国内外铍及含铍材料的研究进展
来源期刊:中国有色金属学报2014年第5期
论文作者:许德美 秦高梧 李 峰 王战宏 钟景明 何季麟 何力军
文章页码:1212 - 1224
关键词:铍;铍雾化粉;铍铝合金;铍/氧化铍金属基复合材料;近净形
Key words:beryllium; beryllium atomized powder; BeAl alloy; beryllium/beryllia metal matrix composite; near-net shape
摘 要:综述近20年来国外铍及含铍材料的研究进展,主要包括铍的冶金制备、铍合金、铍和氧化铍金属基复合材料、铍金属间化合物等。概括我国在铍材料方面取得的研究与生产技术进展,以及与国外研发水平的差距。并展望未来10年我国铍及含铍材料需要重点发展的新材料以及突破的关键技术。
Abstract: The research progress of beryllium and beryllium-containing materials was reviewed in the past two decades in the world, and much effort in this work was focused on beryllium metallurgy, beryllium alloys, beryllium oxide, beryllium matrix composites and intermetallics. The advances of beryllium materials in both research and production techniques in China were summarized, especially in technique gap as compared to that in the developed countries. Finally, the new beryllium materials and their key techniques conforming to the requirements of industry were proposed in the next one decade in China.
文章编号:1004-0609(2014)05-1212-12
许德美1, 2,秦高梧1,李 峰2,王战宏2,钟景明2,何季麟2,何力军3
(1. 东北大学 材料各向异性与织构教育部重点实验室,沈阳 110819;
2. 西北稀有金属材料研究院 宁夏特种材料重点实验室,石嘴山 753000;
3. 宁夏大学 宁夏光伏重点实验室,银川 750021)
摘 要:综述近20年来国外铍及含铍材料的研究进展,主要包括铍的冶金制备、铍合金、铍和氧化铍金属基复合材料、铍金属间化合物等。概括我国在铍材料方面取得的研究与生产技术进展,以及与国外研发水平的差距。并展望未来10年我国铍及含铍材料需要重点发展的新材料以及突破的关键技术。
关键词:铍;铍雾化粉;铍铝合金;铍/氧化铍金属基复合材料;近净形
中图分类号:TG146.2;TB383 文献标志码:A
XU De-mei1, 2, QIN Gao-wu1, LI Feng2, WANG Zhan-hong2, ZHONG Jing-ming2, HE Ji-lin2, HE Li-jun3
(1. Key Laboratory for Anisotropy and Texture of Materials, Ministry of Education,
Northeastern University, Shenyang 110819, China;
2. Key Laboratory of Ningxia for Rare Materials, Northwest Rare Metal Materials Research Institute, Shizuishan 753000, China;
3. Key Laboratory of Ningxia for Photovoltaic Materials, Ningxia University, Yinchuan 750021, China)
Abstract: The research progress of beryllium and beryllium-containing materials was reviewed in the past two decades in the world, and much effort in this work was focused on beryllium metallurgy, beryllium alloys, beryllium oxide, beryllium matrix composites and intermetallics. The advances of beryllium materials in both research and production techniques in China were summarized, especially in technique gap as compared to that in the developed countries. Finally, the new beryllium materials and their key techniques conforming to the requirements of industry were proposed in the next one decade in China.
Key words: beryllium; beryllium atomized powder; BeAl alloy; beryllium/beryllia metal matrix composite; near-net shape
铍的密度与镁的相似,其刚度与钨的相当,熔点达1285 ℃,并具有非常强的热中子散射能力,且当温度发生数百度的变化时,铍部件仍能保持原来的尺寸。这些优异的性能使铍成为一种特殊的功能和结构材料,在武器系统、航空航天和核能等领域有着重要的应用[1-4]。铍铝合金结合了铍的刚性和铝的韧性,有望成为下一代航空航天结构材料[4]。氧化铍陶瓷属于特种陶瓷,具有高耐火度、高热导率以及优良的核性能,主要用于高级耐火材料和原子能反应堆,作为高热导率材料应用集中在各种大功率电子器件和集成电路上[5]。在铜和镍中加入2.0%(质量分数)左右的铍后,合金的强度、硬度和弹性得到了大幅度提高,并在冲击时不产生火花,高温性能也得到了改善。铍铜合金在所有铜合金综合性能最好,应用在众多工业领域。
铍镍合金的工作温度比铍铜合金的高出250~300 ℃[4],可应用在特殊高温环境中。另外,航空用优质铝合金铸件中常加入少量铍,以提高铸件的纯度、表面光洁度、强度、塑性和成品率。镁合金与氧接触时,氧化和燃烧特别剧烈,添加0.001%(质量分数)的铍即能将镁的着火温度提高200 ℃[4, 6]。在钛合金中,铍是最有效的晶粒细化剂,加入0.05%的铍就能将晶粒度为几百微米的钛铸件细化到几十微米[7]。因此,开发与完善铍系列产品是一个国家发展国防、高新技术和基础工业中重要的一环,也是国家战略资源利用和储备的重要目标。
