DOI��10.19476/j.ysxb.1004.0609.2018.11.10
ҽ��TC4�ѺϽ���ĵ�����֯���ؼ�U�Ͷ���������
������1����С��1��������2���ӹ���2��������2���̴�ǰ1���� ��1
(1. ����������ѧ ���Ͽ�ѧ�빤��ѧԺ������ 116024��
2. ����ʢ����ҵ����˾������ 116600)
ժ Ҫ�������ԱȲ�ͬ�����ҽ��U�Ͷ���TC4�ѺϽ���ĵ���֯���ܡ�����������Ȱκ����˻��ն��ĵ��ٽᾧ��֯������Ӱ�죬��˫���߽�ֱ�͵����˻��ն�����ѧ���ܵ�Ӱ��ϴ�730~750 ������˻�2 h���Ȱβĵ��ٽᾧ�̶ȱȽϳ�֣�580~700 ������˻�2 h��ֱ�ĵĹ�ѧ����֯δ�������Ա仯����Ӳ�����Լ�С����730~750 ������˻�580 ������˻�������¶��ĵ�����֯���е��أ��ɻ�÷���ҽ��TC4�ѺϽ���ѧ����Ҫ��İ��ģ�������ӹ���U�Ͷ����ڳߴ�ɿ�����0.05 mm���¡�
�ؼ��ʣ�TC4�ѺϽ�U�Ͷ������ڳߴ磻����֯����ѧ����
���±�ţ�1004-0609(2018)-11-2249-08���� ��ͼ����ţ�TG146.2+ 3���� ���ױ�־�룺A
�����ݶ�(U�Ͷ�)��������ĸ�����Ӱ���Ϊ�����̶�ϵͳ���������Ƽ����Ĺ��ۡ����ε�[1-6]��Boucher[7]�ɹ������������ݶ��̶������ؽڣ��� ��HARRINGTON[8-9]��ROY-CAMILLE��[10-11]��MAGERL[12]��STEFFEE��[13]��COTREL��[14]�Ⱥ�������ݶ��������Ż���Ti-6Al-4V(TC4)�ѺϽ�ƾ�����õ���ѧ���ܺ����������ԣ����㷺����������U�Ͷ�[15-18]��ҽ��TC4�ѺϽ�����ڼӹ���U�Ͷ�ǰҪ�����������ȰΡ����ֱ�������˻�˫���߽�ֱ�������˻����ĥ��һϵ�и��ӵ��Ȼ�е�ӹ���U�Ͷ��ڼӹ����ͺ���������(U�Ϳڷ�������)�������ڳߴ缰�ȶ���������U�Ͷ����ܵ���Ҫָ��֮һ��һ��ͨ�����U�Ͷ��⾶��ֱ�߱仯�������������ڳߴ硣��U�Ͷ����ڳߴ����0.05 mm���ᵼ�������������Ӱ���������ĸ��ȷ�н���λ�����ٴ�Ӧ�ô������㣬�����ڻ��ߵ����ơ�
������������ҽ��TC4�ѺϽ���ĵĺ����ѧ���ܺͺϽ�ɷ�û�����Բ�𣬵��ӹ���U�Ͷ�����ֳ���ͬ���������ܡ��ɹ���������TC4�ѺϽ���ļӹ���U�Ͷ������ڳߴ�һ��С��0.05 mm���ȶ��ԽϺã���������TC4�ѺϽ���ļӹ���U�Ͷ������ڳߴ���0.05 mm���²������ȶ��Բ��ˣ�����ҽ�Ƴ��Ҷ���ý��ڵ�ҽ��TC4�ѺϽ��������U�Ͷ���
ǰ��ͨ���Աȷ������������ڳߴ粻ͬ��ҽ��U�Ͷ������ܣ��������ڼӹ�U�Ͷ���TC4�ѺϽ�����ݽ����Եλ�õ�����֯�������Բ��[19]������ҽ��TC4�ѺϽ���ĵļӹ����ձȽϸ��ӣ�Ŀǰ�������������֯����ѧ�����Լ�U�Ͷ��������ܵ�Ӱ����ȱ���㹻����ʶ����ˣ����о�����ҪĿ����ͨ���ԱȲ�ͬ�����ҽ��U�Ͷ���TC4�ѺϽ���ĵ�����֯����ѧ���ܣ������о���Ҫ���������֯���ܵ�Ӱ�죻ͨ��̽�ֺ����Ĺ��ղ���������һ������U�Ͷ������ڳߴ粢������ȶ��ԡ�
1 ʵ��
ʵ�����Ϊҽ��U�Ͷ���TC4�ѺϽ���ģ���Ҫ�ӹ��������£����Ͻ�����������ֱ��Ϊ17 mm�İ��ģ�������Ƥ����һ�����¶��½����Ȱ�(d=14 mm)�����ֱ�����˻����˫���߽�ֱ�͵����˻��������Ļ�ѧ�ɷ�Ϊ��Ti 6.01%��Al 4.00%��V 0.17%��Fe 0.12%��O 0.03%��C 0.01%��N 0.001%(��������)��������ʽ����¯(SX2-4-10)�����Ȱκ�İ��ķֱ���700��730��750 ���������˻�0.5��2��10 h������700 ���˻� 2 h�İ��ľ�˫���߽�ֱ�����ֱ���580��620��660��700 ���������˻�2 h��
��������Ͳ�ͬ�˻��պ�İ����ؾ������ȡһ�γߴ�Ϊd14 mm��7 mm�ĺ����������Ȼ����������ȡ�ߴ�Ϊ7 mm��14 mm���ݽ�����������������е��ѧ��ɾ�����ø�ʴҺ(2 mL HF+3 mL HNO3+100 mL H2O)��ʴ20 s��ͨ��MEF4A��ѧ�����۲�������ݽ����Եλ�õ�����֯����HVS1000Z��Ӳ�ȼƲ�����������Ӳ�ȣ��������ݽ��������ߵȾ����15���㣬�����غ�Ϊ9.8 N������ʱ��Ϊ15 s��
��730 �桢750 ������˻�2 h�İ��ľ�˫���߽�ֱ�ֱ���580 �桢640 ������˻�2 h��������WDW-200�͵���������������������������ܣ��ֱ���������������顣���������ܳ�180 mm��ƽ�г���Ϊ60 mm��������������Ʊ��Ϊ50 mm����������Ϊ1 mm/min���������ߵ����˻����İ��ķֱ�ӹ�15��ҽ��U�Ͷ���Ȼ��ͨ��������ͶӰ������U�Ͷ��⾶ֱ�߶ȵı仯�����������ڳߴ硣
2 ��������
2.1 �������°��ĵ�����֯��Ӳ��
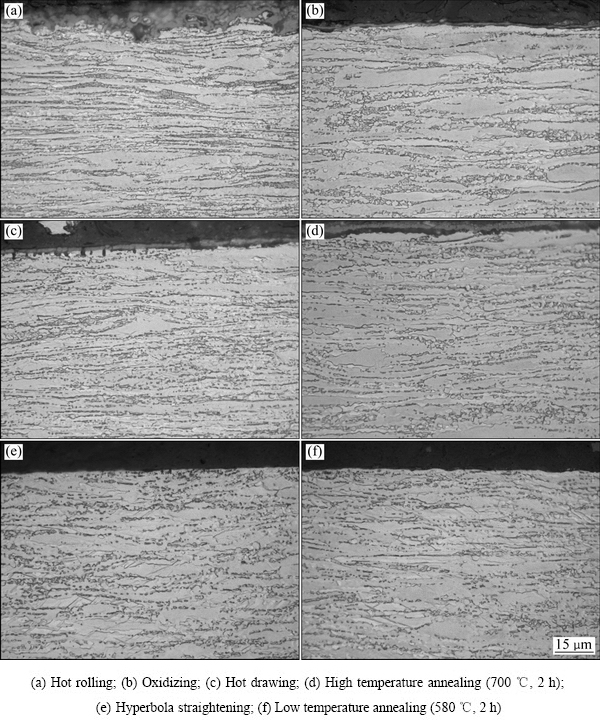
ͼ1 �����������ݽ����Եλ�õ�����֯
