DOI��10.19476/j.ysxb.1004.0609.2019.08.10
Ǧ�Ͻ����Ħ�����ӽ�ͷ����֯������
�����1, 2���߶���1��Ѧ ��1��Ф����1��������1��������3���Ž��3
(1. �й���ѧԺ �����о��������� 110016��
2. �й���ѧԺ��ѧ������ 100049��
3. ��������������ɫ�Ͻ�����˾������ 110149)
ժ Ҫ�����о����ý���Ħ������(FSW)�����ɹ�ʵ����8 mm��Ǧ�Ͻ��ĵĸ��ٺ��ӣ��õ��˱������ۡ���ۺ���ȱ�ݵ�FSW��ͷ�������������ת�ٿ��Դٽ�ǰ��������˲���ϵij�ֻ�ϣ���������ϵIJ��������ټӿ죬�ڸ�����ͣ����ʱ��̣���ͷ�����̶ȵõ����ƣ�����ڸ�ת�ٺߺ����������ܵõ����ܸ��õ�Ǧ�Ͻ�FSW��ͷ����ת��800 r/min������800 mm/min���������£��õ��˿���ǿ��Ϊ34 MPa��Ǧ�Ͻ����Ħ�����ӽ�ͷ����ǿ�ȴﵽĸ�ĵ�95%��������쳤��Ϊ2.5%�������쳤��Ϊ7%��������쳤�ʱ�ĸ�ĵ�Ҫ��
�ؼ��ʣ�Ǧ�Ͻ𣻽���Ħ��������ͷ������֯����ѧ����
���±�ţ�1004-0609(2019)-08-1654-06���� ��ͼ����ţ�TG456.9���� ���ױ�־�룺A
��ɫ���������ҵ�ձ���ø�Ũ��H2SO4�����ϵ[1]��Ǧ��Ǧ�Ͻ������ȶ�,������Һ�б������������׳��͡������Զ�������˱��㷺Ӧ���ڲ���������[2-3]��������ʪ��ұ���е�Ǧ�Ͻ���������������Ҫ���ա�������Ǧ�Ͻ������庸�Ӷ�����ۺ����գ��������ڹ���ࡢЧ�ʵ����⣬�����ڹ��տ��ظ��Բ����ȱ�ݶࡢ��ͷ���ܵ͵�ͻ�����⡣ͬʱ�����۳ر��漫������һ������Ǧ��Ĥ�����º������γɼ����ͱ�Եδ��[4]�����⣬����Ǧ���ܶȴ������Ըߣ��Ẹ������ʱ�����۳ش������������õ��ۺ���ͷǿ�Ȳ�������[5]�������ǣ�����Ǧ�е�ͣ��ڴ�ͳ�ۺ�������������Ǧ��������е������ϣ������ж�����������Ⱦ���������������������ص��˺�����ˣ�Ǧ�Ͻ�����ʡ���Ч����ɫ��������㷺Ӧ�ñ����������⡣
����Ħ������(Friction stir welding��FSW)��1991����Ӣ�������о��������Ĺ�̬���Ӽ���������������͡����ۻ�����ͷ��ѧ���ܺá�������������á���ɫ�������ص㣬�㷺Ӧ�������Ͻ�þ�Ͻ�ͭ�Ͻ����ɫ�����ĺ���[6-7]��FSW����Ч���ͳ�ۻ��������ĸ���ȱ�ݣ���ʵ�ִ�ͳ���Ѻ����ĸ�ǿ���Ͻ�(��2000ϵ��7000ϵ���Ͻ�)�ĸ��������ӣ���ͷ��ѧ�����������ڴ�ͳ�ۺ���ͷ��ѧ����[8]��FSW�ڸ�ǿ���Ͻ��ϵijɹ�ҲΪǦ�Ͻ�������ṩ����˼·��Ȼ������Ǧ�Ͻ�FSW���о����Ļ�δ��������
FSW��ͷ��������������������ڽ�ͷ����Ӱ����������ѻ���ͨ�������֣�һ������6000ϵ��7000ϵΪ�����ij���ǿ�����Ͻ����ں��ӹ����ȵ�����ʹ����Ӱ�����ij���������Ե��ܽ��볤�������ѧ���ܵĽ��ͣ���������[9]����һ������5000ϵ�ʹ�ͭΪ�����ļӹ�Ӳ��̬���ϣ�ͬ�������ں��ӹ����ȵ����ã�ʹ����Ӱ����������̬�ظ���λ���ܶȽ��ͣ���ѧ�����½�����������[10]������Ǧ�Ͻ�FSW���о������Ļ�δ���������ʶ����ͷ�Ķ��ѻ���ĿǰҲ�������
���о��������峣�ò���8 mm�������̬Pb-Sn�Ͻ������FSW�ԽӺ��ӣ������˺��Ӳ����Ժ�����������ѧ���ܵ�Ӱ�죬�ص�̽���˽�ͷ�Ķ�����Ϊ�������
1 ʵ��
���о����ò���Ϊ8 mm�������̬Pb-Sn�Ͻ𣬳�200 mm����80 mm��Sn�ĺ���Ϊ1.5%(��������)��
�����豸Ϊ FSW-5LM-020�����ؽ���Ħ��������ʵ���в��ø��ʺ��ӹ���, ���ֱ��Ϊ22 mm��������Ϊ M8����������, ����Ϊ 7.68 mm����ѡ2�������������Ʒ�����жԽӺ��ӣ��ֱ�Ϊת��400 r/min������ 400 mm/min(��Ʒ����ΪJ400- 400)��ת��800 r/min������800 mm/min(��Ʒ����ΪJ800-800)��
��Olympus Corporation HC-300Z/OL��ѧ������FEI Quanta 600��ɨ��羵(SEM)�ֱ�Խ�ͷ�ͶϿڽ�������֯������������Ʒ��ֱ�ں���ĺ����ȡ������Ʒ����ĥ����е�⡢��ⸯʴ����н���۲졣����Leco-LM-247AT����Ӳ����������Խ�ͷ�����4 mm����ֱ�ں������Ӳ�ȷֲ����ߣ�ÿ��1 mm��㣬�����غ�0.5 N����ѹ15 s������SANS-CMT5205���������������1��10-3 s-1Ӧ�����ʽ��������������顣������Ʒ��ֱ�ں��췽����ȡ������140 mm����ಿ�ֳ�40 mm����20 mm��ĸ��������Ʒ�ߴ��뺸��������Ʒ�ߴ���ͬ��ÿ��������Ʒȡ3��ƽ��������������ȡƽ��ֵ��
2 ��������
2.1 ����ĺ����ò
ͼ1��ʾΪ���麸�Ӳ����º��������Ƭ����ͼ1�ɼ��������麸�Ӳ��������¾��õ���ƽ����ȱ�ݵĺ��죬�ɹ�ʵ����Ǧ�Ͻ�Ľ���Ħ�����ӡ�ͼ2��ʾΪ��ֱ�ں��췽��ĺ�۽�����֯�����к����Ҳ�Ϊǰ���࣬���Ϊ���˲ࡣ��ͼ2�ɼ��������麸�Ӳ��������£���������δ�۲쵽���Եĺ��ȱ�ݣ��õ���������״�ĺ�������ͬʱ�����˾�Ϊ��״��ò�����ϲ����Ӱ��������Ƚ�dz����ҪΪ������Ӱ��������һ���������б������Ͻ𣬱�����Ǧ�Ͻ��FSW�����У����Ժ����ϲ����ϵ�����������Խ�С����Ӧ��������Ǧ���۵�ϵͣ���Ħ���������£����º��������ԣ�ʹ���ϲ��ܽ�����磬����������IJ����ܱ������С��
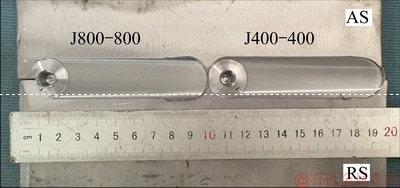
ͼ1 Pb-Sn�Ͻ�����FSW���������ò
Fig. 1 Surficial morphologies of FSW joints of rolled Pb-Sn alloy plates (AS��Advancing side; RS��Retreating side)
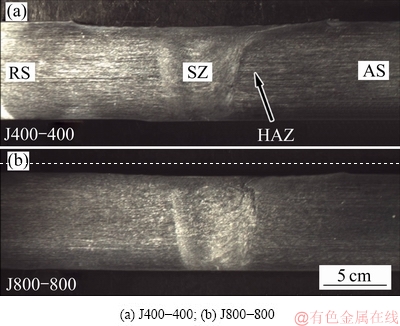
ͼ2 Pb-Sn�Ͻ�����FSW��ͷ���������ò
Fig. 2 Cross-sectional macrostructures of FSW joints of rolled Pb-Sn alloy plates (SZ��Stir zone; HAZ��Heat affected zone)
2.2 ���ղ����Ժ������ܵ�Ӱ��
����Ǧ�Ͻ���ܶȴ�ǿ������ȴ�ܵͣ���ʵ������Ӧ�������ױ��ε��¶�·������ɰ�ȫ�¹ʣ����Ǧ�Ͻ����ѧ�������������������ܺû��ļ�����Ҫ�IJ���֮һ[11]��
ͼ3��ʾΪ�����麸�Ӳ���������Ǧ�Ͻ�FSW��ͷ��Ӳ�����ߡ���ͼ3�п��Կ����������㷢�֣�
1) ���в����£���ĸ��(Parent metal��PM)��Ƚ�ͷ������������Ӳ�����߳��ֳ���W���ͣ��������Ͻ��FSW��ͷ��Ӳ�����߹�������[12-13]����������������Ӱ������ʼӲ�����ͣ�����Ӱ�����ͺ���������ﵽ���ֵ����������������¶�ԼΪ7.5 HV�����봿ͭFSW��ͷ���Ӳ�ȳ�������Ӱ����ԭ��һ��[10]���������ȵ����ã���Ӱ����������̬�ظ���Ӳ��ֵ���͡�ͬʱ����Ӱ����Խ�������ˣ���������Խ����Ӱ�����Ļظ��̶�ҲԽ��Ӳ�Ƚ���Խ���������ں��ӹ��ߵĽ��輰�ȵ����ã����˴���������ϸ������������Ӱ���������˷���Ӳ�������ߡ�
2) ������Եλ�õ��·������ϵ�Ӳ��ֵ���ĸ�Ľϸߣ���������������µļ�ѹ����ʹ������·��IJ��ϲ����˼ӹ�Ӳ����ǿ�����ĸ����һ������ߡ�
3) ����J800-800��������Ӳ��ֵ������J400-400��������Ҫ�ߣ�������Ϊת�ٺͺ���Խ��FSW�����е�Ӧ���Ӧ������Ҳ��Խ�������ľ�������ϸС[14]�����ڽϸ�ת�ٺͺ��������£������ĺ���Ӳ��ֵҪ�����ڵ�ת�ٺͺ��������µĸߡ�
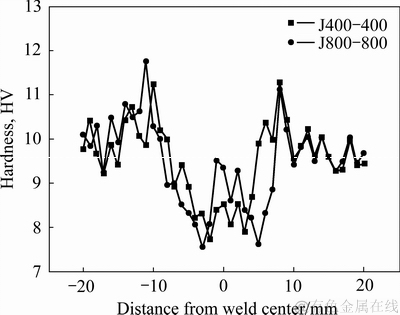
ͼ3 Pb-Sn�Ͻ�FSW��ͷ��Ӳ������
Fig. 3 Microhardness profiles of different FSW joints of Pb-Sn alloy
