������ʱ��: 2019-06-24 17:08
ϡ�н��� 2020,44(11),1121-1128 DOI:10.13373/j.cnki.cjrm.xy19040026
5A02���Ͻ𱡱����ι��ڸ�ѹ������ֵģ�⼰����
��˴Ң ������ ���ع�
�����Ƽ���ѧ��е����ѧԺ
ժ Ҫ��
��������Ԫ��������Pam-stamp����5A02���Ͻ𱡱����ιܵ��ڸ�ѹ����(IHPF)���̽�����ֵģ�⣬�о�����Σ�ս������ģ���̺ͱ��λ��ƣ��Ż���ѹ-��������·���������ж��������֤������������ڸ�ѹ���ι����й������ʰ뾶�������������ģ�ߣ����ʰ뾶С����������ϣ������������������ڱں���������������ѵ��������ͬ����·����ģ�����������ڳ��ι�����λ�Ʋ��������ѹ����ϲ���������ɹܼ�����������ѣ��Ż�λ�Ʋ����ɱ�����ʽ���κ���λ�ƶѻ�����ֹ�ں�������غͱں�����ε���ֵģ���ʵ�������������Ǻϣ�������Σ�ս��洦�ıں�ֲ��仯����һ�£���֤���ڸ�ѹ���ι���λ�Ʋ����ܹ���Ч�ضԹ������������ϣ����ڱ��ι����й������Ͼ����������Ӷ����Ʊں�����ʣ��������������Ż���r6·���Ǻ������еģ�����Чָ�����ιܵ��ڸ�ѹ���ι��̡�
�ؼ��ʣ�
Pam-stamp ;���ι� ;�ڸ�ѹ����(IHPF) ;��ֵģ�� ;
��ͼ����ţ� TG306
����飺 ��˴Ң��1984-�����У������ˣ���ʿ������ʦ���о��������������켼�������պ���������Լ����ι����о����ѺϽ����Գ���/��ɢ���ӡ����Ͻ���ڸ�ѹ���εȣ�E-mail:jsy_white@126.com��; *���ع��������ڣ��绰��13810596811,E-mail:jinshunyao@ustb.edu.cn;
�ո����ڣ� 2019-04-11
���� ����������������Ŀ��FRF-TP-19-013A2������;
Numerical Simulation and Experiment of Internal High Pressure Forming(IHPF) of 5A02 Aluminum Alloy Thin-Walled Shaped Tubes
Jin Shunyao Tang Zhenyu Huang Zhongguo
School of Mechanical Engineering,University of Science and Technology Beijing
Abstract��
The internal high pressure forming(IHPF)of 5 A02 aluminum alloy thin-walled shaped tube was conducted using finite element analysis software Pam-stamp. The process of fitting the die and deformation mechanism of the dangerous section was studied through numerical simulation,the loading path of internal pressure and feeding was optimized and