Fig. 1 Longitudinal-section microstructures at edge position of bar after different procedures (Drawing direction is parallel to horizontal direction)
ͼ1��ʾΪ��ͬ���������ݽ����Եλ�õĹ�ѧ����֯����ͼ1��֪�������������ݽ������֯���ɻ�ɫ�Ħ���ͺ�ɫ�Ħ�����ɣ��Ҧ�����������ı��ξ���Ϊ���������ݽ����ά��Ӳ�ȷֲ���ͼ2(a)��ʾ������������ݽ�������ĵ���Եλ�õ�Ӳ���������������仯�����ԡ�ͼ2(b)��ʾ�˲�ͬ���������ݽ����ƽ��Ӳ�ȣ�������Ƥ����ĵ�Ӳ��ԼΪ324 HV���������ļ���3 HV���Ȱκ���ĵ�Ӳ��(340 HV)�ȹ�����Ƥ�ĵ�����16 HV�������˻����ĵ�Ӳ��(336 HV)���Ȱβĵļ���4 HV��˫���߽�ֱ����ĵ�Ӳ��(356 HV)���ӱȽ����ԡ��ȸ����˻�ĵ�����20 HV�����������˻�İ��ĵ�Ӳ��(342 HV)���Խ��͡��Ƚ�ֱ�ĵļ���14 HV����ˣ�������ѧ����������Ӱ��Ĺ�����Ҫ���ȰΡ�˫���߽�ֱ�ߵ����˻��ա�
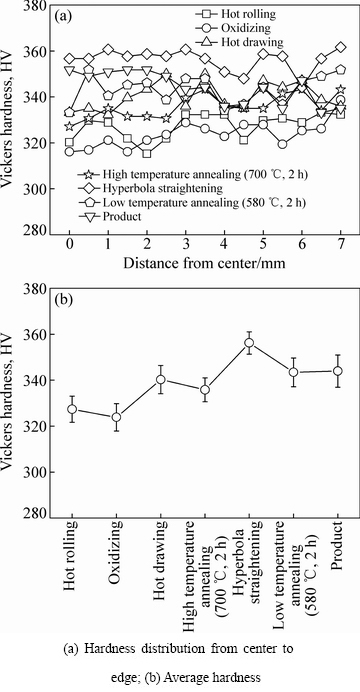
ͼ2 ���������ĵ��ݽ���ά��Ӳ��
Fig. 2 Longitudinal-section Vickers hardness of bars after different procedures
ǰ�ڵ��о�����[19]��U�Ͷ������ڳߴ����������֯���ٽᾧ�̶�������أ�������֯�ٽᾧ��֡���ά��Ӳ��ԼΪ330 HVʱ���ӹ����͵�U�Ͷ����ڳߴ��С�������ٽᾧ��֯������Ӱ��Ĺ�����Ҫ���Ȱκ����˻���ͼ1��֪�����Ȱκ�(700 �棬2 h)�����˻���ĵ�����֯�Ա��ξ���Ϊ�����ٽᾧ�̶��൱�ͣ�Ӳ�ȱ仯Ҳ������(��ͼ2(b))���Ӵ��Ȱα���������߸����˻��¶ȿ��Ը��ư�������֯���ٽᾧ�̶ȣ������Ȱα������ϴ�ʱ��������Ȱ�ģ�ߵ��������Ȱκ���ĵı��������ͳߴ羫��Ҳ�����ơ�Ŀǰ��ͨ���ʵ����������˻������������ٽᾧ�̶ȡ����⣬˫���߽�ֱ����ĵ�Ӳ���������ӣ�������ȥӦ���˻����Ч��С��ֱ�ĵ�Ӳ�ȡ���ˣ�����ͨ����һ�������ߵ����˻��������ư��ĵ���֯���ܡ�
2.2 ��ͬ�ߵ����˻��ն�����֯���ܵ�Ӱ��
ͼ3��ʾΪ�Ȱεİ��ľ���ͬ�����˻��մ������ݽ����Եλ�õĹ�ѧ����֯�������ĵ�����֯���ɻ�ɫ�Ħ���ͺ�ɫ�Ħ�����ɣ���ͬ�˻��պ�����֯���Բ�ͬ����ͼ3(a)~(c)��֪��700 ���˻�0.5 h����Ϊ�����ı��ξ������˻�2 h�����������Ħ�����ᾧ�����˻�ʱ���һ���ӳ�(10 h)������ȫ��Ϊ���ᾧ����ͼ3(d)~(i)��֪����730��750 ������˻�ʱ�����˻�ʱ����ӳ����������ɱ��ξ�����Ϊ���ᾧ�����˻�10 h�������ᾧ�������Գ������˻�ʱ����ͬ�������£����˻��¶ȵ����ߣ������ݽ����Եλ�õĦ������ɱ��ξ�����Ϊ���ᾧ�����¶�Խ�ߡ����ᾧ�ijߴ�Խ��
����������֯���ٽᾧ�̶Ƚϸ�ʱ��ҽ��U�Ͷ���������Ҫ����˫���߽�ֱ���µIJ���Ӧ������ģ�ͨ������ȥӦ���˻���Լ�С����������Ӧ����ͼ4��ʾΪ�Ȱβľ�(700 �棬2 h)�˻��˫���߽�ֱ�������پ���ͬ�����˻��մ������ݽ����Եλ�õĹ�ѧ����֯����ͼ4(b)��֪��580~700 ������˻�2 h�������֯��(700 �棬2 h)�����˻����֯(��ͼ1(d))�����Բ�𣬾��ɻ�ɫ�Ħ���ͺ�ɫ�Ħ�����ɣ�����Ϊ�����ı��ξ�����ͼ5��ʾ�˲�ͬ�����˻��մ������ݽ����ƽ��Ӳ�ȡ���ͼ5��֪��580��620��660��700 ���˻���Ӳ�ȷֱ�Ϊ342 HV��338 HV��333 HV��328HV�������������֪��������˻��¶ȵ����ߣ���ֱ�ĵĹ�ѧ����֯���������Ա仯������Ӳ�����͡�
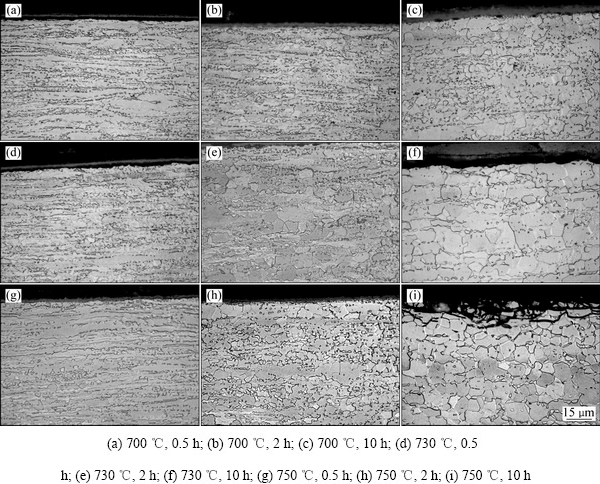
ͼ3 �Ȱβľ���ͬ�����˻��պ��ݽ����Եλ�õ�����֯(ˮƽ����Ϊ�Ȱη���)
Fig. 3 Longitudinal-section microstructures at edge position of hot drawing bar after different high temperature annealing procedures (Drawing direction is parallel to horizontal direction)
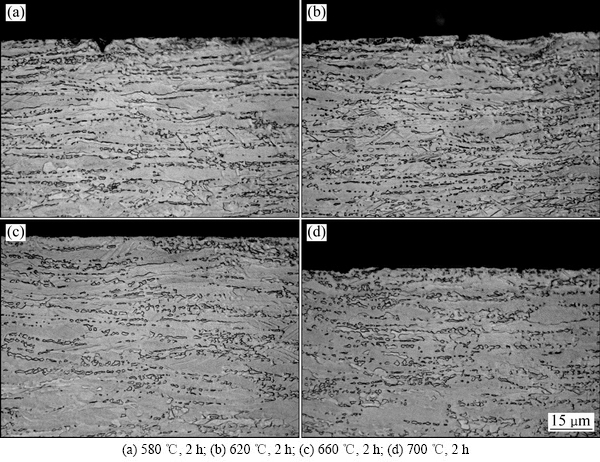
ͼ4 ��ֱ�ľ���ͬ�����˻��պ��ݽ����Եλ�õ�����֯(ˮƽ����Ϊ�Ȱη���)
Fig. 4 Longitudinal-section microstructures at edge position of straightening bar after different low temperature annealing (Drawing direction is parallel to horizontal direction)
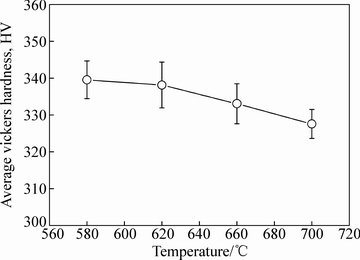
ͼ5 ��ֱ�ľ���ͬ�����˻��պ��ݽ����ƽ��Ӳ��
Fig. 5 Longitudinal-section average hardness of straightening bar after different low temperature annealing procedures