ͼ4��ʾΪĸ�ĺͲ�ͬ���Ӳ�����Ǧ�Ͻ�FSW��ͷ���������ߡ���ͼ4�ɼ���ĸ�ĵĿ���ǿ�����Ϊ36.MPa�������쳤��Ϊ15%��������û�о����쳤�ʣ����ǵ��͵ı���̬Ǧ�Ͻ����������[4]������J400-400��J800-800�Ŀ���ǿ�ȱ�ĸ�ĵ��Եͣ��ֱ�Ϊ31 MPa�� 34 MPa������ϵ���ֱ�ﵽ��86%��95%����������J800-800�ӽ���ǿ���ӵ�ˮƽ��ͬʱҲ�������ۺ���ͷ�Ŀ���ǿ��[15]������J400-400�Ķ����쳤�ʺ;����쳤�ʷֱ�Ϊ5%��1.5%����Ȼ����J800-800�Ķ����쳤��ֻ��7%����������쳤��ȴ��2.5%����ĸ����ԽϺã�������Ϊ��Ӱ�����IJ��Ϸ�����һ���̶ȵĶ�̬�ظ���ʹ�ö�λ���Ĵ���������һ������ߣ�Ҳ���֤��ǰ����������ȷ�ԡ�
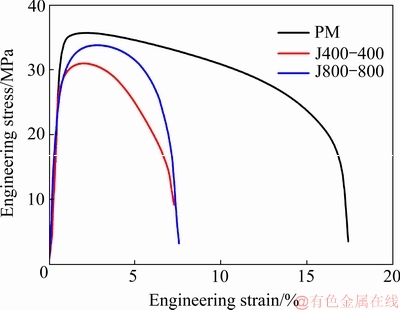
ͼ4 Pb-Sn�Ͻ�ĸ�ĺ�FSW��ͷ��������������
Fig. 4 Engineering stress-strain curves of different FSW joints of Pb-Sn alloy at room temperature
ͼ5��ʾΪĸ�ĺͲ�ͬ���Ӳ�����Ǧ�Ͻ�FSW��ͷ���������λ�á���ͼ5�ɼ�������J800-800��������Ӱ�����ͺ������Ľ��Ӵ�������Ӳ�������ϵ����Ӳ�ȵ����һ�¡�������J400-400ȴ�����ں����ڣ�������Ӳ�������ϵ����Ӳ�ȵ㲢��һ�¡�
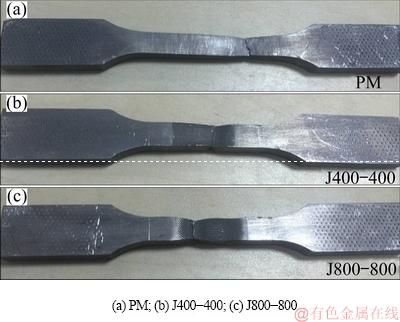
ͼ5 Pb-Sn�Ͻ�ĸ�ĺ�FSW��ͷ�������λ��
Fig. 5 Failed tensile positions of different FSW joints and parent material of Pb-Sn alloy
Ϊ�˽�һ������Ǧ�Ͻ���ѻ���������J400- 400�쳣���ѵ�ԭ���о���PM����FSW��ͷ�ĶϿڽ�����ɨ��羵�۲죬��ͼ6��ʾ��ͼ6(a)��ʾΪĸ������Ͽڵ�������ò��������������B��C�Ŵ���ͼ6(b)��(c)��ʾ����ͼ6(b)�ɼ���Ǧ�Ͻ�ĸ��������Ĺ����в���������ϸС�Ŀ�������ͼ6(c)�ɼ����ڱ��ι��̵Ļ��ƺۼ���ӳ��Ǧ�Ͻ�ĸ�ľ��нϺõ���չ�ԣ��������������߾��нϸߵĶ����쳤��һ�¡�ͼ6(d)~(f)��ʾΪ����J400-400����Ͽڵ���ò���Ͽڵײ�����FSW��ͷ����ϵĵ�����ò[16](��ͼ6(e))���ڽϵ͵�ת���£����ϵ�����������֣�������ǰ����ͺ��˲���ϻ�ϲ����[17-18]���ں��˵ײ��γ������Ľ�ϡ���ͼ6(f)�й۲쵽�˽�dz�����ѣ��������������߾���һ�����쳤��һ�£���ӳ������������һ�������ԡ�ͼ6(g)��ʾΪ����J800-800����Ͽڵ�������ò����ͼ6(g)�ɼ����Ͽڿ��Է�Ϊ�м�����(����H)�Ϳ�����������(����I)�����֣�����Ŵ���ͼ6(h)��(i)��ʾ����ͼ6(h)�ɼ����м�������ֳ�����ĸ�ĶϿ�����C�������������˲��ֲ���Ҳ�������õ���չ�ԡ�����ͼ6(i)�ɼ����Ͽڿ�����������������Ե����Ѻ�˺���⣬��ӳ�������һ�������ԡ�����J800-800����Ͽڵ�������������нϺõľ����쳤�ʺ�һ���Ķ����쳤�ʣ��������������ߵĽ����һ�µġ�
ͼ7��ʾΪ��ͬ���Ӳ�����Ǧ�Ͻ�FSW��ͷ����������λ�úͶϿں����ò����������J400-400����������λ�ó����ں����ҶϿڳ��֡�����״��������������������Ͽڵ�������һ�µģ�Ϊ���͵�FSW��ͷ����ϵĵ�����ò������������J800-800����������λ�ó�������Ӱ�������������������λ��Ҳ��һ�µġ�ͬʱ����Ȼ����λ��δ�����ں��ˣ����ں��˵ײ��������ѷ죬˵�����˵ײ�Ҳ��Ǧ�Ͻ�FSW��ͷ�ı�������֮һ����һ���������Ͻ�FSW��ͷ�������ص�Ҳ�����Ƶ�[17]��
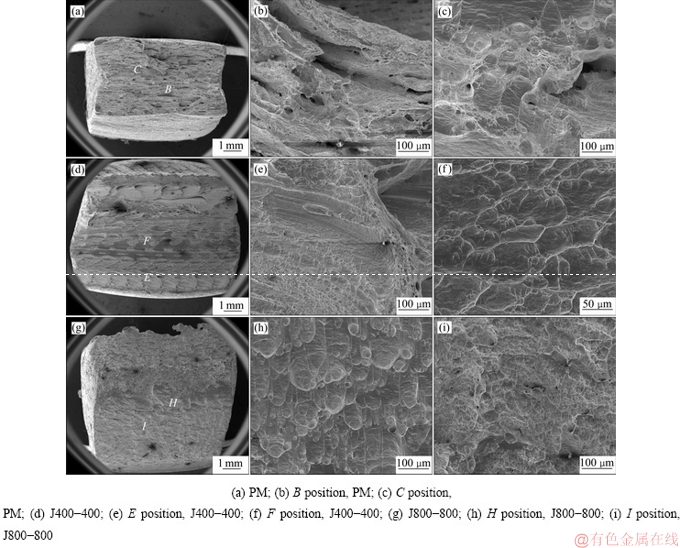
ͼ6 Pb-Sn�Ͻ�ĸ�ĺ�FSW��ͷ�Ͽڵ�SEM��
Fig. 6 Fracture SEM images of different FSW joints and base material of Pb-Sn alloy
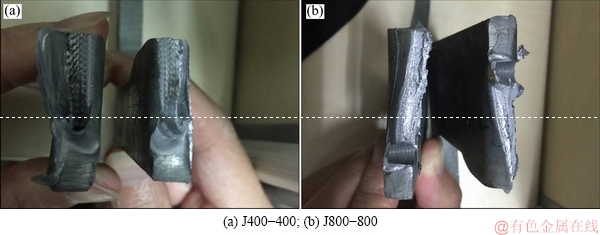
ͼ7 Pb-Sn�Ͻ�FSW��ͷ����������λ��
Fig. 7 Fractured bending positions of different FSW joints of Pb-Sn alloy
��������������������ת�ٿ��Դٽ�ǰ��������˲�IJ��ϳ�ֻ�ϣ���������ϵIJ��������ߺ����±���Ѹ�٣��¶���Խϵͣ���ͷ�������̶�Ҳ��Խϵ͡���ˣ���ת�ٺߺ��ٲ������ܹ��õ����ܸ��õ�Ǧ�Ͻ�FSW��ͷ������Ҫ���ǣ��ߺ���Ҳ��������ߺ���Ч�ʣ������ʺ���ʵ�ʹ�ҵ��������Ȼ�봫ͳ�ۺ�Ǧ�Ͻ��ͷ��ȣ�����FSW��ͷ��ǿ�Ȳ�û��̫�����ߣ���FSW���ֹ��ຸ�Ӽ����ܹ���Ч�ı����ڴ�ͳ�ۺ��������ɵ��ж����ʣ��ܹ�ʵ��Ǧ�Ͻ�����ʡ���Ч����ɫ���ӡ�
3 ����
1) ���ý���Ħ���������ɹ������麸�Ӳ�����ʵ����8 mm������̬Ǧ�Ͻ��ĶԽӺ����õ������ȱ�ݵĺ��ӽ�ͷ��
2) ��ת�ٿ��Դٽ�ǰ��������˲�IJ��ϳ�ֻ�ϣ���������ϵIJ������ߺ����±���Ѹ�٣��¶���Խϵͣ���ͷ�������̶�Ҳ��Խϵ͡���ˣ���ת�ٺߺ������ܹ��õ����ܸ��õ�Ǧ�Ͻ�FSW��ͷ��
3) ��ת��800 r/min������800 mm/min���������£��õ��˿���ǿ��Ϊ34 MPa��Ǧ�Ͻ�FSW��ͷ���ﵽĸ��ǿ�ȵ�95%�������쳤��Ϊ2.5%�������쳤��Ϊ7%�����о����쳤�ʸ���ĸ�ĵľ����쳤�ʡ�
REFERENCES
[1] ��ï��, Ϳ �|, �����, ������, ������. Gd����ɫ���������Ǧ���������ܵ�Ӱ��[J]. �й���ɫ����ѧ��, 2014, 24(11): 2821-2826.
