���±��: 1004-0609(2005)05-0768-07
BT18y�ѺϽ������֯��
ȫƬ����֯��������������
�� ��, �ư���, �� ��, ���ƽ
(�й���ѧԺ �����о����ѺϽ��о���, ���� 110016)
ժ Ҫ: �����������¶ȹ��ܺ��̬Ti-6.9Al-3.6Zr-2.7Sn-0.7Mo-0.6Nb-0.21Si(BT18y)�ѺϽ���������������ܡ� ���ý��������� ��羵��ɨ��羵�о��˸úϽ��������������������֯�Ĺ�ϵ�� �������: ��920�桢 2h���䴦���IJ���Ϊϸ��������֯, ����ʱ�������Э���Ժ�, ����������������������, ��������ͻ��; ��1020�桢 2h���䴦���IJ���Ϊ���о������Ĵ־�Ƭ����֯, ���������ʱ, ͬʱҪ�����ھ���֮�䡢 �����ڲ������ڦ�Ƭ����֮���Э��, ���������Ա��ε�����, ���������ʹ�ò��ϱ�����һ�������ԡ� ����ӽǹ۲����: ��Ƭ���ű��ֳ��˷�����, ��������нǽ�С��Ƭ���������õ���������, ��������нǽϴ��Ƭ���ڵĦ����м��������ʱ���Ƶ������γ�����
�ؼ���: Ti-6.9Al-3.6Zr-2.7Sn-0.7Mo-0.6Nb-0.21Si�ѺϽ�; �ȴ���; ����֯; ������������ ��ͼ�����: TG166.5; TG113.12
���ױ�ʶ��: A
Room-temperature tensile plasticity of BT18y titanium alloy with equiaxed structure and fully lamellar structure
YANG Yi, HUANG Ai-jun, XU Feng, LI Ge-ping
(Titanium Alloy Laboratory, Institute of Metal Research, Chinese Academy of Science,
Shenyang 110016, China)
Abstract: Tensile properties of forging Ti-6.9Al-3.6Zr-2.7Sn-0.7Mo-0.6Nb-0.21Si titanium alloy after two types of heat treatments were tested at room temperature. Optical microscope, transmission electron microscope (TEM) and scanning electron microscope (SEM) were used to investigate the relationship between microstructures and room-temperature tensile plasticity. The microstructure of the sample solutionized at 920�� for 2h followed by cooling in air is fine equiaxed structure. Compatibility among grains is easy during deformation, so it has good tensile properties at room temperature, especially better tensile plasticity. The sample solutionized at 1020�� for 2h followed by cooling in air possesses a coarse and lamellar structure with continuous grain boundary �� phase. In the tensing process, coordinations among adjacent grains and among �� colonies in grains are needed at the same time, so the plastic deformation becomes difficult. But �� phase interlayer makes the material maintain some plasticity. �� colony has anisotropy. The one that has small included angle to the tensile direction possesses better tensile properties. �� phase interlayer in the one that has big included angle to the tensile direction is vulnerable area in the material, and cracks arise in this place firstly while tensing.
