser cladding coatings during dry sliding wear[J]. Wear, 2008, 264(7): 487-493.
[15] �� ��, ���ǧ, ������. ����̼���ٸ���ĥ�����Ե��о�[J]. ����������ѧѧ��, 1991, 19(6): 83-88.
GAO Nan, SUN Da-qian, CAO Shu-yun. A study of high temperature wearing characteristics of nickel-based self-fluxing alloy with different tungsten carbide contents[J]. Journal of Huazhong University of Science and Technology, 1991, 19(6): 83-88.
[16] ����ΰ, ������, ������, ������, �� ��. ����WC�����մɼ����۸�Ϳ����ۻ��������[J]. ����ѧ��, 1997, 33(12): 1282-1288.
WU Xin-wei, ZENG Xiao-yan, ZHU Bei-di, TAO Zeng-yi, CUI Kun. Heat damage of laser clad Ni-based WC coating[J]. Acta Metallurggica Sinica, 1997, 33(12): 1282-1288.
[17] ���Ļ�, ������, �����, �� ԭ. Cr3C2������̼���ټ����۸�����֯�����ܵ�Ӱ��[J]. �����ȴ���, 2012(7): 45-48.
ZHONG Wen-hua, LIU Gui-zhong, GE Da-liang, GAO Yuan. Effect of adding Cr3C2 on microstructure and properties of Ni/WC cladding layer[J]. Heat Treatment of Metals, 2012(7): 45-48.
[18] KADOLKAR P B, WATKINS T R, DE HOSSON J Th M, KOOI B J, DAHOTRE N B. State of residual stress in laser-deposited ceramic composite coatings on aluminum alloys[J]. Acta Materialia, 2007, 55(4): 1203-1214.
(�༭ ������)
������Ŀ��������Ȼ��ѧ�������������Ŀ(51205380)
�ո����ڣ�2013-04-20�������ڣ�2013-11-20
ͨ�����ߣ���ѧ�����о�Ա����ʿ���绰��010-82304165��E-mail��xclin@semi.ac.cn