verified through experiment. The results showed that the area with a large radius of curvature fitted the die firstly during internal high pressure forming process,and then the area with a small radius of curvature was attached. The wall thickness of the area fitted to the die finally was severely thinned even cracked. The numerical simulation results of different loading paths showed that the improper matching of internal pressure and feeding in the forming process caused the tube to fold or break. The optimized feeding could avoid the impact deformation and excessive displacement accumulation,to prevent the severe thinning of the wall thickness and excessive material filling of the tube wall. The numerical simulation results and the actual experiment results were basically consistent,and the variation trend of the wall thickness distribution at the dangerous section was consistent. It was verified that the feeding in the IHPF process could effectively supplement the material in the forming area of the tube fitting,which was conducive to the uniform flow of the material in the deformation process,so as to control the thinning rate of the wall thickness. The experiment results showed that the optimized r6 path was reasonable and feasible,and could be effectively referenced by the process of IHPF of the shaped tube.
Keyword��
Pam-stamp; shaped tube; internal high pressure forming(IHPF); numerical simulation;
Received�� 2019-04-11
�ɻ��Ľṹ�����Ƿɻ��ۺ����ܵ�һ����Ҫָ�꣬��������ԡ����̡�ƣ��������
[1 ,2 ,3 ,4 ]
����ֱ�ӵ�Ӱ�졣�ɻ��������ϸ����·�ܶ࣬�����ڻ��ڿռ����Ƽ����������뽫���ܳ��γ�������״���Ӷ������·�������
[5 ]
