÷–Ļķ”–…ęĹū Ű—ßĪ® 2004,(09),1539-1544 DOI:10.19476/j.ysxb.1004.0609.2004.09.018
įŽĻŐŐ¨ņ©’Ļľ∑—ĻA2017ļŌĹūĻż≥Ő÷–Ĺū ŰŃų∂ĮĶń”–Ōř‘™∑÷őŲ
Ļ‹» Ļķ ņÓ”ĘŃķ Õűň≥≥… ŃűŌŗĽ™ ő¬ĺįŃ÷
∂ęĪĪīů—ß≤ńŃŌ”Ž“ĪĹū—ß‘ļ,∂ęĪĪīů—ß≤ńŃŌ”Ž“ĪĹū—ß‘ļ,∂ęĪĪīů—ß≤ńŃŌ”Ž“ĪĹū—ß‘ļ,∂ęĪĪīů—ß≤ńŃŌ”Ž“ĪĹū—ß‘ļ,∂ęĪĪīů—ß≤ńŃŌ”Ž“ĪĹū—ß‘ļ …Ú—Ű110004 ,…Ú—Ű110004 ,…Ú—Ű110004 ,…Ú—Ű110004 ,…Ú—Ű110004
’™ “™£ļ
”¶”√”–Ōř‘™∑Ĺ∑®∑÷őŲŃňįŽĻŐŐ¨ņ©’Ļľ∑—ĻA2017ļŌĹūĻż≥Ő÷–Ĺū ŰĶńŃų∂ĮĻś¬…°£∑÷őŲĪŪ√ų:ī”÷––ń«Ý”ÚŌÚŃĹĪŖ≤ŗĪŕ,ļŌĹūňŔ∂»÷ūĹ•ľű…Ŕ,”– Ī‘ŕī”÷––ńŌÚŃĹĪŖ≤ŗĪŕĶń÷–ľš«Ý”Ú≥ŲŌ÷ő–ŃųĻż∂…«Ý;≤Ľīś‘ŕŐ®Ĺ◊¶» Ī,ő–Ńų«Ý¶»ĹŌ–°;«„Ĺ«‘Ĺīů,ő–Ńų«Ý”Ú‘Ĺ–°,«“ňņ«ÝĹŌ–°;∂®ĺ∂īÝ≥ŲŅŕ‘ĹŅŪ,≥ŲŅŕŃųňŔ‘Ĺ–°,ő–Ńų«Ý‘Ĺ–°,ňņ«Ý“≤‘Ĺ–°°£…Ťľ∆őřŐ®Ĺ◊«“ĹŌ–°Ķń«„Ĺ«Ķńņ©’Ļľ∑—Ļń£ĹŌő™ļŌņŪ,‘ŕ∂®ĺ∂īÝ∂Ō√śĶń≥§ŌÚ”ŽŅŪŌÚ…Ō,≥ŖīÁ”¶ĺ°ŃŅŌŗĶ»°£
ĻōľŁī £ļ
įŽĻŐŐ¨ ;ņ©’Ļľ∑—Ļ ;A2017ļŌĹū ;”–Ōř‘™ń£ń‚ ;Ńų∂Į ;≥…–ő ;
÷–Õľ∑÷ņŗļŇ£ļ TG376
◊ų’ŖľÚĹť£ļ Ļ‹» Ļķ(1975),ń–,łĪĹŐ ŕ,≤© Ņ.ĶÁĽį:02483686459;E mail:guanrenguo2004@hotmail.com;
’łŚ»’∆ŕ£ļ 2003-11-04
ĽýĹū£ļ Ļķľ“◊‘»ĽŅ∆—߼ýĹū; …Ōļ£Ī¶ł÷ľĮÕŇĻęňĺŃ™ļŌ◊ ÷ķŌÓńŅ(50274020); Ļķľ“÷ōĶ„Ľýī°—–ĺŅ∑Ę’ĻĻśĽģŌÓńŅ(G20000672084);
Finite element modelling analysis of metal flowing during process of extending extruding semisolid A2017 alloy
Abstract£ļ
Finite element modelling method was adopted to analysis rule of metal flowing during the process of semisolid extending extrusion A2107 alloy. The results show that alloy velocity decreases gradually from the center to sides of mould wall. In the middle of the way from the center to the side of the mould, sometime, there is a transitional turbulence zone. Without step ¶Ń, turbulence zone is smaller. When ¶» is larger, both the turbulence zone and die zone are smaller. When the exit is wide, the velocity, the turbulence zone and the die zone are smaller. Designing a mould with smaller ¶» and without step ¶Ń is desirable. Two sides of forming zone of negative mould should be equal as possible.
