DOI: 10.11817/j.ysxb.1004.0609.2020-37501
�������ս��ͷ����Ǧ����λ������Ϊ���ۺϻ���
�������־�ң����˱�κ �ƣ��� �ӣ����ɹ�����F͢
(����������ѧ ұ������Դ����ѧԺ������ 650093)
ժ Ҫ����Ը������ս��ͷ���и���Ǧ������̼���ء��ȵȶ����м�Ԫ�ص��ص㣬������������Ǧ��λ�����ԣ�������λ�����ķ�ʽʵ��Ǧ������̼��Ԫ�ص�ѡ���Է�����ա�SEM-EDS��XRD���о������������ս��ͷ����Ǧ��Ҫ����״��KPb2Cl5����������������������������κ�̼�������棬����Ҫ��Fe2O3��Fe3O4������ڡ�ʵ�鿼������ҺpHֵ���¶ȡ�������Ũ�ȡ�����ʱ���Һ�̱ȵ����ض�Ǧ�����ʵ�Ӱ�졣�о�����������ҺpHֵΪ3.0�������¶�Ϊ80 �棬������Ũ��Ϊ6 mol/L��Һ�̱�(mL/g)Ϊ10:1������ʱ��Ϊ2 h���Ż������£��ս��ͷ����Ǧ���������ȷ�����λ�ܽⷴӦ���� (i=1~4)�����ܽ��������ӣ�ʵ��Ǧ�Ľ�����Ǧ������Ϊ95.7%�����ս��ͷ���жԸ���ұ�����õ�����̼���衢����Ԫ�ز��������������ڽ������У��Ϻõ�ʵ����ѡ���Խ���������Һ�е�Ǧ����ȴ�ᾧ��ϴ�Ӵ�����ô���Ϊ99%���Ȼ�Ǧ��Ʒ��
(i=1~4)�����ܽ��������ӣ�ʵ��Ǧ�Ľ�����Ǧ������Ϊ95.7%�����ս��ͷ���жԸ���ұ�����õ�����̼���衢����Ԫ�ز��������������ڽ������У��Ϻõ�ʵ����ѡ���Խ���������Һ�е�Ǧ����ȴ�ᾧ��ϴ�Ӵ�����ô���Ϊ99%���Ȼ�Ǧ��Ʒ��
�ؼ��ʣ��ս��ͷ�ң���λ��������Դ�����ã�Ǧ����
���±�ţ�1004-0609(2020)-02-0421-10���� ��ͼ����ţ�TF803���� ���ױ�־�룺A
�ҹ�������ҵ������ҪΪ��¯����-ת¯���ֳ����̣��ս��Լռ��¯¯�ϵ�70%~75%�����ս�������ս��ͷ�ҵIJ�����Լռ�ս��������0.2%~ 0.3%��ȫ��ÿ��������ս��ͷ��Լ��150��t������ս�����ҵ���Դ�����ú���������������Ҫ�Ļ���Ч��;��ü�ֵ[1-3]��
����ʯ�к��������İ���Ǧ���ս�����е�Ǧ���Ȼ�Ǧ��Ǧ�����ȶ�����̬�ӷ������ս������У��پ�����������õ��ս��ͷ�����ҡ����⣬����ʯ�к��еļء��Ƶȼ�������ȵ�±��Ԫ�����ս�����в��ֻӷ����������У����ճ������ս��ͷ���С���ˣ��ս��ͷ�Һ���Ǧ���غ��ƵȶԸ�¯�����к�������Ԫ�أ��Լ����д�������̼���衢�ơ����ȶԸ���ұ�����õ�Ԫ��[4-7]���ս��ͷ��ֱ�ӷ����ս�ϵͳ��������ѭ�����ý������Ǧ���ȡ��ء��Ƶ�Ԫ�ز��ϸ��������¸�¯ʹ���������̡�����������Ч�ʽ��͵ȶ��ֲ���Ӱ��[8]�����У�Ǧ��ѭ�����������Ӹ�¯ұ��Ǧ���ɣ������¯¯���������������ȶ�����Ȼ�����ڸ�¯������Ǧ���к�Ԫ�أ����Ǵ���Դ�Ƕȷ�����Ǧ�DZ�����м���Դ����ͳ�ĶѴ��������������ؽ�����Ⱦ����Դ�˷�[9-10]����ˣ��������ս��ͷ����ѡ���Է������Ǧ���к�����Ԫ�أ���ʵ������̼�ȶԸ���ұ������Ԫ�ص���Դ��ѭ�����þ�����Ҫ�����塣