近20年来,金属铍及含铍材料在工艺技术、新材料的研发方面取得了许多新的研究进展,这些成果主要集中在美国,部分成果产自俄国和日本。我国金属铍及含铍材料的研究集中在传统工艺优化上,对新材料和工艺技术研究较少。针对这一现状,本文作者在综述国内外研究成果的基础上,提出未来10年我国金属铍及含铍材料需要重点突破的关键技术。
1 国外近20年来金属铍和含铍材料的研究进展
表1总结了近20年来国外铍及含铍材料的主要研究内容及其进程。从表1可以看出,近20年来,金属铍和铍铝合金的制备采用了许多新工艺技术。涉铍新材料的设计和制备也取得了相当的成绩,O-30级
铍材、新型铍铝合金、E材料和高导率铍铜合金等一些含铍新材料已经得到市场认可,成功研发尚未规模化生产但具有良好应用前景的含铍新材料有铍铝镁合金、铍钛合金、BeO-UO2/Be-U新型核燃料。
1.1 金属铍工艺技术进展
在所有铍材料中,金属铍用量最少但最重要。近20年来,金属铍的粉末冶金生产工艺从冶炼、制粉到成型技术均发生了质的飞跃。
1.1.1 熔融电解法制高纯鳞片铍
目前,从铍化合物中制取纯铍的实用技术有两种,即氟化铍镁热还原法和氯化铍熔盐电解法。氟化铍镁热还原法首先用氟化氢铵将BeO转化为氟铍化氨,氟铍化氨热分解获得BeF2,再用Mg将氟化铍还原成金属铍。这种方法生产的金属铍珠,由于氟化镁流动性差,导致渣和铍珠难以分离,铍珠的纯度较低。氯化铍熔盐电解法是用镍坩埚作阴极,石墨棒作阳极,将大致等量氯化铍和氯化钠混合熔融,保持在350 ℃进行电解。熔盐电解法生产的鳞片铍比镁热还原法生产的铍珠成本更低,纯度也较高,前者为99%以上,后者为98%[3]。电解法最早是二战期间德国用来生产金属铍,美国和法国也曾使用过[8],但该工艺在较长时间内一直没有得到工业化推广,目前工业上普遍采用镁热还原法。直到21世纪初,美国Materion公司(原Brush Wellman公司)才将这种熔融电解法生产的鳞片铍用于生产中[9]。
表1 国外近20年来铍及含铍材料的主要进展
Table 1 Main progress of beryllium and beryllium-containing materials abroad in recent 20 years

1.1.2 惰性气体雾化法制金属铍粉末
20世纪90年代初,美国空军实验室资助Materion公司进行金属铍惰性气体雾化制粉技术研究。铍雾化制粉技术必须解决铍活性强、控制液态金属流在喷嘴处凝结以及铍金属粉末和铍蒸汽毒性防护等问题,为此,铍雾化制粉工艺的成熟并达到规模化生产经历了艰难的研发历程[10-11],到2000年,Materio公司才实现了铍惰性气体雾化制粉技术的生产应用。
雾化铍粉呈球形、纯度高,解决了以往气流冲击片状铍粉结构造成铍材各向异性和纯度低的问题[12-14],使得制备高纯各向同性铍材成为可能。图1所示为雾化和冲击法制备铍粉的形貌。此外,球形铍粉良好的流动性提高了粉末的填充性能和装粉密度,使铍异型件和大尺寸铍坯的生产变得更加容易[11]。
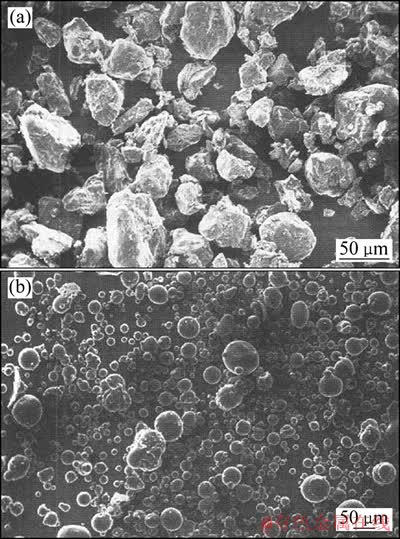
图1 气流冲击铍粉末和雾化球形铍粉末的SEM像[13]
Fig. 1 SEM images of typical impact ground (a) and atomized spherical beryllium powder (b)[13]
2005年,乌克兰Khar’kov物理科技研究院国家科技中心也成功研制出球形铍粉,使用半连续设备,通过雾化金属法生产出不同粒度组成的球形铍和铍合金(Be-Al,Be-Al-Mg),并称工艺已达到商业化水平[15-16]。
1.1.3 铍近净形成型技术和快速近净形成型技术
20世纪80年代,美国Materion、Perkin Elmer/Hughes Danbury Optical Systems和OCA Applied Optics公司使用可滤心轴技术,进行了大量的金属铍近净形成型工艺研究。可滤心轴技术就是通过复杂的包套设计直接压制接近产品尺寸的铍坯,并最终能将封于铍坯内部的心轴取出。至20世纪80年代末金属铍近净形技术的主要问题集中在如下3个方面:1) 成本昂贵的包套仅能使用一次;2) 无法预测铍坯尺寸在成型过程的缩减量;3) 降温过程中包套与铍热性能不匹配造成铍坯开裂。为了解决这些问题,美国Materion和MATSYS公司在DARPA项目的资助下开发了一种类似于“熔模铸造”的快速近净形成型工艺,这种工艺通过注射法生产蜡铸模,蜡铸模使用导电蜡,可将金属电镀到蜡铸模上,然后除蜡就可生产出尺寸精确的包套,用于生产复杂形状的异型件。MATSYS公司模拟和预测了成型过程中包套承受的压力,同时MATSYS公司还研发了模型和仿真程序来演示粉末固结过程,模拟粉末固结对铍件最终形状的影响,模型考虑的因素有温度、压力/变形、加热和加压速率[11, 13, 17-20]。
目前,美国铍的近净形技术水平很高,在模压-烧结-热等静压、直接等静压、冷等静压-烧结-热等静压、冷等静压-烧结-热变形等金属铍成型工艺中广泛采用近净形技术[17, 20-24],有效降低了铍材料的生产成本。
1.1.4 铍小球生产技术
铍小球的主要用途是在未来空间反应堆和国际热核聚变反应堆(International thermonuclear experimental reactor,ITER)包层上。从20世纪90年代开始,美国和日本均开始了铍小球的研制。在铍小球制造工艺方面开发出气体雾化法、离心雾化法、Mg还原法、旋转电极法、喷射法等工艺,这些方法制备的铍小球直径不同。Mg还原法制备的铍小球直径较大,一般在2 mm左右,旋转电极法在0.3~1.8 mm,气体雾化法为0.1~0.2 mm。Mg还原法制备的铍小球是工业上氟化铍镁热还原生产铍珠的副产品,工艺流程最短,成本也相对较低,但球的尺寸较大,产量较低;旋转电极法是一种工艺简单、效率较高的制备方法,而且制备的铍小球性能较好,但设备复杂、成本相对较高。目前,制备ITER实验包层用铍小球的多选用旋转电极法[25-32]。
1.2 铍铝合金工艺技术进展
为了改善铍的脆性,20世纪60年代应美国国家航空航天局(NASA)开发塑性铍基材料的要求,Nuclear Metals公司(现Starmet公司)和Lockheed Martin Electronics and Missiles公司合作开发第一种商业用铍铝合金(Lockalloy,Be-38%Al,质量分数),采用预合金化粉冷热等静压的工艺制备铍铝合金,因该工艺复杂、成本过高,70年代后期停止生产[4, 33]。
20世纪90年代以来,粉末热等静压和精密铸造法制备铍铝合金的工艺技术均取得了许多新的进展,使铍铝合金成本大幅下降,铍铝合金的生产进入工业化生产阶段,并开发了新型铍铝合金。在此基础上,2004年,美国Materion公司报道,已将电子束焊接技术和近净成形技术成功应用到铍铝合金中,使铍铝合金的生产成本降低了80%[34-35]。可能正是基于这种成本上的大幅度降低,2005年,美国预测具有良好刚度、密度和热学特性的铍铝合金将成为下一代航空航天结构材料[35-40]。目前,铍铝合金的挤压/轧制生产技术也已成熟。相比而言,3种制备铍铝合金的方法中,挤压/轧制法制得的铍铝合金性能最好,粉末热等静压法制备的铍铝合金性能优于精密铸造的(见表2)。精密铸造法的制备成本最低,挤压/轧制法和粉末热等静压法的制造成本大体相当。
