DOI: 10.11817/j.ysxb.1004.0609.2020-37602
造锍捕金机理及富氧熔炼过程贵金属分配行为
郭学益1,王松松1,王亲猛1,田庆华1,王 智2,王拥军3,彭国敏4,ZHAO Bao-jun5
(1. 中南大学 冶金与环境学院,长沙 410083;
2. 东营方圆有色金属有限公司,东营 257091;
3. 河南豫光金铅股份有限公司,济源 459001;
4. 河南中原黄金冶炼厂有限责任公司,三门峡 472000;
5. School of Chemical Engineering, The University of Queensland, Brisbane Qld 4072, Australia)
摘 要:贵金属在高温熔锍中分配行为受熔炼体系和组元热力学性质影响,高温熔锍捕集贵金属有利于降低体系总吉布斯自由能;Au、Ag在渣中损失形式,与Cu损失类似,除少量溶解外,大部分为机械夹杂,占总渣损失的90%以上;引入分配系数和机械悬浮率对贵金属多相平衡模型进行修正,并利用修正模型计算了富氧熔炼铜锍和炉渣中贵金属含量,铜锍中Au、Ag的含量分别为13.29 g/t、825.84 g/t,炉渣中Au、Ag的含量分别为0.53 g/t、33.29 g/t,与实际生产结果一致;入炉精矿成分(Cu、S)和工艺参数(铜锍品位、氧矿比)波动时,对Au、Ag在富氧熔炼过程中分配行为有影响,随着精矿中Cu含量的升高和S含量的降低以及铜锍品位和氧矿比的升高,Au、Ag在铜锍中的分配比例降低,渣中损失增加;降低铜锍机械悬浮率,有利于减少贵金属在渣中的损失、提高贵金属的回收率。
关键词:富氧熔炼;熔锍;贵金属;捕集机理;分配行为
文章编号:1004-0609(2020)-12-2951-12 中图分类号:TF811 文献标志码:A
贵金属回收率是铜、镍冶炼的重要指标[1-3],复杂金精矿[4-5]、废催化剂[6]和城市矿产资源[7-8]单独或搭配铜精矿进行火法熔炼,利用高温熔锍捕集作用,实现贵金属高效回收,具有广阔的应用前景。因此,高温熔锍捕集贵金属机理、及贵金属在富氧熔炼过程中的分配行为和规律值得关注。
AVARMA等[9]、刘时杰[10]和陈景[11]等研究了高温熔体捕集贵金属机理,但未形成统一定论。AVARMA等[12]测定了1250~1350 ℃温度条件下,铜锍品位分别为55%、65%、75%时,贵金属在铜锍和铁橄榄石渣之间的分配比例。YAMAGUCHI[13]在1300 ℃、SO2分压1.01×104 Pa条件下,测定了铂族金属在铁硅渣和铜锍两相中分配比例。HIDAYAT等[14]研究了Cu-Fe-O-Si系统在1250~1300 ℃温度区间达平衡时,Ag、Bi等微量元素在液态铁橄榄石渣和铜液中的分配比例。以上研究均在实验室条件下开展,针对富氧熔炼生产实践过程中的贵金属分配行为研究较少。
1 造锍捕金机理
针对高温熔锍捕集贵金属机理,国内外学者开展了大量研究。AVARMA等[9, 12]研究表明,铜锍性质决定了贵金属在铁橄榄石渣和铜锍中的分配比例,在SO2分压为1.01×104 Pa时,贵金属元素取代熔锍中的Cu或Fe以硫化物的形式富集于铜锍中。
刘时杰等[10]、王永录等[15]、周春山等[16]研究认为熔锍捕集贵金属是由于贵金属与熔锍中的主要金属元素具有相似的晶格结构和晶胞参数,可以在熔融状态下形成连续固溶体合金或金属间化合物。但实际上Cu、Ni、Fe的原子半径为0.126~0.128 nm、晶胞参数为0.352~0.361 nm,而贵金属Au、Ag的原子半径为0.144 nm、晶胞参数为0.408~0.409 nm,可见贵金属与Cu、Ni的原子半径和晶胞参数并不相近。且高温熔锍中的主要组分Cu2S、FeS、Ni3S2分别为立方晶系、六方晶系、三方晶系,晶胞参数分别为0.556、0.343、0.408 nm[17-18],而Au、Ag、Pt、Pd等贵金属为面心立方晶型,按照晶体结构和晶胞参数相似理论,这些物质不能形成固溶体。
