Trans. Nonferrous Met. Soc. China 24(2014) 3769-3776
Microstructure and mechanical properties of Mg-6Gd-3Y-0.5Zr alloy processed by high-vacuum die-casting
Sheng-yong LI1, De-jiang LI1, Xiao-qin ZENG1,2, Wen-jiang DING1,2
1. National Engineering Research Center of Light Alloy Net Forming, School of Materials Science and Engineering, Shanghai Jiao Tong University, Shanghai 200240, China;
2. State Key Laboratory of Metal Matrix Composite, Shanghai Jiao Tong University, Shanghai 200240, China
Received 17 October 2013; accepted 11 November 2014
Abstract: GW63K (Mg-6Gd-3Y-0.5Zr) magnesium alloys were prepared successfully by high-vacuum die-casting. Effects of fast shot speed and vacuum level on the grain size and mechanical properties of this alloy were studied. Microstructure of the alloys was analyzed by SEM, EDX and optical microscope (OM). The effect of heat treatment on high vacuum die-casting (HVDC) GW63K alloy was also studied. The results indicate that with the increase of fast velocity, the tensile yield strength hardly changes, but the elongation first increases, then decreases. The optimum heat treatment process is solution treatment at 748 K for 2 h and aging at 473 K for 80 h. Under this condition, GW63K magnesium alloy exhibits a maximum tensile strength and elongation of 308 MPa and 9.45%. There is significant correlation between ductility and the presence of external solidified cells (ESCs). The as-cast GW63K alloy consists of ��-Mg and Mg24(Gd,Y)5 particles. After heat treatment, Gd and Y atoms dissolve into ��-Mg matrix.
Key words: Mg-Gd-Y-Zr alloy; high vacuum die-casting; mechanical properties; heat treatment
1 Introduction
Magnesium alloys are the lightest structural alloys developed so far and have higher weight saving potential compared to advanced high-strength steel (AHSS), aluminum, polymers, and glass fiber reinforced polymers (GFRP) for equal stiffness or strength [1]. Magnesium castings can provide small or large complex parts which are dimensionally more accurate than fabricated and joined steel or aluminum components [2].
Recently, high pressure die casting (HPDC) has been widely employed in many fields (such as aerospace and automotive) for the superb productivity and flexibility. HPDC enables mass production of large, thin wall and complex magnesium components economically [3-5]. Therefore, HPDC is a dominant processing route to produce magnesium components due to its excellent productivity for the manufacture of complex, thin walled, and near net shape parts [6-8].
The majority of the Mg-alloy die castings are made from Mg-Al base (AM series) and Mg-Al-Zn base (AZ series) alloys. These alloys, especially AZ91, exhibit excellent cast ability and good mechanical properties at room temperature. However, the poor creep resistance above 120 ��C limits the application of commercial magnesium alloys containing aluminum and small addition of manganese or zinc. The poor creep resistance of these alloys is due to the discontinuous precipitation of low-melting Mg17Al12 phase from the supersaturated ��-Mg solid solution and coarsening of this phase in the interdendritic regions at high temperatures. Automotive engine components made of magnesium alloys are used at elevated temperatures from 150 ��C to 200 ��C. This has motivated the development of new creep resistance alloy [9-13].
Magnesium alloys containing heavy rare earth metals have high strength properties combined with quite low density, which make them very attractive as structural materials in applications where weight saving is of great importance. It has been reported that the Mg�CGd�CY alloys exhibit higher specific strength at both room and elevated temperatures and better creep resistance than the conventional Al and Mg alloys, including WE54 alloy, whose high temperature strength is among the top of existing commercial magnesium alloys [13-15].
However, currently, Mg-Gd-Y alloys are studied essentially based on permanent mold casting and extrusion, and less study is focused on die casting. It is the purpose of the present work to investigate the effect of the fast shot velocity and vacuum level on the microstructure and mechanical properties of Mg-6Gd-3Y-0.5Zr (mass fraction, %) alloy.