1.2.1 铍铝合金铸造工艺技术进展
在铸造工艺方面,Materion公司的AlBecast IC910铍铝合金可用标准铝铸件相同方法铸造,加工和涂敷,降低了部件成本,该铸件还可与快速成型(RP)技术连用。相比用手工模具生产和验证设计的方法,采用这种技术生产铸件的速度快得多,相比用手工模具生产和验证设计的方法,制造和组装工序也无需昂贵的硬质模具。通过立体印刷(SLA)这种常用方法,大量RP技术被用于制造AlBeCastIC910铸件[4]。
IC910铍铝合金可用标准铝铸件相同方法铸造,加工和涂敷,降低了部件成本,该铸件还可与快速成型(RP)技术连用。相比用手工模具生产和验证设计的方法,采用这种技术生产铸件的速度快得多,相比用手工模具生产和验证设计的方法,制造和组装工序也无需昂贵的硬质模具。通过立体印刷(SLA)这种常用方法,大量RP技术被用于制造AlBeCastIC910铸件[4]。
Materion公司还取得了一项AlBeMet合金半固态加工技术的专利。该专利以铍粉末和A356、6061和7075Al合金粉末为原料,用特定的挤压速率将铍微粒压进金属模腔内和熔融铝结合来生产BeAl合金(Be含量为30%和40%)[4, 36, 43-44]。
1.2.2 粉末冶金制备铍铝合金的工艺技术进展
2007年,美国Materion公司实现了惰性气体雾化制铍铝预合金粉,粉末成球形如图2(a)所示。用球形粉热等静压压制的铍铝合金相界面得到了很大的改善,Al相的尖锐末梢减少[4, 36, 45](见图2(b)),提高了合金性能,其性能数据见表2。
2005年,Materion公司开始采用新开发的热等静压固结工艺制造净近形铍铝合金,这些坯块经机械加工成美军阿帕奇战斗直升机的新型光学传感系统部 件[4, 45]。
1.3 新型铍材料的开发和应用
1.3.1 新品级金属铍材
1) O-30级金属铍
由于铍雾化制粉技术的成熟,美国Materion公司成功研发了O-30光学级铍材。O-30光学级铍材是目前粉末冶金方法生产的纯度最高、各向各向同性最好的铍材,其BeO含量<0.5%。O-30级铍材的物理性能、力学性能和抛光工艺性能,特别是低温性能均优于其他光学材料的,如ULE、Zerodur、SiC等,成为美国下一代太空望远镜―詹姆斯韦伯太空望远镜主镜的镜体材料。2003―2007年19块六边形对角直径为1.52 m的镜坯在Materion公司全部制造完毕[46-51]。
表2 不同工艺生产的铍铝合金力学性能
Table 2 Mechanical properties of beryllium aluminum alloy produced by different techniques
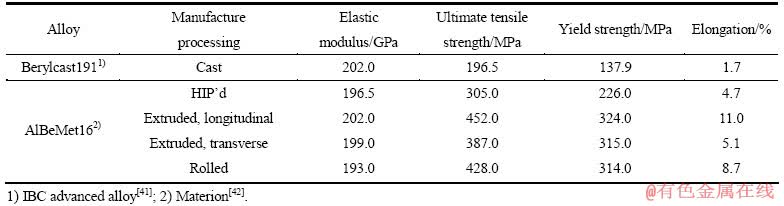

图2 惰性气体雾化制备的AM162预合金粉形貌及用其压制的AlBeMet162合金的显微组织[43]
Fig. 2 Morphology of AM162 atomized powder (a) and microstructure of HIP’d AM162 (b)[43]
2) 超高纯铍材
2011年3月美国Materion公司发布了UHP-9999品级的铍材,该品级铍材的纯度达99.99%[52],这是迄今为止工业化生产出的最纯的金属铍材,但有关该品级铍材的制造工艺、生产技术,以及力学和物理性能的详细信息尚未见报道。
3) 聚变核反应堆用铍材
近20年来由于ITER项目的推动,金属铍在高热、高辐射极端工作环境下的结构与功能稳定性以及核物理特性已被充分研究[53-58],材料的纯度也略有提高,核用铍材从S-65B升级为S-65C。包裹聚变反应氘原子和氚原子的铍制密封缸制备是美国国家点火装置 (National ignition facility,NIF)项目的重点之一。该密封缸是一个中空方形的铍薄壁构件,制作十分困难,且在铍添加了少量的铜。美国洛斯阿拉莫斯国家实验室(LANL)通过Trident激光装置研究了铍在冲击波条件下的熔化和变化过程,以及铍本身应力对其不稳定性等的影响。在此基础上,通过一定的工艺技术,改善铍材料的微结构,成功研制了NIF用铍制密封缸,这一工艺的核心技术是控制铍晶体的生长[58-62]。
4) 铍铸锭源产品
铍材铸锭晶粒粗大,一直无法细化,不能用于后续变形加工,因此在20世纪70年代末,提出铍的铸造工艺只有在作为提纯时才有用[63],铍板箔材的生产原料一直采用粉末冶金法生产的热压铍锭。但21世纪初美国Materion公司公布了用真空熔炼电解精炼鳞片铍铸锭生产IF-1TM牌号的板箔材和真空熔炼铍珠生产IS-50MTM板箔材,这两种板箔材的纯度分别为99.8%和99.0%[9,64],这表明美国Materion公司解决了以往铍铸锭源产品生产过程中遇到的相关技术难点。
1.3.2 新型铍铝合金
表3 美国铍铝合金产品种类和工艺[4]
Table 3 Beryllium aluminum alloy products and production technologies in USA[4]

20世纪90年代,为了适应航空航天工业对铍铝合金不断增长的需求,美国Starmet和Materion公司都开发了新型铍铝合金。Starmet公司开发了Berylcast族铍铝合金,Materion公司则开发了AlBeMet和AlBeCast系列合金。表3列出了新型铍铝合金的成分、工艺和用途[4]。
1.3.3 金属铍和氧化铍的金属基复合材料(E材料)
20世纪90年代美国Materion公司开发了一种铍和氧化铍的金属基复合材料(E材料),分为E20、E40和E60 3种。E材料首先通过冲击制粉,然后罐装、脱气、热等静压成38.1 cm×50.8 cm×53.34 cm的标准坯块,然后切割成指定大小,研磨和加工成最终尺寸。E材料在微观结构上类似于共晶组织,由铍和氧化铍晶体颗粒组成。E材料具有高导热和高热容,并在很宽的温度范围内尺寸稳定。通过改变铍和氧化铍比例,能够改变材料特定的热学、物理学和力学性能,使其既具有高热导率,又具有特定线膨胀系数。E材料主要集中应用在电子器件上,突出的优点是提高了电子元件的寿命与焊接点的寿命,主要用于要求苛刻的航天航空和军工电子领域[4, 44]。
1.3.4 铍钛(钒)合金
铍除了具有所有金属中最小的热中子吸收截面使中子有效返回堆芯,加速核反应外,主要是因为铍对氧的亲合力和吸气作用提高了等离子体的纯度,且铍原子序数小对等离子体污染小而成为ITER包层最佳材料。但作为中子倍增剂铍也具有一些缺点,主要是铍的氦脆性。另外,铍的熔点相对较低、高温下具有高活性、与试验包层选用的不锈钢有一定反应[65-67]。因此无法满足更为苛刻的工作条件如DEMO聚变反应堆的要求。