陈景[11]认为熔锍捕集贵金属是因具有类金属性质。朱祖泽等[19]计算Cu-Fe-S熔锍导电率与温度的关系,FeS在熔炼温度区间的导电率达1560~1490 S/cm,温度系数为负值。何焕华等[20]研究表明,高温熔体导电主要由于内部电子定向运动,并计算了1200~ 1300 ℃温度区间,工业低镍锍的电导率为4.4×103~ 3.8×103 S/cm,高镍锍的电导率为9×103 S/cm,且两者的温度系数更负,即比FeS更类似金属。文献[18]对NiS晶格结构研究发现,该化合物中存在一定数量的金属键,使其表现出合金或半金属的性质。由此推断,金属熔体对贵金属的捕集能力比熔锍的强,AVARMAA[21]和李运刚[22]的研究结果证实了该推论。文献[9, 23-24]中研究表明熔锍的贵金属捕集能力与铜锍品位呈正相关,但Cu2S作为铜锍的主要成分,其在熔炼温度区间的导电率较低,具有正温度系数,根据熔锍类金属性质理论,贵金属捕集能力应随着熔锍品位升高而降低,与之不符。
作者认为Au、Ag等贵金属的多相分配行为由熔炼体系和自身热力学性质决定。熔炼体系内化学反应朝着总吉布斯自由能降低的方向进行[25],Au、Ag等贵金属分配在熔锍相有利于降低体系总吉布斯自由能。利用贵金属在熔锍和渣相中的活度系数[26],并结合实际生产过程,通过元素分配多相平衡计算,可以获得其在多相间的分配比例。
2 贵金属炉渣损失形式
图1所示为造锍熔炼过程中贵金属迁移演化规律。由图1可看出,精矿中的贵金属通常被硅酸盐和硫化矿包裹,在造锍熔炼过程中,贵金属的迁移演化主要分为暴露、释放、捕集、富集、损失5个过程:1) 在精矿下落分解过程中,贵金属包裹物中S、As、C等物质被氧化挥发,Au、Ag等贵金属暴露出来;2) 精矿落入熔渣中,脉石造渣,贵金属被释放进入熔渣中;3) 随着造锍反应进行,贵金属被铜锍液滴捕集;4) 铜锍液滴聚集长大,沉降形成熔锍,使得贵金属富集;5) 由于熔池搅拌剧烈,富集贵金属的铜锍会在渣中损失,造成贵金属夹杂损失,另外,熔渣对贵金属溶解,造成少量贵金属溶解损失。火法熔炼过程中Au、Pt、Pd等贵金属主要以单原子形态溶于渣中[19],而Ag在铜锍品位较低时,以Ag2S的形式溶于渣中,随着铜锍品位升高、S活度降低,渣中Ag逐步被氧化为Ag2O[27]。
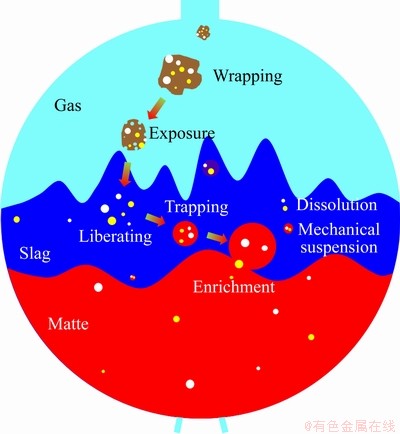
图1 造锍熔炼过程中贵金属迁移演化规律
Fig. 1 Migration and evolution of precious metals during copper smelting
文献[12]研究表明,铜锍品位从50%升高至70%时,Au在铜锍和炉渣中的分配系数 从1000上升至3000,Ag的分配系数
从1000上升至3000,Ag的分配系数 从200上升为300,其中
从200上升为300,其中 被定义为
被定义为
 (1)
(1)
式中:Me=Au、Ag、Pd等贵金属, 、
、 分别表示铜锍、炉渣中贵金属质量分数。
分别表示铜锍、炉渣中贵金属质量分数。
表1所列为国内某铜冶炼企业生产原料和产物中贵金属含量,表2所列为对应的工艺参数。生产品位为70.31%的铜锍时,取=3000、=300,理论渣中Au、Ag含量分别约为4.41×10-3 g/t、2.72 g/t,与表1结果相差较大,仅为生产值的1.19%和6.89%,这是由于实验测定结果为平衡状态下炉渣中化学溶解的Au、Ag[28]。实际生产中,由于富集贵金属铜锍存在机械夹杂现象,导致大量贵金属入渣[9],使生产炉渣中贵金属含量较高。因此,通过降低铜锍机械夹杂损失,可以有效提高贵金属收率[13]。
引用文献[12, 23, 29]报道的Au、Ag多相分配系数,对笔者前期构建的多相平衡模型[29]进行修正,在表1、表2所示的原料成分和工艺参数下,进行富氧熔炼过程中Au、Ag多相平衡分配模拟研究,模拟结果如表3。由于Au和Ag的挥发性很小,因此,假设贵金属只在铜锍和炉渣中分布,不进入烟气相。
表1 国内某炼铜企业熔炼原料及产物贵金属含量生产结果
Table 1 Actual compositions of mixed concentrates, matte and slag from a copper smelting plant
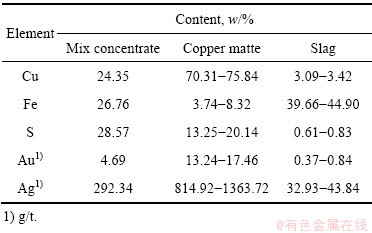