ZHU Mao lan, TU Tao, ZHU Gen song, ZHANG Li na, WANG Rui xiang. Influence of Gd on properties of Pb based anode for nonferrous electrowinning[J]. The Chinese Journal of Nonferrous Metals, 2014, 24(11): 2821-2826.
[2] �� ��, ������, ������, �ߺ㷢, ������, �� ��, ��ҵ��. Nd ��п����� Pb Ag �Ͻ��������ܵ�Ӱ��[J]. �й���ɫ����ѧ��, 2012,22(4): 1126-1131.
HONG Bo, JIANG Liang xing, L�� Xiao jun, NI Heng fa, LAI Yan qing, LI Jie, LIU Ye xiang. Influence of Nd on Pb Ag alloy anode for zinc electrowinning[J]. The Chinese Journal of Nonferrous Metals, 2012, 22(4): 1126-1131.
[3] LUPI C, PILONE D. New lead alloy anodes and organic depolarizer utilization in zinc electrowinning[J]. Hydrometallurgy, 1991, 52(3): 223-230.
[4] �Ʋ���, ��ɹ�, ʯ����, ����ܣ�������. �й����Ϲ��̴��, ���ľ�[M]. ����: ��ѧ��ҵ������, 2006: 464-480. HUANG Bai-yun, LI Cheng-gong, SHI Li-kai, QIU Guang-zhou, ZUO Tie-yong. China materials engineering canon, Volume 4[M]. Beijing: Beijing Chemical Industry Press, 2006: 464-480.
[5] ������. Ǧ��Ǧ�Ͻ�[M]. ��ɳ: ���Ϲ�ҵ��ѧ������, 1996: 1-21.
LI Song-rui. Plumbum and plumbum alloy[M]. Changsha: Central South University of Technology Press, 1996: 1-21.
[6] KHAN N Z, KHAN1 Z A, SIDDIQUEE A N, AL-AHMARI A M, ABIDI M H. Analysis of defects in clean fabrication process of friction stir welding[J]. Transactions of Nonferrous Metals Society of China, 2017, 27(7): 1507-1516.
[7] PADHY G K, WU C S, GAO S. Friction stir based welding and processing technologies-processes, parameters, microstructures and applications: A review[J]. Journal of Materials Science & Technology, 2018, 34(1): 1-38.
[8] ����չ, �ص���, �� ��. LF21 ���Ͻ𱡰����Ħ������֯������[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2007, 38(5): 917-921.
ZHOU Peng-zhan, HE Di-qiu, DENG Hang. Microstructure and property of friction stir welded LF21 aluminum sheet[J]. Journal of Central South University(Science and Technology), 2007, 38(5): 917-921.
[9] SHANAVAS S, EDWIN RAJA DHAS J. Parametric optimization of friction stir welding parameters of marine grade aluminium alloy using response surface methodology[J]. Transactions of Nonferrous Metals Society of China, 2017, 27(11): 2334-2344.
[10] XUE P, XIAO B L, ZHANG Q, MA Z Y. Achieving friction stir welded pure copper joints with nearly equal strength to the parent metal via additional rapid cooling[J]. Scripta Materialia, 2011, 64(11): 1051-1054.
[11] ����ε, �� ��, ������, ����ΰ. LF21 Ce��п�����Pb-Sb�Ͻ����������ܵ�Ӱ��[J]. �ȼӹ�����, 2018, 47(4): 89-95.
DAI Bing-wei, YU Jie, ZHOU Xiao-long, LIU Ke-wei. Influence of Ce on properties of Pb-Sb alloy anode platefor zinc electrowinning[J]. Hot Working Technology, 2018, 47(4): 89-95.
[12] л����, �����, �� ��. 6061-T4���Ͻ�˫������Ħ����T�ͽ�ͷ��֯������[J]. �й���ɫ����ѧ��, 2015, 25(1): 72-79.