为了克服这些缺点,某些含铍的具有较高熔点的金属间化合物引起了工程师们的注意,包括Ti、V、Zr、Nb、Ta、Mo、W、Y等元素与铍的各种晶体结构的金属间化合物已进行大量研究。考虑到铍含量不能过低而使氚增值率明显下降、添加元素不能具备较大的相对原子质量、各元素在辐照下的抗活化性能等因素,最终选用Be-Ti和Be-V二元富Be金属间化合物。从而,充分研究了Be-Ti和Be-V二元相图富Be区,确定了基于这些化合物的成分和微观结构。在这两类材料中,Be-Ti合金熔点较低,相对而言容易制造,是目前的首选材料[65-68]。在Be-Ti体系各种晶体结构的金属间化合物中,Be12Ti金属间化合物具有更好的抗氧化性,相对于金属铍,Be12Ti表现出快速氚释放、较小的肿胀、与不锈钢、蒸汽以及水较小的反应,特别是在辐照效应上发现Be12Ti具有明显的优势,在同样的辐照条件下,Be12Ti中没有观察到金属铍因氘残留造成的细长孔洞缺陷(见图3)[69-73]。
Be12Ti合金表现出快速氚放、较小肿胀等特性,且与不锈钢、水和蒸汽反应较慢,又可用作EU-HCPB覆层包层,因此在将来变得非常重要[72],同时目前看来Be12Ti是下一代基于锂陶瓷反应堆最有希望的包壳材料。另外,Be12Ti小球也是未来空间反应堆的主要原料,日本、美国和德国在这方面已经取得了相当的进展。
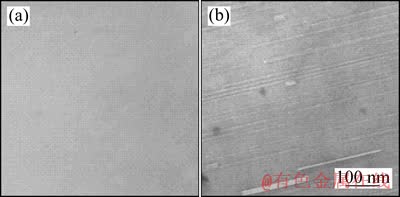
图3 400 ℃时用8 keV-D2+、剂量为2×1021 D+/m2辐照后的Be12Ti和Be的TEM像[73]
Fig. 3 TEM images of Be12Ti (a) and beryllium (b) irradiated with 8 keV-D2+ and dosage of 2×1021 D+/m2 at 400 ℃[73]
1.3.5 其他含铍新材料
2005年,美国洛斯・阿拉莫斯(LANL)国家实验室开发出了一种新型铍合金Be-2Ti。这种Be-2Ti新型合金产品具有极细的晶粒尺寸和优异的高温力学性能[74-75]。
2005年,美国Purdue大学的研究者,将氧化铀分布在网状氧化铍上制成BeO-UO2的新型燃料,这种新型核燃料相对于普通燃料,热导率至少提高了50%,并且使用时间更长,燃烧效率更高,由此热能浪费减少。低温下也很安全,且反应堆运行更加灵活。使用该燃料每年可以节约上百万美元[76]。
自20世纪90年代,美国和日本均开发了更低铍含量(0.2%~0.8%)铍铜合金产品,这种铍铜合金兼备高强度和高导电性,在电子工业具有很好的应用[4]。铍镍合金(包括铍镍钛合金)是一种耐高温的超高弹性导电合金,是已知合金中弹性最好的一种,与铍铜相比,铍镍合金的工作温度可提高250~300 ℃,是制作高级弹性元件的最佳材料,可用于性能要求比铍铜更为严格的场合,同时,铍镍合金也是良好的高温耐磨材料。目前,美国和日本铍镍合金的生产技术已十分成熟[4, 77-78]。
近几年来,俄罗斯航空航天研究所在铍铝合金的基础上加入了镁元素(约5%),得到的合金组织较铍铝合金的更细小,力学性能比铍铝的好(见图4),该类材料已经被应用于Buran太空船和一些卫星上[79]。

图4 Be含量不同时Be-Al-Mg合金和Be-Al合金力学性能的变化[79]
Fig. 4 Dependence of mechanical properties of Be-Al-Mg and Be-Al alloys on content of beryllium[79]
2 我国近20年来铍及含铍材料的研究进展
近20年来,我国含铍新材料的研发主要有ITER级铍材、同步加速器束流管用高纯高强铍材、铍锑合金和铍铝合金。
从2003年开始,我国西北稀有金属材料研究院开展ITER第一壁板用铍材料研究。通过制粉、模具和工艺等创新,填补国内高纯热压铍材的研发技术空白,研制的ITER用CN-G01级铍材的性能达到美国同类产品S-65C材料水平,其个别性能甚至优于S-65C材料的[80]。
2007―2008年,通过材料和机加工技术攻关,西北稀有金属材料研究院研制出首套北京正负电子对撞机用薄壁铍管,壁厚仅0.6 mm,实现了我国铍材在高能物理学领域应用的突破[81]。
锑铍芯块是核电站二次中子源“点火”控制装置的重要配套元件,采用锑与铍混合粉末模压制造。1997年,我国西北稀有金属材料研究院自主研发了铍锑芯块产品,达到了国际先进水平,替代了进口产品[81]。
我国铍铝合金的起步较晚,从2004年才开始进行铍铝合金的研发,分别进行了精密铸造和粉末冶金(两种粉末直接混合)工艺和材料基础研究工作。经过几年攻关,西北稀有金属材料研究院和东北大学明确了影响铍铝合金性能的关键因素,掌握了精密铸造工艺和粉末冶金工艺制备铍铝合金的核心技术[82-84],但目前产品种类还较为单一。
在技术和工艺研究方面,近20年来,我国金属铍的研发集中在对传统粉末冶金工艺技术的提升上。铍铜合金的研究集中在大卷重高精度铍铜合金的制造工艺研发上。氧化铍陶瓷研究集中在高纯高密度(BeO纯度≥99%)BeO陶瓷的制备技术上[5]。
3 我国金属铍和含铍材料未来10年重点发展方向
目前,我国铍及含铍材料在品级、工艺技术和材料研发的水平上与国外存在着很大的差距,影响着铍产业链的发展和铍材料的自主供给。在未来10年,迫切需要掌握一批先进的铍和含铍材料的核心技术,主要集中在以下几个方面。
3.1 高纯铍冶炼工艺技术及制粉新技术
铍粉制备经历了圆盘磨、球磨、气流冲击和雾化四代制粉技术。我国目前仍采用第三代气流冲击制粉技术,第四代铍雾化制粉技术的研究尚未开展。但提高铍材纯度,降低各向异性,突破铍雾化制粉技术是关键。另外,提升目前金属铍珠冶炼工艺技术水平以及掌握纯度更高电解鳞片铍的制备技术也是高纯铍研发的基础。
3.2 铍近净形成型技术和快速近净形成型技术
金属铍材料价格昂贵,近净形成型技术和快速近净形成型技术对降低铍的成本具有重要意义,近净形工艺的技术难点在于制备过程中防止铍件开裂。我国对铍的等静压近净形技术的研究处于起步阶段,制造各向同性的近净形铍材将是我国未来铍材研究的重点。
3.3 新型铍材的合金设计与制备
目前,我国金属铍、铍铝合金、铍铜合金和BeO陶瓷产品均存在种类较少的问题,需要加大力度进行新材料的研发和新产品的设计。
在金属铍方面,未来几年针对惯导和光学应用开发的仪表级和光学级铍材是重点研发方向。另外,发展铍铸锭源产品,改变目前我国铸造工艺只作为提纯手段的现状,对铍材的发展,尤其对铍合金的后续加工成型具有深远的意义。
在铍铝合金方面,美俄铍铝合金研发均始于20世纪60年代,成熟于90年代,已经开发了多品种铍铝合金产品以适应不同的应用领域。我国铍铝合金的研制起步较晚,虽已掌握了铍铝合金的制造技术,但产品种类、质量和生产技术水平还与国际上有较大差距,新型铍铝合金的组织控制与低成本工艺研发是未来重点方向。技术上同金属铍一样,铍铝合金需要突破雾化制粉和近净形成型技术。
在铍铜合金方面,低铍含量高导高弹铍铜合金和铍镍合金(含铍镍钛)开发是未来研发重点。另外,目前我国高质量的铍铜产品全部依赖进口,迫切需要提升现有铍铜合金生产线技术水平,重点是掌握高质量铍铜合金半连续铸造工艺和高精度大卷重铍铜带材生产工艺。
在电子器件上,工业发达国家已普遍采用99.5%氧化铍陶瓷产品,而我国普遍使用纯度仅为99.0%[5],并且目前国产的氧化铍陶瓷主要用于低端电子散热基片,在反应堆与惯性导航中使用的高性能氧化铍陶瓷异型件的生产尚属空白。因此未来高纯、高密度氧化铍陶瓷的生产工艺技术,特别是异型件生产技术开发将是解决我国氧化铍陶瓷向高端领域发展的关键。
4 结论