表2 国内某底吹炼铜企业熔炼工艺参数[29]
Table 2 Operation parameters from a copper smelting plant[29]
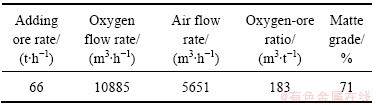
表3 国内某炼铜企业熔炼产物贵金属含量模拟值
Table 3 Predicted compositions of matte and slag in copper smelting process
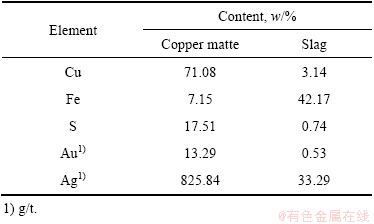
由表3可知,铜锍品位为71.08%时,铜锍中Au、Ag的含量分别为13.29 g/t、825.84 g/t,渣中Au、Ag的含量分别为0.53 g/t、33.29 g/t。与表1中实际生产数据吻合良好,证明贵金属多相分配模型的可靠性。
3 贵金属分配行为
基于表1、2所示物料成分和工艺参数,研究了入炉混合精矿成分(Cu、S)和工艺参数(铜锍品位、氧矿比)变化对贵金属Au、Ag分配行为的影响。
3.1 精矿成分变化
3.1.1 贵金属含量不随精矿成分变化
将入炉混合铜精矿中Cu元素含量调整为14.35%~26.55%,控制各工艺参数和精矿中Au、Ag含量不变,Fe、S等其他元素含量按比例作相应调整,Au、Ag在铜锍和炉渣中的含量以及渣中溶解、夹杂量变化趋势如图2所示。
由图2(a)和(b)可看出,随着精矿中Cu含量升高,铜锍中Au、Ag含量分别从15.24 g/t、942.42 g/t降低至13.66 g/t、846.95 g/t,炉渣中Au、Ag含量分别从0.46 g/t、32.38 g/t缓慢升高至0.62 g/t、40.90 g/t,这是由于精矿含Cu升高,使铜锍品位升高,铜锍在渣中机械夹杂损失增加,导致渣中贵金属含量升高。图2(c)、(d)中贵金属在渣中机械夹杂量变化趋势可以佐证;提高精矿品位,铜锍产量升高,而入炉贵金属含量不变,因此铜锍中贵金属含量降低。图2(c)、(d)中Au、Ag在渣中的溶解损失量随精矿品位升高从2.41×10-2 g/t、5.49 g/t降低至4.09×10-3 g/t、2.79 g/t,这主要是因为铜锍中贵金属含量降低,和铜锍品位升高导致分配系数升高。
Au、Ag在铜锍和炉渣两相分配比例随精矿Cu含量变化趋势如图3所示。由图3可看出,随着精矿品位升高,Au、Ag在铜锍相中分配比例分别从94.72%、93.51%降至91.83%和91.34%,渣中贵金属分配比例缓慢升高,这主要是由于富集贵金属的铜锍在炉渣中机械夹杂量增加。
控制各工艺参数和精矿中Au、Ag含量不变,将精矿中的S元素含量调整为26.57%~40.57%,Cu、Fe等其他元素含量按比例作相应调整,贵金属Au、Ag在铜锍和炉渣中的含量以及渣中溶解、夹杂量变化趋势如图4所示。
由图4(a)和(b)可知,铜锍中Au、Ag含量随精矿中S含量升高分别从14.54 g/t、901.05 g/t降低至11.31 g/t、702.03 g/t,炉渣中分别从0.67 g/t、44.41 g/t降至0.33 g/t、23.49 g/t,这是由于随着S含量升高,铜锍品位降低、产量增加,而进入冶炼系统贵金属总量不变,所以铜锍中贵金属含量下降;铜锍品位降低,如图4(c)和(d)中贵金属Au、Ag夹杂损失量从0.67 g/t、42.42 g/t降低至0.32 g/t、19.76 g/t,因此渣中贵金属含量降低。虽然铜锍中贵金属含量和分配系数同时降低,但由于后者降低速度较前者快,因此,Au、Ag溶解损失量反而从4.37×10-3 g/t、3.00 g/t升高至1.3×10-2 g/t、3.74 g/t。
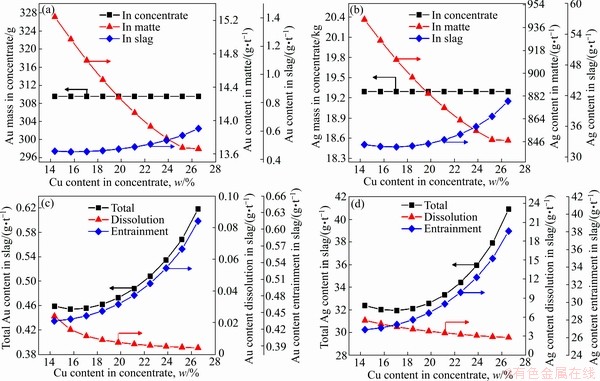
图2 精矿中Cu含量对贵金属分配行为的影响
Fig. 2 Effect of Cu content in concentrate on distribution behavior of precious metals between matte and slag
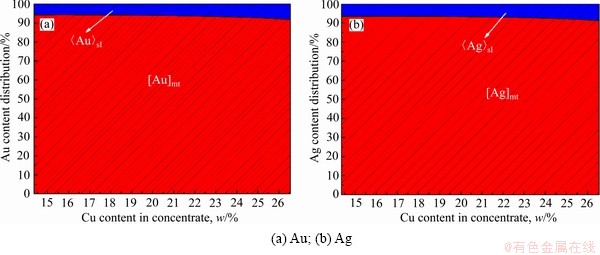