Keyword£ļ
semisolid; extending extrusion; A2017 alloy; finite element modelling; flow; forming;
Received£ļ 2003-11-04
įŽĻŐŐ¨ľ”Ļ§ľľ ű «“Ľ÷÷łŖ–ßĹŕń‹ĶńĹŁ÷’–ő–¬ľľ ű, ī”20 ņľÕ70ńÍīķ“‘ņī, ĺÕ“ż∆ūŃň ņĹÁłųĻķĶń÷ō ”, «““—ŌŗľŐÕ∂◊ Ņ™’ĻŃňīůŃŅĶń—–ĺŅĻ§◊ų, ∆š”¶”√“—ņ©’ĻĶĹĹĽÕ®°Ę Ľķ–Ķ°Ę ĶÁ∆ų÷∆‘ž“Ķ
[1 ,2 ,3 ,4 ,5 ,6 ,7 ,8 ,9 ]
°£ īęÕ≥ĶńįŽĻŐŐ¨ľ”Ļ§ľľ ű÷ų“™“‘įŽĻŐŐ¨ī•Īš≥…–őő™÷ų, ∆šĻ§“’Ńų≥ŐįŁņ®įŽĻŐŐ¨÷∆Īł°Ę ∂Ģīőľ”»»ļÕįŽĻŐŐ¨≥…–ő3łŲľľ űĽ∑Ĺŕ°£ Ĺę3łŲľľ űĽ∑ĹŕĹŰ√‹ĹŠļŌ∆ūņī, “‘ ĶŌ÷įŽĻŐըѨ–Ý≥…–ő «–Ū∂ŗ—–ĺŅ»ň‘ĪҨѶĶń∑ĹŌÚ÷ģ“Ľ°£ »’ĪĺKiuchiĶ»
[10 ]
◊Ō»ŐŠ≥ŲĶ•ĻűĹŃįŤľľ ű, ł√ľľ űņŻ”√“ĽłŲņš»ī/◊™∂Į‘ĢĻűņī÷∆ĪłįŽĻŐŐ¨Ĺū Ű, ņŻ”√’‚÷÷ľľ ű…ŤĪłŐōĶ„, ĹŠļŌņ©’Ļľ∑—Ļľľ űĶńń£ĺŖ…Ťľ∆ĹŠĻĻ, Ņ…“‘ ĶŌ÷∂Ģ’ŖĶń”–ĽķĹŠļŌ, ī”∂Ý ĶŌ÷įŽĻŐŐ¨Ĺū Űņ©’Ļľ∑—Ļ≥…–ő°£ ĺ≠Ļż∂ŗńÍŐĹňų, ł√ľľ űĺŖ”–ļ‹łŖĶńĻ§“Ķ”¶”√ľŘ÷Ķ, ∆šŐōĶ„ «: 1) ĶŌ÷įŽĻŐŐ¨÷∆Ũ”Ž≥…–őĶń“ĽŐŚĽĮ”ŽŃ¨–ÝĽĮ, °»ĪŃňń—”ŕŅō÷∆Ķń÷ż‘žļÕ∂Ģīőľ”»»Ķ»∑Ī‘”Ļ§–Ú, īůīůĶōĹŕ‘ľŃňń‹ļń, ĹĶĶÕŃň≥…Īĺ, ŐŠłŖŃň≥…≤ń¬
[11 ,12 ,13 ]
; 2) įŽĻŐŐ¨≥šń£“◊”ŕŐÓ≥š, ĹÝ––įŽĻŐŐ¨ņ©’Ļ≥…–ő Ļ≤ķ∆∑◊ť÷Į–‘ń‹ļ√
[14 ]
; 3)
Ņ……ķ≤ķ¬ŃļŌĹūīů∂Ō√śįŰ–Õ≤ń”ŽīůŅŕĺ∂ĶńĻ‹≤ń°£ ÷Īĺ∂ő™20 cm“‘…ŌĶńīůŅŕĺ∂ĶľĶÁĻ‹ «≥¨łŖ—Ļ22°Ę 50ÕÚ∑Ł šĪšĶÁňý–Ť“™Ķń≤ńŃŌ°£ ńŅ«į, Ļķńŕ≤…”√Ņ’–ń∂ß‘Ģ÷∆-ņ≠įőĶń…ķ≤ķ∑Ĺ∑®, ≤ķ∆∑≤ńŃŌĪŪ√ś÷ ŃŅ≤Ó, ≥§∂»”–Ōř(ĹŲő™9 m), ∂Ý Ķľ –Ť“™Ķń≤ńŃŌ√Ņłýő™27 m≥§, “Úīň, į≤◊į ĪĪō–ŽĹÝ––ļłĹ”, ĶęļłĹ””÷”įŌžĶľĶÁ–‘ń‹°£ ∂ÝĻķÕ‚≤…”√ÕÚ∂÷≥¨īů–Õľ∑—ĻĽķ…ķ≤ķ, …ķ≤ķľŘłŮįļĻů, √Ņ∂÷‘ľ12ÕÚ‘™°£ ∂Ý≤…”√įŽĻŐŐ¨ņ©’Ļ≥…–őĶń∑Ĺ∑®…ķ≤ķīůŅŕĺ∂Ļ‹≤ń, ≤ķ∆∑÷ ŃŅļ√, …ķ≤ķ≥§∂»≤Ľ ‹Ōř÷∆, «“łŖ–ß°Ę Ĺŕń‹, Õ∂◊ –°°Ę ľŻ–ßŅž°£ “Úīň, —–ĺŅįŽĻŐŐ¨ņ©’Ļľ∑—ĻĺŖ”–÷ō“™ĶńņŪ¬Ř“‚“Ś”Ž”¶”√ľŘ÷Ķ°£ Īĺőń◊ų’Ŗłýĺ›◊‘––…Ťľ∆ĶńįŽĻŐŐ¨ņ©’Ļ≥…–ő Ķ—ťĽķ, ”¶”√”–Ōř‘™∑Ĺ∑®∑÷őŲŃňņ©’Ļľ∑—Ļ≥…–őĻż≥Ő÷–ĶńĹū ŰŃų∂ĮĻś¬…, ő™ĹÝ“Ľ≤ĹĶń Ķ—ť…Ťľ∆◊ų÷łĶľ°£
1 ĽýĪĺ‘≠ņŪ”ŽľŔ…Ť
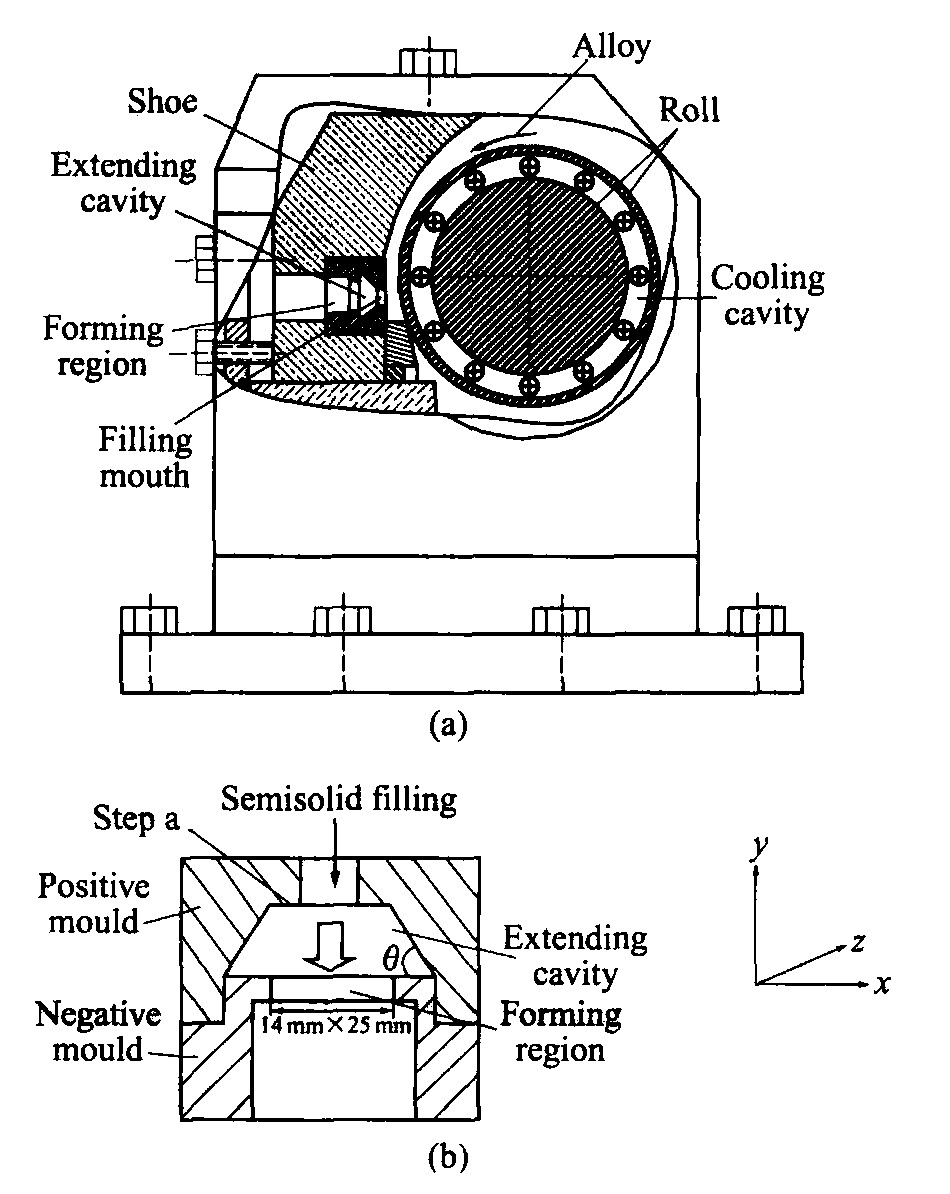