���ռ��������������治��������ιܣ���ͳ���ó�ѹƴ�����գ���Ҫ���׳�ѹ��У�Ρ�����ģ�ߣ�������ѹ��У�Ρ����ӵȹ��̣�������Ҫ������ʱ�������������ڳ�����Ʒ�ʵͣ�ƣ��������ǿ�ȵͣ�����
[5 ]
���������ڸ�ѹ�������Լ���������ֻ��һ����ܺ��ڸ�ѹ����ģ�ߣ��ɴ��������ιܵijߴ羫�ȡ��նȺ�ƣ��ǿ�ȵ�ָ��
[7 ,8 ,9 ,10 ]
��
������ά���ֻ�����Լ��ṹ�������������IJ����ƽ����ɻ������������״Խ��Խ���ӣ����κ�ľ���Ҫ��Խ��Խ�ߣ������ѶȲ��ϼӴ��ڸ�ѹ���μ��������������ָ�������������Ҫ��չ���Ͻܵ��ڸ�ѹ���λ��ơ������о�����ع��������γ�һ�����������͵��ܵĿ��١���Ч���߾��ȵ����칤�ա���ˣ��������ij�ɻ����ιܣ�ͨ����ֵģ���������������֤�õ����ι��ڸ�ѹ���ι��̵ı��λ���������Ϊ�����ƶ��ڸ�ѹ���ι��ղ����ṩһ���IJο���
1���ι��������ѵ����
ͼ1��ʾΪij���ι�ʵ�����μ���������ͼ���ߴ�Լ510 mm��������Ϊ5A02-M̬���Ͻ�ܣ��ܲĹ��Ϊ��52.0 mm��1.5 mm����С���ʰ뾶6.34mm���ܼ��м䰼�ݣ����˼н�30.07�㡣�����ι�������������ά�ռ���Ť�����ҽ��������߱仯��Ϊ���ӣ����ι�����ҪԤ�䡢Ԥѹ�����Σ�����ʱ���������ѵ㣺(1)Ԥ��ʱ���ڸ����ιܴ���2����ܽǶȣ������뾶С�������������Ľ�Ϊ�ӽ���(2)Ԥѹʱ���ڹ���ֱ���ͳ�Ʒֱ����ͬ�����С���ʲ���Ԥѹ����ʱ�����˹�����(3)����ʱ���ιܱڽϱ��������ʽϴ�Լ10%����������ι�����������ɱں�ֲ������������ѡ�
ͼ1 ���ι�ʵ��͵��ͽ�����ͼ
Fig.1 Shaped tube and typical cross-sectional view
����GB/T 228-2002������������������ʵ�鷽�������ڸùܲ��������Ͻ�ȡ����������������������������顣���ݻ��ܴ����õ�5A02-M���Ͻ�ܵIJ������ܲ������1��ʾ������EΪ���ϵ���ģ������Ϊ���϶Ϻ��쳤�ʣ���0.2 Ϊ����ǿ�ȣ���b Ϊ����ǿ�ȣ�KΪǿ��ϵ����nΪӲ��ָ����
2��ֵģ��ģ�ͼ�����
2.1�ڸ�ѹ���ι������۷���
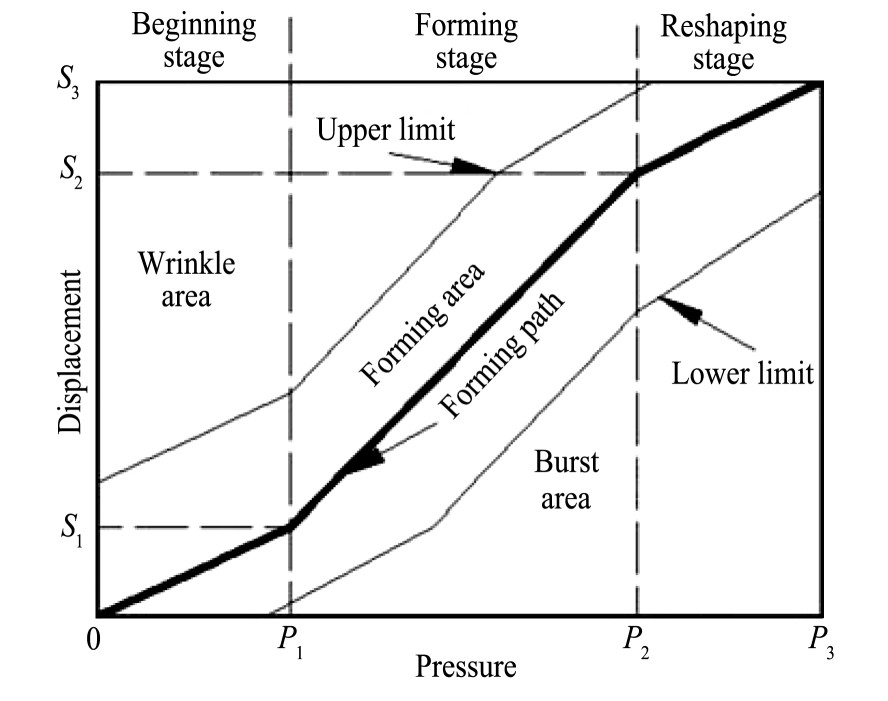
�ڸ�ѹ����������ָ�ڸ�ѹ�����йܲIJ�����Ҳ�����ѵ��������ڲ�ѹ����ϵIJ�������
[11 ,12 ,13 ,14 ]
����ͼ2��ʾ��
�ڸ�ѹ���μ���·������Ҫ���ղ���������ʼ����ѹ��P1 ����ʼ����S1 ������ѹ��P2 �����ν���S2 ������ѹ��P3 �����ν���S3 ��
���ݱ�1������IJ��ϲ�������������
[
13 ]