2 Experimental
The alloy ingots with nominal composition of GW63K alloy for this work were prepared by melting high purity Mg (>99.95%), the Mg-90Gd, Mg-25Y and Mg-30Zr (mass fraction, %) master alloys (Table 1) in an electric resistance furnace under a mixed atmosphere of 0.03% SF6 and 99.97% N2, and then magnesium alloy melt was poured into a TOYO350 tone cold chamber die casting machine. The die casting process parameters used for this work are summarized in Table 2. Figure 1 shows the complete casting of GW63K alloy, which consists of four tensile bars and one plate-like bar.
Table 1 Chemical composition of examined alloys (mass fraction, %)

Table 2 Cold chamber die-casting process parameters used for producing GW63K alloy
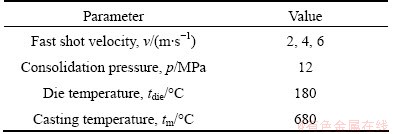
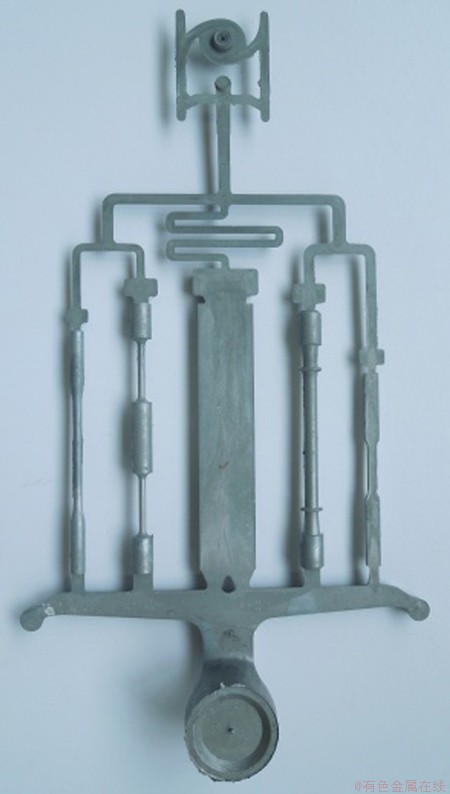
Fig. 1 Photo of complete casting of GW63K alloy fabricated by vacuum die casting
The microstructures of as-cast alloy were observed using optical microscope (OM, Zeiss, Axio Observer A1) and scanning electron micro-scope (SEM, JEOL, JSM -7600F). The samples for OM and SEM observations were mechanically polished and then etched in an acetic acid glycol solution. The quantitative analysis of the chemical compositions of the phases in the microstructure was performed using an energy dispersive X-ray spectrometer (EDS) equipped on the SEM. The grain sizes of as-cast samples were evaluated on the OM images using Image-Pro Plus software.
Tensile specimens with a gage length of 50 mm and a gage diameter of 6.3 mm were tested at ambient temperature using a Zwick-20kN material testing machine with a crosshead speed of 1 mm/min. An extensometer was used during mechanical testing, and the stress strain curves were obtained using engineering stress and engineering strain.
3 Results and discussion
3.1 Microstructures of as-cast GW63K alloy
Figure 2 shows an optical micrograph of the as-cast GW63K alloy. It can be seen that the microstructure of the alloy consists of equiaxed ��-Mg matrix and network- shaped eutectic compounds at the grain boundaries. The average grain size determined by linear intercept method is 20-30 ��m. Based on the experimental results of HE et al [15], the eutectic compounds in the as-cast GW63K alloy are identified as Mg24(Gd,Y)5.
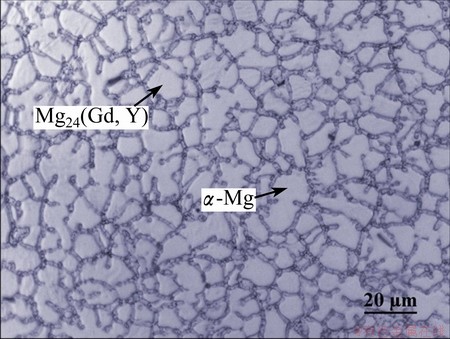
Fig. 2 Optical micrograph of as-cast GW63K alloy
Some cuboid-shaped compounds whose size is 0.3-3 ��m unevenly distribute in the matrix and boundary, as shown in Figs. 3(a) and (b), and most of the dark spots in Fig. 2 are cuboid-shaped compounds. The EDS results from points A and B marked in Fig. 3(b) are shown in Figs. 3(c) and (d), respectively. The white cuboid-shaped phase in Fig. 3(b) is the Mg24(Gd,Y)5 phase, while the gray areas are grain boundaries which is rich in gadolinium and yttrium.