Ŀǰ���ս��ͷ�һ����м�Ԫ�صķ�����Ҫ��Ϊ���պ�ʪ���������֡����ղ��õ���Ҫ�����л�תҤ����ת��¯���ȹ��գ�ͨ�����»�ԭ�����ս��ͷ���е�Ǧ��п���ȵ��ӷ���Ԫ�ػӷ��������������ճ������̳��У������衢�����ƵȶԸ�¯�������õ�Ԫ�ظ����ڲ����У���Ϊ������ԭ��ʹ�ã��Ӷ�ʵ��Ǧ���к�����Ԫ�صķ��뼰��������Ԫ�ص��ۺϻ���[11-15]�����վ���ԭ����Ӧ��ǿ���������죬����������ŵ㣬�������Ͷ�ʴ��ܺĸߡ�����Ǧ�����ϸߵ����ϴ�����Ϊ���ѣ�Ǧ�����ʵ͵Ȳ��㡣����ڻ��գ�ʪ�����մ����ս��ͷ�Ҿ��з�Ӧ�¶ȵ͡��ܺĵ͡����к��۳���Ⱦ���ŵ㡣��������[16]���������[17]��ȡˮϴ-��ѡ���ѳ��ս��ͷ���еļ������������ĸ������Ͽ���ֱ�ӷ����ս�ϵͳ�������ϡ�TANG��[7]��ȡʪ����ĥ����ѡ���ϵķ������ս��ͷ���е��м�Ԫ�ؽ����˷��룬Ǧ�����Ļ����ʷֱ��89.6%��88.6%�������[18]�о��˰���Ͻ�ȡ�ս��ͷ���е�����ͭ��п��Ԫ�أ���������ս���Ԫ�صĹ���·�ߣ�����ͭ��п���ܻ����ʷֱ�ﵽ71.2%��60.4%��56.7%����Ȼ������ս��ͷ�����˴������о�������Ҫ�����ڷ�����ռ������ͭ��п��Ԫ�أ�������η��롢�����ս��ͷ����Ǧ������о��������١�
��ˮ��Һ�У�Ǧ���Ժ��������γ���λ����ͬ��������ӽ�����Һ��ʵ�ָ�Ч������ͨ�����Ʒ�Ӧ����������̼���衢���ȶԸ���ұ�����õ�Ԫ�ز����������������λ������������ѡ����ǿ������Ч�����ܻ������ŵ㣬�ڴ�����Ǧ������Դ�о��й�����Ӧ��ǰ��[19-21]�������Ը������ս��ͷ��Ϊ�о�����������������Һ��ϵѡ������λ�����ս��ͷ���е�Ǧ����������Һ�е�Ǧ�Ʊ�Ϊ�Ȼ�Ǧ��Ʒ����������ȵ������ܽ�Ԫ�ؿ�����Ǧͬ���������õ���Ч���롣�ѳ�Ǧ����������ȵ��к����ʵĽ�����������Ϊ����ұ����ԭ���ڸ�����ҵ�ڲ�ѭ�������á����������ս��ͷ��ѭ�������ù�����Ǧ����������ȵ��к�����Ԫ�ش�����Σ����ʵ��Ǧ������Ԫ��������̼���衢���ȶ����м۽���Ԫ�ص�ѡ���Է������ۺϻ��ա�
1 ʵ��
1.1 ʵ��ԭ��
����ICP-MS������ʡij������ҵ�ṩ���ս��ͷ�ҽ��л�ѧ�ɷַ���������ڱ�1��ʾ��
��1 �ս��ͷ����Ҫ�ɷַ���
Table 1 Analysis results of main chemical components of sintering dust (mass fraction, %)

�ɱ�1��֪���ս��ͷ���У�Ǧ�����ﵽ22.4%���Ⱥ���Ϊ7.5%��������Ϊ28.5%��������ҪԪ��Ϊ�ء�̼���ơ��衢���ȡ�
���ü��������Ƕ��ս��ͷ�ҽ������ȷ����������ͼ1��ʾ�����ȷ��������ʾ�ս��ͷ������С�ҷֲ��Ƚϼ��У���Ҫ�ֲ���0.47~66.2 ��m֮�䣬���ƽ��ֱ��Ϊ9.63 ��m��

ͼ1 �ս��ͷ�����ȷ���
Fig. 1 Size distribution of sintering dust
���ó�����ɨ���������-������(FESEM- EDS)��X��������(XRD)��һ�������ս��ͷ���п�����ò��Ԫ�طֲ���������ɣ������ͼ2��3��ʾ��
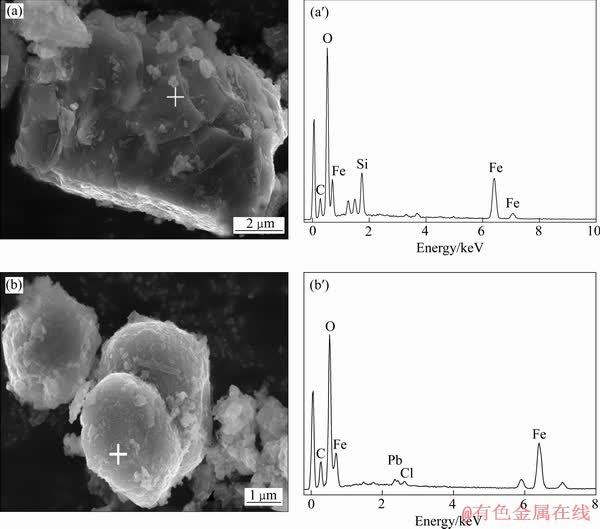
��ͼ2��֪���ս��ͷ���п����ʶ�����κ���״��������ɨ���������������������������Ҫ��Ǧ���ȡ������ص�Ԫ����ɣ����XRD����(��ͼ3)�����֪��Ǧ��Ҫ��KPb2Cl5��ʽ���ڣ�����Ҫ��Fe2O3��Fe3O4������ڣ���������״�����ʽ���ڵ�KPb2Cl5�Ⱥ��Ȼ�����ճ�����������̼�����Լ��������ο����ı��档ΪǦ����λ�����ṩ�˽ϺõĶ���ѧ����������
1.2 ʵ��ԭ��
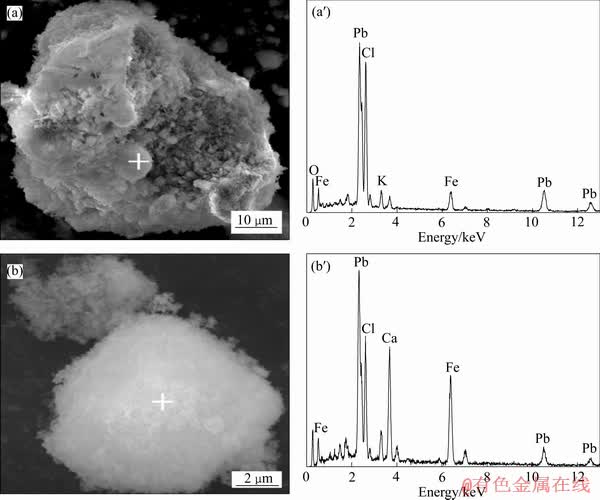