įŽĻŐŐ¨ņ©’Ļľ∑—Ļ»ÁÕľ1ňý ĺ, ľīįŽĻŐŐ¨ļŌĹūÕ®ĻżĹŌ–°Ķń≥šń£ŅŕŐÓ≥šĶĹņ©’Ļ«Ľ(ļłļŌ “), ”…”ŕ‘ŕņ©’Ļ«Ľ≥ŲŅŕ◊įŇšĺŖ”–īů≥ŖīÁĶń“űń£, ī”∂Ý ĻļŌĹū“‘°į–°ŅŕŐÓ≥š, īůŅŕ≥…–ő°ĪĶń∑Ĺ Ĺľ∑—Ļ≥…–ő°£ ņ©’Ļ«Ľő™‘≤–őĹō√ś, ∂®ĺ∂īÝĹō√śő™ĺō–ő, —ōń£◊”∂‘≥∆÷––ń‘ŕňģ∆Ĺ”Ž ķ÷Ī∑ĹŌÚ…Ō»°ŃĹłŲļŌĹū∆Ĺ√śő™—–ĺŅ∂‘Ōů°£ įŽĻŐŐ¨≥…–ő“űń£Ķń∂®ĺ∂īÝ∂Ō√ś≥ŖīÁő™14 mm°Ń25 mm, ņ©’Ļ«Ľ»ŽŅŕ÷Īĺ∂ő™10 mm°£ Õ®ĻżŅō÷∆ĹĹ◊Ęő¬∂» ĻļŌĹū“‘įŽĻŐŐ¨Ķń–ő Ĺ≥šń£≥…–ő, ļŌĹū‘ŕņ©’Ļ«Ľ»ŽŅŕĶńő¬∂»ő™640 °ś°£
‘ŕA2017ļŌĹūĶńįŽĻŐŐ¨ņ©’Ļľ∑—ĻĻż≥Ő÷–, ļŌĹūī¶”ŕįŽńżĻŐ◊īŐ¨, «“ļŌĹūĻŐŌŗ¬ ĽŠňś◊Ňő¬∂»ĹĶĶÕ∂Ý‘Ųīů, Ķę∂‘≤ĽÕ¨ő¬∂»Ō¬, ≤ĽÕ¨ĻŐŌŗ¬ ĪļŌĹūĶńŃųŐŚņŗ–ÕĹÝ–––ř’żĹ꼊 Ļő Ő‚łī‘”ĽĮ°£ “Úīň, ő™ŃňľÚĽĮő Ő‚, ľŔ∂®Ĺū Űő™≤ĽŅ…—ĻňűĶń’≥–‘Ň£∂ŔŃųŐŚ, Õ®Ļż–ř’żļŌĹūĪ»»»ņī≤Ļ≥•ļŌĹūĹŠĺß Õ∑ŇĶń«Ī»», ľī≤…”√Ķ»ľŘĪ»»»Ķń∑Ĺ∑®ĹÝ––ľ∆ň„
[15 ,16 ,17 ]
, ≤Ę≤…”√∂Ģő¨∑÷őŲń£–ÕĹÝ––∑÷őŲ°£ ļŲ¬‘ĹĹ◊Ę Ī“ļŐ¨Ĺū ŰĶń–Ļ¬©, ‘ŕĹĹ◊ĘĶńŅ™ ľ”ŽĹŠ ÝĹ◊∂ő, ļŌĹū“ļ∑Ę…ķň≤Ő¨Ķń»»ĹĽĽĽĻż≥Ő, «“ňś◊ŇѨ–ÝĹĹ◊ĘĶńĹÝ––, ļŌĹūő¬∂»≥°÷ūĹ•ī¶”ŕő»∂®◊īŐ¨°£ Īĺőń◊ų’ŖŅľ¬«Ńňī¶”ŕő»∂® ĪĹū ŰĶńŃų∂Į, ≤ĽŅľ¬«”…”ŕĹĹ◊ĘĽÚ∆šňŁ»Ň∂ĮīÝņīĶńĹū Ű≥ŚĽų, ľŔ…ŤļŌĹūī¶”ŕѨ–Ý°Ę ő»∂®◊īŐ¨, ľīļŌĹū“ļī¶”ŕő»Ő¨Ķńő¬∂»≥°◊īŐ¨°£
įŽĻŐŐ¨ņ©’Ļľ∑—ĻĻż≥Ő ŰĶš–ÕĶńő¬∂»≥°°Ę Ńų≥°ŮÓļŌĻż≥Ő, łý囓‘…Ō∑÷őŲľŔ…Ť, Ņ…Ĺę»»ŃųŮÓļŌ≥°ĶńŅō÷∆∑Ĺ≥Ő◊ųĹÝ“Ľ≤ĹľÚĽĮ°£
Õľ1 ņ©’Ļľ∑—Ļ ĺ“‚Õľ Fig.1 Scheme of extending extrusion (a)°™Experimental setting; (b)°™Sketch of mold assembly
1.1 ń‹ŃŅ∑Ĺ≥Ő
łųŌÚÕ¨–‘ĶńļŌĹū∂Ģő¨ő»Ő¨īę»» Ī, ő¬∂»≤Ľňś Īľš∑Ę…ķĪšĽĮ, ‘ŕĶ—Ņ®∂Ż◊ÝĪÍŌ¬, ő¬∂»∑÷≤ľ”Žz ÷ŠőřĻō,
?
¶≥
?
t
=
0
,
?
¶≥
?
z
=
0
, ń‹ŃŅ∑Ĺ≥ŐŅ…ĪŪīÔő™
?
?
x
(
k
?
?
¶≥
?
x
)
+
?
?
y
(
?
¶≥
?
y
)
+
¶—
?
Q
=
0
?
?
?
(
1
)
1.2 Ѩ–Ý–‘∑Ĺ≥Ő
‘ŕ∂Ģő¨∆Ĺ√ś◊ÝĪÍŌĶŌ¬, Ѩ–Ý–‘∑Ĺ≥Ő÷–Ķń
?
(
¶—
?
w
)
?
z
=
0
, «“≤ĽŅ…—Ļňű’≥–‘ŃųŐŚĶń√‹∂»ňś Īľš≤Ľ∑Ę…ķĪšĽĮ, ľī
?
¶—
?
t
=
0
, Ѩ–Ý–‘∑Ĺ≥ŐŅ…ĪŪīÔő™
?
u
?
x
+
?
v
?
y
=
0
?
?
?
(
2
)
1.3 ‘ň∂Į∑Ĺ≥Ő
‘ŕ∂Ģő¨≤ĽŅ…—Ļňű’≥–‘ŃųŐŚ‘ň∂Į∑Ĺ≥Ő÷–, z ◊ÝĪÍ∑ĹŌÚĶń∆ęĶľ żĺýő™0, ‘ň∂Į∑Ĺ≥ŐŅ…ľÚĽĮő™
?
u
?
t
+
u
?
?
u
?
x
+
v
?
?
u
?
y
=
-
1
¶—
?
?
p
?
x
+
¶Ő
?
(
?
2
u
?
x
2
+
?
2
u
?
y
2
)
?
?
?
(
3
)
?
u
?
t
+
u
?
?
v
?
x
+
v
?
?
v
?
y
=
?
-
1
¶—
?
?
p
?
x
+
¶Ő
?
(
?
2
v
?
x
2
+
?
2
v
?
y
2
)
?
?
?