图3 精矿中Cu含量对贵金属多相分配比例的影响
Fig. 3 Effect of Cu content in concentrate on distribution ratio of precious metals between matte and slag
随精矿S含量升高,Au、Ag在铜锍和炉渣两相分配变化趋势如图5所示。由图5可看出,随着精矿S含量升高,Au、Ag在铜锍相中分配比例从90.64%、90.08%逐渐增加至97.20%、96.81%,渣中贵金属分配比例降低,这主要是由于降低了铜锍的机械夹杂量,减少了贵金属在渣中损失。
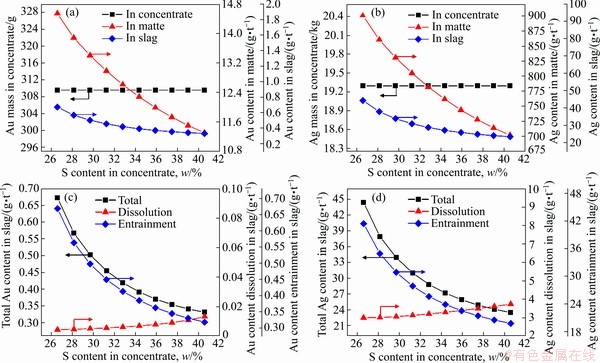
图4 精矿中S含量对贵金属分配行为的影响
Fig. 4 Effect of S content in concentrate on distribution behavior of precious metals between matte and slag
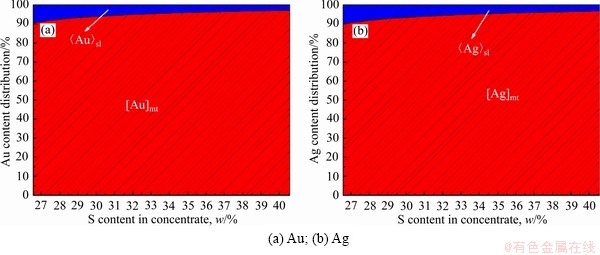
图5 精矿中S含量对贵金属多相分配比例的影响
Fig. 5 Effect of S content in concentrate on distribution ratio of precious metals between matte and slag
3.1.2 贵金属含量随精矿成分变化
将入炉铜精矿中Cu元素含量调整为14.35%~ 26.55%,Au、Ag含量分别从5.31 g/t、330.98 g/t相应降低至4.55 g/t、283.85 g/t,Fe、S等其他元素含量同样按比例作相应调整,控制各工艺参数不变,Au、Ag在铜锍和炉渣中的含量以及渣中溶解、夹杂量变化趋势如图6所示。
由图6(a)和(b)可知,随着精矿中Cu含量升高,进入熔炼炉中的贵金属Au、Ag总量呈下降趋势,变化范围分别为300.46~350.46 g、18733.83~21845.00 g;铜锍中Au、Ag含量从17.26 g/t、1066.99 g/t降低至13.26 g/t、822.36 g/t,且变化范围较图2(a)和(b)的大,其原因是熔炼系统中贵金属总量变化,铜锍产量增加,以及渣中贵金属损失增加;渣中Au、Ag含量先缓慢降低至0.50 g/t、34.55 g/t,又逐渐升高到0.60 g/t、39.72 g/t,这是由于虽然提高精矿品位会导致铜锍机械夹杂损失增加,但精矿品位较低时,铜锍中贵金属浓度较高,即使较低的铜锍损失也会使大量贵金属入渣。图6(c)和(d)中Au、Ag在渣中溶解损失变化趋势及原因与图2(c)和(d)类似,但变化范围较后者大,分别从2.73×10-2 g/t、6.22 g/t降低至4.00×10-3 g/t、2.71 g/t,这是由于精矿中贵金属含量波动使铜锍中贵金属含量变化幅度增加,进一步导致溶解损失变化幅度增加。
Au、Ag在铜锍和炉渣两相中分配比例随精矿Cu含量变化趋势如图7所示。由图7可知,由于精矿中贵金属含量比主金属低,对熔炼体系温度、氧势、硫势等影响较小,因此随着精矿品位升高,即使精矿中Au、Ag含量变化,对其自身在铜锍相和渣相分配比例几乎无影响,贵金属在铜锍和渣中分配比例变化趋势及原因与图3相同。
铜精矿中S元素含量从26.57%升高至40.57%,对应的Au、Ag含量从4.82 g/t、300.52 g/t降低至3.90 g/t、243.23 g/t,Cu、Fe等其他元素含量同样按比例作相应调整,控制各工艺参数不变,研究Au、Ag在铜锍和炉渣中含量及损失形式变化趋势,如图8所示。
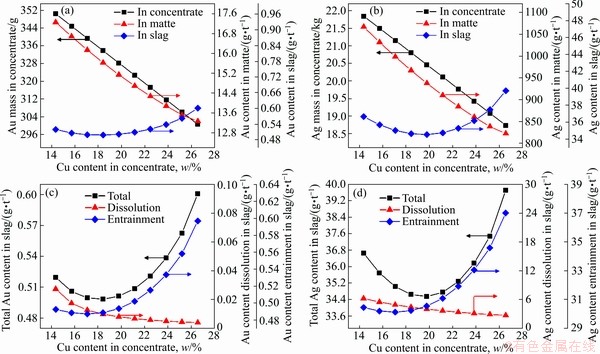
图6 精矿中Cu含量对贵金属分配行为的影响
Fig. 6 Effect of Cu content in concentrate on distribution behavior of precious metals between matte and slag
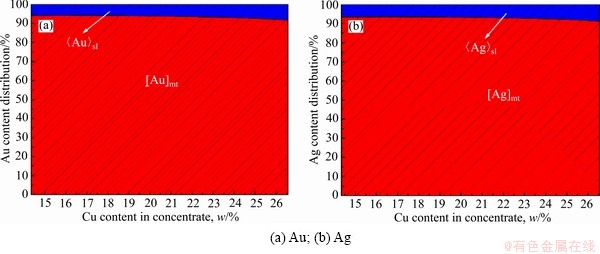
图7 精矿中Cu含量对贵金属多相分配比例的影响