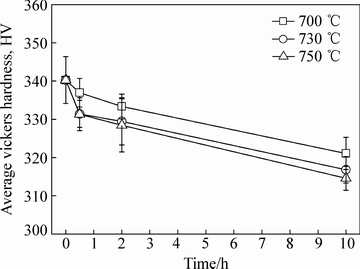
ͼ6 �Ȱβľ���ͬ�����˻��պ��ݽ����ƽ��Ӳ��
Fig. 6 Longitudinal-section average hardness of hot drawing bar after different high temperature annealing procedures
ͼ6��ʾΪ�Ȱβľ���ͬ�����˻��մ������ݽ����ƽ��Ӳ�ȡ���ͼ6��֪�����˻��¶ȵ����ߺ��˻�ʱ����ӳ������ĵ�Ӳ�����͡�730 �桢750 ���˻�2 hʱ���ĵ�Ӳ��ԼΪ328 HV������700 ���˻�2 hʱ���ĵ�Ӳ��(340 HV)����730 �桢750 ���˻�10 hʱ���ĵ�Ӳ��Ҳ���ֱ�Ϊ315 HV��317 HV��С��700 ���˻�10 hʱ���ĵ�Ӳ��(321 HV)�������������֪����730~750 ���˻�2 h��������֯���ٽᾧ�̶ȱȽϳ�֣�Ӳ��Ҳ�ܿ�����330 HV���ҡ�
2.3 �ߵ����˻�������°��ĵ���֯���ܼ�U�Ͷ������ڳߴ�
�Ȱβľ�730 �桢750 ������˻�2 h���ٽᾧ�Ƚϳ�֣������ݽ����Եλ�õĦ���Ϊ���ᾧ��˫���߽�ֱ�Ĵ�580 �浽700 �����ȥӦ���˻�2 h��Ӳ����С��Ϊ�˽�һ�����ذ��ĵ���֯���ܲ�̽�ָߵ����˻��ն�U�Ͷ��������ܵ�Ӱ�죬���Ȱκ�İ��ķֱ���730 �桢750 ������˻�2 h��˫���߽�ֱ������ֱ���580 �桢640 ������˻�2 h��������730~580 �桢730~640 �桢750~580 ���750~640 ��ߵ����˻�İ��ģ����α��Ϊ����1��2��3��4��
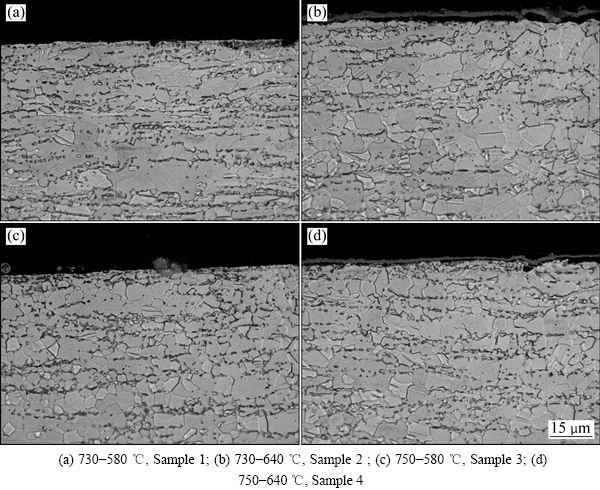
ͼ7 ��ͬ�ߵ����˻���ݽ����Եλ�õ�����֯(ˮƽ����Ϊ�Ȱη���)
Fig. 7 Longitudinal-section microstructures at edge position of bar after different high and low temperature annealing (Drawing direction is parallel to horizontal direction)
��1 ��ͬ�˸ߵ��»��պ�TC4�ѺϽ���ĵ���ѧ����
Table 1 Mechanical properties of TC4 alloy bars after different high and low temperature annealing procedures
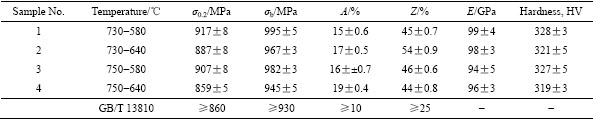