(
4
)
Ĺ÷– ¶— ő™ļŌĹū√‹∂», ‘ŕ“Ľ∂®ő¬∂»ĪšĽĮ∑∂őßńŕľŔ…Ťő™≥£ ż; ¶Ő ő™ļŌĹū‘ň∂Į’≥∂»°£
2 ĪŖĹÁŐűľĢ
1)ő¬∂»ļ„∂®ĪŖĹÁ
ī¶”ŕő»∂®◊īŐ¨Ō¬, ļŌĹū≥šń£Ņŕő¬∂»ő™∂®÷Ķ: T 0 =640 °ś°£
2)ňŔ∂»ļ„∂®ĪŖĹÁ
ļŌĹū≥Śń£ŅŕļŌĹūňŔ∂»ļ„∂®, Ķ»”ŕļŌĹū≥ű ľ»ŽŅŕňŔ∂»: v x 0v y 0v z 0v x 0v y 0v z 0
3)»»Ńų√‹∂»ĪŖĹÁŐűľĢ
‘ŕļŌĹū”Žń£◊”≤ŗĪŕĹ”ī•ĪŖĹÁ ©ľ”»»Ńų√‹∂»ĪŖĹÁŐűľĢŌ¬, ł√»»Ńų√‹∂»÷Ķ”…ň≤Ő¨»»ĹĽĽĽľ∆ň„Ķ√ĶĹ, «“ī”»ŽŅŕĶĹ≥ŲŅŕ÷ūĹ•ľű…Ŕ°£
3 ĹŠĻŻ”Ž∑÷őŲ
Õ®Ļżľ∆ň„, Ķ√ĶĹŃň≤ĽÕ¨…Ťľ∆≥ŖīÁ ĪļŌĹūŃų≥°Ķń∑÷≤ľ, ÷ų“™Ņľ≤žŃň”–őřŐ®Ĺ◊¶Ń , «„Ĺ«¶» īů–°“‘ľį∂®ĺ∂īÝĶń≥ŖīÁ∂‘ļŌĹūŃų≥°Ķń”įŌž, »ÁÕľ2ňý ĺ°£ ňś◊Ňņ©’Ļľ∑—Ļń£≥ŖīÁ–ő◊īĶń≤ĽÕ¨, ļŌĹūĶńŃų∂ĮĻś¬…“≤≤Ľĺ°ŌŗÕ¨°£ Ķę «, őř¬Ř‘ŕļő÷÷≤ő żŌ¬, ļŌĹū‘ŕ÷––ńĶńňŔ∂»◊Óīů, «“÷ūĹ•ŌÚń£◊”≤ŗĪŕĶ›ľű, łýĺ›–ő◊ī”Ž≥ŖīÁĶń≤ĽÕ¨, ‘ŕ÷–ľš≥ŲŌ÷Ļż∂…ő–Ńų«ÝĽÚ≤Ľ≥ŲŌ÷ő–Ńų«Ý°£ ‘ŕļŌĹūĶńŃų∂ĮĻż≥Ő÷–, ”…”ŕ÷––ń≤ŅőĽ…ŌŌ¬ŃĹī¶ «ļŌĹūĶń≥Ų»ŽŅŕ, ļŌĹūĶńŃų∂Į◊ŤŃ¶ļ‹–°, Ńų∂Į◊ŤŃ¶ņī◊‘≥Ų»ŽŅŕī¶ń£◊”≤ŗĪŕĶńń¶≤ŃѶľį‘ŕņ©’Ļ«Ý÷‹őß’≥–‘ļŌĹūĶń«£◊ßѶ, ’‚÷÷◊ų”√ѶĹŌ–°, “Úīň, ļŌĹū÷––ńĶńňŔ∂»◊Óīů°£ ļŌĹū‘ŕņ©’Ļ«Ý∑Ę…ķņ©’ĻŃų∂Į, ĶĪņ©’Ļ«ĽĶńĪŕ√ś◊ų”√ĹŌīů Ī, ļŌĹū‘ŕ∑‚Ī’ĶńŃĹłŲĪŕ√śī¶ĹÝ––ő–Ńų‘ň∂Į; ĶĪņ©’Ļ«ĽĪŕ√ś◊ų”√ľű–° Ī, ő–Ńų«Ý“≤Īš–°, ÷Ī÷ŃŌŻ ß°£ Õ¨ Ī, ‘ŕņ©’Ļ«ĽĶ◊≤ŅŃĹ∂ň, ļŌĹūĶńňŔ∂»ľłļűő™0, ł√ī¶≥∆ő™ļŌĹūŃų∂ĮĶńňņ«Ý, «“ňņ«Ý“≤≤ĽņŻ”ŕįŽĻŐŐ¨ľ∑—Ļ≥…–ő°£ ő–Ńų ĻļŌĹūŃų∂Į≤Ľĺý‘», »›“◊‘ž≥…ļŌĹū∆ęőŲĶ»»ĪŌ›, “Úīň, ”¶ł√ĺ°ŃŅĪ‹√‚ő–Ńų”Žňņ«ÝĶń≤ķ…ķ°£
3.1 Ő®Ĺ◊¶Ń∂‘ņ©’ĻĻż≥Ő÷–ļŌĹūŃų∂ĮĶń”įŌž
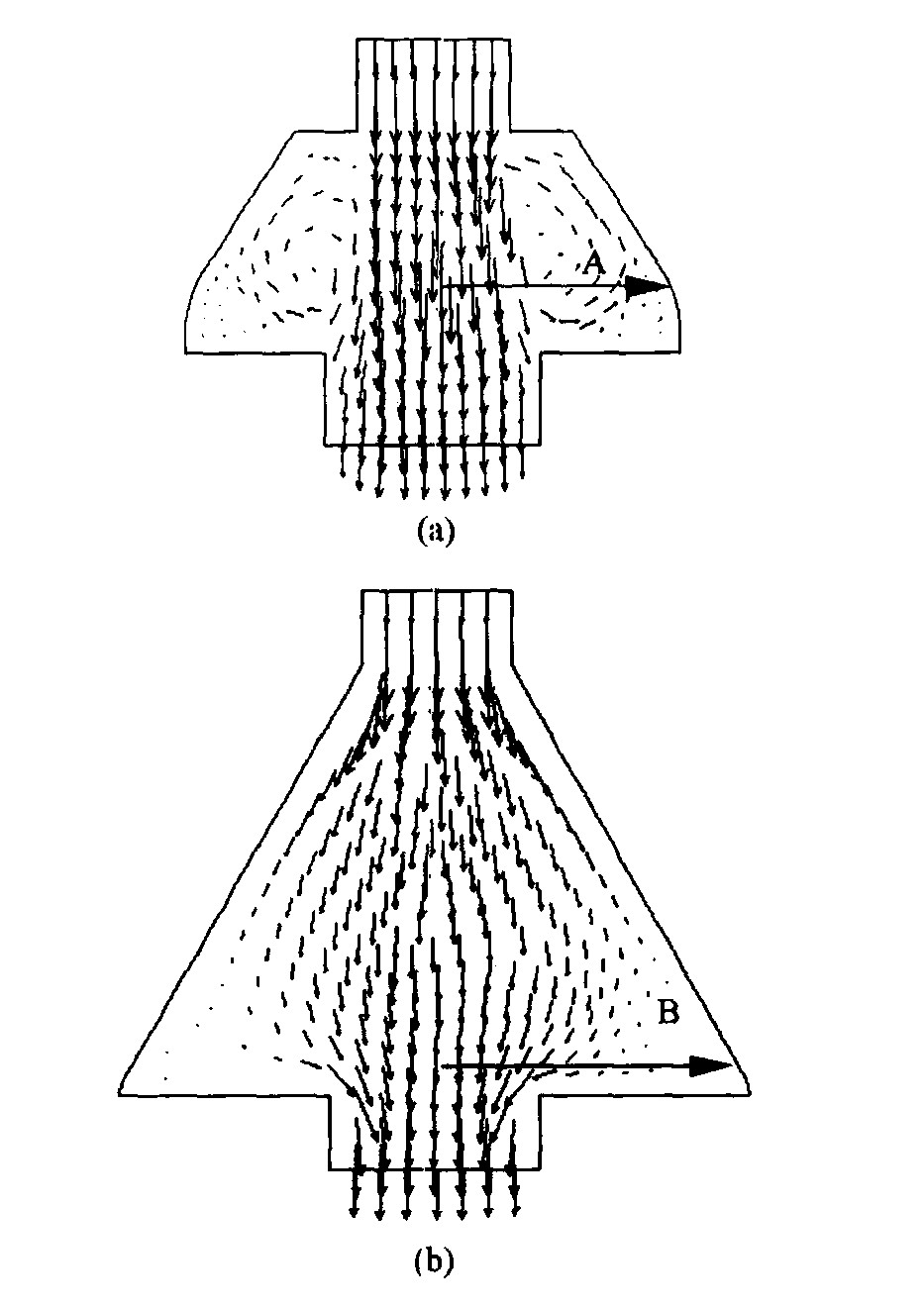
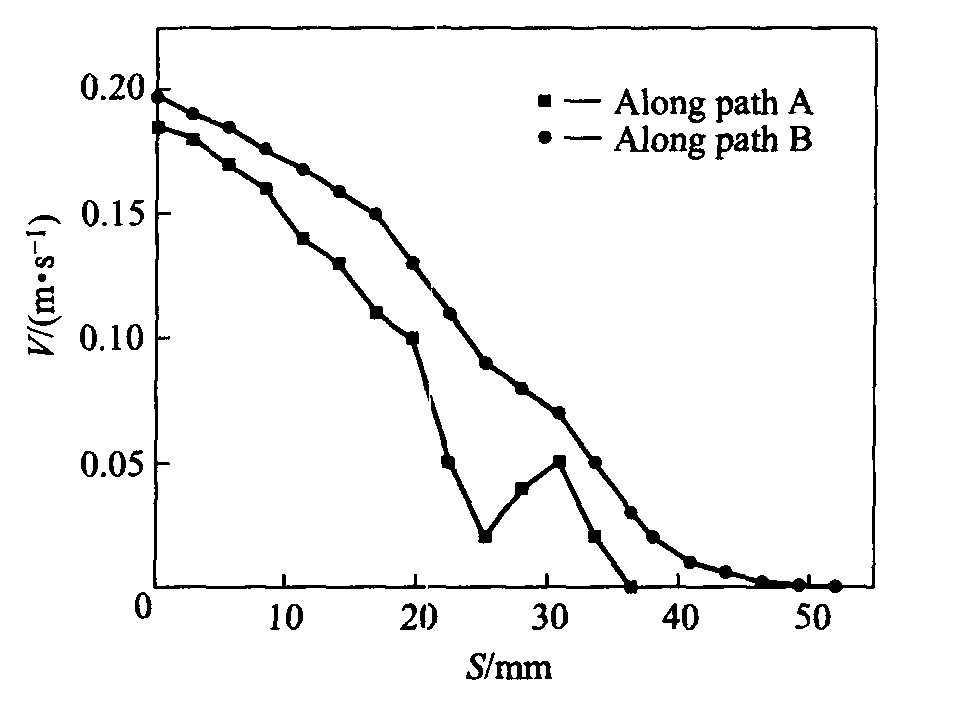
»ÁÕľ2ňý ĺ, Ő®Ĺ◊¶Ń ∂‘ļŌĹūŃų∂Į”–ĹŌīů”įŌž, ≤Ľīś‘ŕŐ®Ĺ◊ Ī, ļŌĹūŃų∂Įő–Ńų«ÝĹŌ–°, ő–Ńų≤ĽĺÁŃ“°£ Õľ3 «ļŌĹū—ō◊Ҭ∑ĺ∂A°Ę BŃų∂ĮňŔ∂»īů–°ĶńĪš