Fig. 7 Effect of Cu content in concentrate on distribution ratio of precious metals between matte and slag
由图8所示,随着精矿中S含量的升高,进入熔炼系统内Au、Ag的总量降低,变化范围分别为257.54~318.21 g、16053.04~19834.67 g;铜锍中Au、Ag含量降低,变化范围分别为9.41~14.95 g/t、548.09~ 926.28 g/t;炉渣中Au、Ag含量降低,变化范围为0.27~0.69 g/t、19.55~45.66 g/t,其中Au溶解损失从4.49×10-3 g/t缓慢升高至1.10×10-2 g/t,Ag溶解损失从3.08 g/t缓慢升高至3.11 g/t;Au夹杂损失从0.69 g/t降低至0.26 g/t,Ag夹杂损失从42.58 g/t降低至16.44 g/t;变化趋势及原因与仅改变精矿中S含量时相同,但变化范围较后者大,这是由于精矿中贵金属含量变化导致进入熔炼体系Au、Ag总量变化。
Au、Ag在铜锍和炉渣两相中分配比例如图9所示,变化趋势与图5中的相同,原因也相同,这里不再赘述。
3.2 工艺参数变化
将纯氧鼓入速率调整为5000~11635 N・m3/h,控制入炉精矿成分和其他工艺参数不变,对应的铜锍品位变化范围为42.91%~76.45%,研究铜锍品位变化对Au、Ag在铜锍和炉渣两相中的含量和分配比例影响,如图10所示。
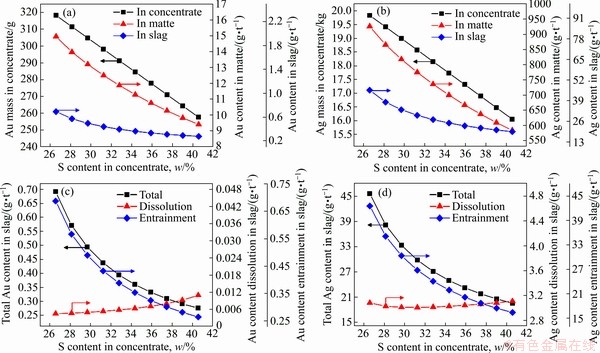
图8 精矿中S含量对贵金属分配行为的影响
Fig. 8 Effect of S content in concentrate on distribution behavior of precious metals between matte and slag
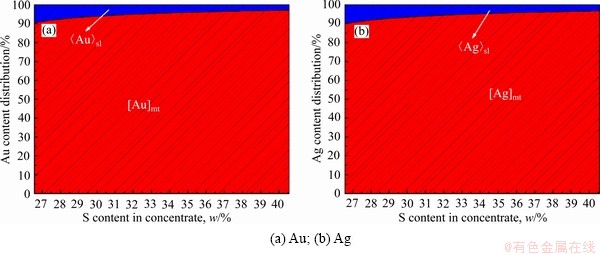
图9 精矿中S含量对贵金属多相分配比例的影响
Fig. 9 Effect of S content in concentrate on distribution ratio of precious metals between matte and slag
由图10(a)和(b)可看出,入炉物料成分和加料量不变,因此,入炉Au、Ag总量保持不变;铜锍和炉渣中Au、Ag含量随铜锍品位升高而升高,铜锍和炉渣中Au含量变化范围分别为8.28~14.91 g/t、0.25~0.68 g/t,Ag含量变化范围分别为514.91~923.42 g/t、17.04~45.18 g/t,这是因为铜锍品位升高,铜锍量产出减少,使铜锍中贵金属含量升高;同时,提高铜锍品位,炉渣中铜锍夹杂损失增加,图10(c)和(d)中Au、Ag机械夹杂损失分别从0.22 g/t、13.85 g/t升高至0.68 g/t、42.10 g/t,因此,渣中贵金属含量增加。Au在渣中的溶解量呈下降趋势,变化范围为4.51×10-3~ 2.79×10-2 g/t,这是因为虽然铜锍中贵金属含量和分配系数同时增加,但受铜锍品位影响较大,升高速度较快;但铜锍中Ag含量前期增长较慢,当铜锍品位>65%时,增长速度加快,因此,渣中Ag溶解损失先减少后缓慢增加。
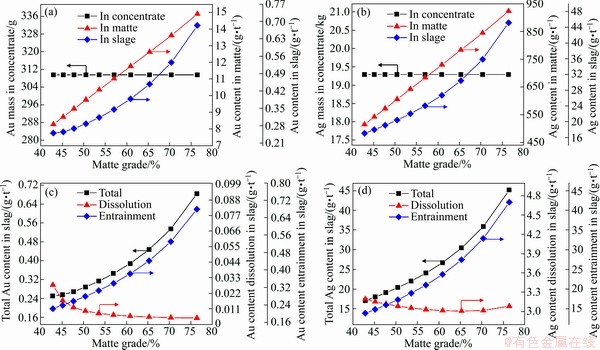
图10 铜锍品位对贵金属分配行为的影响
Fig. 10 Effect of matte grade on distribution behavior of precious metals between matte and slag
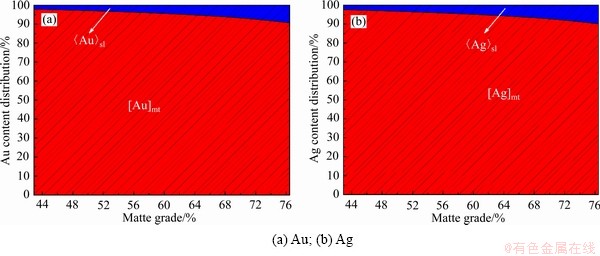
图11 铜锍品位对贵金属多相分配比例的影响
Fig. 11 Effect of matte grade on distribution ratio of precious metals between matte and slag