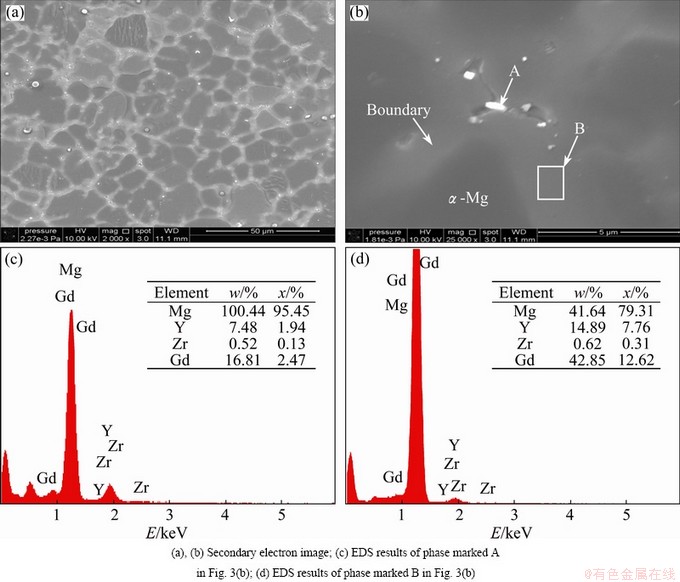
Fig. 3 SEM images and EDS patterns of as-cast GW63K alloy
3.2 Effect of fast shot velocity and vacuum level on microstructure of GW63K alloy
The microstructures of the cast GW63K alloy under different fast shot velocities and vacuum levels are shown in Fig. 4. From Figs. 4(a) and (b), it is obvious that a great number of gas pores are formed during the conventional die casting. In contrast, the size and the number of the gas pores are significantly reduced and show a uniform distribution in the vacuum assisted die castings (Figs. 4(a) and (d)). This result indicates that the vacuum assistance indeed benefits to reduce gas porosity. It can be explained that the high pressure produced by fast injection speed compresses the gas in the cavity, and at the same time the low pressure produced by the vacuum machine pumps the gas. Consequently, by creating a lower atmospheric pressure in the injection chamber and die cavity, the relative absence of air results in reduction of the pores size and the volume percentage of gas porosity. Moreover, the grains of GW63K alloy prepared by vacuum die casting are more uniform and the grain size is smaller than that of the conventional die casting. This may be due to the fact that vacuum suction improves the cooling speed.
As can be seen in Figs. 4(b), (c) and (d), an increase in the fast shot velocity causes an increase in porosity. The results can be explained on the basis of the filling mechanism in the pressure die casting. The metal flows from the gate under high pressure and velocity in the direction towards the far end of the die, where it impinges on the die surface and reverses its direction. This opposite flow causes strong turbulence resulting in gas entrapment. In addition, the metal pressure in this region is lower than that in the vicinity of the gate, which leads to larger pores [16]. In order to reduce this effect, the cast metal velocity in the second phase should be as low as possible. On the other hand, with the increase of fast shot velocity, the grain size is more uniform and smaller, this is because the increase in the fast shot velocity can increase the solidification rate.