ͼ7��ʾΪ������ͬ�ߵ����˻��պ���ı�Եλ�õĹ�ѧ����֯����ͼ7��֪�������Ħ��������Բ�𣬾��Ե��ᾧΪ�������1��ʾ������1��2��3��4��Ӳ�ȷֱ�Ϊ328 HV��321HV��327 HV��319 HV����ͨ�������������ߵĵ��������������ģ���ֱ�Ϊ99��98��94��96 GPa���ɱ�1��֪������1��2��3������ǿ�ȡ�����ǿ�ȡ��Ϻ��쳤���Լ����������ʶ�����GB/T��13810[20]�ж�ҽ��TC4�ѺϽ�����������ܵ�Ҫ������4������ǿ��(859 MPa)�����½�������ͬ�˻��պ�İ��ļӹ�����ͼ8��ʾ��ҽ��U�Ͷ�����������U�Ͷ������ڳߴ���ͼ9(a)��ʾ������1��3 U�Ͷ������ڳߴ������С��0.05 mm������2��4�ֱ���3����4��U�Ͷ������ڳߴ糬��0.05 mm��ͼ9(b)��ʾ��U�Ͷ���ƽ�����ڳߴ磬��֪�����ļӹ���U�Ͷ������ڳߴ����0.05 mm���£�������1������3�ӹ���U�Ͷ��������ȶ��Ը��á������������֪����730~750 ������˻�580 ������˻�Ĺ��մ����ɻ����ѧ���ܷ���ҽ��TC4�ѺϽ�Ҫ��İ��ģ��Ҽӹ���U�Ͷ����ڳߴ�С��0.05 mm���ȶ������á�

ͼ8 ҽ��U�Ͷ�ͼ
Fig. 8 Photo of medical U-shaped nail

ͼ9 ��ͬ�ߵ����˻��պ�ҽ��U�Ͷ����ڳߴ�
Fig. 9 Necking size of U-shaped nails after different high and low temperature annealing
�ڸ����˻��¶Ƚϸߵ������£����ı�����֯�ٽᾧ�̶���ߵ�ͬʱ�����ĵ�ǿ�������½����������μӾ硣Ϊ��֤���ĵ�ֱ�ȣ�˫���߽�ֱʱ��Ҫ�����ѹ������ʹ��ӹ�����Ӧ������Ϊ��С����Ӧ������Ľϴ����ڳߴ磬��Ҫ�������ȥӦ���˻��¶ȣ��������ڲ���Ӧ����С��ͬʱ���ٴ��������Ρ���ˣ�����U�Ͷ����ڳߴ粢������ȶ��ԣ���Ҫ�ۺϿ��Ǹ��ӹ����յ�Ӱ�졣
3 ����
1) �Ȱκ����˻��ն��ĵ��ٽᾧ��֯������Ӱ�죬��˫���߽�ֱ�͵����˻��ն��ĵ���ѧ����Ӱ��ϴ�
2) ��730~750 ������˻�2 h����������֯���ٽᾧ�̶ȱȽϳ�֣�Ӳ��Ҳ�ܿ�����330 HV���ҡ�580~700 ������˻�2 h�����˻��¶ȵ����ߣ����ĵĹ�ѧ����֯���������Ա仯������Ӳ�����͡�
3) ��730~750 ������˻�580 ������˻�������¶��ĵ�����֯���е��أ��ɻ����ѧ���ܷ���ҽ��TC4�ѺϽ�Ҫ��İ��ģ�����ӹ���U�Ͷ����ڳߴ�ɿ�����0.05 mm���£����ȶ��Ժá�
REFERENCES
[1] ���ں�. ���Ϳɹ�ע�����ݶ����Ż���Ƽ���ѧ���[D]. ����: ɽ����ѧ, 2011.