ͼ2 �ս��ͷ��SEM��EDS��
Fig. 2 SEM images((a), (b)) and EDS patterns((a��), (b��)) of sintering dust
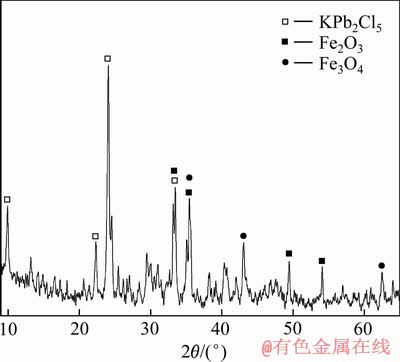
ͼ3 �ս��ͷ�ҵ�XRD��
Fig. 3 XRD pattern of sintering dust
��Pb-Cl-H2O��ϵ�У�����Һ�������ӹ���ʱ����һ����Ӧ�¶������£���Һ�е�Pb2+����Cl-�����γ�PbCl2���ټ�����Cl-��Ӧ���ɿ��ܽ��������� ��
�� �Ȳ�ͬ������������[22]����һ���¶Ⱥ���ȵ������£�Ǧ�����ﱻ�ܽ������Һ������������Ҫ�Ļ�ѧ��Ӧ���£�
�Ȳ�ͬ������������[22]����һ���¶Ⱥ���ȵ������£�Ǧ�����ﱻ�ܽ������Һ������������Ҫ�Ļ�ѧ��Ӧ���£�
Pb2++Cl-=PbCl-, K1=12.59 (1)
PbCl-+Cl-=PbCl2, K2=14.45 (2)
PbCl2+Cl-=, K3=3.89��10-1 (3)
+Cl-=, K4=8.92��10-2 (4)
ͨ�����㼰�Ķ�����[23]���ֱ�õ�Fe-Cl-H2O��ϵ��Pb-Cl-H2O��ϵ�Ħ�-pHͼ����ͼ4��5��ʾ������ͼ4��5��ʾ��Fe2O3��Fe3O4�Ȼ�������pHֵ�ϸߵ�����Χ�ڲ��ܽ⣬��Ǧ��pH��7�ķ�Χ�ڣ���������ӡ�����Ǧ���ӵ���̬���ܽ⡣��ˣ�Ϊ��ʵ��Ǧ��ѡ������λ��������Ӧ��ϵӦ�þ���ά����Ǧ���ӡ�Ǧ�������ܽ��pHֵ��Χ�ڡ��Լ����������ȶ����ڵ���������pHֵ��3~6 ֮�䣬��������Ǧ���ܽ⣬��������������������Ľ������ﵽѡ���Խ�����Ŀ�ġ�
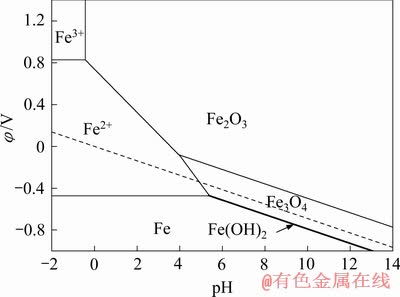
ͼ4 Fe-Cl-H2Oϵ��-pH������ͼ
Fig. 4 ��-pH dominant area map of Fe-Cl-H2O system (348.15 K)
1.3 ʵ�鷽�����豸
����500 mL������ƿ��Ϊ��Ӧ����������HH-S24s���Ժ���ˮԡ��(��̳�д���Զ���������) ���Ʒ�Ӧ�¶ȵı仯��Χ��0.5 �档����һ�����ս��ͷ�Ҳ���ȡ�Ȼ����Һ����������ƿ�У����ڽ���ת��Ϊ400r/min������������ƿ�pHֵ����Ӧ������ȡ������Ƭ��ձ�(2XZ-2�ͣ��㽭̨������ձ�����˾)���ȳ��ˣ���Һ����ȴ�ᾧ�Ʊ��Ȼ�Ǧ�������������ȥ����ˮϴ�ӳ��˺���101-l�͵��ȹķ�������ں��¸���(�¶�55 ��)12 h�������ͻ��������
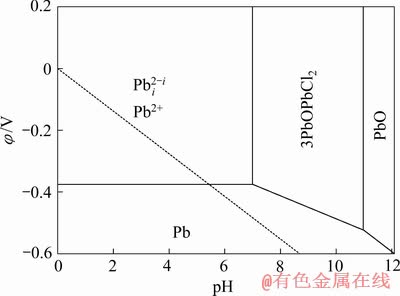
ͼ5 Pb-Cl-H2Oϵ��-pH������ͼ
Fig. 5 ��-pH dominant area map of Pb-Cl-H2O system (348.15 K)
1.4 ��������
����ICP-MS�����͵ζ������ս��ͷ�ҽ������ͽ���Һ��Ǧ�����ĺ������м�⡣Ϊ�˼��ٻ����������ʵ������Ӱ�죬Ǧ�Ľ������Խ��������㣬���Ľ������Խ���Һ���㣬��ʽ���£�
 (5)
(5)
 (6)
(6)
ʽ�У� ΪǦ�Ľ����ʣ�
ΪǦ�Ľ����ʣ� Ϊ���Ľ����ʣ�m1Ϊԭ��������m2Ϊ������������w1ΪǦ��ԭ��������������w2ΪǦ�ڽ�����������������w3����ԭ����������������Ϊ����Һ�������ӵ�����Ũ�ȣ�VΪ����Һ�����
Ϊ���Ľ����ʣ�m1Ϊԭ��������m2Ϊ������������w1ΪǦ��ԭ��������������w2ΪǦ�ڽ�����������������w3����ԭ����������������Ϊ����Һ�������ӵ�����Ũ�ȣ�VΪ����Һ�����
2 ���������
2.1 ��ҺpHֵ��Ǧ�����ʵ�Ӱ��
�ڽ����¶�80�棬������Ũ��6 mol/L������ʱ��3 h��Һ�̱�(mL/g)10:1�������ٶ�400 r/min�������£����첻ͬ��ҺpHֵ��Ǧ���������ʵ�Ӱ�죬ʵ������ͼ6��ʾ��

ͼ6 ��ҺpHֵ��Ǧ���������ʵ�Ӱ��
Fig. 6 Effect of pH on leaching ratio of lead and iron
��ͼ6��֪����ҺpHֵ��Ǧ�Ľ������нϴ��Ӱ�죬Ǧ�Ľ�������pHֵ�����߶���С������Һ��pHֵΪ1.8ʱ��Ǧ�Ľ�����Ϊ89.9%������pHֵ������3.0ʱ��Ǧ�Ľ�����������92.2%������pHֵ�ļ������ߣ�Ǧ�Ľ��������Լ�С����pHֵ������5.6ʱ��Ǧ�Ľ����ʼ�С��76.1%���������о�pHֵ��Χ�ڣ����Ľ�����һֱ���ֽϵͷ�Χ������ҺpHֵΪ1.8ʱ�����Ľ�����Ϊ3%������ҺpHֵ������2.9ʱ�����Ľ����ʽ�����1.3%����pHֵ�ﵽ5.6ʱ�����Ľ����ʽ�Ϊ0.02%���о����������ҺpHֵ���ͣ����Ľ�������Ӧ�����ߡ�����������ҺpHֵ���ͣ���ʹ�ս��ͷ���е��������ﱻ�ܽ⣬���������ܽ�������ˣ�Ϊ�˻�ýϺõ�Ǧ����Ч����ͬʱ�������Ľ����ʣ��ﵽѡ���Խ���Ǧ��Ŀ�ģ�ѡ����ҺpHֵΪ3.0�ȽϺ��ʡ�
2.2 ������Ũ�ȶ�Ǧ�����ʵ�Ӱ��
����ҺpHֵΪ3.0�������¶�80 �棬����ʱ��3 h��Һ�̱�10:1�������ٶ�400 r/min�������£����첻ͬ������Ũ�ȶ�Ǧ�����ʵ�Ӱ�죬ʵ������ͼ7��ʾ��
��ͼ7��֪��������Ũ�ȶ�Ǧ�Ľ������н����Ե�Ӱ�졣��������Ũ�ȴ�2 mol/L����6 mol/Lʱ��Ǧ�Ľ����ʴ�56.4%����93.3%���������ڵ��¶Ⱥ�����ǿ��һ��ʱ���Ȼ�Ǧ��Ũ���ܶȻ�KspΪ��������������Ũ��������ʹ[Pb2+]��[Cl-]2�ij˻�С��Kspʱ���Ȼ�Ǧ�������ϵ�е��������γ�����Ǧ�ܽ�������Һ��[23]��������Һ�е�������Ũ�ȵ�����������Ǧ��ѡ������λ������
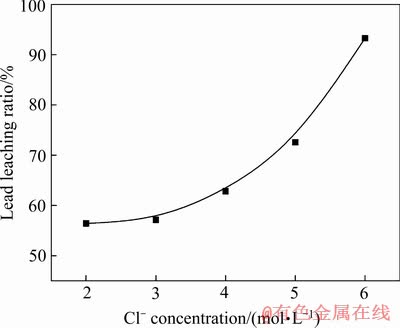
ͼ7 ������Ũ�ȶ�Ǧ�����ʵ�Ӱ��
Fig. 7 Effect of Cl- concentration on leaching ratio of lead
2.3 �����¶ȶ�Ǧ�����ʵ�Ӱ��
����ҺpHֵ3.0��������Ũ��6 mol/L������ʱ��3 h��Һ�̱�10:1�������ٶ�400 r/min�������£����첻ͬ�����¶ȶ�Ǧ�����ʵ�Ӱ�죬ʵ������ͼ8��ʾ��

ͼ8 �¶ȶ�Ǧ�����ʵ�Ӱ��
Fig. 8 Effect of temperature on leaching ratio of lead
��ͼ8��֪�������¶ȶ�Ǧ�Ľ����ʵ�Ӱ�����ԣ����Ž����¶����ߣ�Ǧ�Ľ����������¶�Ϊ30 ��ʱ��Ǧ�Ľ����ʴﵽ53.5%�����¶ȴﵽ80 ��ʱ��Ǧ�Ľ����ʴﵽ92.8%�����������¶ȣ�������������ƽ�����������������¶ȵ����ߣ���Ϸ�Ӧƽ�ⳣ�����ٽ�����������ɷ�Ӧ�Ľ��У��ҵ��¶ȴ���75 ��ʱ����Һ�д����Ȼ�Ǧ������������λ�����γ� ������Ǧ�Ȼ�������ܽ��[19, 23]��ͬʱ��Ǧ�Ľ�����ӦΪ��-Һ���෴Ӧ�������¶Ȼ�����Ӧ����ԣ���������߷�Ӧ���ʣ����̷�Ӧ����ʱ�䣻ͬʱ�����¶ȹ���Ӵ��ܺģ���ˣ��ۺϿ��ǽ����ʺ��ܺĵ����أ������¶�ѡ��Ϊ80 �档
������Ǧ�Ȼ�������ܽ��[19, 23]��ͬʱ��Ǧ�Ľ�����ӦΪ��-Һ���෴Ӧ�������¶Ȼ�����Ӧ����ԣ���������߷�Ӧ���ʣ����̷�Ӧ����ʱ�䣻ͬʱ�����¶ȹ���Ӵ��ܺģ���ˣ��ۺϿ��ǽ����ʺ��ܺĵ����أ������¶�ѡ��Ϊ80 �档
2.4 Һ�̱ȶ�Ǧ�����ʵ�Ӱ��
����ҺpHֵ3.0�������¶�80 �桢������Ũ��6 mol/L��ʱ��3 h�������ٶ�400 r/min�������£����첻ͬ����Һ�̱ȶ�Ǧ�����ʵ�Ӱ�죬ʵ������ͼ9��ʾ��
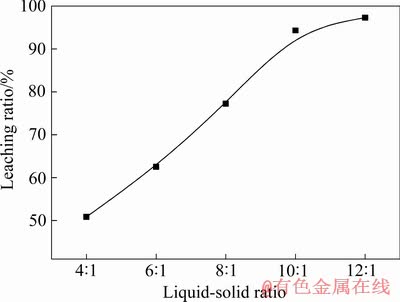
ͼ9 Һ�̱ȶ�Ǧ�����ʵ�Ӱ��
Fig. 9 Effect of liquid-solid ratio on leaching ratio of lead
��ͼ9��֪��Ǧ�Ľ���������Һ�̱ȵ����߶�����Һ�̱�Ϊ4:1ʱ��Ǧ�Ľ����ʽ�Ϊ50%����Һ�̱����ӵ�10:1ʱ��Ǧ�Ľ����ʴﵽ94.3%����Һ�̱ȴﵽ12:1ʱ��Ǧ�Ľ�����������97%������Һ�̱���10:1��������Һ��ϵ�в��뷴Ӧ��������������������Ǧ����λ�ܳ����Ӷ����Ǧ�Ľ����ʡ���Һ�̱ȹ��ή�ͽ���Һ��Ǧ��Ũ�ȣ������ں���Ǧ�Ļ��ա���ˣ��ۺϿ���Ǧ�Ľ����ʺͽ���Һ��Ǧ��Ũ�ȣ�ѡ��Һ�̱�Ϊ10:1��
2.5 ����ʱ���Ǧ�����ʵ�Ӱ��
����ҺpHֵΪ3.0�������¶�80 �桢������Ũ��6 mol/L��Һ�̱�10:1�������ٶ�400 r/min�������£����첻ͬ��Ӧʱ���Ǧ�����ʵ�Ӱ�죬ʵ������ͼ10��ʾ��
��ͼ10��֪�����ŷ�Ӧʱ������ӣ�Ǧ�Ľ�������������Ӧʱ���0.5 h�ӳ���2 hʱ��Ǧ�Ľ������������ӣ������ӳ�����ʱ����2 h��Ǧ�Ľ����������ȶ�������3 h��Ǧ�Ľ����������½����������ڳ�ʱ��ij�������ʹ�ý�����ϵ��ˮ��������������Һ�е��Ȼ�Ǧ���ֽᾧ���������Ǧ�Ľ������½���

ͼ10 ��Ӧʱ���Ǧ�����ʵ�Ӱ��
Fig. 10 Effect of reaction time on leaching ratio of lead
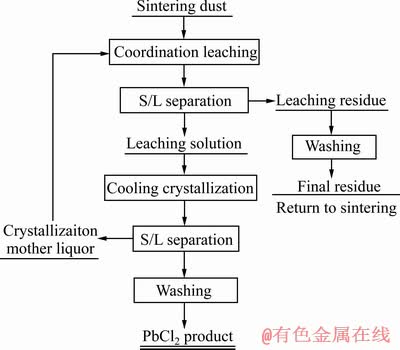
ͼ11 �ս��ͷ����λ���������Ȼ�Ǧ�Ĺ�������ͼ
Fig. 11 Flow sheet for selective coordination leaching of sintering dust for recovery of PbCl2
��2 ����������Ҫ��ѧ�ɷ�
Table 2 Main chemical composition of leach residue (mass fraction, %)

���ս��ͷ����ѡ������λ����Ǧ�Ĺ�������ͼ��ͼ11��ʾ��ͨ�������о�ȷ���ս��ͷ�ҽ������������������£���ҺpHֵΪ3.0�������¶�80 �棬������Ũ��6 mol/L��Һ�̱�10:1 mL/g������ʱ��2 h�������ٶ�400 r/min�������������½����ۺ���֤���飬�����ý���������Ԫ�ط�����������ڱ�2��
�ɱ�2��֪�������������ս��ͷ���е�Ǧ���ܳ���������Ӧ������Ǧ�ĺ�����ԭ���е�22.4%�½�Ϊ�������е�1.8%��Ǧ�Ľ�����Ϊ95.7%����������������̼�����������ֲ����������ڽ������еõ���������������̼�������ơ�����������������ֱ���ԭ���е�28.5%��2.7%��7.7%��2.9%��1.0%�ֱ����������е�52.6%��5.0%��9.5%��5.2%��1.7%�����ݽ������и���ֵĺ����ɼ����������ʣ������ͼ12��ʾ������ֵĽ����ʽ���������ս��ͷ���еĶԸ���ұ���к���Ǧ���ȡ��ص�Ԫ�صĽ����ʾ�����90%���ƵĽ�����Ϊ84%���Ը���ұ���к�������Ԫ���ѳ��ʸߡ����Ը���ұ�����õ������衢����Ԫ�ؽ����ʾ�С��5%�����ڽ������еõ���Ч������������Ϊ������ԭ���������ұ������ѭ��ʹ�ã�ʵ����Ǧ�ȶԸ������к�����Ԫ�ص�ѡ���Խ�����
�Խ������������ȷ����������ͼ13��ʾ�������������Ƚ��������������������������Ҫ�ֲ���0.38~27 mm֮�䣬���ƽ��ֱ��Ϊ3.59 ��m����ԭ����ȣ�������ƽ��������С���ȱ�����������������̽�����������ܽ�Ļ������ܽ⣬�ѳ����ս��ͷ���п��ܽ��������֣���С����������
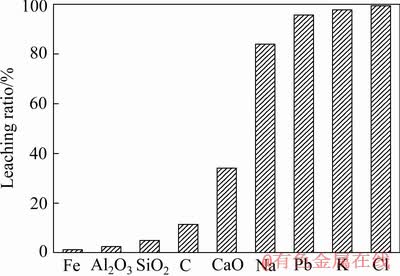
ͼ12 �ս��ͷ������ҪԪ�صĽ����ʷ���
Fig. 12 Analysis of leaching ratio of main elements in sintering dust

ͼ13 ���������ȷ���
Fig. 13 Size distribution of two stage leaching residue
�ս��ͷ�ҽ�������XRD���������FESEM- EDS�������ͼ14��15��ʾ����ͼ14���Կ���������������Ҫ����ΪFe2O3��Fe3O4���������������ﲻ���ܽ⣬��ԭ���е�KPb2Cl5��������ʧ�������ս��ͷ����Ǧ������������ܳ���FESEM-EDS�����������֪���������еĹ�������������ܹ⻬����״��Ϊ������ԭ�Ͽ�����ò�Աȷ��֣�ԭ�Ͽ������渲�ǵ���״Ǧ-�ȵȻ�������ʧ����һ��֤ʵ���ս��ͷ���и���������������Ȼ��������Ŀ��ܽ�Ļ������Ǧ���ء��ơ��ȵȱ��ܽ�������Խ�����Ŀ�������EDS�������֣��������й��������ҪԪ�����Ϊ���������衢̼�����ܽ�Ļ����������λ�������̾��нϺõ�ѡ���Խ���Ч����
�ս��ͷ�Ҿ����������ý���Һ�к�ǦŨ�Ƚϸߣ�������ȴ�ᾧ�ķ��������˺�Ľ���Һ��ȴ��5 �棬�ᾧʱ��12 h�������õĽᾧ�����ٲ���pHֵΪ3.0��������Һ��80 ��������ϴ��2�Σ����˺�ɵõ��Ȼ�Ǧ��Ʒ�����Ȼ�Ǧ��Ʒ����XRD�����ʹ��ȼ�����(��ͼ16)������������Ȼ�Ǧ��Ʒ�е���Ҫ����ΪPbCl2���Ȼ�Ǧ���ȴﵽ99.0%�������Ȼ�Ǧ��ĽᾧĸҺ��ҪΪ�Ȼ��ء��Ȼ��Ƶȸ�������λ�����Һ�����Է��ؽ�������ѭ��ʹ�á�

ͼ14 ��������XRD��
Fig. 14 XRD pattern of two stage leaching residue
ͼ15 ������SEM��EDS��
Fig. 15 SEM images((a), (b) and EDS patterns((a��), (b��)) of two stage leaching residue

ͼ16 �Ȼ�Ǧ�ᾧ�����XRD��
Fig. 16 XRD pattern of PbCl2 crystallization
3 ����
1) ��XRD��FESEM-EDS�������ս��ͷ��������Ҫ��Fe2O3��Fe3O4������ڣ�Ǧ��Ҫ����״��KPb2Cl5���������������������̼������������εĿ������档Ǧ�ĸ���״̬Ϊѡ������λ�����ṩ�˽ϺõĶ���ѧ������
2) ������λ�����ķ�����ԭ���е�Ǧ����ת��Ϊ���ܽ��Ǧ��������ӣ�����ҺpHֵΪ3.0�������¶�Ϊ80 �棬������Ũ��Ϊ6 mol/L������ʱ��Ϊ2 h��Һ�̱�(mL/g)Ϊ10:1�������ٶ�Ϊ400 r/min����������£�Ǧ�Ľ����ʴﵽ95.7%���Ը���ұ���к��ļء��ȵ�����Ԫ�ؽ����ʴ���95%�����Ը���ұ�����õ������衢����Ԫ�ؽ����ʾ�С��5%�����ڽ������еõ���Ч������ʵ����ѡ���Խ�����
3) �ս��ͷ�Ҿ���λ������õ��ĺ�Ǧ����Һ��������ȴ�ᾧ��ϴ�Ӵ����õ��Ȼ�Ǧ����Ϊ99.0%���Ȼ�Ǧ��Ʒ��ʵ����Ǧ����Դ�����á�
REFERENCES
[1] ����, ������, ������, ����ά, ����ƽ. �ս��������Դ�������½�չ[J]. �ս�����, 2014, 39(1): 56-59.