�ļ��㷽�����õ�P1 Ϊ4.8 MPa���ң�P2 Ϊ����ѹ������ģǰ��ѹ����ӦС�ڿ���ѹ����Ϊ11.8 MPa���ң�P3 ����ѹ���������ν������Բ�ǣ�ʹ������ȫ��ģ����֤���ξ��ȡ�����ѹ��Ҫ����������λ����ѹ���������������ѹ��Ϊ21.6 MPa��S2 Ϊ�ܲ��������������ǰ������ں䣬���κ���������ڹ�����ʼ���������ô�ܲ�����ӦΪ18.56 mm���ң��ڹ���ʵ���в�����ȡ���벹������60%��80%��
��1 5A02���Ͻ�ܲ������ܲ��� ����ԭͼ
Table 1 Performance parameters of 5A02 aluminum al-loy tube
ͼ2 �ڸ�ѹ���μ���·��ͼ
Fig.2 Forming path map of internal high pressure forming
2.2�ڸ�ѹ������ֵģ�ⷽ��
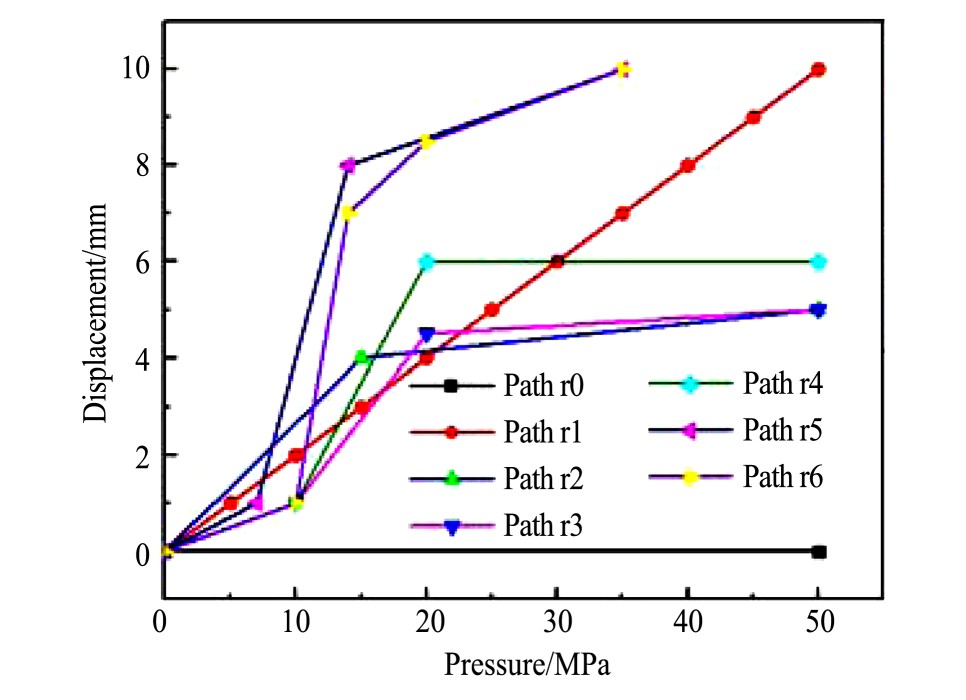
Ϊ�˳���̽������������Ĵ�С���������ۼ�����ڸ�ѹ���β�����ģ�ⷽ���ƶ���7�ֲ�ͬ����·�����ֱ�Ϊr0��r6����ͼ3��ʾ��·��r0Ϊ��ѹ���ȼ�����50 MPa����λ�Ʋ�����·��r1���������˳�ͷһ�߸�10 mm�ľ���λ�Ʋ�������ѹ���ȼ��ص�50 MPa��·��r2��r6�ֱ��Dz�ͬ�IJ�����ѹ���ļ���·����
�ڸ�ѹ����ģ�ͽ��������У�ģ�ߺͳ�ͷ������Ϊ���壬��������ά��������У�Solid Works����UG���Ѿ���ǰ��ƽ�ģ�߶�λ��������Ԫ���趨Ϊ�ǵ�Ԫ����ȷ���Ļ�����thickness intergration rule�����ø�˹���ַ������ֵ���Ϊ5��������Ԫ��ģ��֮��Ħ��ϵ������Ϊ0.08���ڸ�ѹ���β���ʱ����ƣ�����·������ʱ���������������ɡ�
3��������
3.1���ι����еıں�仯����
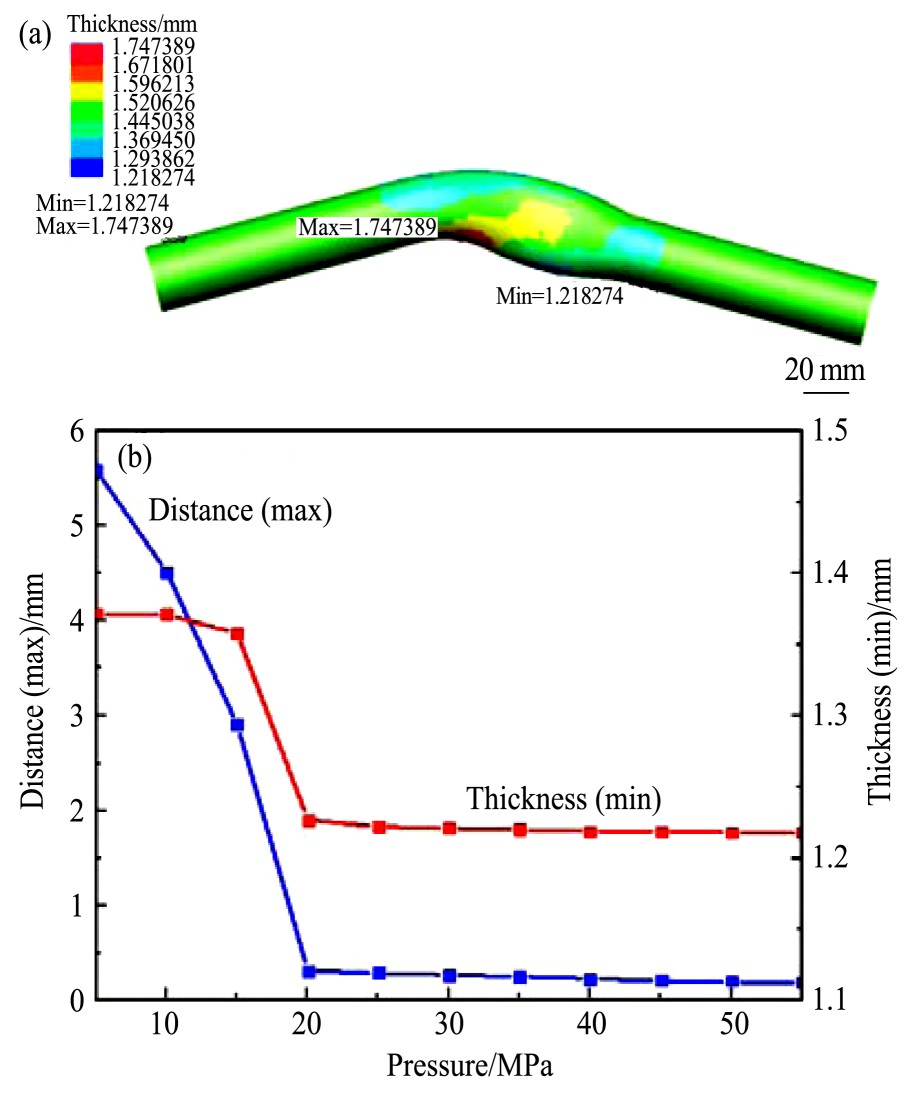
���ι��ڸ�ѹ���ι��̷�����������·��r0�¹����ij��ι��̣��Դ���Ϊ�ο������飬��Ϊ����·���Ż������ݡ�·��r0�����ιܳ��κ�ں�ֲ���ͼ���ں���������Լ�������ģ����仯��ͼ4��ʾ�����Կ�����ѹ������20 MPa����ʱ���ܲľ�������Ѿ���ģ��ֻʣ��С�����������Σ������20 MPa������߽���ˮƽ����������ȱ��λ�Ʋ����������ں���10 MPa���Ҽ������أ�����2.1�����ڸ�ѹ�������۷������һ�¡����ճ��κ�ں�Ϊ1.218 mm����Ҫ���Ӳ����Ż�·�������ͱں�����ʡ�
ͼ3 �ڸ�ѹ������ֵģ�����·��
Fig.3 Numerical simulation forming path of internal high pres-sure forming
ͼ4 ·��r0���ν��ͼ
Fig.4 Forming map of Path r0
(a)Wall thickness distribution;(b)Minimum wall thickness andmaximum distance from the die as a function of internal pressure
3.2���ι��̵ı��λ���
3.2.1���ε���ģ��������λ��Ʒ���
ȡ·��r0�³���ʱ�ں���������ز�λ�Ľ�������ڸ�ѹ���ι��̵ĵ�ЧӦ����Ӧ��������Խ�ʾ�ڸ�ѹ���ι��̵ı��λ��ơ�Ԥ���κ��Σ�ս���λ����ͼ5��ʾ��
��Σ�ս�����ȡ4���㣨P1,P2,P3,P4���۲����ι��ڸ�ѹ���εı��ι��̡���ͼ6(a�����Կ�������ѹ����֮ǰ��Ԥ����֮����P1�͵�P3λ�ô����������ڰ������Ա��Σ�����ģ����Զ����P2�͵�P4�ֱ��ǹܲ������������ڲ�������ģ���������ͼ6(b��e�����Կ�����������ѹ��������ģ����Զ�ĵ�P1�͵�P3�ȷ�����������ģ�ߣ�������ģ�߽Ͻ��ĵ�P2�͵�P4ȴ���������ģ�ߡ��������ڵ�P1�͵�P3������������ʰ뾶�ȵ�P2�͵�P4�������Ե�P1�͵�P3����������ѹ����ʹ��������ģ�ߵ���Ϊ���õ�ķ�����ȫ����ģ������Ҫ�ij���ѹ������ʽ��1)
[14 ,15 ]
��
ͼ5 ���ιܵ�Σ�ս���λ��
Fig.5 Dangerous section of shaped tube
ʽ�У�pc Ϊ�������Բ������ij���ѹ����MPa);rc Ϊ�������Բ�ǰ뾶��mm�����ң�Ϊ���Ǽӹ�Ӳ��ʱ���ϵ�����ǿ�ȣ�һ��ȡs Ϊ��������ǿ�ȣ�MPa������b Ϊ���Ͽ���ǿ�ȣ�MPa����
ͼ6 ���ι��ս������ģ����
Fig.6 Dangerous section of the tube fitting the die
(a)0 MPa;(b)5 MPa;(c)10 MPa;(d)15 MPa;(e)20 MPa
����ģ�����ιܵ�P2����P4��Ӧ��Բ�ǰ뾶rc ����Ϊ10 mm���ң�����ʽ��1���м����pc Ϊ21.6 MPa���ң�����P2�͵�P4λ������ѹ�ﵽ21.6 MPa����ʱ������ģ����ȫ���ϣ�����ͼ6(e����ֵģ����һ�¡�
��ѹ���ع��������ιܵĵ�ЧӦ���͵�ЧӦ��ı仯��ͼ7,8��ʾ������ѹ��ʼ���ص�5 MPaʱ����P1�͵�P3����ЧӦ������Ϊ�Ⱥ�ɫ����ͼ7(b����ʾ���������ϴ������ζ����ȿ�ʼ����ģ�ߣ�����P1�͵�P3�ĵ�ЧӦ��ȴ����ɫ��dz��ɫ��ͼ8(a����ʾ�����������������㴦�ں���������ԣ��������ڹܲ��ڱ��γ��ڵ�P1�͵�P3�ں�ı仯�õ��˵�P2��4P���IJ������ʼ��������ԡ�����ѹ����������10 MPaʱ����P1�͵�P3��ȫ���ϣ���P2�͵�P4���Ͼ������Լ�С������ѹ�в�����ʹ������Բ���������ϡ������һ�ε�P2�͵�P4�������Ϊ��ЧӦ�����У���ͼ7(c����ʾ���ر��������Ϲ��ɵ㸽����ЧӦ��Ϊ��ɫ����ɫ��ֵ�ϴ���ͼ8(b����ʾ�������п�����Բ�ǹ����������ں������������ѹ������15��20 MPaʱ����P2��������ģ�ߣ���ΧӦ���ֲ���Ϊƽ������P4����Բ����δ�����ɣ�Բ�ǹ�������ĵ�ЧӦ���dz����У�����Ϊ��ɫ������Ҫ�ܴ�ĵ�ЧӦ�������Σ���ͼ7(d,e����ʾ���ҵ�P4��Բ�ǹ�������ĵ�ЧӦ��Ҳ����Ϊ��ɫ�ͺ�ɫ����ͼ8(c,d����ʾ���������������δں�������أ��������ڵ�P1�͵�P3���ֲ����Ѿ���ģ�����ϣ�������ģ��֮����ڽϴ��Ħ�������µ�P1�͵�P3������������������ѣ����ܼ�ʱΪ��P4Բ����������ϣ��������������ص��������ε�P4Բ������������أ�����������
[16 ]
��
ͼ7 ���ι�����Σ�ս���ĵ�ЧӦ��
Fig.7 Equivalent stress of dangerous section during deformation
(a)0 MPa;(b)5 MPa;(c)10 MPa;(d)15 MPa;(e)20 MPa
ͼ8 ���ι�����Σ�ս���ĵ�ЧӦ��
Fig.8 Equivalent strain of dangerous section during deformation
(a)5 MPa;(b)10 MPa;(c)15 MPa;(d)20 MPa
3.2.2�Ż�����·����Σ�ս���ı��ι���
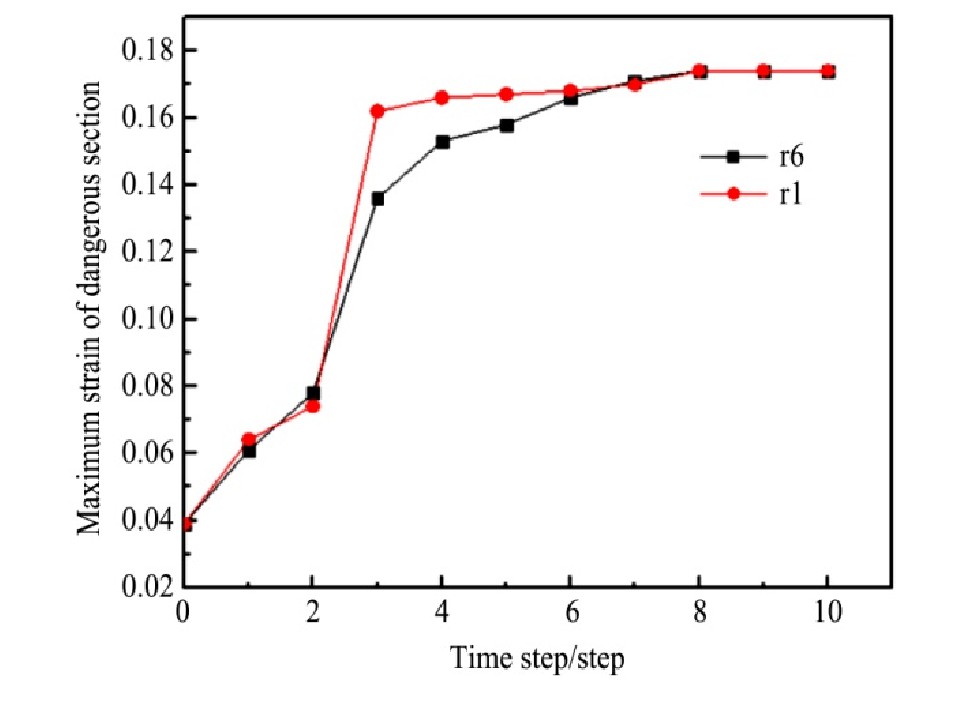
r1��r6��6��·���Ǹ���·��r0��Σ�ս�����ι����бں�Ӧ����Ӧ��仯��������Ż���·����·��r6����Σ�ս��淢�����μ���ʱ������ѹ��10��20 MPa֮�䣬ͨ���ڹܲ����˼Ӵ�λ�Ƶ�����ʹ��������������P2����P4�����Բ����ں�ļ�����·��r6��Σ����ĵ�ЧӦ�䡢����ЧӦ��仯��������·���µıں�����ķ�������ͼ9��12��ʾ��
�ۺ϶ԱȲ�ͬ·���ķ��������Կ�����
1.ֱ�Ӽ�����ѹ��������λ�Ʋ���ʱ��·��r0�ο������ܲıں�������أ��������ֿ��ѵ�������������ڲ��������ͼ���ʱ�������Σ������ε�һ���̶�ʱ�ᷢ�����ѣ�
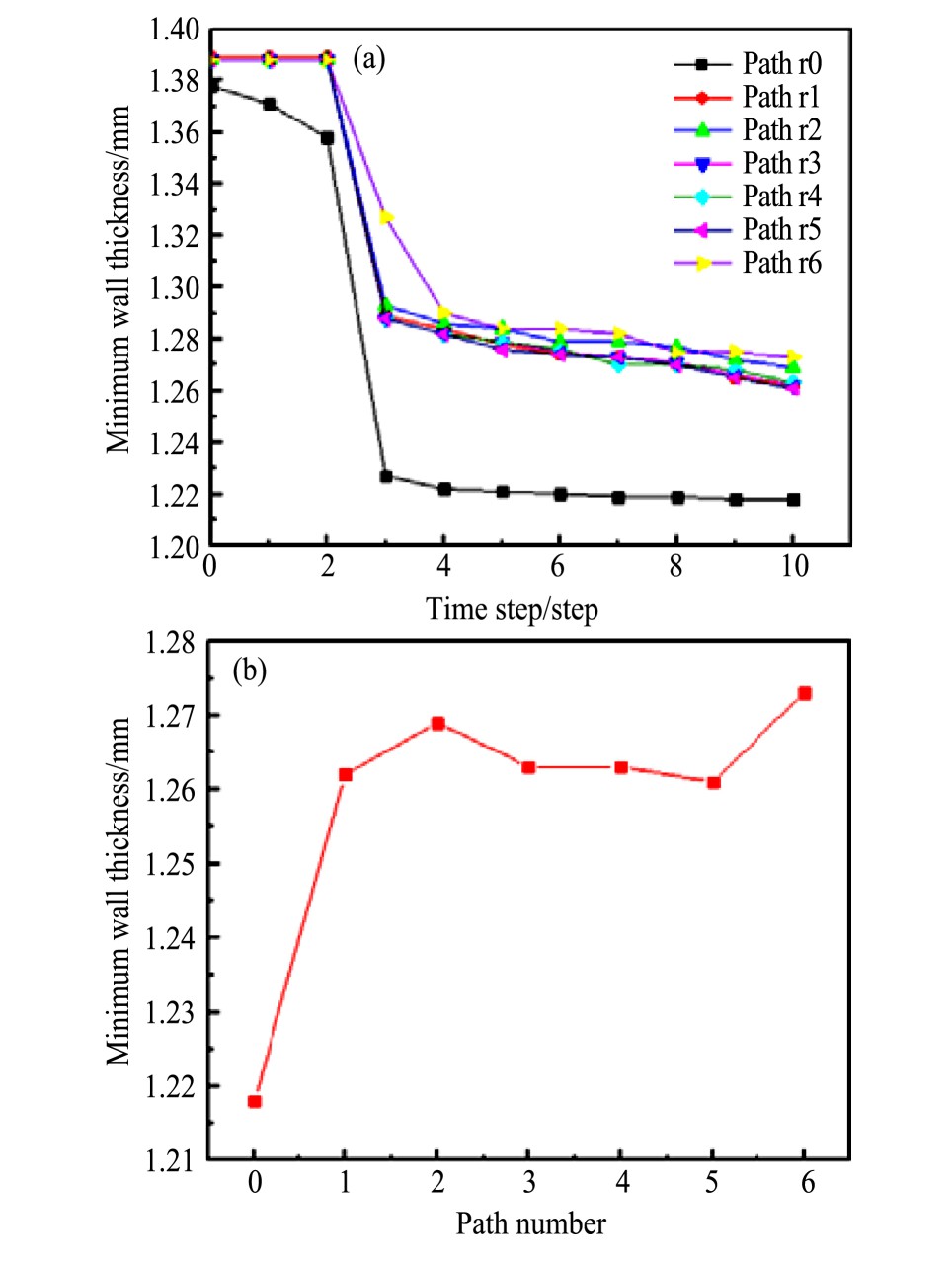
2.·��r6���ع����У���10��20 MPa����ʱ�Ӵ�λ�ƣ�������������νϴ������ͬʱ�ڲ���ѹ�����ٶȷŻ�����������ѹ��λ�Ƽ���·��������ʵ�ֽϺõıں�ֲ�Ч����������κ���ں�Ϊ1.27 mm;
3.·��r6�²��ϵ����Ӧ��ֵ������ƽ����û�г��ʽ���Σ����ڲ��ϱ��ι����о������������ͱں�����ʣ�����ʵ�ֽϺõıں�ֲ�Ч����
4.���κ�������λ�������ڲ�������������Ҵ�λ��Ϊ��������ģ�߷������������ϲ�λ���辡������Ħ����ģ�߱���ҲӦ�þ����⻬���Ա�֤���κ�ں�����Ҫ��
3.3�ڸ�ѹ��������
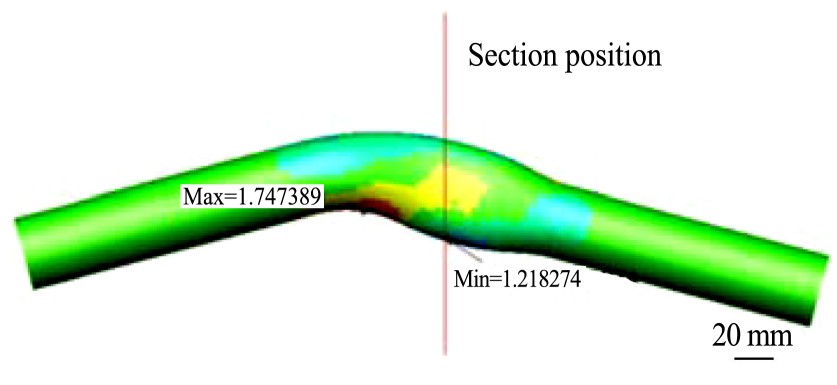
������ιܵ��ڸ�ѹ���η�������������4��·��r6�µ��ڸ�ѹ�������飬���ν����ͼ13��ʾ��
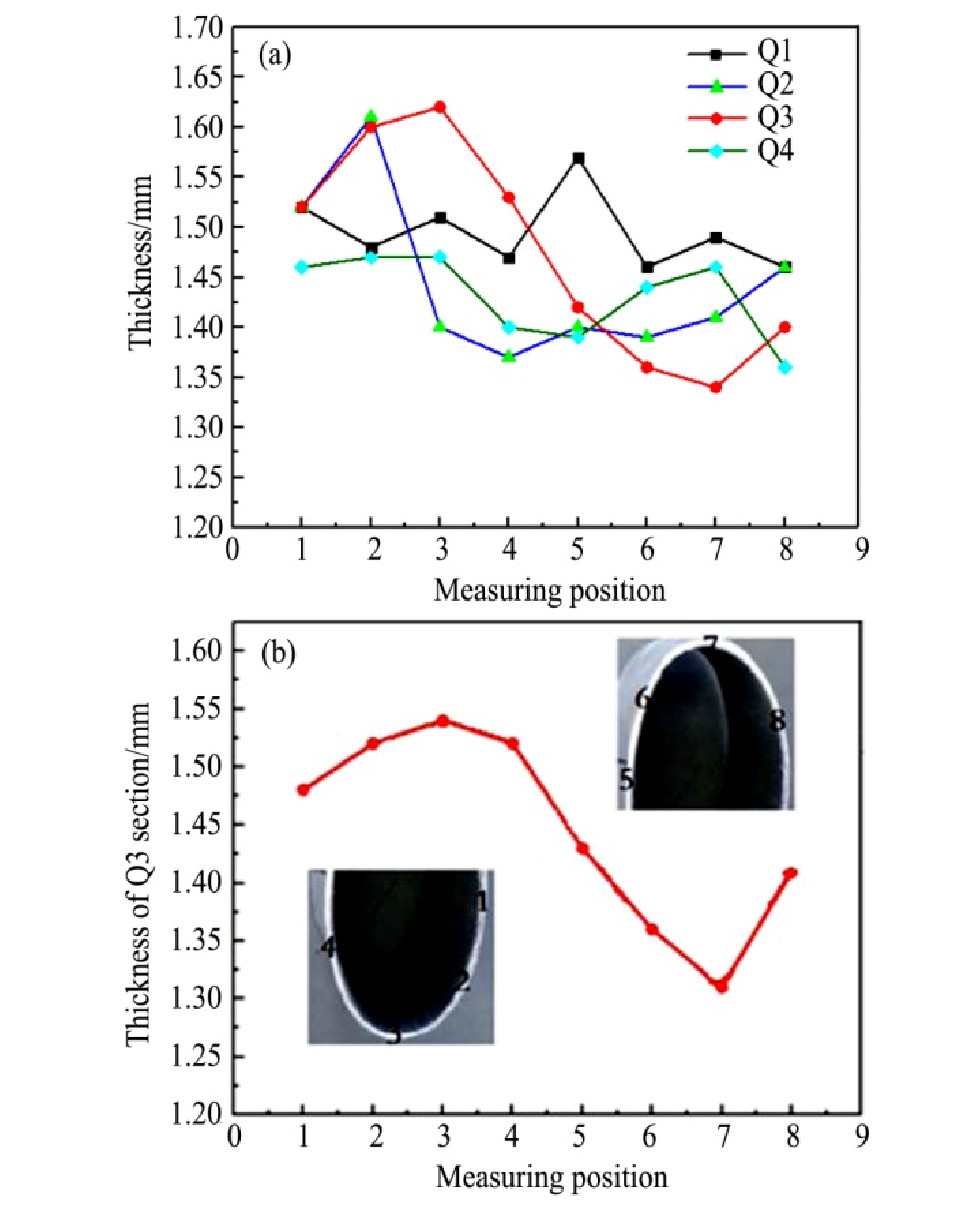
��r6����·���µij��ιܼ���ͼ1��ʾλ�ý����ǣ��ó�������Ƿֱ��ÿ��λ����������Ȳ���8����ں����ƽ�����Աȷ�����������ıں��������������ͼ14��ʾ����ͼ14(a���п��Կ�����ں������Q3���棨Σ�ս��棩�ϡ����β������ιܵ�Q3����ں�ֲ��������ͼ14(b����ʾ���ɿ�����7λ�õıں��������ͼ8�еĵ�P4λ�ýӽ�������ֵģ��ı��ι���һ�¡�
ͼ9 ·��r6��Σ�ս���ĵ�ЧӦ�䣨0��35 MPa)
Fig.9 Plastic strain of dangerous section in Path r6(0��35 MPa)
ͼ1 0 ·��r1��r6Σ�ս�������ЧӦ��仯����
Fig.10 Maximum equivalent strain curve of dangerous section in Paths r1 and r6
ͼ1 1 ·��r6���κ����ιܱں�ֲ���ͼ
Fig.11 Wall thickness distribution of shaped tube after form-ing in Path r6
ͼ1 2 ��������·�����κ����ιܵ���ں�ֲ�ͼ
Fig.12 Distribution of the wall thickness of shaped tube after forming in each loading path
(a)Wall thickness in each loading path with each step;(b)Thinnest wall thickness in each loading path
4����
1.Ӧ������Ԫģ������Pam-stamp�����ιܵ��ڸ�ѹ���ι��̽�����ģ�⣬�����ڸ�ѹ���λ���ģ������������֤�����飬��ֵģ������ʵ�ʳ��ν�������Ǻϡ�
ͼ1 3 r6����·���µ����ι��ڸ�ѹ���ν��
Fig.13 Internal high pressure forming result of shaped tube in r6 loading path
ͼ1 4 ·��r6���ιܵıں�ֲ�ʵ��ֵ
Fig.14 Wall thickness distribution of shaped tube in Path r6(a)Wall thickness distribution curve of four section;(b)Wall thickness distribution of Q3 section
2.ͨ���Գ��ε���ģ��������λ��Ʒ�������֤���ڸ�ѹ���ι����У�Σ�ս�����ι����������ʰ뾶�������������ģ�ߣ����ʰ뾶С����������ϣ��������ɺ����������ЧӦ�����ں�������أ������ѡ�
3.��ͬ����·���Ķ�����������ֱ�Ӽ�����ѹ��������λ�Ʋ���ʱ���ܲıں�������أ��������ֿ��ѣ��ڳ��ι�����λ�Ʋ��������ѹ����ϲ���������ɹܼ�����������ѣ��Ż���ѹ-λ�Ƽ���·������������������ԣ�ʹ���θ�ƽ����������ʽ���Σ����ͱں�����ʡ�����ѹ��10��20 MPa���ع����У��Ӵ�λ�ƵIJ���������Ч���Ʊں�ļ�����
4.��ֵģ�����У�·��r6�Ǹ����ι����ż���·��������ʵ�ֽϺõıں�ֲ�Ч����������κ���ں�Ϊ1.27 mm���������ıں�ֲ�������ģ����һ�£���֤���ڸ�ѹ���ι���λ�Ʋ����ܹ���Ч�ضԹܼ����������ϣ����ڱ��ι����в��Ͼ����������Ӷ����Ʊں�����ʡ�
�����
[1] Hwang Y M,Chen Y C. Study of compound hydroforming of profiled tubes[J]. Procedia Engineering,2017,207:2328.