金属铍作为一种特殊的有色金属,由于其粉体和蒸汽具有毒性,研究需要特殊的防护和环境处理措施,并且铍研究投入大而收益小,这些因素严重限制了能够参与铍研究的单位,造成目前我国铍材料研发方面滞后于发达国家的现状。然而,铍及其含铍材料在诸多方面具有优异性能,是国防、航空航天和核工业中不可或缺的材料,目前我国铍产业的水平和能力,已在一定程度上制约了铍相关应用领域的发展。因此,未来10年是我国铍产业发展的关键时期,急需快速提升我国在该领域的研发水平,特别需要加强铍的基础研究。在工艺技术上重点需要突破究铍和铍铝合金的雾化制粉和近净形成型技术、高质量铍铜合金半连续铸造工艺和高精度大卷重铍铜带材生产工艺、高纯BeO陶瓷的生产技术,以及铍/氧化铍金属基复合材料、铍金属间化合物(铍钛)成型工艺。
REFERENCES
[1] BOLAND M A. Beryllium―Important for national defense[EB/OL].http://pubs.usgs.gov/fs/2012/3056/pdf/fs_2012_3056.pdf. 2012-05-15.
[2] 吴源道. 铍―性质、生产和应用[M]. 北京: 冶金工业出版社, 1986: 1-5.
WU Yuan-dao. Beryllium―Properties, production and application[M]. Beijing: Metallurgical Industry Press, 1986: 1-5.
[3] 聂大均. 铍粉末冶金与加工技术[M]. 北京: 中国有色金属工业总公司, 1986: 1-4.
NIE Da-jun. Powder metallurgy and processing technology of beryllium[M]. Beijing: China Nonferrous Metals Corporation, 1986: 1-4.
[4] ROSKILL Information Services Ltd. The economics of beryllium[M]. London: Roskill Information Services Ltd Press, 2001: 1-126.
[5] 高陇桥. 氧化铍陶瓷[M]. 北京: 冶金工业出版社, 2006: 1-9.
GAO Long-qiao. BeO ceramics[M]. Beijing: Metallurgical Industry Press, 2006: 1-9.
[6] HOUSKA C. Beryllium in aluminum and magnesium alloys[J]. Metals and Materials Magazine, 1988, 4(2): 100-103.
[7] BERMINGHAM M J, MCDONALD S D, STJONN D H. DARGUSCH M S. Beryllium as a grain refiner in titanium alloys[J]. Journal of Alloys and Compounds, 2009, 481(1/2): L20-L23.
[8] STONEHOUSE A J. Physics and chemistry of beryllium[J]. Journal of Vacuum Science & Technology A, 1986, 4(3): 1163-1170.
[9] MATERION CORPORATION. IF-1TM beryllium high purity foil[EB/OL]. http://materion.com/Products/Beryllium/~/media/ Files/PDFs/Electrofusion/EQF3006_IF1.pdf. 2012-01-19.
[10] MARDER J M, HASHIGUCHI D H. Structure and properties of atomized beryllium powder[J]. Metal Powder Report, 1989, 44(1): 50-53.
[11] PARSONAGE T B. Advances in beryllium optical technology utilizing spherical powder[C]//STEPP L M. Proceedings of SPIE (Vol. 3352). Part of the SPIE Conference on Advanced Technology Optical/IR Telescopes VI. USA: The International Society for Optics and Photonics, 1998: 130-139.
[12] PARONAGE T, BENOIT J. Advances in beryllium and AlBeMet optical materials[C]//HATHEWAY E H. Proceedings of SPIE (Vol. 4771). Optomechanical Design and Engineering 2002. USA: The International Society for Optics and Photonics, 2002: 222-229.
[13] HAWS W J. New trends in powder processing beryllium-containing alloys[J]. JOM, 2000, 52(5): 35-37.
[14] PARSONGE T. JWST beryllium telescope: Material and substrate fabrication[C]//ATAD-ETTEDGUI E, DIERICKX P. Proceedings of SPIE (Vol. 5494). Optical Fabrication, Metrology, and Material Advancements for Telescopes. USA: The International Society for Optics and Photonics, 2004: 39-48.
[15] TIKHINSKIJ G F, STOEV P I, PAPIROV I I, BABUN A V, VASIL’EV A A. New beryllium materials[J]. Journal of Nuclear Materials, 233/237(2): 828-831.
[16] BABUN A V, NEKLYUDOV I M, AZHAZHA V M, KOVTUN K V, VASIL’EV A A, BOBYLEV G G. Powder metallurgy of beryllium: The developments of the national scientific center “Khar’kov physicotechnical institute”[J]. Powder Metallurgy and Metal Ceramics, 2006, 45(3/4): 207-213.