JIA Zong-hai. The optimum design and mechanical test of the novel annulated pedicle screw[D]. Ji��nan: Shandong University, 2011.
[2] ��ب�. �����ע�����ݶ�����ƺ�ʵ���о�[D]. ����: �Ϸ�ҽ�ƴ�ѧ, 2008.
ZHANG Gen-ai. Design and biomechanical evaluation of a pedicle screw with capability of directional injection[D]. Guangzhou: Southern Medical University, 2008.
[3] VILLAVICENCIO A T, SERXNER B J, MASON A, NELSON E L, RAJPAL S, FAES N, BURNEIKIENE S. Unilateral and bilateral pedicle screw fixation in transformationallumbar interbody fusion: radiographic and clinical analysis[J]. World Neurosurgery, 2015, 83(4): 553-559.
[4] KIM H J, KANG K T, PARK S C, KWON O H, SON J, CHANG B S, LEE C K, YEOM J S, LENKE L G. Biomechanical advantages of robot-assisted pedicle screw fixation in posterior lumbar interbody fusion compared with freehand technique in a prospective randomized controlled trial��Perspective for patient-specific finite element analysis[J]. The Spine Journal, 2017, 17(5): 671-680.
[5] MAHESH B, UPENDRA B, VIJAY S, ARUN K, SRINIVASA R. Perforations and angulations of 324 cervical medial cortical pedicle screws: a possible guide to avoid lateral perforations with use of pedicle screws in lower cervical spine[J]. The Spine Journal (Official Journal of the North American Spine Society), 2016, 17(3): 457-465.
[6] LAL H, KUMAR L, KUMAR R, BORUAH T, JINDAL P K, SABHARWAL V K. Inserting pedicle screws in lumbar spondylolisthesis�CThe easy bone conserving way[J]. Journal of Clinical Orthopaedics and Trauma, 2017, 8(2): 156-164.
[7] BOUCHER H H. A method of spinal fusion[J]. The Journal of Bone and Joint Surgery, 1959, 41(2): 248-259.
[8] HARRINGTON P R. Technical details in relation to the successful use of instrumentation in scoliosis[J]. Orthopedic Clinics of North America, 1972, 3(1): 499-567.
[9] HARRINGTON P R. Spinal instrumentation in the treatment of severe progressive spondylolisthesis[J]. Clinical Orthopaedics and Related Research, 1976, 117: 157-163.
[10] ROY-CAMILE R, ROY-CAMILE M, DEMEULENAERE C. Osteosynthesis of dorsal, lumbar, and lumbosacral spine with metallic plates screwed into vertebral pedicles and articular apophyses[J]. La Presse M��dicale, 1970, 78(32): 1447-1448.
[11] ROY-CAMILE, SAILLANT G, MAZEL C. Internal fixation of the lumbar spine with pedicle screw plating[J]. Clinical Orthopaedics and Related Research, 1986, 203: 7-17.
[12] MAGERL F. External skeletal fixation of the lower thoracic and the lumbar spine[J]. Clinical Orthopaedics and Related Research, 1984, 189(189): 125-141.
[13] STEFFEE A D, BISCUP R S, STITKOWSKI D J. Segemental spine plates with pedicle screw fixation. A new internal fixation device for disorders of the lumbar and thoracolumbar spine[J]. Clinical Orthopaedics and Related Research, 1986, 203(203): 45-53.
[14] COTREL Y, DUBOUSSET J. A new technic for segmental spinal osteosynthesis using the posterior approach[J]. Orthopaedics and Traumatology (Surgery and Research), 2014, 100: 37-41.