Õľ2 ľ∆ň„Ķ√ĶĹĶńļŌĹūŃų∂Į∑÷≤ľ Fig.2 Alloy flow-velocity distributions by calculation (a)°™Mould with step ¶Ń; (b)°™Mould without step ¶Ń
Õľ3 ļŌĹū—ō¬∑ĺ∂AļÕBňŔ∂»īů–°ĪšĽĮ Fig.3 Alloy velocity variation along paths A and B
ĽĮ°£ Ņ…ľŻ, ĶĪīś‘ŕŐ®Ĺ◊¶Ń Ī, ļŌĹū—ō¬∑ĺ∂Bī”ņ©’Ļ«Ľ÷––ńĶĹ≤ŗĪŕĶńĻż≥Ő÷–, ļŌĹū≥ŲŌ÷ĹŌīůĶńő–Ńų«Ý, ļŌĹūňŔ∂»īů–°“≤∑Ę…ķĹŌīůĪšĽĮ, ņ©’Ļ«ĽĶńĪŕ√ś◊ų”√«ŅŃ“, ļŌĹūĶńő–Ńų‘ň∂Į∑«≥£√ųŌ‘; ∂Ý≤Ľīś‘ŕŐ®Ĺ◊¶Ń Ī, ļŌĹū—ō¬∑ĺ∂BĽýĪĺ…Ō≥ ŌŖ–‘Ķ›ľűĪŕ√ś◊ų”√Ōŗ∂‘ĹŌ–°, ő–Ńų≤ĽĺÁŃ“°£ “Úīň, …Ťľ∆÷∆‘žőřŐ®Ĺ◊¶Ń Ķńņ©’Ļń£ «ļŌņŪĶń°£
3.2 «„Ĺ«¶»∂‘ļŌĹūŃų≥°Ķń”įŌž
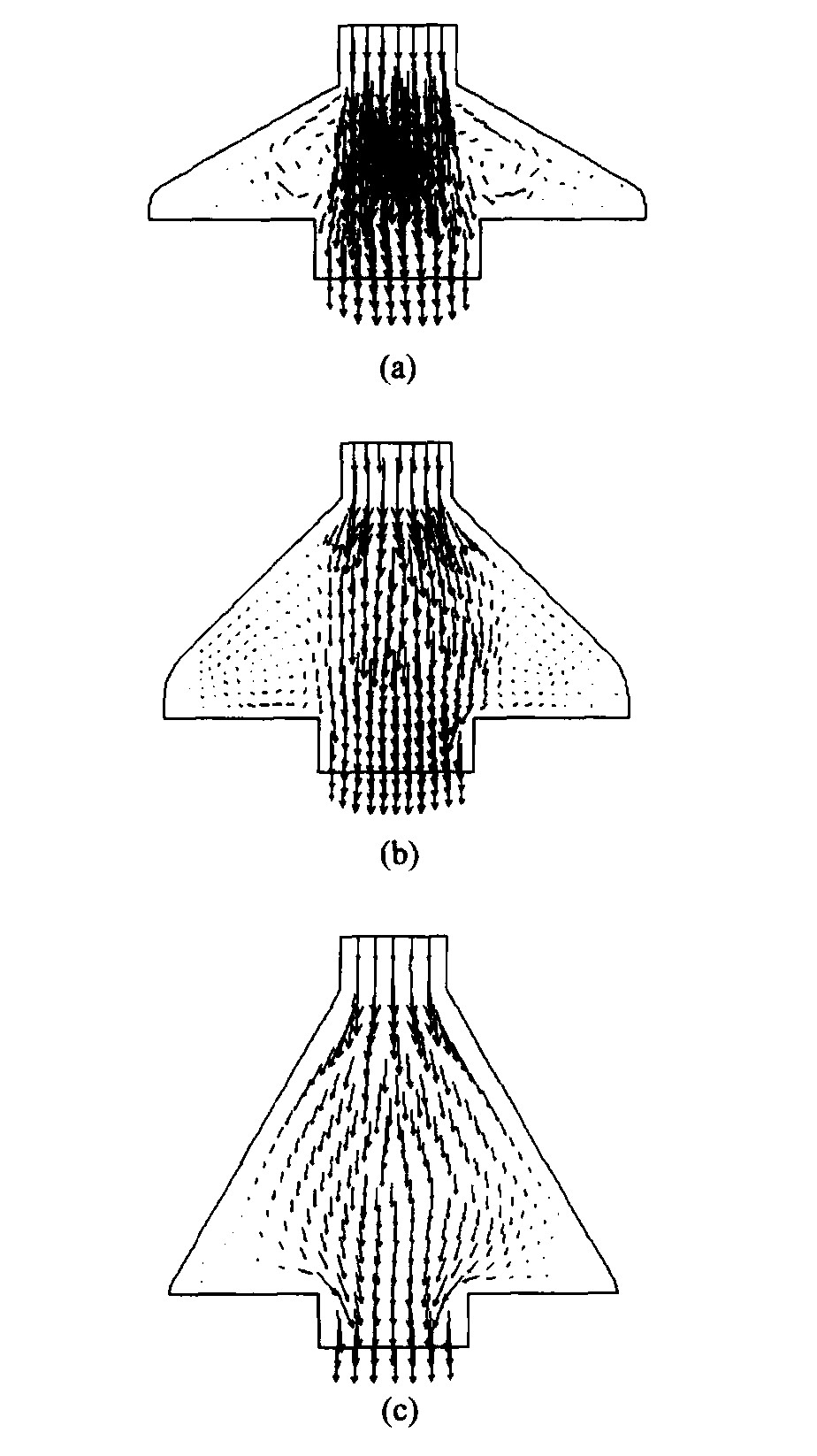
ļŌĹū‘ŕņ©’Ļ«Ľ÷–ņ©’ĻŃų∂ĮĻż≥Ő÷–ĺŖ”–“Ľ∂®Ķń’≥–‘, ĶęļŌĹūĶńŃų∂ĮĻŖ–‘ѶĹŌ’≥–‘Ѷ◊ų”√īů°£ ‘ŕĻŖ–‘Ѷ«ż∂ĮŌ¬, ļŌĹū—ō≥ű ľŃų∂Į¬∑ĺ∂∑Ę…ķ‘ň∂Į, ”…”ŕ∂Ō√śĶńņ©’Ļ, ļŌĹūŃųŌÚ“≤ŌÚŃĹ≤ŗņ©’Ļ, ĶĪ”ŲĶĹ◊ŤŃ¶ĹŌīůĶńňņ«Ýľįņ©’Ļ«ĽĶ◊≤Ņ≤ŗĪŕ Ī, ļŌĹūĶńŃų∂Į∑ĹŌÚ”÷∑Ę…ķłńĪš, ŃųŐŚ‘ŕĪŕ√ś◊ų”√Ō¬—ō◊Ňņ©’Ļ«Ľ≤ŗĪŕ”÷∑Ę…ķĽōŃų‘ň∂Į, ī”∂Ý≤ķ…ķŃňő–Ńų°£ »ÁÕľ4ňý ĺ, «„Ĺ«¶»
Õľ4 «„Ĺ«∂‘ļŌĹūŃų∂ĮĶń”įŌž Fig.4 Effects of declining angle on alloy flowing (a)°™¶»=30°„; (b)°™¶»=45°„; (c)°™¶»=60°„
‘Ĺīů, ≤ŗĪŕ◊ų”√‘Ĺ–°, ļŌĹūĶńŃų∂ĮŅ…‘ŕĹŌ śĽļĶńŅ’ľš∑Ę…ķ‘ň∂Į, ő–Ńų«Ý”ÚĺÕ‘Ĺ–°, ő–ŃųĺÕ‘Ĺ≤ĽĺÁŃ“, ňņ«Ý“≤ĺÕ‘Ĺ–°; ĶĪ¶» īů”ŕ45°„ Ī, ňņ«ÝĽŠĪšīů°£ “Úīň, Ņ…“‘…Ťľ∆ĹŌīů«„Ĺ«¶» Ķńń£ĺŖ, Ķę≤Ľń‹Őęīů, ∑Ů‘Úňņ«ÝĺÕŐęīů, «“¶» ‘Ĺīů, ņ©’ĻŃų≥Ő‘Ĺ≥§, ĺÕ‘ĹĽŠ”įŌžľ∑—Ļ≥…–őĻż≥Ő°£
3. 3 ∂®ĺ∂īÝ≥ŖīÁ∂‘ļŌĹūŃų≥°Ķń”įŌž
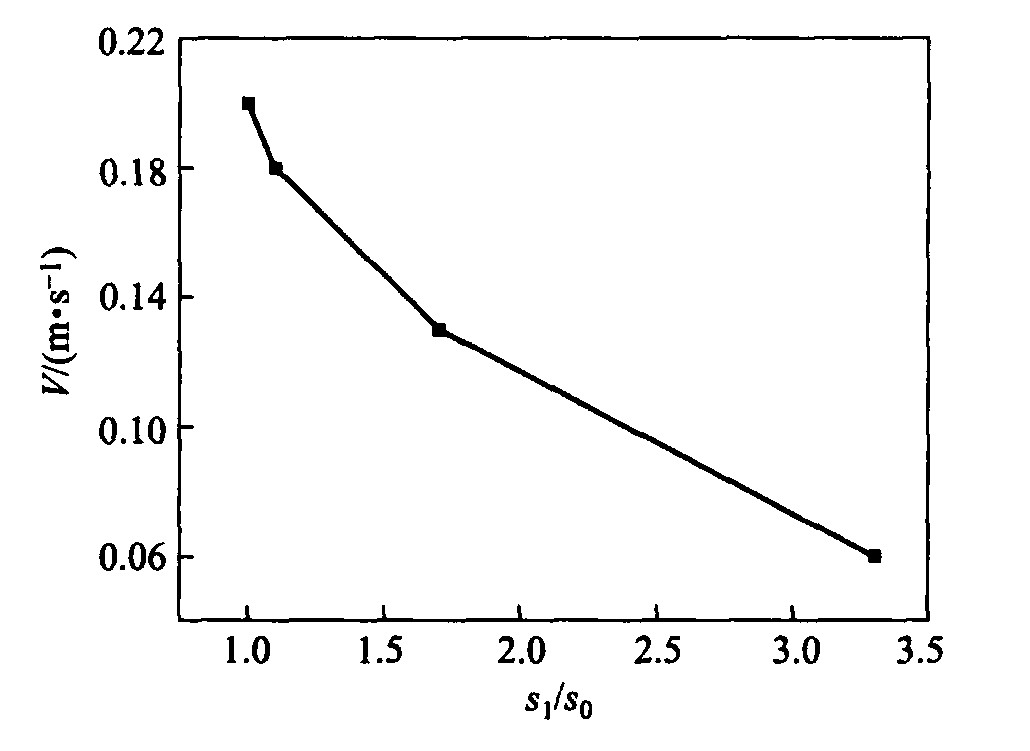
‘ŕő»∂®≥…–őĹ◊∂ő, łýĺ›≤ĽŅ…—ĻňűŃųŐŚĶń÷ ŃŅ ōļ„∂®¬…:
v 0 s 0 =v 1 s 1 ľīv 1 =v 0 s 0 /s 1