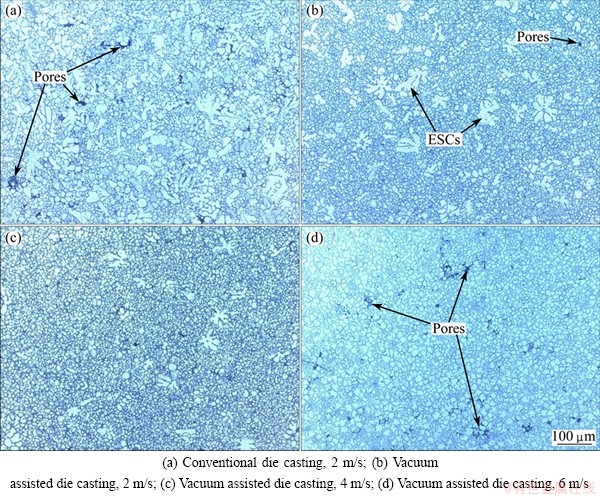
Fig. 4 OM images of GW63K alloy castings under different fast shot velocities
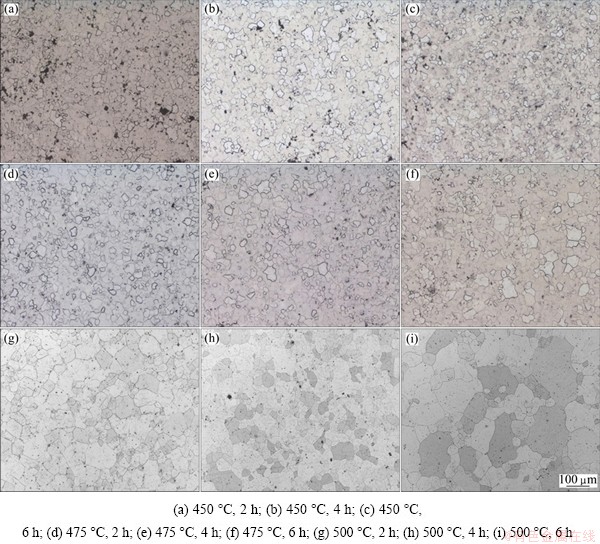
Fig. 5 Microstructures of GW63K alloys under different solution treatment conditions
3.3 Microstructure of solution-treated GW63K alloys
The microstructural evolution with solution temperature and time is shown in Fig. 5. At 450 ��C for 6 h, the morphology of the Mg24(Gd,Y)5 phase becomes thin and its amount decreases (Fig. 5(a)) compared with that in the as-cast alloy (Fig. 2). With increasing the solution time at 450 ��C, the amount of Mg24(Gd,Y)5 phase decreases gradually (Figs. 5(b)-(c)). However, the Mg24(Gd,Y)5 phase does not dissolve into the matrix after being solution treated at 450 ��C for 6 h. It is obvious that the solution temperature of 450 ��C is too low. The principle of parameter optimization of solution treatment is that the eutectic phases of the as-cast alloy almost dissolve into the matrix after solution treatment. High temperature and long time for solution treatment should be guaranteed. However, higher solution temperature and time will cause grain growth or overheating, and deteriorate the mechanical properties of the studied alloy. According to the desired outcome of having a microstructure with a small grain size and few remnant second phases, an optimal solution condition should be selected. An average grain size of (43��5) ��m in the alloy could be achieved after being solution treated at 748 K (475 ��C) for 2 h.
As seen from Figs. 5(d)-(i), after solution treatment at 475 ��C and 500 ��C, Mg24(Gd,Y)5 phase almost disappears, and some cuboid-shaped particles unevenly distributed in the matrix are found. When the alloy is solution treated at 475 ��C for 2 h, the average grain size is 43 ��m, which is a little larger than that of the as-cast alloy (Fig. 5(d)). However, the grain grows with increasing the solution temperature and time, and the average grain size of the GW63K alloy treated at 475 ��C for 6 h increases to 60 ��m (Fig. 5(f)). The grain further grows at 500 ��C, and the average grain size even reaches 110 ��m (Figs. 5(g)-(i)). Based on the above analysis, the optimum solution treatment condition for the GW63K alloy is at 475 ��C for 2 h.