[17] SAXTON D, PARSONAGE T B. Advances in near net shape beryllium manufacturing technologies[C]//DIERICKX P. Proceedings of SPIE (Vol. 4003). Optical Design, Materials, Fabrication, and Maintenance. USA: The International Society for Optics and Photonics, 2000: 80-90.
[18] COURTNEY T P, KRANKOTA, J L. Finite element analysis of hot isostatic pressing of beryllium powder into near net shapes[R]. USA: Rockwell International, Golden, CO, Rocky Flats Plant, 1987.
[19] REARDON B J. Advances in beryllium powder consolidation simulation[R]. Los Alamos, NM: Los Alamos National Laboratory, 1998.
[20] GOLDBERG A. Beryllium manufacturing processes[R]. Livermore, CA: Lawrence Livermore National Laboratory, 2006.
[21] CLEMENT II T P. Design of lightweight beryllium optics, factors effecting producibility, and cost of near-net-shape blanks[C]//RIEDL M J, HALE R R, PARSONAGE T B. Proceedings of SPIE (Vol. 1485), Reflective and Refractive Optical Materials for Earth and Space Applications. USA: The International Society for Optics and Photonics, 1991: 31-38.
[22] HASHIGUCHI D H, CLEMENT T P, MARDER J M. Properties of beryllium consolidated by several near-net shape processes[J]. Journal of Materials Shaping Technology, 1989, 7(1): 23-31.
[23] CLTMENT T P, PARSONAGE T B, KUXHAUS M B. Near-net-shape processing cuts cost of beryllium optics[J]. Advanced Materials & Processes, 1992, 141(3): 37-40.
[24] WALSH K A, VIDAL E E, GOLDERG A, DALDER E N C. OLSON D L, MISHRA B. Beryllium chemistry and processing[M]. Ohio: ASM International, 2009: 328-333.
[25] ISHITSUKA E, KAWAMURA H, SAKAMOTO N, NISHIDA K. Process for preparing metallic beryllium pebbles: USA, 5958105[P]. 1999-09-28.
[26] ANDERL R A, SCAFFIDI-ARGENTINA F, DAVYDOV D, PAWELKO R J, SMOLIK G R. Steam chemical reactivity of Be pebbles and Be powder[J]. Journal of Nuclear Materials, 2000, 283/287(2): 1463-1467.
[27] UCHIDA M, KAWAMURA H, UDA M, ITO Y. Elementary development for beryllide pebble fabrication by rotating electrode method[J]. Fusion Engineering and Design, 2003, 69(1/4): 491-498.
[28] DALLE DONNE M, LONGHURST G R, KAWAMURA H, SCAFFIDI-ARGENTINA F. Beryllium R&D for blanket application[J]. Journal of Nuclear Materials, 1998, 258/263(1): 601-606.
[29] TANAKA S, OHARA Y, KAWAMUR H, TANAK S, OHAR Y, KAWAMUR H. Blanket R&D activities in Japan towards fusion power reactors[J]. Fusion Engineering and Design, 2000, 51/52: 299-307.
[30] ISHITSUKA E, KAWAMURA H. Thermal and mechanical properties of beryllium pebbles[J]. Fusion Engineering and Design, 1995, 27: 263-268.
[31] DALLE DONNE M, GORAIEB A, PIAZZA G, SCAFFIDI-ARGENTINA F. Experimental investigations on the thermal and mechanical behaviors of a binary beryllium pebble bed[J]. Fusion Engineering and Design, 2000, 49/50: 521-528.
[32] ISHITSUKA E, KAWAMUR H, TERAI T, TANAKA S. Compression properties of neutron irradiated beryllium pebbles[J]. Fusion Engineering and Design, 2000, 51/52: 123-126.
[33] FENN R W, GLASS R A, NEEDHAM R A, STEINBEG M A. Beryllium-aluminum alloys[J]. Journal of Spacecraft, 1965, 2(1): 87-93.
[34] MILEWSKI J O. Ultra-narrow gap laser welding of BeAl alloys―Final report[R]. Los Alamos, NM: Los Alamos National Laboratory, 1998.
[35] MATERION CORPORATION. AlBeWeldTM―Net shaping through electron beam welding[EB/OL]. http://materion.com/ Products/Beryllium/MetalMatrixComposites-Beryllium/AlBeWeld.aspx. 2011-01-31.
[36] SPEER W, ES-SAID O. Applications of an aluminum-beryllium composite for structural aerospace components[J]. Engineering Failure Analysis, 2004, 11(6): 895-902.
[37] ANONYMOUS. Beryllium aluminum ready for take off[J]. Machine Design, 2005, 77(7): 38.
[38] KENDIG K L. Beryllium-aluminum alloys raise stiffness of spacecraft[J].Advanced Materials & Processes, 2005, 163(9): 12.
[39] US Air Force Research Laboratory, Wright-Patterson Air Force Base. Beryllium- aluminum alloys reduce weight in spacecraft[J]. Advanced Materials & Processes, 2004, 162(4): 12.
[40] US Air Force Research Laboratory. Beryllium-aluminum alloys reduce weight of spacecraft components and provide greater stiffness than conventional materials[J]. USAF Materials Technology Highlight, 2004(4): 3.
[41] IBC Advanced Alloy. Product data sheet - Beralcast 191[EB/OL]. http://www.ibcadvancedalloys.com/index.php?src= gendocs&ref=BeAlAlloys&category=Products. 2013-07-11.
[42] Materion Corporation. AlBeMet162 material properties [EB/OL]. http://materion.com/Products/Beryllium/MetalMatrixComposites-AluminumBeryllium/AlbeMet.aspx. 2012-11-17.
[43] MARDER J M. Aluminum-beryllium alloys[J]. Advanced Materials & Processes, 1997, 152(4): 37-40.
[44] PARSONAGE T. Beryllium metal matrix composites for aerospace and commercial applications[J]. Materials Science and Technology, 16(7/8): 732-738.
[45] KNAPP J T. 38% aluminum-62% beryllium shaped blank technology[C]//GOODMAN W A, ROBICHAUD J L. Proceedings of SPIE (Vol. 6666). Optical Materials and Structures Technologies III. USA: The International Society for Optics and Photonics, 2007: 66660W-1-8.
[46] STAHL H P, FEINBERG L O, TEXTER S C. JWST primary mirror material selection[C]//MATHER J C. Proceedings of SPIE (Vol. 5487). Optical, Infrared, and Millimeter Space Telescopes. USA: The International Society for Optics and Photonics, 2004: 818-824.
[47] REED T, KENDRICK S E, BROWN R J, HADAWAY J B, BYRD D. Final results of the subscale beryllium mirror demonstrator (SBMD) program[C]//STAHL H P. Proceedings of SPIE (Vol. 4451). Optical Manufacturing and Testing IV. USA: The International Society for Optics and Photonics, 2001: 5-14.