Ĺ÷– v 0 °Ę v 1 ő™ļŌĹū»ŽŅŕ°Ę ≥ŲŅŕňŔ∂»; s 0 °Ę s 1 ő™ļŌĹū»ŽŅŕ°Ę ≥ŲŅŕļŠĹō√ś√śĽż°£ ĶĪņ©’ĻĪ»s 1 /s 0 >1 Ī, v 1 <v 0 ; ĶĪņ©’ĻĪ»s 1 /s 0 <1 Ī, v 1 >v 0 °£
Õľ5ňý ĺő™ľ∆ň„Ķ√ĶĹĶń≤ĽÕ¨∂®ĺ∂īÝ≥ŖīÁ Ī, ļŌĹū÷––ń≥ŲŅŕňŔ∂»v ňśņ©’ĻĪ»s 1 /s 0 ĶńĪšĽĮ«ķŌŖ°£ Ņ…ľŻ, ≥ŲŅŕ÷––ńňŔ∂»ňśņ©’ĻĪ»s 1 /s 0 Ķń‘Ųľ”≥…ŌŖ–‘Ķ›ľű°£ ∂®ĺ∂īÝ≥ŲŅŕ‘ĹŅŪ, ŃųňŔĺÕ‘Ĺ–°; ≥ŲŅŕ‘Ĺ’≠, ŃųňŔĺÕ‘Ĺīů°£ ĶĪs 0 >s 1 Ī, ‘ŕ≥ŲŅŕī¶≥ŲŌ÷ ÝŃų°£ “Úīň, ‘໿ő¨◊īŐ¨Ō¬, ‘ŕ∂®ĺ∂īÝĺō–őĪŖļŠĹō√śĶńŃĹłŲĪŖ≥§∑ĹŌÚ…Ō, ļŌĹūĶńŃų∂ĮňŔ∂»≤Ľĺý‘»°£ “Úīň, …Ťľ∆∂®ĺ∂īÝ Ī, ”¶ĺ°ŃŅ Ļĺō–őļŠ∂Ō√śŃĹłŲĪŖ≥§ĺ°ŃŅŌŗĶ»°£ īňÕ‚, ∂®ĺ∂īÝ≥ŲŅŕŅŪ∂»‘ĹŅŪ, ņ©’Ļ«ĽļŌĹūő–Ńų«Ý‘Ĺ–°, Ńų∂Į‘Ĺ śĽļ, ňņ«Ý“≤ĺÕ‘Ĺ–°°£
Õľ5 ≥ŲŅŕňŔ∂»ňśņ©…ĘĪ»ĶńĪšĽĮ Fig.5 Alloy velocity changing with s1/s0 at exit
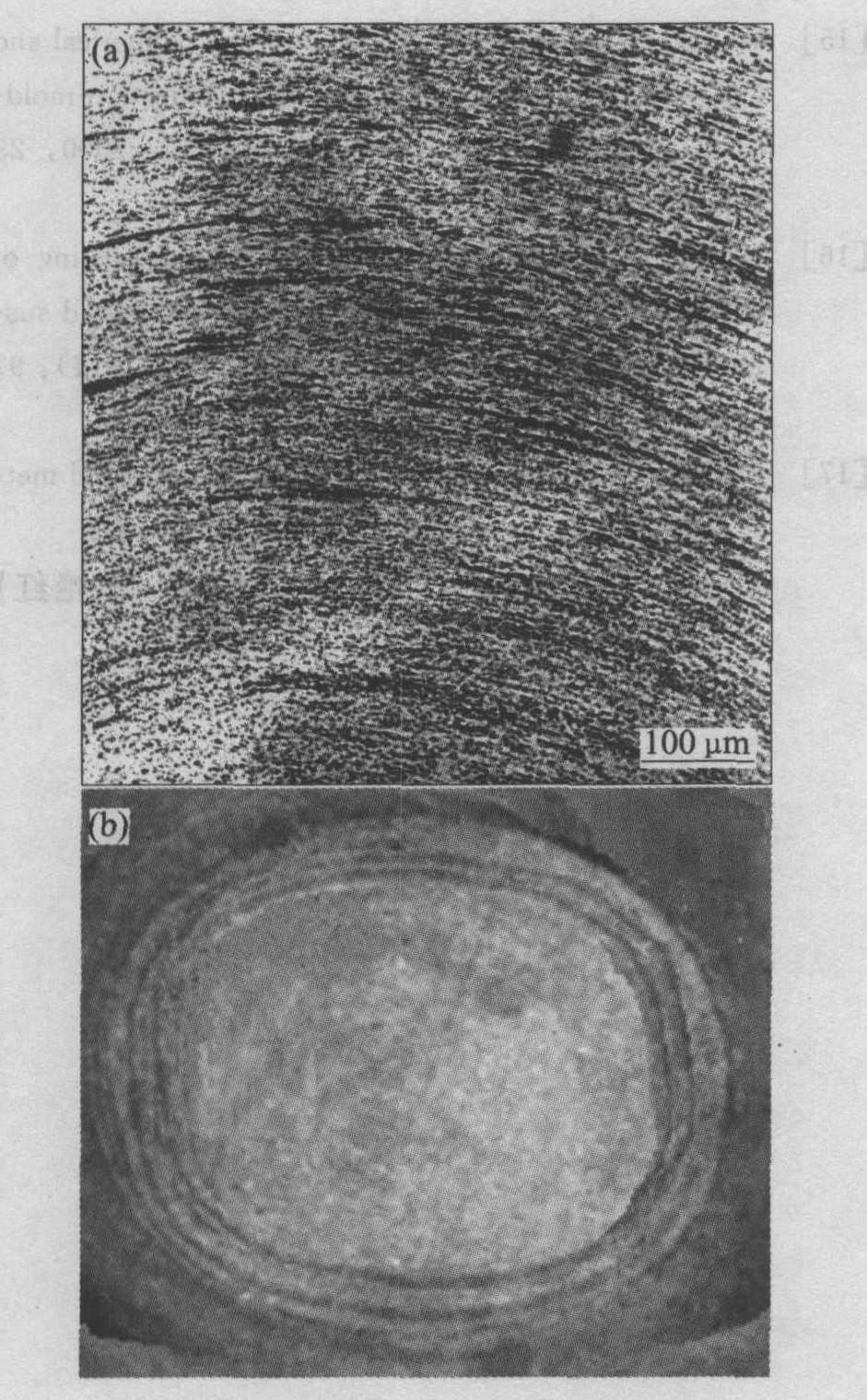
Õ®Ļż Ķ—ť÷–ľšÕ£ĽķĶń∑Ĺ∑®, »°ņ©’Ļ«ĽńŕĶńļŌĹū ‘—ý, ĻŘ≤žļŌĹūĶńŃų∂ĮĻś¬…°£ Õľ6(a) «‘ŕņ©’Ļ«Ľ»ŽŅŕ»°—ýļůĶńļŌĹū◊ť÷Į, ”…ÕľŅ…“‘ŅīĶĹļŌĹūņ©’Ļ ĪĶńÕš«ķŃųŌŖ°£ Õľ6(b) «ņ©’Ļľ∑—Ļ«ĽļŠ∂Ō√śńŕļŌĹūŃų∂ĮļÍĻŘľ£Ōů°£ Õľ6”Žń£ń‚ĹŠĻŻ «Ōŗ∑ŻļŌĶń°£
Õľ6 ļŌĹū‘ŕņ©’Ļ«ĽĶńŃų∂Įľ£ŌŖ Fig.6 Alloy flowing line in extending cavity (a)°™Alloy flow trace at entrance of extending cavity; (b)°™Alloy flow macro-trace at transect of extending cavity
4 ĹŠ¬Ř
1) łýĺ›”–Ōř‘™∑÷őŲ, Ķ√≥ŲįŽĻŐŐ¨ņ©’Ļľ∑—ĻA2017ļŌĹūĻż≥Ő÷–ļŌĹūĶńŃų∂ĮĻś¬…, ī”÷––ń«Ý”ÚŌÚŃĹĪŖ≤ŗĪŕ, ļŌĹūňŔ∂»÷ūĹ•ľű…Ŕ, łýĺ›ņ©’Ļ«Ľ≥ŖīÁ–ő◊īĶń≤ĽÕ¨, ‘ŕī”÷––ńĶĹ≤ŗĪŕĶń÷–ľš«Ý”Ú≥ŲŌ÷ő–ŃųĻż∂…«Ý°£
2) ≤Ľīś‘ŕŐ®Ĺ◊¶Ń Ī, ő–Ńų«ÝĹŌ–°, ő–Ńų≤ĽĺÁŃ“, “Úīň, …Ťľ∆÷∆‘žőřŐ®Ĺ◊¶Ń Ķńņ©’Ļń£ «ļŌņŪĶń°£