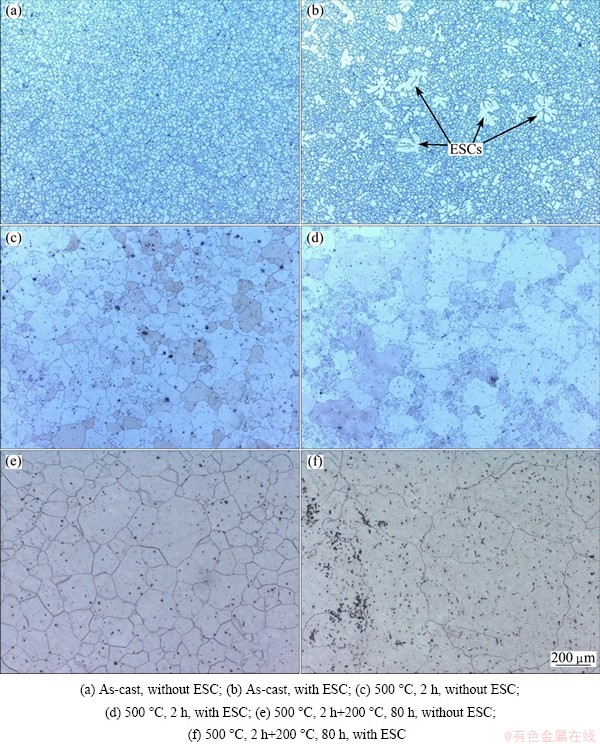
Fig. 6 OM images of casting with and without ESCs
As mentioned above, the amount of remaining eutectic compounds gradually diminishes with elevating the solution-treatment temperature and holding time. When the alloy is solution treated at 475 ��C for 2 h, there are few residual eutectic compounds at the grain boundaries.
Figure 6 shows the microstructural evolution of externally solidified cells (ESCs) for the solution treated alloy at 773 K (500 ��C) for 2 h and T6 treated alloy at 773 K (500 ��C) for 2 h followed by an aging treatment at 473 K (200 ��C) for 80 h. The ESCs are crystals that form due to thermal undercooling of the molten metal following pouring into a shot sleeve. BOWLES et al [17] reported that there is no correlation between ductility and the presence of ESCs of AZ91 and AM60 die cast plates. However, from Fig. 6, it can be seen that the ESCs grow very fast and swallow the small grain during solution treatment. Figure 6 shows that after an aging treatment at 473 K (200 ��C) for 80 h, the small grains are completely swallowed by the ESCs. In the end, the average grain size of the sample with the ESCs reaches 500 ��m, which is larger than that without the ESCs whose average grain size is 100 ��m. Therefore, even though there is no correlation between ductility and the presence of ESCs in as-cast sample, there is a significant influence after heat treatment. Figure 7 shows the effect of ESCs on the strength of GW63K after heat treatment. It is obvious that the ESCs have no effect on the mechanical property in the as-cast sample. However, after heat treatment (T4 and T6), the presence of ESCs deteriorates the mechanical property significantly.
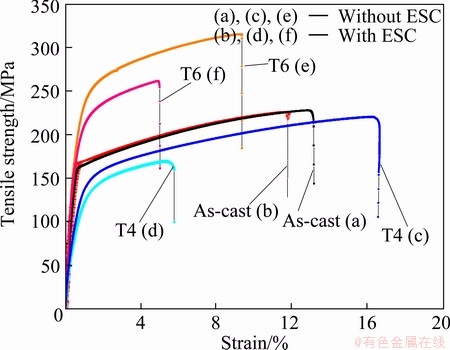
Fig. 7 Effect of ESCs on strength of different samples
3.4 Mechanical properties
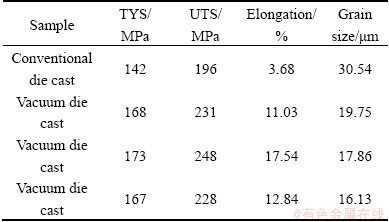
Table 3 gives the ultimate tensile strength (UTS), tensile yield strength (TYS) and elongation of all the studied alloys at different die casting parameters. As given in Table 3, the TYS, UTS and elongation of vacuum die cast alloy are all higher than those of the conventional cast GW63K alloy, which is mainly because of the smaller grain size, less pores, and higher purity in the vacuum die cast alloy. With the increase of fast velocity, the tensile yield strength hardly changes, but the elongation first increases, and then decreases. The increase is because with the increase of fast velocity, the grain size is smaller; the decrease is the result of too fast injection velocity.