Key words: Ti-6.9Al-3.6Zr-2.7Sn-0.7Mo-0.6Nb-0.21Si titanium alloy; heat treatment; microstructure; room-temperature tensile plasticity
Ti-6.9Al-3.6Zr-2.7Sn-0.7Mo-0.6Nb-0.21Si������ǿ�ѺϽ�, ����BT18Y, �������ѺϽ�, ����Ti-Al-Zr-Sn-Mo-Nb-Si�Ͻ�ϵ����ߴ����ԵĺϽ�֮һ�� �úϽ�����������ۺ�����, ��Sn���ִ���Zr������Al����, ������乤�����ԡ� ���ǿ�ȡ� ������Ժ����ȶ���[1], ͬʱ������600��ij־�ǿ�ȡ� �úϽ���ͨ���ȴ�������ǿ��[2], �������ȴ����ƶ�, �ɻ�þ��в�ͬ���ܵ�����֯, �Ӷ�ʹ�ò��ϵ����ܿ���ͨ����ͬ����֯�Ĵ���ﵽʹ��Ҫ�� Ŀǰ�Ը����ѺϽ������֯�����ܹ�ϵ���о���Ҫ��Ԧ�+������Ͻ�, ��Kubiak��[3] , Filip��[4]����Ti-6Al-4V��Ti-6Al-2Mo-2Cr�����ѺϽ������֯��ƣ�������Լ����������ܺͶ������ԵĹ�ϵ�������о�, L�a[5] ���о���һЩ�����ѺϽ������֯����ѧ���ܵ�Ӱ��, �����ڽ����ѺϽ���о���Խ���, ������Ҫ������Ti-1100[6, 7]��Ti6242Si[8]���о�, ��������һ�������Ľ����ѺϽ�BT18Yȴ�����б����� ���, ������������������ʵ��Ϊ������Ti-6.9Al-3.6Zr-2.7Sn-0.7Mo-0.6Nb-0.21Si�����ѺϽ����������͵�����֯��������֯��ȫƬ����֯�������������ԵĹ�ϵ�������о�, �ԶԺϽ��ѡ���Լ����յ��Ż����ṩ�ο���
1 ʵ��
ʵ��ѡ��d20mm����̬Ti-6.9Al-3.6Zr-2.7Sn-0.7Mo-0.6Nb-0.21Si�ѺϽ��, �ý��෨����������¶�Լ1015�档 ��ͬһ֧����������, ����ë��ʹ�����ι�ʽ�ȴ���¯�����ȴ���, �����ƶ����ڱ�1��
��1 ����ë�����ȴ�������
Table 1 Parameters of heat treatments for alloy
���ñ��ߴ�Ϊd10mm��50mm��Բ�α�������������, ��DCS-25T����ʵ����Ͻ�������ʵ�顣 ������ʵ������������ȡ������Ʒ, ����۲���MEF-4�������Ͻ���, ����Kross��ʴҺ��ʴ�� ��LU61450��ɨ��羵��S360��ɨ��羵�Ͻ�������Ͽڡ� ������ò�۲켰�������� ��ϸ�ṹ��ò��PhilipSEM420�ͷ������������Ͻ���, ��羵������ʹ�û�е����������20~30��m, ��ʹ��MTP-1A�ʹ�������˫�������������, ˫��ҺΪ20%������+30%������+50%�״�(�������), ˫��ʱʹ��Һ����ȴ˫��Һ, �¶���-30������, ������ѹ15~20V��
����ʵ���, ��ͨ�����������۲�Ͻ�����֯��ò, ʹ����羵����۲쾧���ڲ��������������ò, ��������֯�ص�, Ȼ��ʹ��ɨ��羵�۲�������Ѻ������ĶϿںͶϿڸ�����������ò, ��������֯����ϵı��κͶ��ѻ��ƵĹ�ϵ��
2 ��������
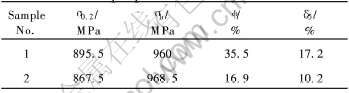