[15] HUANG Z Y, WANG Q Y, WAGNER D, BATHIAS C. A very high cycle fatigue thermal dissipation investigation for titanium alloy TC4[J]. Materials Science and Engineering A, 2014, 600: 153-158.
[16] ����Ƽ, �� ��, ʷҫ��, ���ľ�, ë����, ������. ���������ѺϽ���о���չ��Ӧ����״[J]. ���Ϲ���, 2010(9): 95-98.
FANG Wei-ping, CHEN Lun, SHI Yao-wu, YU Wen-jun, MAO Zhi-yong, TANG Zhen-yun. Research development and application of damage tolerance titanium alloy[J]. Journal of Materials Engineering, 2010(9): 95-98.
[17] ������, ���Ӿ�, �Ĺ�ƽ, �� ��. ��ͬ�����˻��TC4�Ͻ����ѧ����[J]. �����˻�, 2015, 40(9): 175-179.
UANG Zheng-yang, GUO Zi-jing, WEN Guang-ping, LI Qing. Mechanical properties of TC4 alloy annealed with different processes[J]. Heat Treatment of Metals, 2015, 40(9): 175-179.
[18] GRIZA S, ANDRADE C E C, BATISTA W W, TENTARDINI E K, ETROHAECKER T R. Case study of Ti6Al4V pedicle screw failures due to geometric and microstructural aspects[J]. Engineering Failure Analysis, 2012, 25(10): 133-143.
[19] ������, ��С��, ������, �ӹ���, ������, �̴�ǰ, �� ��. ����֯��ҽ��TC4�ѺϽ�U�Ͷ����ڵ�Ӱ��[J]. ���ϵ���A, 2017, 31(7): 146-150.
BAI Peng-fei, MIN Xiao-hua, TAO Xiao-jie, ZHONG Gong-cheng, BAI Shu-yu, CHENG Cong-qian, ZHAO Jie. Effect of microstructure on necking of medical U-shaped nail of TC4 titanium alloy[J]. Materials Review A, 2017, 31(7): 146-150.
[20] ������. ���ֲ�����Ѽ��ѺϽ����չ��״[J]. �ѹ�ҵ��չ, 2010, 27(1): 1-8.
HUANG Yong-guang. Developments of titanium and titanium alloy and standardization for surgical implant[J]. Titanium Industry Progress, 2010, 27(1): 1-8.
Microstructure control of medical TC4 alloy bar and necking property of U-shaped nail
BAI Peng-fei1, MIN Xiao-hua1, TAO Xiao-jie2, ZHONG Gong-cheng2, BAI Shu-yu2, CHENG Cong-qian1, ZHAO Jie1
(1. School of Materials Science and Engineering, Dalian University of Technology, Dalian 116024, China;
2. Dalian Suntec Titanium Co., Ltd., Dalian 116600, China)
Abstract: Comparing with microstructure and mechanical property of TC4 alloy bar after different procedures. The results show that the recrystallization microstructure of the bar is found to be affected significantly by high temperature annealing, while the mechanical property is affected by hyperbola straightening and low temperature annealing. The recrystallization degree of hot drawing bar is sufficient after being annealed at 730-750 �� for 2 h. Optical microstructure of straightening bar does not change significantly, but the Vickers hardness decreases evidently after being annealed at 580-700 �� for 2 h. When the high and low temperature annealing are performed at 730-750 �� and 580 ��, respectively, the mechanical property of the bar is suitable for the medical TC4 alloy based on the microstructure control. In addition, the necking size of U-shaped nail processed from the bar is desirable to be lower than 0.05 mm.
Key words: TC4 titanium alloy; U-shaped nail; necking size; microstructure; mechanical property
Received date: 2017-09-20; Accepted date: 2018-03-20
Corresponding author: MIN Xiao-hua; Tel: +86-13149898722; E-mail: minxiaohua@dlut.edu.cn
(�༭ ������)
�ո����ڣ�2017-09-20�������ڣ�2018-03-20
ͨ�����ߣ���С�������ڣ���ʿ���绰��13149898722��E-mail��minxiaohua@dlut.edu.cn