随着铜锍品位升高,Au、Ag铜锍和炉渣两相分配变化趋势如图11所示。Au、Ag在铜锍相中分配比例与铜锍品位呈负相关,分别从97.86%、97.66%降至90.72%和90.17%,而渣中贵金属分配比例与之呈正相关,分别从2.14%、2.34%升高至9.28%和9.83%,这主要是由于较高的铜锍品位导致铜锍机械夹杂损失增加,贵金属在渣中损失增加,使渣中分配比例增加。
控制入炉精矿成分不变,将精矿加入速率调整为62.10~76.45 t/h,其他工艺参数不变,对应的氧矿比变化范围为157.90~194.40 N・m3/t,此时Au、Ag在铜锍和炉渣中的含量变化如图12所示。
由图12(a)和(b)所示,随氧矿比增加,实际加料量逐渐降低,因此进入熔炼体系Au、Ag总量分别从358.56 g、22350.19 g降低至291.24 g、18153.78 g;但增加氧矿比导致铜锍品位增加、体系氧势升高,铜锍量降低、渣型恶化、机械损失严重,因此,铜锍和渣中贵金属含量均升高,铜锍和炉渣中Au含量变化范围分别为11.80~14.99 g/t、0.39~0.70 g/t,Ag含量变化范围分别为731.84~928.77 g/t、26.81~46.03 g/t。图12(c)和(d)中Au、Ag变化趋势和原因与受铜锍品位影响一致,其中Au溶解损失和机械夹杂损失变化范围分别为5.84×10-3~4.50×10-3 g/t、0.38~0.70 g/t。Ag溶解损失和机械夹杂损失变化范围分别为3.01~3.09 g/t、23.80~42.94 g/t。
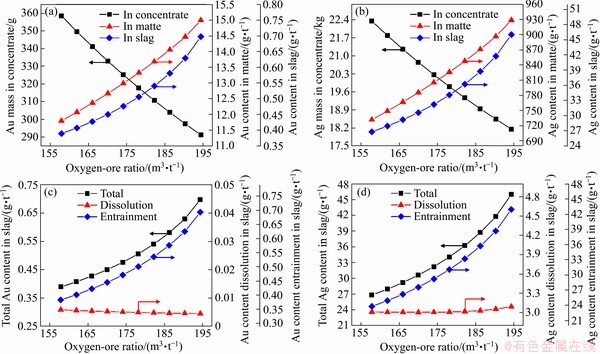
图12 氧矿比对贵金属分配行为的影响
Fig. 12 Effect of oxygen and ore ratio on distribution behavior of precious metals between matte and slag
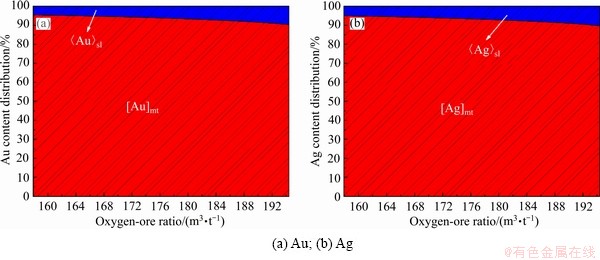
图13 氧矿比对贵金属多相分配比例的影响
Fig. 13 Effect of oxygen and ore ratio on distribution ratio of precious metals between matte and slag
Au、Ag铜锍和炉渣两相分配随氧矿比变化趋势如图13所示。由图13可看出,随着氧矿比升高,铜锍中Au、Ag分配比例从95.55%、95.09%逐渐降低至90.41%、89.85%,渣中贵金属分配比例从4.45%、4.91%升高至9.59%、10.15%,这与提高铜锍品位影响一致。
考虑到富氧熔炼高温、强氧势条件,有少量Ag挥发进入气相[30],因此Ag在富氧熔炼铜锍和炉渣两相中实际分配值应稍小于模拟结果。
4 结论
1) 基于元素分配热力学,分析了熔锍捕集贵金属机理,贵金属在熔锍中富集有利于降低体系总吉布斯自由能。
2) 富氧熔炼过程中,贵金属以化学溶解和机械夹杂两种形式在渣中损失,其中后者占绝大部分,铜锍品位为70.31%时,Au、Ag在渣中溶解损失仅为总渣损失的1.19%、6.89%。
3) 对贵金属多相平衡模型进行修正,利用修正后的模型计算了富氧熔炼达平衡时多相Au、Ag含量,铜锍、炉渣含Au分别为13.29 g/t、0.53 g/t,含Ag分别为825.84 g/t、33.29 g/t,与生产结果较为吻合。
4) 研究了入炉精矿成分Cu、S含量和铜锍品位、氧矿比变化对贵金属分配行为的影响,随着精矿Cu含量升高、S含量降低以及铜锍品位和氧矿比升高,Au、Ag在铜锍中的分配比例降低,在炉渣中的分配比例增加,主要是由于炉渣中机械夹杂铜锍量升高,导致贵金属在炉渣中损失增加,降低铜锍机械夹杂损失,可以有效降低炉渣贵金属含量、提高贵金属回收率。
REFERENCES
[1] 蒋训雄. 伴生稀贵金属资源的综合回收[J]. 中国金属通报, 2010(45): 17-19.
JANG Xun-xiong. Comprehensive recovery of rare and precious metal resources[J]. China Metal Bulletin, 2010(45): 17-19.