3) «„Ĺ«¶» ‘Ĺ–°, ő–Ńų«Ý”Ú‘Ĺīů, ő–ŃųĺÕ‘Ĺ≤ĽĺÁŃ“, ňņ«Ý“≤ĺÕ‘Ĺ–°, “Úīň, …Ťľ∆ĹŌīů«„Ĺ«¶» Ķńń£ĺŖ «Ī»ĹŌļŌņŪĶń°£
4) ∂®ĺ∂īÝ≥ŲŅŕ‘ĹŅŪ, ŃųňŔ‘Ĺ–°, ņ©’Ļ«ĽļŌĹūő–Ńų«Ý‘Ĺ–°, Ńų∂Į‘Ĺ śĽļ, ňņ«Ý“≤ĺÕ‘Ĺ–°; ≥ŲŅŕ‘Ĺ’≠, ŃųňŔ‘Ĺīů°£
≤őŅľőńŌ◊
[1] °°KirkwoodDH.Semisolidmetalprocessing[J].InternationalMaterialsReviews,1994,39(5):173176.
[2] °°KiuchiM,SugiyamaS,AraiK.Experimentalstudyonmushymetalforming[J].JofJapanSocietyforTechnologyofPlasticity,2000,11(3):762767.
[3] °°IiegbusiOJ,BrownS.Moldfillingofsemisolidmetalslurries[J].JMEPEG,1995,4(4):486491.
[4] °°Iiegbusi,SzekelyJ.Mathematicalmodelingoftheelectromagneticstirringofmoltenmetalsolidsuspensions[J].TransIronSteelInst,1998,28(11):97102.
[5] °°FlemmingMC.Behaviorofmetalandalloysinthesemi solidstate[J].MetalTrans,1991,22A(1):957961.
[6] °°VivesC.Elaborationofsemisolidalloysbymeansofnewelectromagneticrheocastingprocess[J].MetalTrans,1992,21B(4):189193.
[7] °°KirkwoodDH,KapranosP.Semi solidprocessingofalloys[J].MetalsandMaterials,1989,28(1):1626.
[8] °°¬ř ōĺł,ŐÔőńÕģ,–Ľňģ…ķ,Ķ».įŽĻŐŐ¨ľ”Ļ§ľľ űľį”¶”√[J].÷–Ļķ”–…ęĹū Ű—ßĪ®,2000,10(6):765773.LUOShou jing,TIANWen tong,XIEShui sheng,etal.Semisolidformingtechnologyandapplication[J].TheChineseJournalofNonferrousMetals[J].2000,10(6):765773.
[9] °°MAOWei min,CUICheng lin,ZHAOAi min.DynamicalcoarseningprocessingofmicrostructuresinNon dendriticAlSi7Mgalloyremeltedinsemisolidstate[J].TransNonferrousMetSocChina,2000,10°°(1):2528.