������ͬ�ȴ����ƶȴ����IJ��ϱ��ֳ���ͬ���������ܡ� ��2������������ʾ, ��1020�桢 2h���䴦��������2������ǿ�Ȧ�b�뾭920�桢 2h���䴦��������1�൱��, �������ܾ���������1, �ر�������1�������ʺͶ��������ʱ�����2�߳���һ�����ҡ� ���ڲ��ϵijɷ�һ��, �������ֲ�����Ȼ�������ȴ���������֯��ͬ����ġ�
��2 ���ϵ�������������
Table 2 Room-temperature tensile properties of alloy
ͼ1(b), (c)��ʾ�ֱ�ΪTi-6.9Al-3.6Zr-2.7Sn-0.7Mo-0.6Nb-0.21Si�ѺϽ������1��ʾ���ȴ����ƶȴ����������֯�� ��ͼ�з���, ��ͬ�ȴ����ƶȴ�����ĺϽ�����֯��Ȼ��ͬ, �Ҿ����̬��֯(ͼ1(a))�����Բ��졣

ͼ1 ʵ��Ͻ������֯
Fig.1 Microstructures of test alloys
��̬Ti-6.9Al-3.6Zr-2.7Sn-0.7Mo-0.6Nb-0.21Si�ѺϽ�������������ͬȡ��Ħ�Ƭ����, ���ڦ�Ƭ����ƽ�еطֲ��ڦ»�����, ���ڶ����ԭ��, ��Ƭ�ͦ���߾�������Ť������, ����һ���֦�����Ѿ����顢 ��ʧ�� ��������ƻ�����̬��֯, ��֯�ľ���������һ���̶ȵĸ���, ͬʱ�����˴���λ���� ����ȱ���ȱ��, Ϊ�ȴ����ṩ���ٽᾧ����[9]��
����920�桢 2h���䴦���IJ��Ͼ����ߴ�(5~15��m)�϶�̬���Լ�С, û�Ц����, ���εĦ���(���Φ���ߡ� ���ڱ��Φ�Ƭ�Լ�����������Ħ���)�ٽᾧ���˵��������(ͼ1(b)), ���������DZ����ܺͱ���ȱ�ݵļ���[2]�� �������ľ��紦�в���������(ͼ2(a)), �ڦ������ڲ��� �����Լ���������о�����״�軯������(ͼ2(a), (b)), �軯������ͺ������д���һ���о���
����1020�桢 2h���䴦��������2�����ߴ�(500~1500��m)������1Ҫ��ö�, ������ƽֱ�ľ������, ���������ͬȡ���ƽֱ��Ƭ����(ͼ1c), ��Ƭ�ڴ���λ��, ����Ƭ�ɲ������ֿ�(ͼ3(a), (b))��

ͼ2 ����1����羵�µ�������
Fig.2 TEM bright field images of Sample 1

ͼ3 ����2����羵�µ�������
Fig.3 TEM bright field images of Sample 2
����������֯��ԭ���������ȴ����¶�(1020��)�����˸úϽ�������¶�(1015��), ԭʼ������ʧ, �¾����������� �ڹ��ܺ���ȴ�����¡���ת��ʱ, ����������ȱ�ݽ϶ദ(�¾����ľ����Ϻ;����ڲ���λ���� �����)�����γɾ�������������Ƭ, ͬʱ�����ɵľ�����ཫ�谭��������[2]�� �����¶ȵĽ���, ת����������Ӵ�, ����Ħ�����ԽϿ���ٶ�ת����˦�Ƭ����, �γɦ�Ƭʱ�����ȶ�Ԫ�ص��ų����¦�Ƭ֮���������������ౣ�������� ͬһ�����ڵIJ�������м����������, �Ҿ�����ͬ�ľ���ѧȡ��, ��ʹ�ø�����Ƭ�����Լ�������Ƭ�������, ��ͨ�������м����ܵ����ϵ��һ��
�ȴ�����������������֯���ڵ���Щ�����, ʹ�ò���������ʱ�������κ˺���չ��ʽ��ͬ, ����Ӱ��������Ե����ܵ���Ҫ����[4, 10], ������ֱ�۵ر����������ĶϿ���������ò�ϡ� ͼ4��ʾΪ�������ĵͱ���ò�� ��ͼ4(a), (b)�ɼ�, ����1�������Եļ��д�������, ��۱���Ϊ���Զ��ѡ� ����2�Ͽھ��нϴ�IJ����������, �����Ե�����(ͼ4(c), (d)), ��۱���Ϊ���Զ��ѡ�
���������������нϸ߱�����SEM�۲�, ��������1�������ϸС��������ò(ͼ5(a)), ���������۲첻��������, ���������IJ������Կ����к�ϸ�ܾ��ȵij���״���(ͼ5(b)), Զ���������IJ������Ƚ�ƽ��, ���������1������ʱ�ı�����Ҫ�����ڶϿڸ����� ������������������ò���������ڶྦྷ��������Ա��ε��ص���ɵ�[11]�� �ྦྷ����, ���������ξ��в�ͬʱ�ԡ� ���ڸ��������в�ͬ��λ��, ����������ʱ, ������ȡ��ľ��������ȷ������Ա���, �����Ա��ι��̱�Ȼ���ܵ���Χ������Լ��������, ʹ����������Ӵ�, ͬʱ����������Χ����Ӳȡ��ľ�������ȡ��ת��, ���ǵ������Э����Ϊ����ʹ�ò�����Ϊһ������������Ա���[12]�� ��ͼ6���Կ�����������������췽��������
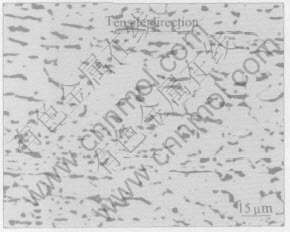
����2�ĶϿ���ò��Ϊƽ��Ƭ��������������������(ͼ7(a))�� ��Ƭ��������������, ���ֽϿ��ĺ�ɫ�������������Ȱ�ɫϸ�����������߳�2%����, �ɴ˿����ж�, ��ɫ�Ŀ������DZ����ϵĦ�Ƭ, ��ɫϸ���Ǧ�Ƭ��Ħ����м�㡣 ������������������, ����������������м����������൱, ���Ǧ�Ƭ���������ڦ�Ƭ�Ӧ����м�㴦��˺�����γɵ���ò�� ͼ8��ʾ������2�����Ͽڸ����������������֯, ���Կ�������ߡ� ���ڦ�Ƭ����������Ť�����Ρ�
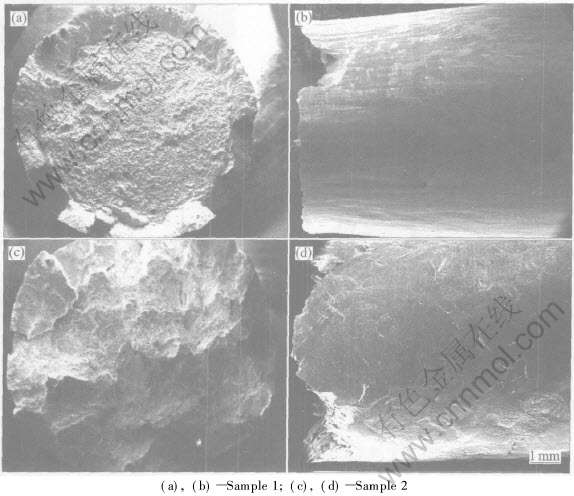
ͼ4 �Ͽڵĵͱ���ò
Fig.4 Macrofracture images of rupture samples

ͼ5 ����1�Ͽں��������������ò
Fig.5 Fracture(a) and side face morphology(b) at bottleneck of sample 1
ͼ6 ����1������������������������֯
Fig.6 Microstructure at bottleneck of sample 1 after tension
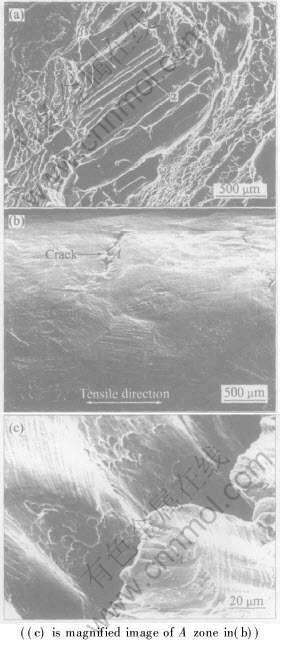
ͼ7 ����2�ϿںͲ������ò
Fig.7 Fracture(a) and side face morphology(b) of sample 2

ͼ8 ����2����������֯
Fig.8 Microstructure of sample 2 after tension
�����������, ��Ƭ���ű��ֳ������ԡ� �����۲����, �����Ƶִ���������ɽ�С�Ƕ�(0��~30��)�Ħ�Ƭ����ʱ, ���ԽϺõĦ�����ɳ����Ƽ��Ӧ��, �Ӷ��谭���Ƶ���չ, ����˲��ϵ����ԡ� ������������, ��Ƭ�е�Ӧ�������ȴﵽ�����ǿ�ȼ���, ��������, �������м����ᷢ����������Ա���ֱ�����ձ�����, ��ʱƬ������ȫ����, ͼ9��ʾΪ��һ���͵����ⷽ��Ħ�Ƭ��(��������ͬ��)�Ķ��ѹ���ʾ��ͼ�� ͼ7(a)�б����ϵĦ�Ƭ���°���������һ���̡� ��һ���͵Ħ�Ƭ������ѧ���ܽϺ�, �����ƽ�еĦ�Ƭ������ǿ�»��������, ������������˲��ϵ����Ժ����ԡ�
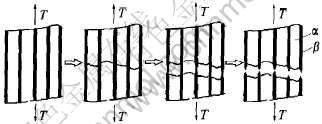
ͼ9 ��������ͬ��Ħ�Ƭ�����ѹ���ʾ��ͼ
Fig.9 Schematic diagram of rupturing of
�� colony along tensile direction