[2] GRAEDEL T E, BERTRAM M, FUSE K, GORDON R B, LIFSET R, RECHBERGER H, SPATARI S. The contemporary European copper cycle: The characterization of technological copper cycles[J]. Ecological Economics, 2002, 42(1): 9-26.
[3] CABRI L J. The distribution of trace precious metals in minerals and mineral products[J]. Mineralogical Magazine, 1992. 56(384): 289-308.
[4] 梁高喜, 任飞飞, 王伯义, 韩战旗. 富氧底吹造锍捕金工艺处理复杂精矿的生产实践[J]. 黄金, 2017, 38(11): 61-63.
LIANG Gao-xi, REN Fei-fei, WANG Bo-yi, HAN Zhan-qi. Production practice of gold collection in matte from complex concentrates with oxygen enriched bottom blowing process[J]. Gold, 2017, 38(11): 61-63.
[5] 曲胜利. 富氧底吹熔炼处理复杂金精矿新技术的研究及应用[D]. 沈阳: 东北大学, 2013.
QU Sheng-li. Research and application of new technique on oxygen-enriched-bottom-blown smelting treating refractory gold concentrates[D]. Shenyang: Northeastern University, 2013.
[6] PENG Zhi-wei, LI Zhi-zhong, LIN Xiao-long, MA Yu-tian, ZHANG Yan, ZHANG Yuan-bo, LI Guang-hui, JIANG Tao. Thermodynamic analysis of smelting of spent catalysts for recovery of platinum group metals[C]// TMS. Cham: Springer, 2018: 215-223.
[7] EBIN B, MEHMET I. Pyrometallurgical processes for the recovery of metals from WEEE[J]. WEEE Recycling, 2016: 107-137.
[8] KHALIQ A, RHAMDHANI M, BROOKS G, MASOOD S. Metal extraction processes for electronic waste and existing industrial routes: A review and Australian perspective[J]. Resources, 2014, 3(1): 152-179.
[9] AVARMAA K, O BRIEN H, JOHTO H, TASKINEN P. Equilibrium distribution of precious metals between slag and copper matte at 1250-1350℃[J]. Journal of Sustainable Metallurgy, 2015, 1(3): 216-228.
[10] 刘时杰. 铂族金属矿业学[M]. 北京: 冶金工业出版社, 2001.
LIU Shi-jie. Mining of platinum group metals [M]. Beijing: Metallurgical Industry Press, 2001.
[11] 陈 景. 火法冶金中贱金属及锍捕集贵金属原理的讨论[J]. 中国工程科学, 2007, 9(5): 11-16.
CHEN Jing. Discussion on the micro-mechanism of precious metals trapped in pyro-metallurgical processes by base metals and matte phase[J]. Engineering Science, 2007, 9(5): 11-16.
[12] AVARMAA K, JOHTO H, TASKINEN P. Distribution of precious metals (Ag, Au, Pd, Pt, and Rh) between copper matte and iron silicate slag[J]. Metallurgical and Materials Transactions B, 2016, 47(1): 244-255.
[13] YAMAGUCHI K. Thermodynamic study of the equilibrium distribution of platinum group metals between slag and molten metals and slag and copper matte[C]// Extraction 2018. Springer, 2018: 797-804.
[14] HIDAYAT T, CHEN Jiang, HAYES P C, JAK E. Distributions of Ag, Bi, and Sb as minor elements between iron-silicate slag and copper in equilibrium with tridymite in the Cu-Fe-O-Si system at T=1250 ℃ and 1300 ℃ (1523 K and 1573 K)[J]. Metallurgical and Materials Transactions B, 2019, 50(1): 229-241.
[15] 王永录, 黎鼎鑫. 贵金属提取与精炼[M]. 修订版. 长沙: 中南大学出版社, 2003.
WANG Yong-lu, LI Ding-xin. Extraction and refining of precious metals[M]. Revised ed. Changsha: Central South University Press, 2003.
[16] 周春山. 化学分离富集方法及应用[M]. 长沙: 中南工业大学出版社, 1996.
ZHOU Chun-shan. The method and application of chemical separation enrichment[M]. Changsha: Central South University of Technology Press, 1996.
[17] 周公度, 段连运. 结构化学基础[M]. 4版. 北京: 北京大学出版社, 2008.
ZHOU Gong-du, DUAN Lian-yun. Basis of structural chemistry[M]. 4th ed. Beijing: Peking University Press, 2008.
[18] 麦松威, 周公度. 高等无机结构化学[M]. 北京: 北京大学出版社, 2006.
MAI Song-wei, ZHOU Gong-du. Higher inorganic structural chemistry[M]. Beijing: Peking University Press, 2006.
[19] 朱祖泽, 贺家齐. 现代铜冶金学[M]. 北京: 科学出版社, 2003.
ZHU Zu-ze, HE Jia-qi. Modern copper metallurgy[M]. Beijing: Science Press, 2003.
[20] 何焕华, 蔡乔方. 中国镍钴冶金[M]. 北京: 冶金工业出版社, 2000.
HE Huan-hua, CAI Qiao-fang. Nickel-cobalt metallurgy in China[M]. Beijing: Metallurgical Industry Press, 2000.
[21] AVARMAA K, O’BRIEN H, TASKINEN P. Equilibria of gold and silver between molten copper and FeOx-SiO2-Al2O3 slag in WEEE Smelting at 1300 ℃[C]// Advances in Molten Slags, Fluxes, and Salts: Proceedings of the 10th International Conference on Molten Slags, Fluxes and Salts 2016. Cham: Springer, 2016: 193-202.