GUO Yu-hua, MA Zhong-min, WANG Dong-feng, BU Su-wei, ZHOU Yong-ping. New progress in resources utilization of sintering dust[J]. Sintering and Pelletizing, 2014, 39(1): 56-59.
[2] ���賿, �� ��, �Ŵ�, �ƽ���, Ѧ�ķ�. �ս��ͷ������ҵĴ���������[J]. ��ҵ��ȫ�뻷��, 2015(3): 41-43.
KANG Ling-chen, ZHANG Lei, ZHANG Da-hua, HUANG Jian-yang, XUE Gai-feng. Treatment and utility of the electrostatic precipitator dust of the sintering machine[J]. Industrial Safety and Environmental Protection, 2015(3): 41-43.
[3] �� ��. �ս��ͷ���������ȡһ����Ǧ�����о�[J]. �ս�����, 2012, 37(4): 71-74.
LIU Xian. Experimental study on preparation of lead oxide with dust from electrostatic precipitator of sinter machine feed end[J]. Sintering and Pelletizing, 2012, 37(4): 71-74.
[4] �κ�ǿ, �����, ����, �� ��. ����ұ���������Чѭ�����ü���˼·�빤�ռ���[J]. ұ������, 2007(6): 17-20.
LIAO Hong-qiang, BAO Xiang-jun, YU Guang-wei, HAN Qing. The technology integration of recycling in high efficiency[J]. Environmental Protection In Metallurgical Industry, 2007(6): 17-20.
[5] ZHAN Guang, GUO Zhan-cheng. Basic properties of sintering dust from iron and steel plant and potassium recovery[J]. Journal of Environmental Sciences, 2013, 25(6): 1226-1234.
[6] PENG Cui, GUO Zhan-cheng, ZHANG Fu-li. Existing state of potassium chloride in agglomerated sintering dust and its water leaching kinetics[J]. Transactions of Nonferrous Metals Society of China, 2011, 21(8): 1847-1854.
[7] TANG Hong-hu, SUN Wei, HAN Hai-sheng. A novel method for comprehensive utilization of sintering dust[J]. Transactions of Nonferrous Metals Society of China, 2015, 25(12): 4192-4200.
[8] ARIES E, ANDERSON D R, FISHER R, FRAY T A, HEMFREY D. PCDD/F and ��Dioxin-like�� PCB emissions from iron ore sintering plants in the UK[J]. Chemosphere, 2006, 65(9): 1470-1480.
[9] �� ��, �� ��, �� ��. ����ʡij��������ҵ�����ܱ�Ǧ��Ⱦ����[J]. ��ȫ�뻷������, 2007, 14(1): 20-23.
PENG Bing, WANG Liang, GONG Min. Contamination survey of Pb around an steel industrial area in Hubei[J]. Safety and Environmental Engineering, 2007, 14(1): 20-23.
[10] WANG T S, ANDERSON D R, THOMPSON D, CLENCH M, FISHER R. Studies into the formation of dioxins in the sintering process used in the iron and steel industry. 1. Characterisation of isomer profiles in particulate and gaseous emissions[J]. Chemosphere, 2003, 51(7): 585-594.
[11] PENG Cui, GUO Zhan-cheng, ZHANG Fu-li. Discovery of potassium chloride in the sintering dust by chemical and physical characterization[J]. ISIJ International, 2008, 48(10): 1398-1403.
[12] �߽���, ��ʿ��, ������, ����ͥ, ������, Ǯ ��. ���·��롢����ұ��۳��е�Zn[J]. �й���ɫ����ѧ��, 2012, 22(9): 2692-2698.
GAO Jin-tao, LI Shi-qi, ZHANG Yan-ling, ZHANG Yan-ting, CHEN Pei-yu, QIAN Gang. Separating and enriching zinc from metallurgical dust at low temperature[J]. The Chinese Journal of Nonferrous Metals, 2012, 22(9): 2692-2698.
[13] �촺��, �ܾ���, �����. ��תҤ������¯��˹�ҵ���������ͷ���[J]. �й�ұ��, 2015, 25(11): 61-66.
XU Chun-yang, ZHOU Jun-min, XU Wen-jing. Production experiments and analysis on blast furnace gas ash treatment with rotary kiln[J]. China Metallurgy, 2015, 25(11): 61-66.
[14] �λ���, �����, ��һ��, ������. ��пұ���ԭ������������[J]. ����, 2015, 50(12): 80-84.
HE Huan-yu, CHEN Zhen-hong, CUI Yi-fang, WANG Jie-qi. Sediment of flus gas in direct reduction treated by zinc-bearing metallurgical dust[J]. Iron and Steel, 2015, 50(12): 80-84.
[15] ������, �ܺ���, ��Ԩ��, л����. ת��¯�����ֳ��̷Ϲ��յĹ��̻���������ʵ��[J]. ����, 2012, 47(3): 89-93.
XU Hai-chuan, ZHOU He-min, QI Yuan- hong, XIE Guo-hai. Engineering and productive practice on rotary hearth furnace for steel dust and sludge[J]. Iron and Steel, 2012, 47(3): 89-93.
[16] ������, �ŵ¹�, ���ƽ, �� ��. �ս��ͷ���������Դ�����ü���[J].�ִ���ҵ, 2017, 33(9): 188-191.
TANG Wei-jun, ZHANG De-guo, WU Guo-ping, SUN Gang. Utilization technology of electric dust removal ash of sintering head[J]. Modern Mining, 2017, 33(9): 188-191.
[17] ������. �������ս��ͷ��������ۺ�����[D]. ��̶: ��̶��ѧ, 2010.