[10] °°KiuchiM,SugiyamaS.Anewprocesstomanufacturesemisolidalloys[J].ISIJInternational,1995,35(6):790797.
[11] °°’Ň°°Īů,ņÓńęŃ÷,Õű∑Ôłŕ,Ķ».CastexѨ–Ý÷żľ∑Ķń≤ŗŌÚņ©’Ļľ∑—ĻѶľ∆ň„[J].Ĺū Ű≥…–őĻ§“’,1996,14(4):3134.ZHANGBin,LIMo lin,WANGFeng gang,etal.Calculationofextendingextrudingforceonextendingcavitysides[J]MetalFormingTechnology,1996,14(4):3134.
[12] °°Ļ‹» Ļķ,ő¬ĺįŃ÷,¬ŪļÍ…ý.SCRįŽĻŐŐ¨LY11ī•ĪšĽķ÷∆”ŽįŽĻŐŐ¨ľ∑—Ļ≤ń–‘ń‹Ķń—–ĺŅ[A].2001ńͬіÕ≤ńľľ ű¬ŘŐ≥[C].Ļ„÷›:Ļ„∂ę °”–…ęĹū Űľ”Ļ§—ß űőĮ‘ĪĽŠ,2001.161164.GUANRen guo,WENJing lin,MAHong sheng.ResearchonPropertyofSemisolidExtrusionProductandThixoformingMechanismofLY11SemisolidMaterialsManufacturedbySCRProcess[A].The2001SymposiumonAluminumExtrusionTechnology[C].Guangzhou:Nonferrous metalsprocessingassociationofGuangdongProvice,2001.161164.
[13] °°GuanRG,WenJL,LiuXH.FEManalysisofaluminumAA2017alloythermal/fluidmultiplefieldsduringasinglerollstirringprocess[J].MaterSciandTech,2003,19(4):503508.
[14] °°GuanRG,WenJL,LiuXH,etal.ContinuouslyextendingextrusionformingofsemisolidAA2017alloybySCRprocess[J].RareMetals,2002,12(4):271277.
[15] °°WangH,KabanemiKK,SalloumG.Numericalandexperimentalstudiesontheejectionofinjection moldedplasticproducts[J].PolymEngiSci,2000,23(3):826840
[16] °°IiegbusiOJ,SzekelyJ.Mathematicalmodelingoftheelectromagneticstirringofmoltenmetalsolidsuspensions[J].TransIronSteelInst,1998,28(1):97103.
[17] °°IiegbusiOJ,BrownS.Moldfillingofsemisolidmetalslurries[J].Jmepeg,1995,4(4):486493