[22] 李运刚. 金银在铅锍中的分布规律[J]. 贵金属, 2000, 21(4): 37-39.
LI Yun-gang. Distributions of gold and silver in lead matte[J]. Precious Metals, 2000. 21(4): 37-39.
[23] ROGHANI G, TAKEDA Y, ITAGAKI K. Phase equilibrium and minor element distribution between FeOx-SiO2-MgO- based slag and Cu2S-FeS matte at 1573 K under high partial pressures of SO2[J]. Metallurgical and Materials Transactions B, 2000, 31(4): 705-712.
[24] CELMER R S, TOGURI J M. Cobalt and gold distribution in nickel-copper matte smelting[J]. Nickel Metallurgy, 1986, 1: 147-163.
[25] 郑小青, 魏 江, 葛文锋, 葛 铭. 通用 Gibbs 反应器的机理建模和求解方法[J]. 计算机工程与应用, 2014, 50(19): 241-244.
ZHENG Xiao-qing, WEI Jiang, GE Wen-feng, GE Ming. First-principle modeling and solving method for universal Gibbs reactor[J]. Computer Engineering and Applications, 2014, 50(19): 241-244.
[26] NAGAMORI M, MACKEY P J. Thermodynamics of copper matte converting: part Ⅱ. Distribution of Au, Ag, Pb, Zn, Ni, Se, Te, Bi, Sb and As between copper, matte and slag in the noranda process[J]. Metallurgical Transactions B, 1978, 9(4): 567-579.
[27] TAKEDA Y, ROGHANI G. Distribution equilibrium of silver in copper smelting system[C]// First International Conference on Processing Materials for Properties. TMS, 1993.
[28] WANG Qin-meng, GUO Xue-yi, WANG Song-song, LIAO Li-le, TIAN Qing-hua. Multiphase equilibrium modeling of oxygen bottom-blown copper smelting process[J]. Transactions of Nonferrous Metals Society of China, 2017, 27(11): 2503-2511.
[29] 王 晨. 铜熔炼过程最佳冰铜品位研究[D]. 长沙: 中南大学, 2016.
WANG Chen. Study on optimal matte grade in the copper smelting process[D]. Changsha: Central South University, 2016.
[30] NAGAMORI M, CHAUBAL P C. Thermodynamics of copper matte converting: part Ⅳ. A priori predictions of the behavior of Au, Ag, Pb, Zn, Ni, Se, Te, Bi, Sb, and As in the Noranda process reactor[J]. Metallurgical Transactions B, 1982, 13(3): 331-338.
Mechanism of gold collection in matte and distribution behavior of precious metals in oxygen-enriched smelting process
GUO Xue-yi1, WANG song-song1, WANG Qin-meng1, TIAN Qing-hua1, WANG Zhi2, WANG Yong-jun3, PENG Guo-min4, ZHAO Bao-jun5
(1. School of Metallurgy and Environment, Central South University, Changsha 410083, China;
2. Dongying Fangyuan Nonferrous Metals Co., Ltd., Dongying 257091, China;
3. Henan Yuguang Gold and Lead Co., Ltd., Jiyuan 459001, China;
4. Henan Zhongyuan Gold Smelter Co., Ltd., Shanmenxia 472000, China;
5. School of Chemical Engineering, The University of Queensland, Brisbane Qld 4072, Australia)
Abstract: The distribution behavior of precious metals in high-temperature molten is affected by the thermodynamic properties of smelting systems and components. The capture of precious metals by high-temperature molten matte is beneficial to reduce the total Gibbs free energy of the system. The loss form of precious metals is similar to copper in the slag, mainly based on mechanical suspension which accounting for more than 90% of the total slag loss. The precious metal multiphase equilibrium model was modified with a mechanical suspension rate. The modified model was used to calculate the Au and Ag contents in the copper smelting process of the typical copper smelting process. The Au contents and Ag contents in matte are 13.29 g/t and 825.84 g/t, and Au and Ag contents in slag are 0.53 g/t, 33.29 g/t, respectively, which are in good agreement with the production results. Then, the distribution behavior of Au and Ag in multiphase were calculated under different concentrate components (Cu, S) and process parameters (matte grade, oxygen-ore ratio). With the increase of Cu content in concentrate, matte grade and oxygen-ore ratio, and the decrease of S content in the concentrate, the distribution ratio of Au and Ag in the copper matte decreases, and the loss in the slag increases. Therefore, reducing the mechanical levitation rate of the copper matte is beneficial to reduce the loss of precious metals in the slag and improve the recovery rate of precious metals.
Key words: oxygen enrichment smelting; molten matte; precious metals; trapping mechanism; distribution behavior
Foundation item: Projects(51904351, 51620105013) supported by the National Natural Science Foundation of China; Project(2019JJ20031) supported by Hunan Natural Science Fund for Distinguished Young Scholar, China
Received date: 2019-07-26; Accepted date: 2020-12-04
Corresponding author: WANG Qin-meng; Tel: +86-731-88876255; E-mail: qmwang@csu.edu.cn
(编辑 李艳红)
基金项目:国家自然科学基金资助项目(51904351,51620105013);湖南省杰出青年科学基金资助项目(2019JJ20031)
收稿日期:2019-07-26;修订日期:2020-12-04
通信作者:王亲猛,副教授,博士;电话:0731-88876255;E-mail:qmwang@csu.edu.cn