����ӳ��۲����, ��������ɽϴ�Ƕ�(60��~90��)�Ħ�Ƭ������, ��Ƭ��ǿ�»�������û�����ʧ, ��Ҫԭ���Ǧ�Ƭ������м���������᷽���������, ʹ��������ʱ��Ƭ��֮�����ϵ�������� �����������, ���Ʋ��������ڻ�ͨ����Ƭ, ���Ǧ������ȷ������Ա���, �ﵽһ���̶Ⱥ��γ���, �׳����������զ�������γ�˺������(ͼ7(a)), ������һ���͵Ħ�Ƭ���ŵ����Ա�����Ҫ���Ԧ���ı���, �������еĦ���Ҳ�Ǹ����͵Ħ�Ƭ�������������������е�����, �����˲��ϵ�ǿ��, ������ʱ���ƽ���������Щ�����γ�[13]�� ͼ10��ʾΪ��һ���͵����ⷽ��Ħ�Ƭ��(�������ᴹֱ)�Ķ��ѹ���ʾ��ͼ�� ������������Ͽ��Թ۲쵽���������(ͼ7(b), (c)), ��������������ļнǾ�����60��, ��������Ϊ˺��״������ò(��ͼ7(c)), ��һ����֤�����������λ��ơ�
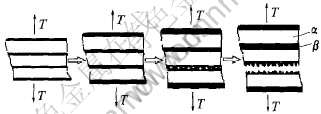
ͼ10 �������ᴹֱ�Ħ�Ƭ�����ѹ���ʾ��ͼ
Fig.10 Schematic diagram of rupturing of
�� colony vertical to tensile direction
�������Ͻ���ͷ���, ���о�������ϸ��������֯��Ti-6.9Al-3.6Zr-2.7Sn-0.7Mo-0.6Nb-0.21Si�ѺϽ���ֳ������õ��ۺ�������������, ��������ͻ��, ������������ϸС�ĵ��ᾧ��֮��Ӵ�����Ƭ����֯ҪС�ö�, �Ҿ������ԽϺõĦ������ͨ�����Ա����ɳھ���ת������������Ӧ��, ʹ��Ӧ���ٷֲ�[14], ��������1���Ͼ���֮���Э���Աȴ־�Ƭ״��֯������2���ϵĺ�, ���ϵ�����Ҳ��˶��õ����ơ� �����Ц���ߵĴ־�Ƭ״��֯������2 Ti-6.9Al-3.6Zr-2.7Sn-0.7Mo-0.6Nb-0.21Si�ѺϽ����Բ��������֯����, ���ھ��Ц����м��Ħ�Ƭ����֯��������֯���ԵIJ���, Ambard��[15]�������о�, ��Ϊ�Ǧ�/��Ƭ��������á� ����������Ϊ��Ƭ���ű��ֳ��ķ����Ժ��ڲ���Ԫ�ߴ�ϴ��Ҳ�ζ�Ҳ�����е�һ����Ҫԭ��, ��ʹ������ʱ�ı��κͶ��ѻ��ƽ�ϸ��������֯���ϸ��ӵöࡣ ����2���������ʱ, ����ߡ� ���ڦ�Ƭ������ֻ�������췽������, ���Ǿ������˲�ͬ�̶ȵ�Ť������(ͼ8)�� ��������֮����Э����ͨ�������ڲ���ͬȡ��ĸ���Ƭ����֮���Э��ʵ�ֵ�, ����Ƭ����֮����Э������ͨ����Ƭ�����ڵĦ�Ƭ������м��֮���Э��ʵ�ֵ�, ֻ����Щ����ͬʱ�߱�, ���ϲ��ܹ������������Ա���, ������ʹ�ò��ϵ����Ա��α������������ ��������ԭ��, ���ڳɷ���ͬ�ĺϽ�, ���д־�Ƭ״��֯�IJ��ϵ���������Ҫ��ϸ��������֯���ϵIJ
3 ����
1) ��920�桢 2h���䴦����Ti-6.9Al-3.6Zr-2.7Sn-0.7Mo-0.6Nb-0.21Si�ѺϽ�Ϊ����������������ϸ��������֯, �����õ��ۺ�������������, �����ʺͶ��������ʷֱ��17.2%��35.5%, �Ⱦ�1020�桢 2h���䴦���õ��ľ��Ц���ߵĴ־�Ƭ״��֯���ϸ߳�1�����ҡ�
2) ������֯��Ti-6.9Al-3.6Zr-2.7Sn-0.7Mo-0.6Nb-0.21Si�ѺϽ����������ʱΪ�����Զ���; Ƭ״��֯�ĺϽ��ں���ϱ���Ϊ���Զ���, �����м������Ϊ���Զ��ѡ� ����Ĵ��ڶ�������֯�IJ��ϵ����Ծ��������ơ�
3) ��������нǽ�С(0~30��)�Ħ�Ƭ���������õ���������, ��������нǽϴ�(60��~90��)�Ħ�Ƭ�����ڵĦ����м����Ȼ�����Թ��ϴ�, ��Ҳ������ʱ���Ƶ������γ�����
4) Ƭ״��֯���������ʱ, ��������֮�䡢 �����ڲ��ĸ���Ƭ����֮���Լ���Ƭ���ڵĸ���Ƭ������м��֮����ҪͬʱЭ��, ���ϲ��ܹ��������Ա���, �������Ա��ν�ϸ������������ѡ�
REFERENCES
[1]��ɹ�, ����־, ����, ��. ���պ������[M]. ����: ������ҵ������, 2002. 83-84.