Table 3 Mechanical properties of GW63K alloys under different die casting conditions
The tensile properties of the GW63K alloy under different solution treatment conditions is listed in Table 4. Compared with the as-cast alloy, large decrease of the yield strength (TYS) and ultimate tensile strength (UTS) is observed from the T4 treated GW63K alloy, while the elongation slightly increases, because the second phases presented in the as-cast alloy mostly dissolve into the matrix during the solution treatment and the grain size becomes large. Comparatively, by solution treatment at 475 ��C for 2 h, the TYS, UTS and the elongation of the GW63K alloy are 105.2 MPa, 220.6 MP and 20.29%, respectively. Hence, the solution treatment at 475 ��C for 2 h is the optimized heat treatment condition.
Table 4 Mechanical properties of GW63K alloys under different solution treatment conditions

Figure 8 shows the tensile properties of the conventional die cast, vacuum die cast, T4 and T6 specimens tested at room temperature. The tensile yield strength, ultimate tensile strength, and elongation values of the vacuum die cast alloy are all higher than those of the conventional cast alloy, which is mainly because of the smaller grain size and less pores in the vacuum die cast alloy. The evolution regulations of the mechanical properties in the solution-treated GW63K sample and aged samples are reasonable. It can be seen that the elongation of the solution treated alloy increases but the tensile yield strength decreases compared with the as-cast alloy, because the second phases presented in the as-cast alloy mostly dissolve into the matrix during the solution treatment, reducing barriers to dislocation slip. The elongation of the T6 specimens decreases, while the tensile yield strength increases compared with the T4 specimen, mainly because of the formation of precipitates during the aging treatment.
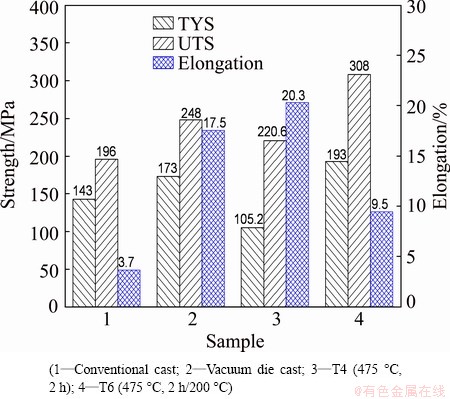
Fig. 8 Tensile test results of conventional die cast, vacuum die cast, T4 and T6 specimens tested at room temperature
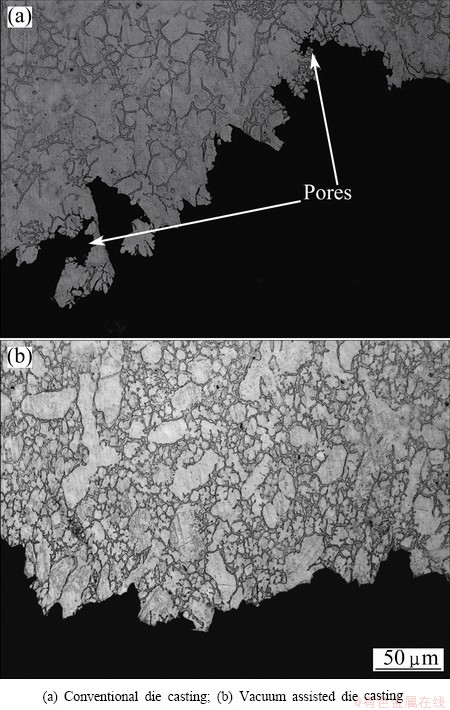
Fig. 9 OM images of longitudinal section of fractured GW63K alloy
Examination of the longitudinal section of the fractured castings (Fig. 9) reveals that the presence of porosity plays an important role in the fracture behavior of the castings. For the conventional die castings, cracks are easily formed in the porosity because of high stress concentration due to the reduced effective area. The fracture path is therefore along the interconnection of the porosity (Fig. 9(a)). Figure 10 shows an SEM micrograph of a fractured surface along the porosity. Smooth ��-Mg grains can be observed around the porosity, indicating relatively low deformation occurring in the region near a pore. As a result, the specimen fractures under lower stress and strain. For vacuum assisted die castings of the hypoeutectic Mg alloy, however, the fractured surface reveals ductile fracture behavior with a large degree of deformation occurring before fracture. In this case, the fracture is found to originate from the eutectic silicon plates. Beside the transgranular fracture of the ��-Mg grain, the fracture path is mainly along the boundary between the ��-Mg grains and the eutectic mixture, as shown in Fig. 9(b). Therefore, the strength and ductility are improved by vacuum assistance due to the reduction of porosity in the castings.