[48] KENDRICK S E, CHANEY D, BROWN R J. Optical characterization of the beryllium semi-rigid AMSD mirror assembly[C]//STAHL H P. Proceedings of SPIE (Vol. 5180). Optical Manufacturing and Testing V. USA: The International Society for Optics and Photonics, 2004: 180-187.
[49] COLE G C, GARFIELD R, PETER T, WOLFF W, JOHNSON K, BERNIER R, KIIKA C, NASSAR T, WONG H A, KINCADE J, HULL T, GALLAGHER B, CHANEY D, BROWN R J, MVKAY A, COHEN L M. An overview of optical fabrication of the JWST mirror segments at Tinsley[C]//MATHER J C , MACEWEN H A, DE GRAAUW MATTHEUS W M. Proceedings of SPIE (Vol. 6265). USA: The International Society for Optics and Photonics, 2006: 62650V-1-62650V-9.
[50] NELLA J, ATKINSON C, BRONOWICKI A, BUJANDA E, COHEN A, DAVIES D, MOHAN M, POHNER J, REYNOLDS P, TEXTER S, SIMMONS D F, WALDIE D, WOODS R. James web space telescope (JWST) observatory architecture and performance[C]//MATHER J C. Proceedings of the SPIE (Vol. 5487). Optical, Infrared, and Millimeter Space Telescopes. USA: The International Society for Optics and Photonics, 2004: 576-587.
[51] STAHL H P. JWST mirror technology development results[C]//BURGE J H, FAEHNLE O W, WILLIAMSON R. Proceedings of SPIE (Vol. 6671). Optical Manufacturing and Testing VII. USA: The International Society for Optics and Photonics, 2007: 667102-1-667102-12.
[52] Materion Corporation. UHP 9999 high purity grade beryllium[EB/OL]. http://materion.com/~/media/Files/PDFs/ Beryllium/SpecSheets/UHP-9999.pdf. 2012-03-13.
[53] MOONS F, SANNEN L, RAHN A, DE VELDE J V. Neutron irradiated beryllium: Tensile strength and swelling[J]. Journal of Nuclear Materials, 1996, 233/237(2): 823-827.
[54] REIMANN J, BOCCACCINI L, ENOEDA M, YING A Y. Thermomechanics of solid breeder and Be pebble bed materials[J]. Fusion Engineering and Design, 2002, 61/62: 319-331.
[55] YOU J H, BOLT H. Thermal stress intensity factor of interfacial cracks of a plasma facing component under high heat flux loading[J]. Fusion Engineering and Design, 2003, 65(4): 483-492.
[56] REIMANN J, HARSCH H. Thermal creep of beryllium pebble beds[J]. Fusion Engineering and Design, 2005, 75/79: 1043-1047.
[57]  M, CONRAD R, DERZ H, DUWE R, LINKE J, LODATO A, MEROLA M, POTT G, VIEIDER G, WIECHER B. Neutron-irradiation effects on high heat flux components―Examination of plasma-facing materials and their joints[J]. Journal of Nuclear Materials, 2000, 283/287(2): 1161-1165.
M, CONRAD R, DERZ H, DUWE R, LINKE J, LODATO A, MEROLA M, POTT G, VIEIDER G, WIECHER B. Neutron-irradiation effects on high heat flux components―Examination of plasma-facing materials and their joints[J]. Journal of Nuclear Materials, 2000, 283/287(2): 1161-1165.
[58] NIKRO A, XU H W, MORENO K A, YOUNGBLOOD K P, COOLEY J, ALFORD C S, LETTS S A, COOK R C. Investigation of deuterium permeability of sputtered beryllium and graded copper-doped beryllium shells[J]. Fusion Science and Technology, 2007, 51(4): 553-558.
[59] WILSON D C, BRADLEY P A, HOFFMAN N M, SWENSON F J, SMITHERMAN D P, GHRIEN R E, MARGEVICIUS R W, THOMA D J, FOREMAN L R, HOFFER J K, GOLDMAN S R, GALDWELL S E, DITTRICH T R, HANNS S W, MARINAK M M, POLLAINE S M, SANCHEZ J J. The development and advantages of beryllium capsules for the National Ignition Facility[J]. Physics of Plasmas, 1998, 5(5): 1953-1959.
[60] MCEACHERN R L. Beryllium materials for National Ignition Facility Targets LARD―Final report[R]. Livermore CA: Lawrence Livermore National Laboratory, 2001.
[61] BEK’KOV S A, BONDARENKO S V, LLKAEVA L A, KOCHEMASOV G G, MKHITARIAN L S, VHIOKUROV O A, RYABIKINA N A. The effects of joint in two beryllium hemisperes used to form an ignition capsule for the National Ignition Facilityn Facility[R]. Los Alamos, NM: Los Alamos National Laboratory, 1998.
[62] BATHA S H, ALBRIGHT B J, ALEXANDER D J, BARNES C W, Bradley P A, COBBLE J A, COOLEY J C, COOLEY J H, DAY R D, DEFRIEND K A, DELAMATER N D, DODD E S, FATHERLEY V E, FERNANDEZ J C, FLIPPO K A, GRIM G P, GOLDMAN S R, GREENFIELD S R, HERRMANN H W, HOFFMAN N M, HOLMES R L, JOHNSON R P, KEITER, P A, KLINE J L, KYRALA G A, LANIER N E, LOOMIS E, LOPEZ F E, LUO S, MACK J M, MAGELSSEN G R, MONTGOMERY D S , NOBILE A, OERTEL J A, REARDON P, ROSR H A, SCHMIDT D, SCHMITT M J, SEIFTER A, SHIMADA T, SWIFT D C, TIERNEY T E, WELSER-SHREILL L, WILKE M D, WILSON D C, WORKMAN J, YIN L. Inertial confinement fusion research at Los Alamos National Laboratory[C]//Proceedings of AIP Conference (Volume. 1154). Proceedings of the 7th Symposium on Current Trends in International Fusion Research. 2009: 129-147.
[63] KRENZER R W. Cast of beryllium[M]. In: FLOYD D R, LOWE J N. Beryllium Science and Technology (Vol. 2)[M]. New York and London: Plenum Press, 1979: 31-55.
[64] Materion Coporation. IS-50MTM beryllium mammography grade foil[EB/OL].http://materion.com/Products/ Beryllium/~/media/Files/PDFs/Electrofusion/EQF3009_IS50M.pdf. 2011-12-16.
[65] ABOU-SENA A, YING A, ABDOU M. Experimental investigation and analysis of the effective thermal properties of beryllium packed beds[J]. Fusion Science and Technology, 2003, 44(1): 79-84.
[66] KAWAMURA H, TAKAHASHI H, TAKAHASHI H, SHESTAKOV V, ITO Y, UCHIDA M, YAMADA H, NAKAMICHI M, ISHITSUKA E. Application of beryllium intermetallic compounds to neutron multiplier of fusion blanket[J]. Fusion Engineering and Design, 2002, 61/62: 391-397.