[2] Yuan S J,Han C,Wang X S. Hydroforming processes and equipments of hollow structures with various sections[J]. Journal of Mechanical Engineering,2012,48(18):21.��Է���������ϣ���С��.���ı���湹���ڸ�ѹ���ι�����װ��[J].��е����ѧ����2012,48(18):21.)
[3] Ko?M,Altan T. An overall review of the tube hydroforming(THF)technology[J]. Journal of Materials Processing Technology,2001,108(3):384.
[4] Li S,Huang Z G,Jin S Y,Wang B Y,Liu X Q,Lei K.Heat treatment process of cold rolled 5A70 aluminum alloy superplastic sheet[J]. Chinese Journal of Rare Metals,2018,42(4):344.�����������ع�����˴Ң�������꣬�����ۣ����d.����5A70���Ͻ�������ȴ�������[J].ϡ�н�����2018,42(4):344.)
[5] Yang J J,Ruan S W,Huang L. Tube hydroforming technology in aviation manufacturing field[J]. Aeronautical Manufacturing Technology,2015,481(12):100.������������ģ�����.�ܲij�Һ���μ����ڹ��ں������������е�Ӧ��[J].�������켼����2015,481(12):100.)
[6] Xu D M,Dai Z C,Zhao L W. Progress in research of tube internal high pressure forming technology[J]. China Metal forming Equipment&Manufacturing Technology,2009,44(3):23.����������ִ�������ΰ.�ܲ��ڸ�ѹ���μ������о���չ[J].��ѹװ�������켼����2009,44(3):23.)
[7] Eftekhari Shahri S E,Ahmadi Boroughanib S Y,Khalili K,Kang B S. Ultrasonic tube hydroforming,a new method to improve formability[J]. Procedia Technology,2015,19:90
[8] Lang L H,Zhang C,Kong D S,Ruan S W,Liu Z. Optimization on hydroforming technology and process of irregular cross-section tube[J]. Forging and Stamping Technology,2017,42(10):57.�������ԣ��ųڣ���˧�������ģ����.���ν���ܳ�Һ���ι��ռ������Ż�[J].��ѹ������2017,42(10):57.)
[9] Alaswad A,Benyounis K Y,Olabi A G. Tube hydroforming process:a reference guide[J]. Materials&Design,2012,33(1):328.
[10] Yuan S J,He Z B,Liu G,Wang X S,Han C.New developments in theory and processes of internal high pressure forming[J]. The Chinese Journal of Nonferrous Metals,2011,21(10):2523.��Է��������ף�����֣���С�ɣ�����.�ڸ�ѹ���������뼼�����½�չ�ڸ�ѹ���ε�Ӧ�ý�չ[J].�й���ɫ����ѧ����2011,21(10):2523.)
[11] Hwang Y M,Chen W C. Analysis of tube hydroforming in a square cross-sectional die[J]. International Journal of Plasticity,2005,21(9):1815.
[12] Hwang Y M,Altan T. Finite element analysis of tube hydroforming processes in a rectangular die[J]. Finite Elements in Analysis&Design,2003,39(11):1071.
[13] Yang B. Study on the Loading Paths of the Tube Hydroforming Process[D]. Shanghai:Shanghai Jiao Tong University,2006. 48.�����.�ܼ�Һѹ���εļ���·�������������о�[D].�Ϻ����Ϻ���ͨ��ѧ��2006. 48.)
[14] Yuan S J. Modern Hydroforming Technology[M]. Beijing:National Defense Industry Press,2009. 39.��Է����.�ִ�Һѹ���μ���[M].������������ҵ�����磬2009. 39.)
[15] Song P,Wang X S,Han C,Xu Y C,Yuan S J. Filling behavior of transition corner in hydroforming of aluminum alloy rectangular section tube[J]. Journal of Mechanical Engineering,2010,46(12):59.����������С�ɣ����ϣ���������Է����.���Ͻ���ν����ڸ�ѹ����Բ�dz�����Ϊ�о�[J].��е����ѧ����2010,46(12):59.)
[16] Cai Y,Liu Q,Wang X S,Yuan S J. Thickness distribution and size deviation of 6063 alloy irregular tubular parts prepared by hydroforming[J]. The Chinese Journal of Nonferrous Metals,2015,25(9):2372.��������ǿ����С�ɣ�Է����.�ڸ�ѹ�����Ʊ�6063���Ͻ����ιܼ��ıں�ֲ����ߴ羫��[J].�й���ɫ����ѧ����2015,25(9):2372.)