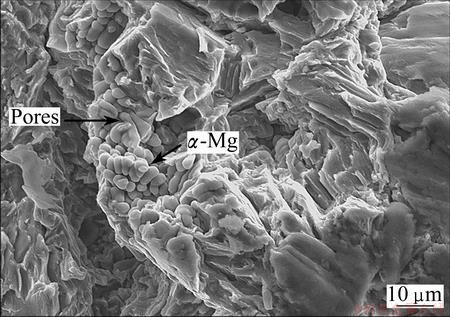
Fig. 10 SEM image of fracture surface around a gas pore
4 Conclusions
1) The microstructure in the vacuum die cast GW63K alloy consists of ��-Mg and Mg24(Gd,Y)5 phases. The second phases are mostly aggregated at the grain boundaries.
2) The vacuum assisted die casting reduces the amount of entrapped air or gas in the die cavity. The optical micrographs show that the volume of gas porosity is significantly reduced and the size of the porosity is considerably smaller. As a result, the mechanical properties of the castings are improved significantly.
3) It is found that the fast shot velocity plays a key role in the mechanical properties of the produced die castings. With the increase of fast shot velocity, the grain size is smaller and more uniform. Therefore, higher fast shot velocity benefits the fabrication of castings with optimum mechanical properties.
4) There is correlation between ductility and the presence of ESCs in heat treatment samples, because the ESCs make the grain size become very large after heat treatment.
5) The optimum heat treatment condition is 748 K (475 ��C) for 2 h. In this condition, the grain size is about 40 ��m, the remaining second phases are few, and the mechanical properties show the best.
References
[1] LUO A A. Wrought magnesium alloys and manufacturing processes for automotive applications [J]. SAE Technical Paper, 2005, 114: 411-421.
[2] ARAGONES J, GOUNDAN K, KOLP S, OSBORNE R,OUIMET L, PINCH W. Development of the 2006 corvette Z06 structural cast magnesium crossmember [R]. SAE Technical Paper, 2005, 114: 445-451.
[3] HEINZ A, HASZLER A, KEIDEL C, MOLDENHAUER S, BENEDICTUS R, MILLER W S. Recent development in aluminum alloys for aerospace applications [J]. Materials Science and Engineering A, 2000, 280: 102-109.
[4] ZENG Yue-mei, TANG Tie-zhuang, ZHOU Jian, LI Yang-de. Manufacturing magnesium alloy wheel for motorcycle by die casting [J]. Special Casting and Nonferrous Alloys, 2011, 31(3): 229-232. (in Chinese)
[5] FAN Zhen-zhong, XU Liu-li, WANG Yu-ling, LIU Jian-jun. Investment casting technology application and development in the aviation industry [J]. Special Casting and Nonferrous Alloys, 2014, 34(3): 285-289. (in Chinese)
[6] TERADA Y, ITOH D, SATO T. Dislocation analysis of die-cast Mg-Al-Ca alloy after creep deformation [J]. Materials Science and Engineering A, 2009, 523: 214-219.
[7] JIANG Ju-fu,WANG Ying,QU Jian-jun. Effect of process parameters on microstructure and properties of AM50A magnesium alloy parts formed by double control forming [J]. Transactions of Nonferrous Metals Society of China, 2014, 24(2): 321-333.
[8] ZHANG Jing-huai,LIU Shu-juan,LENG Zhe,ZHANG Mi-lin, MENG Jian, WU Rui-zhi. Structure stability and mechanical properties of high-pressure die-cast Mg-Al-Ce-Y-based alloy [J]. Transactions of Nonferrous Metals Society of China, 2012, 22(2): 262-267.
[9] KIM Jeong-min,PARK Joon-Sik,KIM Ki-Tae. Tensile creep and corrosion properties of Mg-2Ca based cast alloys[J].Transactions of Nonferrous Metals Society of China, 2011, 21(4): 869-873.