[67] ITO Y, KAWAMURA H, UCHIDA M, UDA M. Material for nuclear fusion furnace excellent in high temperature characteristics comprising beryllium intermetallic compound: EU 1494244A1[P]. 2007-12-12.
[68] KAWAMURA H, TAKAHASHI H, TAKAHASHI H, MISHIMA Y, ISHIDA K, IWADACHI T, CARDELLA A, VAN DER LAAN J G, UCHIDA M, MUNAKATA K, SATO Y, SHESTAKOV V, TANAKA S. Present status of beryllide R&D as neutron multiplier[J]. Journal of Nuclear Materials, 2001, 329/333: 112-118.
[69] MISHIMA Y, YOSHIDA N, KAWAMURA H, ISHIDA K, HATANO Y, SHIBAYAMA T, MUNAKATA K, SATO Y, UCHIDA M, TSUCHIYA K, TANAKA S. Recent results on beryllium and beryllides in Japan[J]. Journal of Nuclear Materials, 2007, 367: 1382-1386.
[70] KURINKIY P, CHAKIN V, MOSELANG A, POLLI R, GORAIEB A A, HARSCH H, ALVES E, FRANCO N. Characterization of titanium beryllides with different microstructure[J]. Fusion Engineering and Design, 2009, 84(7/11): 1136-1139.
[71] MISHIMA Y, YOSHIDA N, TAKAHASHI H, ISHIDA K, KAWAMURA H, IWADACHI T, SHIBAYAMA T, OHNUMA I, SATO Y, MUNAKATA K, IWAKIRI H, UCHIDA M. Present status of beryllides for fusion and industrial applications in Japan[J]. Fusion Engineering and Design, 2007, 82(1): 91-97.
[72] KURINSKIY P, MOESLANG A, KLIMIANKOU M, GORAIEB A A, HARSCH H. Manufacturing methods and characterization of titanium beryllides[J]. Fusion Engineering and Design, 2007, 82(15/24): 2353-2358.
[73] KAWAMURA H, TSUCHIYA K, MISHIMA Y, YOSHIDA N, MUNAKATA K, ISHIDA K, HATANO Y, SHIBAYAMA T, SATO Y, UCHIDA M, TANAKA S. Status of beryllium R&D in Japan[C]//LONGHURST G R. Proceedings 7th IEA International Workshop on Beryllium Technology. Idaho Falls, Idaho: Idaho National Laboratory, 2006: 1-7.
[74] 张国成. 有色金属进展(第五卷): 稀有金属和贵金属[M]. 长沙:中南大学出版社, 2007: 21.
ZHANG Guo-cheng. Development of nonferrous metals (Vol. 5): Rare metal & noble metal[M]. Changsha: Central South University Press, 2007: 21.
[75] 张友寿, 秦有钧, 吴东周, 谢志强. 铍和含铍材料的性能及应用[J]. 焊接学报, 2001, 22(6): 92-96.
ZHANG You-shou, QIN You-jun, WU Dong-zhou, XIE Zhi-qiang. Properties and applications of beryllium & beryllium-containing materials[J]. Transactions of the China Welding Institution, 2001, 22(6): 92-96.
[76] REVANKAR S. BeO enables uranium fuel to radiate heat 50% faster[J]. Advanced Materials & Processes, 2005, 163(12): 12.
[77] HARKNESS J C, APIEGELBERG W D, CRIBB W R. ASM Handbook (Vol. 2): Properties and selection: Nonferrous alloys and special-purpose materials[M]. Ohio: ASM International, 1990: 403-427.
[78] MATERION CORPORATION. Nickel beryllium alloy-Alloy 360[EB/OL].http://materion.com/Products/Alloys/NickelBerylli-um Alloy/Alloy360.aspx. 2011-02-15.
[79] FRIDLYANDER I N. High-modulus aluminum alloys with beryllium and magnesium[J]. Metal Science and Heat Treatment, 2003, 45(9/10): 348-350.
[80] HE Jin-lin, ZHONG Jing-ming, WANG Zhan-hong, WANG Li, CHEN Ji-ming, PAN Chuan-hong. Development on the VHP beryllium for ITER in china[C]//Proceedings of Sino-Russia Bilateral New technology and new materials Forum, Moscow: Inter Contact Science Publishing Co. Ltd, 2011, 13(10): 71-75.
[81] 钟景明, 许德美, 李 峰, 王战宏, 何季麟, 苏东峰, 李 众. 铍及铍合金技术进展[C]//中国工程科技论坛论文集. 北京: 高等教育出版社, 2013: 97-106.
ZHONG Jing-ming, XU De-mei, LI Feng, WANG Zhan-hong, HE Jin-ling, SU Dong-feng, LI Zhong. Advance in Beryllium and Beryllium Alloy Technology[C]//Proceeding of China Engineering Science and Technology Forum. Beijing: High Education Press, 2013: 97-106.
[82] 王战宏, 王 莉, 赵双群, 买学锋, 许德美, 钟景明, 曲选辉. 镍对Be-Al合金组织和性能的影响[J]. 特种铸造和有色合金, 2006, 26(8): 526-530.
WANG Zhan-hong, WANG Li, ZHAO Shuang-qun, MAI Xue-feng, XU De-mei, ZHONG Jing-ming, QU Xuan-hui. Effects of Ni on microstructure and mechanical properties of beryllium-aluminum alloys[J]. Special Casting & Nonferrous Alloys, 2006, 26(8): 526-530.
[83] 王战宏, 王 莉, 买学锋, 赵玉林. 铍铝合金结构材料制造研究[J]. 采矿技术, 2006, 6(4): 16-18.
WANG Zhan-hong, WANG Li, MAI Xue-feng, ZHAO Yu-lin. Manufacturing research beryllium-aluminum structural material[J]. Mining Technology, 2006, 6(4): 16-18.
[84] 许德美, 李 峰, 王战宏, 何力军, 任玉平, 裴文利, 秦高梧. 粉末热等静压和铸造Be-Al合金的室温拉伸断裂机理[J]. 中国有色金属学报, 2009, 19(12): 2128-2135.
XU De-mei, LI Feng, WANG Zhan-hong, HE Li-jun, REN Yu-ping, PEI Wen-li, QIN Gao-wu. Fracture mechanisms of hot isostatic pressed powder and as-cast Be-Al alloys under tensile tests at room temperature[J]. The Chinese Journal of Nonferrous Metals, 2009, 19(12): 2128-2135.
(编辑 龙怀中)
基金项目:军品配套科研项目(JPPT-125-GH-036);国家自然科学基金资助项目(11062010)
收稿日期:2013-08-05;修订日期:2014-01-03
通信作者:秦高梧,教授;电话:024-83691565;E-mail:qingw@smm.neu.edu.cn