JIANG Xin-min. Comprehensive utilization of sintering ESP dust from iron and steel company[D]. Xiangtan: Xiangtan University, 2010.
[18] �� ��, �� ÷, ��־��, ��ˮ��, ������, ����Ȫ. ����ұ���ս������������ͭ��п�Ľ�����չ����о�[J]. ϡ�н���, 2015, 39(12): 1108-1114.
WU Bin, ZHANG Mei, FU Zhi-gang, YANG Shui-lian, WANG Wei-yan, YANG Yun-quan. Recovery of silver, copper and zinc in sintering filtrated dust from iron and steel metallurgical process[J]. Chinese Journal of Rare Metals, 2015, 39(12): 1108-1114.
[19] ֣�ٻ�. Ǧ������������ɷ�Ӧ��ƽ�ⳣ��[J]. ���Ͽ�ұѧԺѧ��, 1981, 12(4): 10-15.
ZHENG Di-ji. Equilibrium constants for the formation reactions of lead(��)-chloro complexes[J]. Journal of Central-South Institute of Mining and Metallurgy, 1981, 12(4): 10-15.
[20] ������, ���Ƚ�, ��С��. ����пƶ����п����Ǧ����������һ������[J]. �й���ɫ����ѧ��, 2012, 22(1): 296-303.
ZHANG Ya-li, YU Xian-jin, LI Xiao-bin. Leaching of silver and lead by chloride simultaneously from residue after zinc extraction of low-grade zinc oxide ores[J]. The Chinese Journal of Nonferrous Metals, 2012, 22(1): 296-303.
[21] �����, ���ϴ�, ����ƽ, ������, �� ��, ��ҫ��, ������, ������. NaCl-HCl��ϵ����Ǧ����Ǧ�Ķ���ѧ����[J]. �й���ɫ����ѧ��, 2015, 25(6): 1705-1712.
YANG Li-jiao, CHEN Nan-chun, ZHONG Xia-ping, XIE Qing-lin, GAO Jun, LANG Yao-xiu, LIU Chang-miao, WU Zhao-yang. Kinetics analysis of leaching lead from lead residue in NaCl-HCl solution[J]. The Chinese Journal of Nonferrous Metals, 2015, 25(6): 1705-1712.
[22] FARAHMAND F, MORADKHANI D, SAFARZADEH M S, RASHCHI F. Brine leaching of lead-bearing zinc plant residues: Process optimization using orthogonal array design methodology[J]. Hydrometallurgy, 2009, 95(3): 316-324.
[23] ֣�ٻ�, ����˵. ����Ǧ-������-ˮϵ�ڸ�����ǿ�ȼ����������µ�ƽ���о�[J]. ���Ͽ�ұѧԺѧ��, 1981, 12(4): 1-9.
ZHENG Di-ji, FU Chong-yue. Equilibrium study on the lead-chloride ion-water system at high ionic strength and elevated temperatures[J]. Journal of Central-South Institute of Mining and Metallurgy, 1981, 12(4): 1-9.
Coordination leaching behaviors of lead from sintering dust of steel plants
WANG Chen-yu, DENG Zhi-gan, LI Xing-bin1, WEI Chang, SUN Pu, SHI Xian-guo, LI Min-ting
(Faculty of Metallurgical and Energy Engineering, Kunming University of Science and Technology, Kunming 650093, China)
Abstract: According to the features of the sintering dust with various valuable elements, a selective coordination leaching process realizing the selective separation and recovery of lead was studied. The SEM�CEDS and XRD analysis results show that lead is absorbed on the surface of iron oxide compounds, aluminosilicate and carbon grain exist in sintering dust in the form of flocculent KPb2Cl5, and iron mainly exists in the form of Fe2O3 and Fe3O4. The effects of pH value, leaching temperature, Cl- concentration, leaching time and liquid-to-solid (L/S) on the leaching ratio of lead were investigated. The results show that, under the optimal conditions such as the pH value of 3.0, leaching temperature of 80 ��, Cl- concentration of 6mol/L, liquid-solid ratio of 10:1 and leaching time of 2 h, the lead compounds such as KPb2Cl5 are adsorbed on the surface of iron oxide compounds, and the aluminosilicate and carbon grains react with chlorine to form soluble complexes such as (i=1-4). The leaching ratio of lead is up to 95.7%. The selective coordination leaching process is achieved. Iron, carbon, silicon and aluminum, which are useful for iron and steel smelting, are enriched in leaching residue, while lead is leached and dissolved in the leaching solution. The lead in the leaching solution is crystallized by cooling crystallizing, washing and purification, the lead chloride product with purity of 99% is obtained.
Key words: sintering dust; coordination leaching; resource utilization; lead recycling
Foundation item: Project(2018YFC1900402) supported by the National Key Research and Development Plan for Solid Waste Recycling, China; Projects(51564030, 51664029, 51664030) supported by the National Natural Science Foundation of China; Project(2016FB097) supported by the Applied Basic Research of Yunnan Province, China
Received date: 2019-03-13; Accepted date: 2019-06-24
Corresponding author: LI Xing-bin; Tel: +86-871-65188819; E-mail: lixingbin2011@126.com
(�༭ ��ѧ��)
������Ŀ�������ص��з��ƻ��̷���Դ��ר��(2018YFC1900402)��������Ȼ��ѧ����������Ŀ(51564030��51664029��51664030)������ʡӦ�û����о��ƻ���Ŀ(2016FB097)
�ո����ڣ�2019-03-13�������ڣ�2019-06-24
ͨ�����ߣ����˱��ڣ���ʿ���绰��0871-65188819��E-mail��lixingbin2011@126.com