[10] SADDOCK N.D, SUZUKI A, JONES J W, POLLOCK T M. Grain-scale creep processes in Mg-Al-Ca base alloys [J]. Scripta Materialia, 2010, 63(7): 692-697.
[11] BAI Jing, SUN Yang-shan, XUN Shan, XUE Feng, ZHU Tian-bai. Microstructure and tensile creep behavior of Mg-4Al based magnesium alloys with alkaline-earth elements Sr and Ca additions [J]. Materials Science and Engineering A, 2006, 419(1): 181-188.
[12] MARUYAMA K, SUZUKI M, SATO H. Physical metallurgy and materials science creep strength of magnesium-based alloys [J]. Metallurgical and Materials Transactions A, 2002, 33(3): 875-882.
[13] ZHAO Peng, WANG Qu-dong, ZHAI Chun-quan, ZHU Yan-ping. Effects of strontium and titanium on the microstructure, tensile properties and creep behavior of AM50 alloys [J]. Materials Science and Engineering A, 2007, 444(1): 318-325.
[14] WEI K, WEI L Y, WARREN R. Creep behavior and microstructure of magnesium die cast alloys AZ91 and AE42 [J]. Materials Science Forum, 2007, 54: 73-76.
[15] HE Shang-ming, ZENG Xiao-qin, PENG Li-ming, GAO Xiang, NIE Jian-feng, DING Wen-jiang. Microstructure and strengthening mechanism of high strength Mg-10Gd-2Y-0.5Zr alloy [J]. Journal of Alloys and Compounds, 2007, 427: 316-323.
[16] RZYCHON T, ADAMCZK-CIESLAK B, KIELBUS A, MIZERA J. The influence of hot-chamber die casting parameters on the microstructure and mechanical properties of magnesium-aluminum alloys containing alkaline elements [J]. Materials Science and Engineering Technology, 2012, 43(5): 421-426.
[17] BOWLES A L, GRIFFITHS J R, DAVIDSON C J. Ductility and the skin effect in high pressure die cast Mg-Al alloys [J]. Magnesium Technology, 2001: 11-15.
���ѹ��Mg-6Gd-3Y-0.5Zrþ�Ͻ����֯������
��ʤ��1����½�1����С��1,2�����Ľ�1,2
1. �Ϻ���ͨ��ѧ ���Ͽ�ѧ�빤��ѧԺ����Ͻ��ܳ����ҹ����о����ģ��Ϻ� 200240��
2. �Ϻ���ͨ��ѧ ���������ϲ��Ϲ����ص�ʵ���ң��Ϻ� 200240
ժ Ҫ���������ѹ�������Ʊ�GW63K�Ͻ��о�ѹ���ٶȺ���նȶ���֯�����ܵ�Ӱ�졣���ù�ѧ������SEM��EDX ����֯���й۲졣�о�GW63K���ȴ������ա������������̬GW63K�Ͻ��ɦ�-Mg�����Mg24(Gd,Y)5�ڶ�����ɣ�������ѹ���ٶȵ����ӣ��Ͻ������ǿ��û�д�ı仯�������쳤�������Ӻ��С����ո����ܹ��������Ĵ�С����������475 ��C����2 h��Ȼ����200 ��C��ʱЧ80 h��GW63K�Ͻ�Ŀ���ǿ�Ⱥ��쳤�ʷֱ�ﵽ308 MPa��9.45%���״η���Ԥ����(ESCs)�Ĵ��ڶ�ѹ��GW63K�Ͻ��ȴ��������о�Ӱ�죬Ԥ����(ESCs)�Ĵ������ؽ����ȴ�����Ͻ�����ܡ�
�ؼ��ʣ�Mg-Gd-Y-Zr�Ͻ����ѹ������ѧ���ܣ��ȴ���
(Edited by Yun-bin HE)
Foundation item: Projects (51171113, 51301107) supported by the National Natural Science Foundation of China; Projects (2012M511089, 2013T60444) supported by China Postdoctoral Science Foundation
Corresponding author: De-jiang LI; Tel: +86-21-34203730; E-mail: lidejiang@sjtu.edu.cn
DOI: 10.1016/S1003-6326(14)63531-7