LI Cheng-gong, FU Heng-zhi, YU Qiao, et al. Aerospace Materials[M]. Beijing: Defense Industrial Press, 2002. 83-84.
[2]Bolisowa E A. �ѺϽ����ѧ[M]. ��ʯ�� ��. ����: ������ҵ������, 1986. 199-212.
Bolisowa E A. Metallography of Titanium Alloys[M]. CHEN Shi-qin transl. Beijing: Defense Industrial Press, 1980. 199-212.
[3]Kubiak K, Sieniawski J. Development of the microstructure and fatigue strength of two phase titanium alloys in the processes of forging and heat treatment[J]. Journal of Materials Processing Technology, 1998, 78: 117-121.
[4]Filip R, Kubiak K, Ziaja W, et al. The effect of microstructure on the mechanical properties of two-phase titanium alloys[J]. Journal of Materials Processing Technology, 2003, 133: 84-89.
[5]L�� tjering G. Influence of processing on microstructure and mechanical properties of (��+ ��) titanium alloys[J]. Materials Science and Engineering A, 1998, 243: 32-45.
[6]Lee D H, Nam S W, Choe S J. Effect of �� lamellae width on creep-fatigue behavior in Near-�� Ti-1100 with lamellar structure[J]. Scripta Materialia, 1999, 40 (3): 265-270.
[7]Lee D H, Nam S W, Choe S J. Effect of microstructure and relaxation behavior on the high temperature low cycle fatigue of near-��-Ti-1100[J]. Materials Science and Engineering A, 2000, 291: 60-67.
[8]Es-Souni M. Primary, secondary and anelastic creep of a high temperature near ��-Ti alloy Ti6242Si[J]. Materials Characterization, 2000, 45: 153- 164.
[9]������. ����ѧ���ȴ���[M]. ����: ��е��ҵ������, 1995. 205.
CUI Zhong-qi. Metallography and Heat Treatment[M]. Beijing: Machine Industry Press, 1995. 205.
[10]Sauer C, L�� tjering G. Influence of �� layers at �� grain boundaries on mechanical properties of Ti-alloys[J]. Mater Sci Eng A, 2001, 319-321: 393-397.
[11]������. ������ѧ����[M]. ����: ��е��ҵ������, 1999. 12.
SHU De-lin. Mechanical Properties of Metal[M]. Beijing: Machine Industry Press, 1999. 12.
[12]������, ¬����. ����ѧԭ��[M]. �Ϻ�: �Ϻ���ѧ����������, 1989. 177.
HOU Zeng-shou, LU Guang-xi. Metallography Theory[M]. Shanghai: Shanghai Science and Technology Press, 1989. 177.
[13]½����, ������, ������, ��. ��-TiAlƬ������������κ��е�˫������[J]. �й���ɫ����ѧ��, 2000, 10(6): 774-778.
LU Yong-hao, ZHANG Yong-gang, QIAO Li-jie. Twofold effects of lamellar interface on crack nucleation in fully lamellar TiAl based alloy[J]. The Chinese Journal of Nonferrous Metals, 2000, 10(6): 774-778.
[14]Evans W J. Optimising mechanical properties in alpha+beta titanium alloys[J]. Materials Science and Engineering A, 1998, 243: 89-96.
[15]Ambard A, Gue��taz L, Louchet F. Role of interphases in the deformation mechanisms of an ��/�� titanium alloy at 20K[J]. Mater Sci Eng A, 2001, A319-321: 404-408.
�ո�����: 2004-07-20; ������: 2005-01-27
�����: �� ��(1980-), ��, ˶ʿ�о���.
ͨѶ����: �� ��; �绰: 024-23971962; E-mail: yiyang@imr.ac.cn
(�༭������)