XIE Yong-hui, YANG Xin-qi, CUI Lei. Microstructure and property of 6061-T4 aluminum alloy T-joints by friction stir welding under single pass and double passes[J]. The Chinese Journal of Nonferrous Metals, 2015, 25(1): 72-79.
[13] ZHANG Z, XIAO B L, MA Z Y. Influence of water cooling on microstructure and mechanical properties of friction stir welded 2014Al-T6 joints[J]. Materials Science and Engineering A, 2014, 614: 6-15.
[14] ZENG X H, XUE P, WANG D, NI D R, XIAO B L, MA Z Y. Realizing equal strength welding to parent metal in precipitation-hardened Al-Mg-Si alloy via low heat input friction stir welding[J]. Science and Technology of Welding and Joining, 2018, 23(6): 478-486.
[15] SHEEN M T, CHANG C M, TENG H C, KUANG J H, HSIEH K C, CHENG W H. The influence of thermal aging on joint strength and fracture surface of Pb/Sn and Au/Sn solders in laser diode packages[J]. Journal of Electronic Materials, 2002, 31(8): 895-902.
[16] ������, ���ܻ�. ���Ͻ�Ľ���Ħ������[M]. ����: �й��������, 2010: 198-239.
WANG Guo-qing, ZHAO Yan-hua. Friction stir welding of aluminum alloy[M]. Beijing: China Aerospace Press, 2010: 198-239.
[17] �� ��. ���ֵ��͵����������Ͻ����Ħ�����ӽ�ͷ����֯�������о�[D]. ����: �й���ѧԺ�����о���, 2017: 67-91.
TAO Yao. Microstructure and mechanical properties of friction stir welded joints of two typical third generation aluminum-lithium alloys[D]. Shenyang: Institute of Metal Research, Chinese Academy of Sciences, 2017: 69-71.
[18] ZENG X H, XUE P, WANG D, NI D R, XIAO B L, MA Z Y. Effect of processing parameters on plastic flow and defect formation in friction-stir-welded aluminum alloy[J]. Metall Mater Trans A, 2018, 49(7): 2673-2683.
Microstructure and mechanical property of friction stir welded Pb alloy joints
ZENG Xiang-hao1, 2, NI Ding-rui1, XUE Peng1, XIAO Bo-l��1, MA Zong-yi1, WANG Li-li3, ZHANG Jin-nan3
(1. Institute of Metal Research, Chinese Academy of Sciences, Shenyang 110016, China;
2. University of Chinese Academy of Sciences, Beijing 100049, China;
3. Shenyang Xinlixing Non-ferrous Metal Alloy Co., Ltd., Shenyang 110149, China)
Abstract: In this study, Pb-Sn alloy sheets with thickness of 8 mm were subjected to friction stir welding (FSW) under various welding parameters. The results show that high rotation rates promote the mixture of material in the stirred zone, which is beneficial to avoid the formation of void defects. Meanwhile, a faster traverse speed reduces the duration of welding tool at high temperatures, which can restrain the soft of material during FSW. Thus, higher rotation rates and faster traverse speeds are beneficial to obtain FSW joints of Pb alloys with high strength. Under the rotation rate of 800 r/min and welding speed of 800 mm/min, a sound FSW joint is obtained with the ultimate tensile strength (UTS) of 34 MPa, reaching to 95% of that of the parent metal. The uniform elongation and elongation to failure of this joint are 2.5% and 7%, respectively.
Key words: Pb alloy; friction stir welding; joints; microstructure; mechanical property
Foundation item: Project(51331008) supported by the National Natural Science Foundation of China; Project (Z17-7-025) supported by the Shenyang Science and Technology Innovation Plan of Shenyang City, China
Received date: 2018-08-15; Accepted date: 2018-12-11
Corresponding author: NI Ding-rui; Tel: +86-24-23971749; E-mail: drni@imr.ac.cn
(�༭ ��ѧ��)
������Ŀ��������Ȼ��ѧ����������Ŀ(51331008)�������пƼ����¡�˫�ٹ��̡���Ŀ(Z17-7-025)
�ո����ڣ�2018-08-15�������ڣ�2018-12-11
ͨ�����ߣ��߶����о�Ա����ʿ���绰��024-23971749��E-mail��drni@imr.ac.cn

